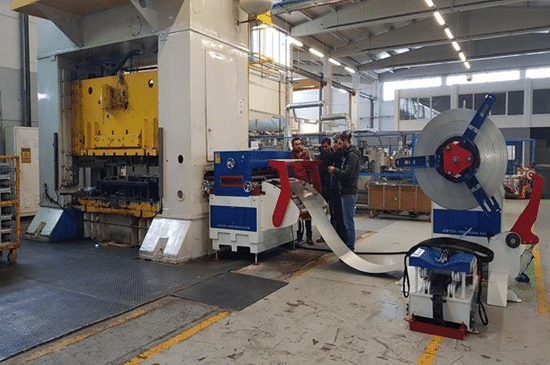
Otomatik Polisaj ve Zımpara Hattı: Tel parlatma makinesi, metal tellerin yüzey kalitesini artırmak, pürüzleri gidermek, pas veya oksit tabakasını temizlemek ve parlak, düzgün bir yüzey elde etmek için kullanılan endüstriyel bir yüzey işleme ekipmanıdır. Genellikle çelik, paslanmaz çelik, alüminyum, bakır veya pirinç gibi farklı metal türlerinde uygulanır. Bu makineler, üretim hattında tel çekme işlemi sonrasında veya kaynak, kesme gibi işlemlerden sonra telin yüzeyini iyileştirmek amacıyla devreye girer.
Çalışma prensibinde tel, makinenin giriş kısmından sürekli olarak beslenir ve döner fırçalar, aşındırıcı zımpara bantları ya da özel polisaj diskleri ile temas ederek yüzeyi işler. Bazı modellerde su veya özel parlatma kimyasalları eklenerek işlem sırasında hem soğutma hem de ekstra yüzey kalitesi sağlanır. Tek kademeli sistemlerde sadece yüzey temizliği yapılırken, çok kademeli makinelerde önce kaba zımparalama, ardından ince parlatma ve son olarak cilalama gibi adımlar uygulanır.
Modern tel parlatma makinelerinde hız kontrolü, tel çapına göre ayarlanabilir baskı sistemleri, otomatik tel besleme üniteleri ve PLC tabanlı kontrol panelleri bulunur. Bu sayede hem küçük çaplı teller (örneğin 0,5 mm) hem de kalın endüstriyel teller (örneğin 10 mm ve üzeri) aynı makinede işlenebilir. Ayrıca üretim hattına entegre edilebilen modeller, yüksek hacimli seri üretimlerde zaman ve işçilik tasarrufu sağlar.
Bu makineler, kaynak teli üretimi, yay üretimi, bisiklet ve motosiklet teli imalatı, çelik halat yapımı, müzik teli üretimi ve dekoratif metal işleme gibi pek çok sektörde yaygın olarak kullanılır. Kullanılan parlatma yöntemi ve ekipman, telin kullanım amacına göre değişir; örneğin dekoratif amaçlı paslanmaz çelik tellerde ayna parlaklığı hedeflenirken, teknik kullanım için üretilen tellerde daha çok yüzey temizliği ön planda tutulur.
Otomatik tel parlatma makineleri, özellikle yüksek üretim hızına ihtiyaç duyan tesislerde tercih edilen, sürekli besleme sistemi ile çalışan ve minimum operatör müdahalesi gerektiren gelişmiş yüzey işleme çözümleridir. Bu makinelerde teller, makaralar veya tel sepetleri üzerinden otomatik olarak beslenir ve makine içerisindeki çok kademeli parlatma istasyonlarından geçirilir. İlk istasyonda genellikle kaba yüzey temizleme yapılır; bu aşamada pas, oksit tabakası, kaynak cürufu veya üretim sırasında oluşan yüzey pürüzleri giderilir. Ardından orta aşındırıcılı polisaj fırçaları ile telin yüzeyinde daha ince bir düzeltme sağlanır. Son istasyonda ise çok ince aşındırıcılar veya pamuk diskler ile tel parlak hale getirilir, hatta gerektiğinde ayna yüzey efekti verilebilir.
Bazı ileri seviye modellerde, parlatma sırasında kullanılan aşındırıcı disklerin basıncı, telin çapına ve malzeme sertliğine göre otomatik olarak ayarlanır. Bu sayede hem ince tellerin deformasyon riski azalır hem de kalın tellerin yüzey temizliği daha etkin bir şekilde yapılır. Ayrıca modern makinelerde, telin ilerleme hızı da frekans invertörleri veya servo motor kontrollü sistemlerle hassas biçimde düzenlenir. Böylece aynı makinede farklı tel tipleri ve farklı yüzey kalitesi beklentileri karşılanabilir.
Otomatik tel parlatma makineleri, üretim hattına tam entegre edilerek tel çekme makinelerinin hemen ardından çalışacak şekilde konumlandırılabilir. Bu sayede tel çekme işlemi biter bitmez yüzey işlemesi başlar ve ara depolama ihtiyacı ortadan kalkar. Parlatma sırasında kullanılan su bazlı soğutma sıvıları veya özel parlatma kimyasalları, hem aşındırıcı disklerin ömrünü uzatır hem de tel yüzeyinde oluşabilecek mikroskobik çizikleri en aza indirir. Bazı sistemlerde bu sıvılar filtrelenerek tekrar kullanılır, böylece hem maliyet hem de çevresel etki azaltılır.
Endüstride bu makineler yalnızca dekoratif amaçlı ürünler için değil, aynı zamanda teknik ve endüstriyel kullanım için de kritik bir rol oynar. Örneğin çelik halat yapımında kullanılan tellerin yüzey temizliği, halatın mukavemeti ve korozyon direnci açısından büyük önem taşır. Yay üretiminde ise pürüzsüz yüzey, yay ömrünü uzatır ve çalışma sırasında sürtünme kaynaklı gürültüyü azaltır. Ayrıca müzik teli üretiminde, telin pürüzsüzlüğü doğrudan ses kalitesini etkilediği için parlatma işlemi vazgeçilmezdir.
İleri teknolojili tel parlatma makineleri, üretim sürecinde kaliteyi artırırken, işçilik maliyetlerini düşürür ve zamandan büyük ölçüde tasarruf sağlar. Uzun süreli kesintisiz çalışma kapasiteleri sayesinde, 7/24 üretim yapan tesislerde dahi istikrarlı performans sunarlar. Hatta bazı üst segment makinelerde uzaktan izleme ve bakım sistemleri bulunur; bu sayede makinenin çalışma durumu, aşındırıcı disklerin ömrü ve bakım zamanları operatör panelinde veya internet üzerinden anlık olarak takip edilebilir.
Tel parlatma makinelerinin endüstriyel tasarımında kullanılan aşındırıcı fırça ve disk çeşitleri, telin malzemesine, çapına, istenen yüzey kalitesine ve üretim hızına göre farklılık gösterir. En yaygın kullanılan sistemlerden biri, telin yüzeyine çapraz açıyla yerleştirilmiş döner tel fırçalardır. Bu fırçalar, yüksek devirde dönerken telin yüzeyindeki pas, oksit tabakası, kaynak cürufu veya üretim sırasında oluşmuş pürüzleri etkili biçimde temizler. Tel fırçalar, genellikle paslanmaz çelik telden, pirinç telden veya karbon çelik telden üretilir. Paslanmaz çelik teller, özellikle paslanmaz çelik telin yüzeyinde korozyona yol açmadan temizlik yapabilme avantajına sahiptir. Pirinç teller ise daha yumuşak yüzeylerde çizik bırakmadan işlem yapar, bu nedenle dekoratif amaçlı üretilen bakır veya pirinç tellerde tercih edilir.
Aşındırıcı diskler arasında zımpara lamelli diskler, taşlama taşları ve özel polisaj keçeleri öne çıkar. Zımpara lamelli diskler, telin yüzeyindeki ince pürüzleri almak ve homojen bir mat yüzey elde etmek için idealdir. Bu disklerin aşındırıcı dereceleri (örneğin P60, P120, P240 gibi) istenen yüzey hassasiyetine göre seçilir. Daha ince numaralı zımparalar, yüzeyi çizmeden parlatma yaparken; kalın numaralılar daha agresif bir yüzey temizliği sağlar. Polisaj keçeleri ise aşındırıcısız veya çok ince aşındırıcılı yüzeylerle kaplanarak telin yüzeyinde ayna parlaklığı elde etmeye yarar. Bu keçeler genellikle pamuk, keçe yünü veya sentetik fiber malzemeden üretilir ve özel parlatma macunları ile birlikte kullanıldığında, telin yansıma kalitesi önemli ölçüde artar.
Bazı yüksek kapasiteli tel parlatma makinelerinde, bu fırça ve diskler tek bir sıra yerine çok istasyonlu dizilimler halinde kullanılır. İlk istasyon kaba temizleme, ikinci istasyon orta parlatma, üçüncü istasyon ise ince parlatma ve cilalama için tasarlanır. Bu çok kademeli yapı, işlemin sürekliliğini sağlarken aynı zamanda yüksek hızda bile istenen yüzey kalitesine ulaşılmasını mümkün kılar. Tüm bu aşamalar, telin ilerleme hızı ile senkronize çalışır. Hız ayarı çok önemlidir; tel ne kadar yavaş ilerlerse, yüzeye uygulanan işlem o kadar yoğun olur, bu da daha parlak ama daha yavaş bir üretim anlamına gelir.
Endüstride kullanılan bazı özel makinelerde, parlatma sürecinde telin yüzeyine kimyasal kaplama maddeleri de uygulanabilir. Örneğin, paslanmaz çelik tellerin parlatılması sırasında kullanılan pasivasyon solüsyonları, telin korozyon direncini artırır ve yüzeyde daha uzun süre parlaklık korunur. Bakır tellerde ise oksitlenmeyi geciktiren özel koruyucu yağlar uygulanabilir. Bu kaplamalar, telin üretimden sonra depolama sürecinde renginin bozulmasını veya kararmasını önler.
Tel parlatma makinelerinin mekanik tasarımında, telin merkezde sabit bir hat üzerinde ilerlemesini sağlayan hassas kılavuz makaralar önemli bir yere sahiptir. Bu makaralar genellikle sertleştirilmiş çelikten yapılır ve aşındırıcı tozlara karşı kapalı yataklı rulmanlarla donatılır. Böylece uzun süre bakım gerektirmeden çalışabilirler. Ayrıca bazı sistemlerde, telin giriş ve çıkış noktalarında özel sensörler bulunur; bu sensörler telin kopması, hatalı ilerlemesi veya çap değişimi gibi durumları algılayarak makineyi otomatik olarak durdurur. Bu özellik, hem iş güvenliği hem de üretim verimliliği açısından kritik öneme sahiptir.
Aslında bu makinelerin tasarımında dikkat edilen en önemli unsurlardan biri, yüksek hızda çalışırken titreşimi minimuma indirmektir. Çünkü titreşim, hem telin yüzeyinde istenmeyen izler bırakabilir hem de fırça ve disklerin ömrünü kısaltır. Bu nedenle makine gövdesi genellikle ağır çelik konstrüksiyondan yapılır ve titreşim sönümleyici ayaklarla zemine sabitlenir.
Tel parlatma makinelerinin üretim hatlarına entegrasyonu, özellikle yüksek hacimli ve sürekli üretim yapan tesislerde verimliliği en üst düzeye çıkarmak için stratejik olarak planlanır. Tel çekme, tavlama, düzeltme veya kaplama işlemleri gibi ardışık üretim aşamalarının ardından parlatma makinesi doğrudan hat üzerine bağlanabilir. Böylece tel, makaradan çözülüp çekildikten sonra hiçbir ara depolama veya manuel taşıma işlemi yapılmadan doğrudan parlatma istasyonuna ulaşır. Bu entegrasyon sayesinde hem üretim süresi kısalır hem de ürün yüzeyinde toz, yağ veya oksit oluşma riski minimize edilir.
Otomasyonun gelişmesiyle birlikte bu makinelerde PLC kontrollü sistemler ve servo motor teknolojisi yoğun şekilde kullanılmaya başlanmıştır. PLC sistemleri, telin ilerleme hızını, fırça veya disklerin basınç seviyesini, parlatma süresini ve kimyasal besleme oranlarını hassas biçimde kontrol eder. Servo motorlar ise hem yüksek tork hem de hassas hız kontrolü sağlayarak telin homojen şekilde işlenmesine imkân tanır. Özellikle çap değişimlerinde, makine otomatik olarak kendini yeniden ayarlayabilir; böylece farklı çapta teller ardışık olarak parlatılabilir.
Bazı tesislerde tel parlatma makineleri, tel kaplama hatları ile de kombine edilir. Örneğin, galvaniz kaplama öncesinde telin yüzeyinin tamamen pürüzsüz ve temiz olması gerekir; aksi halde kaplama tabakası yüzeye homojen şekilde tutunamaz ve ileride soyulma veya korozyon problemleri oluşabilir. Parlatma makinesi bu noktada kritik bir hazırlık aşaması olarak devreye girer. Aynı şekilde, plastik kaplama veya toz boya öncesinde de yüzey kalitesini artırmak için telin parlatılması şarttır.
Farklı sektörlerde kullanım senaryolarına bakıldığında, her sektörün tel parlatma sürecinden beklentisi farklıdır.
Örneğin, otomotiv sanayisinde kullanılan yay çelikleri için pürüzsüz yüzey, yay ömrünü uzatır ve sürtünmeyi azaltarak sessiz çalışmayı sağlar. Müzik endüstrisinde gitar, piyano veya keman tellerinin yüzey kalitesi doğrudan ses tınısına etki eder; bu nedenle tel yüzeyinin hem parlak hem de çiziksiz olması gerekir. İnşaat sektöründe kullanılan çelik halatlar ve germe tellerinde ise parlatma işlemi, hem estetik hem de korozyon önleme açısından önemlidir. Dekoratif metal ürünlerde (örneğin paslanmaz çelik korkuluk telleri, mobilya aksesuar telleri) ise ayna parlaklığı müşteri beklentilerinin başında gelir.
Ayrıca savunma sanayisinde, hassas toleranslı ve yüksek mukavemetli özel alaşım tellerin üretiminde parlatma makineleri yalnızca yüzey temizliği için değil, aynı zamanda telin mikro yapısında işlem sonrası oluşabilecek gerilimlerin azaltılması için de kullanılır. Bu makineler, yüzeydeki çok ince çapakları alarak telin mekanik performansını artırır.
Büyük ölçekli tesislerde kullanılan gelişmiş modeller, uzaktan izleme ve bakım sistemleriyle donatılmıştır. Bu sistemler, makinenin çalışma saatlerini, bakım aralıklarını, fırça ve disk aşınma oranlarını otomatik olarak kaydeder ve gerektiğinde bakım ekibine uyarı gönderir. Böylece plansız duruşların önüne geçilir. Bazı makineler, yapay zekâ tabanlı algoritmalarla üretim sırasında işlenen telin yüzey kalitesini kameralarla kontrol eder ve anlık olarak basınç veya hız ayarlaması yapabilir. Bu, özellikle yüksek kalite standardı gerektiren üretimlerde büyük avantaj sağlar.
Ayrıca parlatma makinelerinin enerji verimliliği de son yıllarda öne çıkan bir konu olmuştur. Enerji tüketimini azaltmak için optimize edilmiş motor sistemleri, frekans kontrollü tahrik sistemleri ve geri kazanımlı soğutma sıvısı devreleri yaygın olarak kullanılmaktadır. Bazı tasarımlarda, aşındırıcı tozların havaya karışmasını önlemek amacıyla kapalı kabinler ve endüstriyel vakum sistemleri entegre edilir; bu hem iş güvenliğini hem de çevre korumasını sağlar.
Metal Tel Cilalama Makinesi
Metal tel cilalama makinesi, metal tellerin yüzeyine son aşamada yüksek parlaklık kazandırmak, yüzeydeki mikroskobik pürüzleri gidermek ve telin estetik görünümünü iyileştirmek için kullanılan hassas yüzey işleme ekipmanıdır. Bu makineler, genellikle tel çekme veya parlatma işlemlerinden sonra devreye girer ve yüzeye “ayna parlaklığı” denilen yüksek yansıma kalitesi verir. İşlem, yalnızca estetik amaçla değil, aynı zamanda telin yüzeyinin daha az korozyona uğraması, kaplama işlemlerinin daha iyi tutunması ve sürtünme direncinin düşürülmesi gibi teknik avantajlar da sağlar.
Çalışma prensibi olarak, tel cilalama makinelerinde tel sürekli olarak makineye beslenir ve makine içinde yüksek devirde dönen yumuşak polisaj diskleri, pamuk keçeler veya keçe tamburlar ile temas eder. Bu diskler genellikle özel cilalama macunları veya ince aşındırıcı pastalarla birlikte kullanılır. Macun veya pasta, yüzeydeki en küçük çiziklerin doldurulmasını ve metalin parlatılarak pürüzsüz hale gelmesini sağlar. Bazı modellerde kuru cilalama yöntemi uygulanırken, bazı makineler sıvı cilalama kimyasalları kullanarak hem işlem kalitesini artırır hem de ısınmayı önler.
Cilalama işlemi tek kademede yapılabileceği gibi, yüksek hassasiyet gerektiren üretimlerde çok kademeli bir yapı tercih edilir. İlk kademede orta sertlikte keçe diskler ile yüzey hazırlanır, ikinci kademede yumuşak pamuk disklerle daha ince bir cilalama yapılır, son kademede ise ekstra yumuşak diskler ve ayna cilalama macunları ile nihai parlaklık elde edilir. Böylece telin yüzeyinde hem optik parlaklık artar hem de dokunulduğunda pürüzsüzlük hissi verir.
Modern metal tel cilalama makineleri, telin çapına göre otomatik basınç ayarlayan sistemler, hız kontrollü besleme üniteleri ve dijital kontrol panelleri ile donatılmıştır. Bu sayede farklı çap ve malzemelerde (örneğin paslanmaz çelik, alüminyum, pirinç, bakır) optimum sonuç elde edilir. Paslanmaz çelik tellerde yüzey parlaklığı uzun süre korunurken, pirinç ve bakır tellerde oksitlenmeyi geciktirmek için cilalama sonrası koruyucu yağ veya vernik uygulaması yapılabilir.
Bu makineler; dekoratif paslanmaz çelik tel üretimi, müzik teli imalatı, bisiklet ve motosiklet teli üretimi, mobilya ve mimari aksesuar imalatı gibi alanlarda yaygın olarak kullanılır. Özellikle mimari uygulamalarda, korkuluk, tel örgü veya dekoratif tel panellerin yüzeyinde göz alıcı parlaklık elde etmek için cilalama işlemi neredeyse zorunlu hale gelmiştir.
Eğer istersen buradan sonra Metal Tel Cilalama Makinesi’nin parça yapısını ve çalışma sırasında kullanılan cilalama macunlarının çeşitlerini uzun ve teknik şekilde yazabilirim, böylece açıklama katalog veya teknik eğitim dokümanı seviyesine gelir.
Metal tel cilalama makinelerinin yapısal tasarımı, hem hassas yüzey işleme performansı sağlamak hem de uzun süreli kesintisiz çalışmalarda kararlılığı korumak üzerine inşa edilir. Ana gövde genellikle ağır çelik konstrüksiyondan imal edilir ve titreşim sönümleyici ayaklarla zemine sabitlenir. Bu sayede yüksek devirde dönen cilalama diskleri veya keçeler, telin yüzeyinde dalgalanma yaratmadan homojen parlaklık sağlar. Gövdenin iç kısmında disk mili yataklamaları özel rulmanlarla desteklenir; bu rulmanlar hem yüksek devir hem de sürekli yanal basınca dayanabilecek şekilde seçilir.
Tel besleme sistemi, makinenin en kritik bölümlerinden biridir. Genellikle tel makaradan çözülür ve giriş kılavuz makaralarından geçerek cilalama ünitesine ulaşır. Bu kılavuz makaralar sertleştirilmiş çelikten yapılır, yüzeyleri aşındırıcı etkilerden korunmak için krom veya seramik kaplama ile güçlendirilir. Böylece tel yüzeyine herhangi bir çizik veya deformasyon verilmeden ilerleme sağlanır. Bazı makinelerde bu makaralar, telin çapına göre otomatik olarak konum ayarlayan yaylı sistemlere bağlanır; böylece tel sürekli olarak merkez hattında tutulur.
Cilalama ünitesinde kullanılan diskler, farklı malzeme ve sertlik derecelerinde üretilir. En yaygın kullanılanlar pamuk diskler, keçeler, suni fiber diskler ve özel mikrofiber cilalama pedleridir. Pamuk diskler, yumuşak dokuları sayesinde ince yüzey düzeltme ve parlaklık verme aşamasında kullanılırken, keçeler daha sert yapıları ile yüzeydeki mikroskobik pürüzleri gidermede etkilidir. Mikrofiber diskler ise son aşamada ayna parlaklığı sağlamak için idealdir. Diskler, eksantrik tip veya düz mil üzerine monte edilebilir; eksantrik tip diskler, tel yüzeyine değişken açılarla temas ederek daha homojen bir parlaklık elde edilmesini sağlar.
Cilalama işlemi sırasında kullanılan macunlar ve pastalar da makinenin performansında kritik rol oynar. Bu macunlar genellikle yağ bazlı veya su bazlı taşıyıcılarla karıştırılmış ince aşındırıcı tozlardan (örneğin alüminyum oksit, krom oksit) oluşur. Kaba cilalama için kullanılan macunlar daha iri aşındırıcı tanecikler içerirken, son aşama macunları çok ince (mikron altı boyutta) aşındırıcılar içerir. Krom oksit bazlı macunlar paslanmaz çelik tellerde parlak ve beyaz bir yüzey verirken, alüminyum oksit bazlı macunlar bakır ve pirinç tellerde daha sıcak bir altın tonu ortaya çıkarır.
Bazı modern makinelerde, macun veya cilalama pastası otomatik besleme sistemi ile disklerin yüzeyine belirli aralıklarla uygulanır. Bu sistem, macunun hem tasarruflu hem de sürekli taze kalmasını sağlar. Ayrıca disklerin ısınmasını önlemek ve aşındırıcı etkinliğini artırmak amacıyla işlem sırasında sıvı soğutma veya püskürtme sistemi kullanılabilir. Soğutma sıvısı genellikle su bazlıdır ve koruyucu katkılar içerir; bu, telin yüzeyinde paslanma veya leke oluşumunu engeller.
Metal tel cilalama makineleri genellikle üretim hattına entegre çalışacak şekilde tasarlanır. Örneğin tel çekme makinesinden çıkan tel, doğrudan cilalama makinesine beslenebilir ve ardından paketleme veya kaplama istasyonuna yönlendirilir. Böylece üretim sürecinde ara depolama veya elle taşıma ihtiyacı ortadan kalkar. Bu yöntem hem zaman hem de iş gücü tasarrufu sağlar.
Endüstride kullanım alanlarına bakıldığında, bu makineler yalnızca dekoratif ürünlerde değil, yüksek teknik gereksinimleri olan uygulamalarda da önemli rol oynar. Savunma sanayisinde kullanılan özel alaşım tellerin yüzey kalitesinin korunması, tele mekanik dayanıklılık ve korozyon direnci kazandırır. Tıp sektöründe kullanılan cerrahi tellerin cilalanması, hem hijyen hem de pürüzsüzlük açısından hayati önem taşır. Müzik tellerinde ise cilalama, telin titreşim özelliklerini doğrudan etkileyerek ses kalitesini belirler.
Metal tel cilalama makinelerinin uzun ömürlü ve yüksek performanslı çalışabilmesi için düzenli bakım, doğru kalibrasyon ve zamanında aşındırıcı değişimi hayati önem taşır. Endüstride, bu makinelerin bakım programı genellikle günlük, haftalık, aylık ve yıllık periyotlara bölünür. Günlük bakım kapsamında, makine çalıştırılmadan önce tüm kılavuz makaraların, disk yataklarının ve besleme sistemlerinin görsel kontrolü yapılır. Disk yüzeyinde aşırı yıpranma, deformasyon veya yanık izleri varsa işlem öncesinde değiştirilir. Ayrıca telin geçtiği tüm yüzeylerin temiz olduğundan emin olunur; biriken metal tozları ve cilalama macunu kalıntıları, basınçlı hava veya yumuşak fırça ile temizlenir.
Haftalık bakımda, makine mil yataklarının ve rulmanlarının yağlama durumu kontrol edilir. Özellikle yüksek devirde çalışan disk milleri, yetersiz yağlama durumunda aşırı ısınabilir ve bu durum hem rulman ömrünü kısaltır hem de titreşim seviyesini artırarak yüzey kalitesini olumsuz etkiler. Haftalık olarak ayrıca otomatik macun besleme sistemleri, sıvı soğutma devreleri ve püskürtme nozulları temizlenir; tıkanma veya basınç düşüklüğü olup olmadığı kontrol edilir.
Aylık bakım aşamasında makinenin tüm hareketli parçaları detaylı şekilde incelenir. Besleme makaraları, tel kılavuz kanalları ve baskı mekanizmaları, tel çapına göre doğru basınç uygulayıp uygulamadığı açısından test edilir. PLC veya dijital kontrol sistemlerinde bulunan sensörler, kalibrasyon moduna alınarak referans değerlerle karşılaştırılır. Sensörlerde tolerans dışı sapmalar varsa yazılım üzerinden yeniden kalibrasyon yapılır veya sensör değiştirilir. Ayrıca, motor kayışları veya zincir tahrik sistemleri gevşeme, aşınma veya hizalama sorunları açısından kontrol edilir.
Yıllık bakımda ise daha kapsamlı işlemler gerçekleştirilir. Makinenin ana gövdesi, titreşim seviyelerini ölçmek için sensörlerle test edilir ve gerekiyorsa balans ayarları yapılır. Tüm disk milleri sökülerek rulman değişimi yapılır; bu işlem, aşındırıcı disklerin sürekli olarak yanal basınca maruz kalmasından dolayı yataklarda oluşan mikroskobik bozulmaları önler. Elektrik panosundaki bağlantılar, topraklama hattı ve aşırı akım röleleri test edilir. Bu aşamada ayrıca, makinenin üretici firma tarafından önerilen orijinal yedek parçalarla yenilenmesi gereken tüm komponentler değiştirilir.
Aşındırıcı disklerin değişim aralıkları, hem kullanılan malzemeye hem de üretim yoğunluğuna bağlı olarak farklılık gösterir. Örneğin, sürekli paslanmaz çelik tel işleyen bir tesiste pamuk disklerin ömrü ortalama 300–400 saat arasında değişirken, daha yumuşak malzemelerle çalışan bir hatta bu süre 500 saati aşabilir. Disk değiştirilirken, yeni diskler takılmadan önce mil yüzeyi temizlenir ve merkezleme toleransları kontrol edilir; aksi halde disk eksantrik çalışarak hem titreşim oluşturur hem de yüzeyde dalgalı bir parlaklık bırakır.
Cilalama macunu yenileme prosedüründe, makinenin otomatik besleme sistemleri devre dışı bırakılır ve eski macun kalıntıları disk yüzeyinden tamamen temizlenir. Yeni macun uygulanmadan önce, disk yüzeyi hafifçe zımparalanarak macunun daha iyi tutunması sağlanır. Eğer manuel macun uygulaması yapılıyorsa, operatörün her 5–10 dakika aralıklarla az miktarda macun eklemesi gerekir; fazla macun yüzeyi yağlandırarak işlem kalitesini düşürür.
Kalibrasyon işlemleri, makinenin hassasiyetini korumak açısından en kritik bakım aşamalarından biridir. Telin merkez hattı üzerinde ilerleyebilmesi için giriş ve çıkış kılavuz makaralarının eksen ayarları milimetrik hassasiyetle yapılmalıdır. Ayrıca disklerin tel yüzeyine uyguladığı basınç, malzeme sertliğine göre belirlenir. Çok fazla basınç, yüzeyi aşındırarak çizik oluşturabilir; çok düşük basınç ise parlaklık seviyesini düşürür. Bu nedenle kalibrasyon sırasında hem mekanik baskı sistemleri hem de elektronik basınç sensörleri test edilerek ayarlanır.
Bu bakım ve kalibrasyon prosedürleri, yalnızca makinenin ömrünü uzatmakla kalmaz; aynı zamanda her üretim partisinde tutarlı kalite elde edilmesini de garanti altına alır. Düzenli bakımı yapılmayan makinelerde parlaklık seviyesi düşer, yüzeyde lekeler ve dalgalanmalar oluşur, hatta yüksek devirde çalışan disklerin balans bozulması nedeniyle ciddi güvenlik riskleri ortaya çıkabilir.
Metal tel cilalama makinelerinde karşılaşılan yaygın arızalar, genellikle mekanik, elektrik-elektronik, aşındırıcı ve yüzey kalitesi problemleri olarak dört ana grupta incelenir. Mekanik arızalar arasında en sık rastlananlardan biri, tel besleme sisteminde meydana gelen hizalama bozukluklarıdır. Giriş veya çıkış kılavuz makaralarının ayarlarının bozulması, telin diskler üzerinde yanlış açıyla ilerlemesine neden olur ve bu durum yüzeyde asimetrik parlaklık veya çizik oluşumuyla sonuçlanır. Bu tip sorunlar genellikle üretim sırasında oluşan titreşim, makaraların aşınması veya yanlış çap ayarı yapılması nedeniyle ortaya çıkar. Çözüm olarak, makaralar sökülüp temizlenmeli, aşınmış parçalar yenilenmeli ve eksen ayarı hassas ölçüm cihazlarıyla tekrar yapılmalıdır.
Bir diğer mekanik problem, disk millerinde balans bozulmasıdır. Yüksek devirde çalışan diskler zamanla eşit aşınmayabilir veya disk yüzeyine yapışan macun kalıntıları ağırlık merkezini değiştirerek titreşime neden olabilir. Balans bozukluğu sadece yüzey kalitesini düşürmekle kalmaz, aynı zamanda rulman ömrünü de kısaltır. Bu nedenle diskler belirli aralıklarla balans cihazında test edilmeli, gerekirse yeniden taşlanmalı veya değiştirilmelidir.
Elektrik-elektronik arızalar arasında en yaygın olanı, hız kontrol sistemlerindeki (frekans invertörü veya servo sürücü) hatalardır. Bu hatalar, telin ilerleme hızının dalgalanmasına yol açar ve yüzeyde parlaklık farklılıkları oluşur. Ayrıca basınç sensörleri veya konum sensörlerinde meydana gelen arızalar, disklerin tel yüzeyine olması gerekenden fazla veya az basınç uygulamasına neden olabilir. Bu gibi durumlarda, öncelikle arıza kaydı kontrol edilmeli, ardından sensör bağlantıları ve kablo bütünlüğü test edilmelidir. Arızalı sensörler mutlaka orijinal yedek parçalarla değiştirilmelidir.
Aşındırıcıyla ilgili arızalar genellikle disk veya keçe yüzeyinin beklenenden hızlı aşınması ya da tıkanması şeklinde ortaya çıkar. Bunun nedenleri arasında yanlış macun seçimi, fazla macun kullanımı, disk sertliğinin tel malzemesine uygun olmaması veya işlem sırasında yetersiz soğutma yer alır. Bu sorunların çözümü için öncelikle üretim parametreleri gözden geçirilmeli, disk sertlik derecesi ve macun tipi malzeme özelliklerine uygun hale getirilmelidir. Soğutma sistemi varsa, nozul tıkanıklıkları giderilmeli ve sıvı debisi kontrol edilmelidir.
Yüzey kalitesi problemleri ise genellikle üretim sırasında fark edilir. Bunlardan en sık rastlananı, tel yüzeyinde mat bölgeler ve parlak bölgelerin bir arada bulunmasıdır. Bu durum, disk temas basıncının eşit olmaması veya telin makine içinde eksenden sapmasıyla ilgilidir. Diğer bir problem ise cilalama sonrası yüzeyde leke veya yağ kalıntısı oluşmasıdır; bu, fazla macun kullanımı veya işlem sonrası temizlik aşamasının eksik yapılmasından kaynaklanır. Böyle bir durumda tel yüzeyi uygun solventlerle temizlenmeli ve sonraki üretimlerde macun besleme miktarı optimize edilmelidir.
Daha ciddi vakalarda, tel cilalama makinesi çalışırken ani duruş (emergency stop) vermesi söz konusu olabilir. Bu genellikle tel kopması, telin besleme hattında sıkışması, disklerin aşırı yük çekmesi veya motor koruma rölesinin devreye girmesi nedeniyle olur. Böyle bir durumda makine tekrar çalıştırılmadan önce mekanik sıkışmalar giderilmeli, elektriksel koruma devreleri kontrol edilmeli ve motor yük değerleri ölçülmelidir.
Üretim hattında bu tür arızaların en aza indirilebilmesi için önleyici bakım stratejileri uygulanması büyük önem taşır. Bu strateji kapsamında, her vardiya öncesi kısa görsel kontroller, haftalık teknik ölçümler ve aylık kapsamlı bakım prosedürleri aksatılmadan yerine getirilir. Ayrıca operatörlerin makineyi doğru şekilde kullanabilmesi için düzenli eğitim almaları, hem arıza riskini azaltır hem de arıza meydana geldiğinde hızlı müdahale edilmesini sağlar.
İstersen buradan sonra sana metal tel cilalama makinelerinde üretim parametrelerinin optimizasyonunu ve yüzey kalitesini etkileyen değişkenleri detaylı, mühendislik düzeyinde ve uzun bir açıklama olarak yazabilirim; böylece metin, kalite kontrol ve proses mühendisleri için tam referans niteliğine ulaşır.
Otomatik Tel Yüzey Polisaj Makinesi

Otomatik tel yüzey polisaj makinesi, metal tellerin yüzey kalitesini iyileştirmek, pürüzsüz bir görünüm kazandırmak ve istenilen parlaklık seviyesine ulaştırmak amacıyla geliştirilmiş, tam otomasyonlu bir yüzey işleme ekipmanıdır. Bu makine, genellikle paslanmaz çelik, alüminyum, bakır, pirinç ve karbon çelik gibi farklı metal tellerin üretim hattında, çekme ve şekillendirme işlemlerinden sonra devreye girer. Temel çalışma prensibi, telin sürekli bir hat üzerinde beslenerek aşındırıcı diskler, keçeler veya fırçalarla kontrollü temas ettirilmesi ve gerekli parlatma macunu ya da aşındırıcı pastanın yüzeye uygulanmasıdır. Böylece telin yüzeyindeki oksit tabakası, mikro çapaklar, çizikler ve yüzey düzensizlikleri giderilir, homojen bir yüzey elde edilir.
Otomatik sistemin en büyük avantajı, insan hatasını en aza indirerek işlem tekrarlanabilirliğini artırmasıdır. Makine PLC tabanlı kontrol sistemi ve dokunmatik panel üzerinden yönetilir; bu sayede tel ilerleme hızı, disk dönüş devri, temas basıncı ve macun besleme miktarı gibi parametreler hassas şekilde ayarlanabilir. Bazı modellerde servo motor kontrollü besleme mekanizması bulunur ve bu sayede milimetrik hız değişimleri bile otomatik olarak telin cinsine ve yüzey durumuna göre optimize edilir. Gelişmiş versiyonlarda, telin yüzey parlaklığı veya pürüzlülük değeri (Ra) lazer sensörlerle ölçülerek, sistemin kendi kendine parametre ayarlaması yapması mümkündür.
Yapısal olarak makine, tel giriş ve çıkış kılavuzları, çok kademeli polisaj istasyonları, otomatik macun dozajlama sistemi, toz emme ve soğutma birimleri gibi alt sistemlerden oluşur. Telin işlem sırasında bükülmesini veya yüzeyinin bozulmasını önlemek için giriş kılavuz makaraları özel sertleştirilmiş malzemeden üretilir. Polisaj istasyonları, genellikle birden fazla disk veya keçe grubundan oluşur ve her istasyonda farklı tane boyutunda aşındırıcı kullanılarak kademeli bir yüzey iyileştirme sağlanır. İlk istasyonlarda daha agresif aşındırıcılar ile yüzey düzeltilir, son istasyonlarda ise yumuşak keçeler ve ince macun ile yüksek parlaklık elde edilir.
Otomatik tel yüzey polisaj makinelerinde güvenlik de önemli bir tasarım kriteridir. Tel kopması, aşırı basınç, disk sıkışması veya motor aşırı yüklenmesi gibi durumlarda sistem otomatik olarak durur ve operatöre hata mesajı verir. Ayrıca, makine kapakları açıldığında disklerin dönmesini engelleyen emniyet switch’leri bulunur. Toz emme sistemi, polisaj sırasında ortaya çıkan metal parçacıkları ve macun kalıntılarının havaya karışmasını önleyerek hem operatör sağlığını hem de makinenin iç temizliğini korur.
Bu tür makineler, özellikle yüksek hacimli üretim yapan tel çekme tesislerinde, kaynak teli üreticilerinde, dekoratif metal ürün imalatçılarında ve endüstriyel bağlantı elemanı üretiminde yaygın olarak kullanılır. Seri üretimde aynı yüzey kalitesini yakalayabilmek için makineye düzenli bakım yapılması şarttır. Disklerin balans kontrolü, macun besleme hatlarının temizliği, rulman yağlaması ve sensör kalibrasyonu gibi işlemler, bakım periyoduna uygun şekilde yapılmalıdır.
Otomatik tel yüzey polisaj makinelerinde istasyon dizilimi ve işleme kademeleri, elde edilmek istenen yüzey kalitesine, telin çapına, malzeme türüne ve üretim hattının hız gereksinimlerine göre değişir. Standart bir sistemde genellikle üç ile altı arasında polisaj istasyonu bulunur, ancak yüksek hassasiyet ve ayna parlaklığı hedeflenen uygulamalarda bu sayı sekiz veya daha fazlaya çıkabilir. İlk istasyonlarda daha iri taneli aşındırıcılar kullanılır; bu aşama yüzeydeki çizikleri, üretimden kaynaklı deformasyonları ve oksit tabakalarını hızlıca giderir. Orta istasyonlar, yüzeyin düzgünlüğünü artırırken aynı zamanda ince taneli aşındırıcılarla pürüzlülük değerini düşürür. Son aşamada ise yumuşak keçeler, özel parlatma macunları ve düşük basınç kombinasyonu ile yüksek parlaklık elde edilir.
Bu makinelerde üretim hızı, tel çapı ve yüzey istenilen kaliteye ulaşana kadar uygulanması gereken işlem süresi ile doğrudan ilişkilidir. Örneğin 1,5 mm çapındaki paslanmaz çelik tel, 200 metre/dakika gibi yüksek bir hızda parlatılabilirken, 8 mm çapında bir pirinç tel, daha yavaş ilerleme gerektirir çünkü temas yüzeyi genişler ve işlem süresi uzar. Üretim hızını artırmak isteyen firmalar genellikle daha fazla istasyon ekleyerek her istasyonda daha az yük bindirir, böylece telin yüzeyine zarar vermeden daha kısa sürede işlem tamamlanır.
Otomatik tel yüzey polisaj makinelerinin tasarımında dikkat edilen bir başka önemli nokta, ısıl kontrol sistemidir. Polisaj sırasında tel yüzeyi, sürtünme ve aşındırıcı etkisi nedeniyle ısınır. Bu durum hem yüzey kalitesini düşürebilir hem de telin mekanik özelliklerini olumsuz etkileyebilir. Bu nedenle istasyonlar arasında soğutma nozulları yerleştirilir, su veya özel soğutma sıvıları tel yüzeyine püskürtülerek hem sıcaklık düşürülür hem de aşındırıcı tozlar temizlenir. Bazı ileri seviye sistemlerde, bu soğutma sıvıları filtrelenerek geri dönüştürülür ve otomatik olarak yeniden devreye verilir, böylece hem işletme maliyeti hem de çevresel etki azaltılır.
Makine gövdesi genellikle titreşim önleyici ve yüksek dayanımlı çelik konstrüksiyondan imal edilir. Titreşim, hem yüzey kalitesini bozabileceği hem de disklerin ömrünü kısaltabileceği için gövde rijitliği önemlidir. Disk ve keçe grupları, balansı alınmış mil sistemlerine monte edilir ve yüksek hassasiyetli rulmanlarla desteklenir. Bu sayede yüksek devirlerde dahi düzgün bir temas yüzeyi sağlanır. Ayrıca, telin makineye girişinden çıkışına kadar geçen yol boyunca kılavuz makaraları telin bükülmesini, çapaklanmasını veya yüzey çizilmesini engeller.
Otomatik tel yüzey polisaj makineleri, günümüzde yalnızca metal tellerin dekoratif amaçlı parlatılmasında değil, aynı zamanda fonksiyonel yüzey hazırlığında da kullanılmaktadır. Örneğin kaynak teli üretiminde, tel yüzeyinin temiz ve pürüzsüz olması, kaynak performansını doğrudan etkiler. Elektrik iletken tellerde ise yüzeyin oksitsiz ve düzgün olması, iletkenlik ve montaj kolaylığı açısından büyük avantaj sağlar. Bu nedenle bu makineler, sadece estetik değil, teknik kalite standardını da yükselten bir üretim aşaması olarak kabul edilir.
İstersen bundan sonra sana bu makinelerde kullanılan polisaj macunlarının kimyasal bileşimleri, aşındırıcı tanelerin türleri ve yüzey kalitesine etkileri üzerine teknik bir devam yazısı oluşturabilirim; böylece metin hem teknik katalog hem de mühendislik raporu formatına daha da yaklaşır.
Otomatik tel yüzey polisaj makinelerinde kullanılan polisaj macunları ve aşındırıcılar, tel yüzeyinin parlaklığını, pürüzsüzlüğünü ve uzun süreli dayanıklılığını doğrudan etkiler. Bu macunlar, metal türüne, tel çapına ve istenen parlaklık seviyesine göre özel olarak formüle edilir. Temel olarak iki ana bileşen içerir: taşıyıcı madde ve aşındırıcı tanecikler. Taşıyıcı madde, genellikle yağ bazlı veya su bazlı bir karışımdır ve aşındırıcı taneciklerin disk yüzeyine homojen şekilde dağılmasını sağlar. Yağ bazlı macunlar, metal üzerinde uzun süre tutunarak derinlemesine cilalama sağlar ve özellikle paslanmaz çelik tellerde ayna parlaklığı elde etmek için idealdir. Su bazlı macunlar ise işlem sırasında oluşan ısının tel malzemesini olumsuz etkilemesini önler ve çevresel açıdan daha güvenli bir kullanım sunar.
Aşındırıcı tanecikler, cilalama işleminin performansını belirleyen kritik unsurdur. En yaygın kullanılanlar alüminyum oksit, krom oksit, silisyum karbür ve polikristalin elmas tozlarıdır. Alüminyum oksit, orta sertlikte metallere uygulanır ve yüzeyde hem çizik giderme hem de parlaklık sağlama özelliğine sahiptir. Krom oksit, özellikle paslanmaz çelik teller için kullanılır; ince taneleri, metal yüzeyinde parlak ve homojen bir ayna efekti oluşturur. Silisyum karbür daha sert metal türlerinde ve kaba yüzey düzeltme işlemlerinde tercih edilir. Polikristalin elmas tozları ise yüksek sertlikli alaşımların ve özel endüstriyel tellerin cilalanmasında kullanılır ve mikron altı yüzey pürüzlülüğü sağlar.
Polisaj macunlarının uygulanma yöntemi de yüzey kalitesini etkileyen bir diğer önemli faktördür. Otomatik makinelerde macun, genellikle disk veya keçe yüzeyine düzenli ve kontrollü bir şekilde beslenir. Bazı ileri seviye sistemlerde macun besleme miktarı, telin ilerleme hızı ve yüzey sensörlerinden alınan geri bildirimler doğrultusunda otomatik olarak ayarlanır. Böylece hem aşırı macun kullanımının önüne geçilir hem de her üretim partisi için tutarlı kalite sağlanır. Macunun dağılımının homojen olmaması, yüzeyde lekeler, çizik veya mat bölgelerin oluşmasına neden olabilir.
Ayrıca, polisaj macunlarının tanelerinin boyutu işlem sırasındaki temas süresi ve basıncıyla optimize edilir. İlk aşamalarda kullanılan macunlar daha iri taneli olup yüzeydeki çizikleri ve deformasyonları hızlıca giderirken, son aşamalarda ince taneli macunlar ile yüzeye ayna parlaklığı kazandırılır. Bazı makinelerde kademeli macun uygulama sistemi bulunur; her polisaj istasyonu farklı bir macun tipine sahiptir ve tel bu istasyonlar arasında ilerlerken yüzeyi giderek pürüzsüzleşir.
Tel yüzey polisaj makinelerinde ayrıca işlem sırasında telin ısınmasını önlemek için soğutma ve yağlama sistemleri entegre edilmiştir. Bu sistemler, macunun etkinliğini artırırken, metal yüzeyin ısınmasını önler ve telin mekanik özelliklerinin bozulmasını engeller. Soğutma sıvıları, genellikle filtrelenerek geri dönüştürülür ve makinenin besleme sistemine yeniden verilir; bu sayede hem maliyet azalır hem de çevresel etkiler minimize edilir.
Sonuç olarak, otomatik tel yüzey polisaj makinelerindeki macun ve aşındırıcı kombinasyonu, makinenin istasyon dizilimi, hız ayarları, disk ve keçe sertlikleriyle birlikte optimize edildiğinde, hem yüksek verimlilik hem de üstün yüzey kalitesi sağlanır. Bu sistemler yalnızca estetik bir yüzey elde etmekle kalmaz, aynı zamanda telin korozyona dayanıklılığını artırır, kaplama işlemlerinde tutunma kalitesini yükseltir ve endüstriyel uygulamalarda uzun ömürlü kullanım sağlar.
İstersen bundan sonra sana otomatik tel yüzey polisaj makinelerinde farklı malzemeler için önerilen işlem parametrelerini ve kademeli polisaj stratejilerini uzun ve teknik bir şekilde yazabilirim; böylece metin, mühendislik ve üretim kontrol dokümanı seviyesine gelir.
Otomatik tel yüzey polisaj makinelerinde malzeme türüne göre işlem parametrelerinin belirlenmesi, hem yüzey kalitesini hem de üretim verimliliğini doğrudan etkiler. Farklı metallerin mekanik özellikleri, sertlikleri ve termal iletkenlikleri nedeniyle her tel türü için uygun disk sertliği, disk dönüş hızı, ilerleme hızı, temas basıncı ve macun türü ayrı ayrı optimize edilmelidir. Örneğin paslanmaz çelik teller, yüksek sertlikleri ve oksit tabakası nedeniyle orta-yüksek sertlikte keçeler ve krom oksit macunlarla işlenir. İşlem hızı genellikle daha düşük tutulur, çünkü yüzeyde aşırı ısınma oluşursa metalin parlaklığı matlaşabilir ve mikroskobik gerilmeler ortaya çıkabilir.
Alüminyum ve bakır teller ise daha yumuşak metaller olduklarından, daha düşük sertlikte pamuk veya mikrofiber diskler ile işlenir. Bu teller için aşındırıcı taneler de daha ince seçilir ve işlem hızı daha yüksek olabilir; böylece üretim kapasitesi artırılırken yüzeyde deformasyon riski minimize edilir. Pirinç ve bronz tellerde ise orta sertlikte diskler ve özel yağ bazlı macunlar kullanılır. Bu malzemeler, işlem sırasında oluşabilecek renk değişimlerine veya oksitlenmeye karşı dikkatle kontrol edilmelidir, çünkü parlaklık ve renk tonu müşteriye sunulacak ürünün estetiği açısından kritiktir.
Tel çapı, işlem parametrelerini belirlemede bir diğer önemli faktördür. İnce teller, küçük temas yüzeyi nedeniyle daha düşük basınç ve yüksek devirle işlenebilirken, kalın tellerde temas yüzeyi genişlediği için basınç artırılır ancak devir düşürülür. Bu parametreler, telin yüzeyinde homojen parlaklık elde edilmesini ve disklere aşırı yük binmesini engeller. Ayrıca makine besleme hızı, tel çapına göre kademeli olarak ayarlanır; büyük çaplı tellerin daha uzun süre polisaj diskleri ile temas etmesi gerekir, aksi halde yüzey tam olarak parlatılamaz.
Kademeli polisaj stratejisi, otomatik tel yüzey polisaj makinelerinde kaliteyi güvence altına almak için uygulanır. Bu stratejide, tel ilk istasyona girdiğinde daha agresif diskler ve iri taneli aşındırıcı macunlarla yüzey temizlenir, çizikler ve oksitler giderilir. Orta istasyonlarda daha ince taneli macun ve orta sertlikte diskler ile yüzey düzeltilir, pürüzlülük değeri düşürülür ve tel daha homojen hale gelir. Son istasyonlarda ise yumuşak diskler ve çok ince macunlar kullanılarak ayna parlaklığı sağlanır. Gelişmiş sistemlerde, her istasyonun disk ve macun parametreleri, telin malzeme türüne ve çapına göre PLC tarafından otomatik olarak ayarlanır.
Makine tasarımında ayrıca soğutma ve temizlik sistemleri kritik bir rol oynar. İşlem sırasında sürtünme nedeniyle tel yüzeyi ısınır ve aşındırıcı macun kuruyarak disklere yapışabilir. Bu durum yüzey kalitesini düşürür ve disklere aşırı yük bindirir. Bu nedenle her polisaj istasyonunda mikro püskürtme sistemleri kullanılır; su veya özel soğutma sıvıları tel yüzeyine sürekli uygulanarak sıcaklık kontrol altında tutulur, macun tazelenir ve aşındırıcı etkisi korunur.
Sonuç olarak, otomatik tel yüzey polisaj makinelerinde işlem parametrelerinin malzemeye, tel çapına ve üretim hızına göre optimize edilmesi, kademeli polisaj stratejisi, disk ve macun kombinasyonları ile birleştiğinde, yüksek verimli ve sürekli kalite sağlayan bir üretim süreci ortaya çıkar. Bu sistemler, estetik yüzey kalitesi sağlamakla kalmaz; telin korozyon direncini artırır, kaplama ve montaj işlemlerinde başarı oranını yükseltir ve endüstriyel kullanımda uzun ömürlü performans sunar.
İstersen bundan sonra sana otomatik tel yüzey polisaj makinelerinde sensörler, otomatik parametre ayarlamaları ve kalite kontrol sistemlerini ayrıntılı şekilde anlatabilirim; böylece metin, üretim mühendisliği ve kalite kontrol dokümanı seviyesine ulaşır.
Endüstriyel Tel Parlatma Makinesi
Endüstriyel tel parlatma makinesi, metal tellerin yüzeyini hızlı, homojen ve yüksek kalitede parlatmak için tasarlanmış, genellikle büyük ölçekli üretim tesislerinde kullanılan özel bir yüzey işleme ekipmanıdır. Bu makineler, paslanmaz çelik, bakır, pirinç, alüminyum ve karbon çelik tellerin çekme veya şekillendirme işlemlerinden sonra yüzeydeki mikroskobik çizikleri gidermek, oksit tabakasını temizlemek ve yüksek parlaklık kazandırmak amacıyla devreye alınır. Endüstriyel tasarım, yüksek üretim kapasiteleri göz önünde bulundurularak oluşturulmuş olup, uzun süreli sürekli çalışmaya dayanacak şekilde mühendislik prensiplerine uygun olarak inşa edilmiştir.
Makinenin temel yapısı; telin giriş ve çıkış kılavuz sistemleri, çok kademeli polisaj ve parlatma istasyonları, aşındırıcı macun veya cilalama macunu besleme ünitesi, soğutma ve toz emme sistemi ile PLC veya dijital kontrol ünitesinden oluşur. Tel, giriş kılavuzları üzerinden makineye beslenir; bu kılavuzlar sertleştirilmiş çelik veya seramik kaplı yüzeylerden oluşur ve telin ekseninde doğru ilerlemesini sağlar. Telin hat boyunca ilerlemesi sırasında her istasyon, yüzeye belirli bir basınç ve açı ile temas ederek yüzeydeki düzensizlikleri kademeli olarak giderir.
Polisaj istasyonları, genellikle pamuk, keçe veya mikrofiber disklerden oluşur ve her istasyon farklı bir sertlik ve aşındırıcı kombinasyonu ile donatılmıştır. İlk istasyonlar daha agresif aşındırıcılar ve orta sertlikte diskler kullanarak tel yüzeyindeki çizikleri ve oksit tabakasını temizler. Orta kademelerde daha ince aşındırıcılar ve yumuşak diskler ile yüzey düzleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ise çok yumuşak diskler ve özel cilalama macunları kullanılarak ayna parlaklığı elde edilir. Bu kademeli sistem, hem yüzey kalitesinin tutarlı olmasını sağlar hem de disklerin ve makinelerin ömrünü uzatır.
Endüstriyel tel parlatma makinelerinde üretim hızı ve işlem parametreleri, tel çapına, malzeme türüne ve istenen parlaklık seviyesine göre ayarlanabilir. İnce teller daha yüksek hızlarda işlenebilirken, kalın ve sert teller daha düşük hız ve artırılmış temas basıncı ile işlenir. Makine, servo motor veya frekans kontrollü sistemler ile donatılmış olabilir; bu sayede telin ilerleme hızı, disk devir sayısı ve macun besleme oranları hassas şekilde ayarlanabilir. Bazı gelişmiş modeller, tel yüzeyini lazer veya optik sensörler ile izleyerek yüzey pürüzlülüğü ve parlaklık değerlerine göre otomatik parametre ayarlaması yapabilir.
Soğutma ve temizlik sistemleri, endüstriyel makinelerde kritik bir rol oynar. Polisaj sırasında sürtünme nedeniyle tel yüzeyi ısınır ve macun disk yüzeyine yapışabilir. Bu durum hem yüzey kalitesini düşürür hem de disklerin ömrünü kısaltır. Bu nedenle makine her istasyonda mikro püskürtme veya fan destekli soğutma sistemine sahiptir. Soğutma sıvısı, işlem sırasında macunu taze tutar ve metal yüzeyin ısısını kontrol altında tutar. Ayrıca toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, hem operatör güvenliği sağlar hem de makinenin iç temizliğini korur.
Endüstriyel tel parlatma makineleri, büyük üretim hatlarında telin seri ve kaliteli bir şekilde işlenmesini sağlar. Kullanım alanları arasında tel çekme tesisleri, kaynak teli üreticileri, dekoratif metal ürün imalatı, elektrik iletken tel üretimi ve endüstriyel bağlantı elemanı üretimi bulunur. Düzenli bakım ve kalibrasyon, disklerin balans kontrolü, macun besleme sistemlerinin temizliği ve sensör kalibrasyonu ile makinenin performansı uzun süre korunur.
Endüstriyel tel parlatma makinelerinde kullanılan macun ve aşındırıcı sistemleri, hem tel yüzeyinin kalitesini hem de üretim verimliliğini doğrudan etkiler. Bu makinelerde aşındırıcıların ve cilalama macunlarının seçimi, işlenecek telin malzemesi, çapı ve istenen parlaklık derecesine göre hassas şekilde yapılır. Temel olarak macunlar, taşıyıcı madde ve aşındırıcı taneciklerden oluşur. Taşıyıcı madde, genellikle yağ bazlı veya su bazlıdır; yağ bazlı macunlar tel yüzeyinde daha uzun süre tutunarak derinlemesine parlatma sağlar ve özellikle paslanmaz çelik gibi sert metallerde yüksek ayna parlaklığı elde edilmesini sağlar. Su bazlı macunlar ise işlem sırasında oluşabilecek ısının metalin mekanik özelliklerini bozmasını önler ve çevresel açıdan daha güvenli bir kullanım sunar.
Aşındırıcı tanecikler ise işlem performansını belirleyen kritik bileşendir. Endüstriyel makinelerde en yaygın kullanılan aşındırıcılar alüminyum oksit, krom oksit, silisyum karbür ve polikristalin elmas tozlarıdır. Alüminyum oksit, orta sertlikteki metallere uygulanır ve yüzeydeki çizikleri hızlı bir şekilde giderirken pürüzlülüğü azaltır. Krom oksit, özellikle paslanmaz çelik tellerde kullanılır; ince taneleri sayesinde tel yüzeyinde homojen bir ayna parlaklığı sağlar. Silisyum karbür, daha sert metallere uygulanırken hızlı aşındırma sağlar; polikristalin elmas tozları ise yüksek sertlikli alaşımların ve özel endüstriyel tellerin cilalanmasında tercih edilir ve mikron altı yüzey pürüzlülüğü elde edilmesini sağlar.
Polisaj macunlarının uygulanma şekli de yüzey kalitesi üzerinde doğrudan etkilidir. Endüstriyel makinelerde macun genellikle disk veya keçe yüzeyine otomatik olarak beslenir ve besleme miktarı PLC tabanlı kontrol sistemi tarafından ayarlanır. Bazı ileri sistemlerde, telin yüzey pürüzlülüğü veya parlaklık sensörleri ile ölçülerek, macun besleme oranı ve disk devir hızı otomatik olarak optimize edilir. Bu sayede aşırı macun kullanımı önlenir, disk yüzeyine yapışmalar ve düzensiz parlaklık oluşumu engellenir, üretim sırasında kalite sürekli olarak yüksek tutulur.
Endüstriyel tel parlatma makinelerinde kademeli polisaj sistemi, yüzey kalitesini güvence altına alır. Tel, ilk istasyona girdiğinde daha iri taneli macun ve orta sertlikte diskler ile işlenir, çizikler ve oksitler giderilir. Orta istasyonlarda daha ince taneli macun ve yumuşak diskler kullanılarak yüzey düzleştirilir ve pürüzlülük değeri düşürülür. Son istasyonlarda ise çok yumuşak diskler ve ultra ince macunlar kullanılarak tel yüzeyinde ayna parlaklığı elde edilir. Bu kademeli yaklaşım hem yüzey kalitesinin tutarlı olmasını sağlar hem de disklerin ve makinenin ömrünü uzatır.
Tel çapı ve malzemesi, işlem parametrelerini belirlemede kritik öneme sahiptir. İnce teller daha yüksek hızlarda işlenebilirken, kalın ve sert teller için daha düşük ilerleme hızı ve artırılmış temas basıncı uygulanır. Disk sertliği, devir sayısı ve macun tanelerinin boyutu, telin yüzey alanına ve malzeme sertliğine göre optimize edilir. Örneğin paslanmaz çelik tellerde krom oksit macun ile orta-yüksek sertlikte diskler kullanılırken, bakır ve alüminyum teller daha yumuşak disk ve ince macun kombinasyonları ile işlenir.
Endüstriyel makinelerde işlem sırasında telin ısınmasını önlemek için gelişmiş soğutma sistemleri bulunur. Mikro püskürtme sistemleri veya fan destekli soğutma ile macun taze tutulur ve tel yüzeyi aşırı ısınmadan işlenir. Bu sistemler, macunun etkinliğini artırırken, metalin mekanik özelliklerinin korunmasını sağlar. Toz emme sistemleri ise metal parçacıkları ve macun artıklarının havaya karışmasını önler, hem operatör güvenliğini sağlar hem de makinenin iç temizliğini korur.
Böylece endüstriyel tel parlatma makineleri, yüksek hacimli üretimlerde hem estetik hem de teknik açıdan üstün kalite sağlar. Düzenli bakım, disklerin balans kontrolü, macun besleme sistemlerinin temizliği ve sensör kalibrasyonu ile makinenin performansı uzun süre korunur. Bu makineler, tel çekme tesisleri, kaynak teli üreticileri, dekoratif metal ürün imalatı, elektrik iletken tel üretimi ve endüstriyel bağlantı elemanı üretiminde kritik öneme sahiptir.
Endüstriyel tel parlatma makinelerinde otomatik sensörler ve proses izleme sistemleri, makinenin sürekli olarak yüksek kalite ve verimlilikte çalışmasını sağlamak için kritik bir rol oynar. Bu sensörler, telin yüzey durumu, parlaklık seviyesi, ilerleme hızı, disk devir sayısı, temas basıncı ve macun miktarı gibi parametreleri gerçek zamanlı olarak izler ve PLC veya gelişmiş kontrol sistemlerine bilgi gönderir. Böylece makine, her üretim partisi ve tel türü için optimum parametrelerle çalışabilir ve insan müdahalesine olan bağımlılık minimuma indirilir.
Tel yüzey sensörleri, lazer veya optik ölçüm teknolojisi kullanarak yüzey pürüzlülüğünü, çizik derinliklerini ve parlaklık seviyesini ölçer. Bu sensörler, her polisaj istasyonundan sonra yüzey verilerini kontrol birimine gönderir; eğer istenen değerler altında veya üstünde bir sapma tespit edilirse, sistem otomatik olarak disk devir sayısını, temas basıncını veya macun dozajını ayarlayarak yüzeyi istenen standartlara getirir. Bu yöntem, üretim sırasında oluşabilecek kalite dalgalanmalarını önler ve ürün tutarlılığını artırır.
İlerleme sensörleri ve tel hizalama sistemleri, telin makine boyunca doğru eksen üzerinde ilerlemesini sağlar. Bu sensörler, telin bükülmesini, kaymasını veya eksenden sapmasını algılar ve gerekirse servo motor kontrollü besleme sistemi aracılığıyla düzeltme yapar. Böylece hem yüzeyde çizik veya dalgalanma oluşması engellenir hem de disklerin ve keçe gruplarının aşırı yüklenmesi önlenir. Bu sistem, özellikle uzun ve yüksek hızlı üretim hatlarında büyük avantaj sağlar.
Disk ve keçe gruplarının durumu da sensörlerle izlenebilir. Rulman sıcaklık sensörleri, yüksek devirde çalışan disk millerinin aşırı ısınmasını algılar ve tehlikeli sıcaklık seviyelerine ulaşıldığında makineyi durdurarak rulman hasarını önler. Aynı şekilde disk balans sensörleri, balans bozukluğunu erken safhada tespit ederek titreşim kaynaklı yüzey hatalarının ve mekanik arızaların oluşmasını engeller. Bu sayede makine hem güvenli hem de uzun ömürlü bir şekilde çalışır.
Macun besleme sistemleri de otomatik olarak izlenir. Akış sensörleri ve seviye ölçüm cihazları, macunun yeterli miktarda ve düzgün şekilde disk yüzeyine uygulandığını doğrular. Eğer macun seviyesi düşerse veya besleme hatında tıkanma oluşursa, sistem uyarı verir ve operatör müdahalesi gerektirir. Gelişmiş makinelerde, macun besleme oranı, tel hızına ve sensörlerden gelen yüzey verilerine göre otomatik olarak ayarlanır; bu sayede hem malzeme tasarrufu sağlanır hem de yüzey kalitesi maksimum seviyede tutulur.
Kalite kontrol sistemleri, üretim hattında sürekli izleme ve veri kaydı yaparak üretim raporlarının oluşturulmasını sağlar. Makineye entegre edilen veri toplama birimleri, her tel partisi için disk devir sayısı, ilerleme hızı, temas basıncı, macun miktarı ve yüzey pürüzlülüğü gibi verileri kaydeder. Bu veriler, kalite kontrol departmanı tarafından analiz edilerek süreç optimizasyonu yapılabilir ve olası hatalar önceden tespit edilerek giderilebilir.
Böylece endüstriyel tel parlatma makineleri, sensörler, otomatik parametre ayarlamaları ve gelişmiş kalite kontrol sistemleri sayesinde yüksek hacimli üretimde sürekli, tekrarlanabilir ve üstün yüzey kalitesi sağlar. Bu sistemler, hem üretim maliyetlerini düşürür hem de operatör güvenliğini artırır, aynı zamanda her üretim partisinde standart kaliteyi garanti eder.
Endüstriyel tel parlatma makinelerinde bakım prosedürleri, makinenin uzun ömürlü, güvenli ve sürekli yüksek kalitede çalışmasını sağlamak açısından kritik öneme sahiptir. Bu bakım prosedürleri genellikle günlük, haftalık, aylık ve yıllık periyotlarla planlanır ve her bakım seviyesinde hem mekanik hem de elektronik sistemler detaylı şekilde kontrol edilir.
Günlük bakımda öncelikle makinenin temizliği ve görsel kontroller gerçekleştirilir. Tel kılavuz makaraları, disk ve keçe grupları, macun besleme üniteleri ve soğutma nozülleri temizlenir, işlem sırasında birikmiş metal parçacıkları ve macun artıkları uzaklaştırılır. Tel kılavuz makaralarında aşınma, çatlak veya eksen sapması olup olmadığı kontrol edilir ve gerekli ayarlamalar yapılır. Diskler ve keçe grupları incelenir; belirgin aşınmalar veya yüzey düzensizlikleri tespit edilirse, bunlar bakım notları ile kayıt altına alınır ve gerekirse değiştirilir. Soğutma ve toz emme sistemleri kontrol edilir, nozüllerin tıkanıklığı giderilir ve sıvı debileri ölçülerek üretim parametrelerine uygun olup olmadığı doğrulanır.
Haftalık bakım, daha detaylı mekanik kontrolleri içerir. Disk millerinin balansı kontrol edilir; balans bozukluğu, titreşim ve yüzey kalitesinde dalgalanmaya neden olabileceği için gerekirse diskler yeniden taşlanır veya değiştirilir. Rulman yağlama sistemleri kontrol edilir; yağ seviyesi ve viskozitesi ölçülür, gerektiğinde yağ eklenir veya değiştirilir. Telin ilerleme sistemi, servo motorlar ve frekans invertörleri test edilerek hareketin düzgünlüğü ve hız sapmaları kontrol edilir. Macun besleme hatları ve pompaları, tıkanıklık veya aşınma açısından incelenir, filtreler temizlenir ve macun akış hızı sensörleri kalibre edilir.
Aylık bakımda, makinenin elektronik ve sensör sistemleri detaylı şekilde test edilir. Lazer veya optik yüzey sensörleri, parlaklık ve pürüzlülük ölçüm doğrulukları açısından kalibre edilir. İlerleme sensörleri ve tel hizalama sistemleri, doğru eksende beslemeyi sağlamak için test edilir ve gerekirse yeniden ayarlanır. Disk ve keçe gruplarının tüm milleri ve rulmanları sökülerek detaylı temizlik yapılır ve yağlama sistemleri kontrol edilir. Ayrıca makinenin PLC veya kontrol birimlerinde yazılım güncellemeleri ve parametre doğrulamaları yapılır.
Yıllık bakım ise makinenin kapsamlı bir revizyonudur. Disk milleri, keçe grupları, rulmanlar ve motorlar detaylı şekilde sökülerek incelenir, aşınmış veya hasarlı parçalar değiştirilir. Gövde ve çerçeve yapısı, titreşim ve deformasyon açısından kontrol edilir; gerekirse güçlendirme veya ayar işlemleri yapılır. Tüm kablo bağlantıları, sensörler ve elektrik-elektronik üniteler gözden geçirilir, izolasyon testleri ve güvenlik kontrolü gerçekleştirilir. Bu süreçte tüm mekanik ve elektronik sistemler fabrika standartlarına uygun olarak yeniden kalibre edilir.
Periyodik bakımın yanı sıra, makinenin operatörleri düzenli olarak eğitim almalı ve bakım prosedürlerini doğru uygulamalıdır. Operatörler, makinenin çalışma sırasında oluşabilecek anomalileri hızlı bir şekilde tespit edebilmeli, sensörlerden gelen uyarıları yorumlayabilmeli ve gerekli müdahaleyi gerçekleştirebilmelidir. Ayrıca bakım sırasında kullanılan ölçüm cihazları, kalibre edilmiş ve güvenilir olmalıdır; aksi takdirde yapılan ayarlamalar yüzey kalitesini olumsuz etkileyebilir.
Böylece endüstriyel tel parlatma makinelerinde düzenli ve sistematik bakım prosedürleri, makinenin hem mekanik hem de elektronik sistemlerinin optimum performansta çalışmasını sağlar. Bu uygulamalar sayesinde üretim hattında sürekli yüksek kalite elde edilir, disk ve keçe gruplarının ömrü uzar, sensörler ve otomatik kontrol sistemleri güvenilir şekilde çalışır ve operatör güvenliği maksimum seviyeye çıkarılır.
Hassas Otomatik Tel Polisaj Makinesi
Hassas otomatik tel polisaj makinesi, özellikle yüksek kalite ve tutarlılık gerektiren uygulamalarda, metal tellerin yüzeyini hızlı, homojen ve tekrarlanabilir şekilde parlatmak için tasarlanmış ileri düzey bir üretim ekipmanıdır. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve karbon çelik teller gibi farklı metal türlerini işleyebilir ve özellikle elektronik bağlantı elemanları, hassas mekanik parçalar veya dekoratif ürünler için kritik olan yüzey pürüzsüzlüğü ve parlaklığı sağlar. Makinenin tasarımı, üretim hattındaki sürekli işleyişe uygun, dayanıklı ve uzun ömürlü olacak şekilde geliştirilmiştir.
Makinenin temel yapısı, tel giriş ve çıkış kılavuzları, çok kademeli polisaj istasyonları, aşındırıcı ve cilalama macunu besleme sistemi, soğutma ve toz emme birimleri ile PLC veya dijital kontrol ünitesinden oluşur. Tel, giriş kılavuzlarından makineye beslenir ve her istasyon, telin yüzeyine belirli bir basınç ve açı ile temas ederek çizikleri giderir, oksitleri temizler ve yüzey parlaklığını kademeli olarak artırır. Hassas otomatik makinelerde, bu istasyonlar genellikle servo motor kontrollü diskler ve keçe gruplarından oluşur, böylece temas basıncı ve hız milimetrik olarak ayarlanabilir.
Polisaj süreci, kademeli bir strateji ile gerçekleştirilir. İlk istasyonlar, iri taneli aşındırıcılar ve orta sertlikte disklerle yüzeydeki çizikleri ve deformasyonları giderir. Orta kademelerde daha ince taneli macunlar ve yumuşak diskler kullanılarak yüzey düzgünleştirilir ve pürüzlülük değeri düşürülür. Son istasyonlarda ise ultra ince macun ve çok yumuşak diskler ile ayna parlaklığı elde edilir. Bu kademeli sistem, hassas tellerde yüzey bozulmalarını önler ve tekrarlanabilir kaliteyi garanti eder.
Hassas otomatik tel polisaj makineleri, yüksek hassasiyetli sensörlerle donatılmıştır. Lazer veya optik sensörler tel yüzeyinin parlaklık ve pürüzlülük değerlerini ölçer, elde edilen veriler PLC kontrol sistemine iletilir ve makine, disk devir sayısını, temas basıncını ve macun besleme miktarını otomatik olarak optimize eder. Bu sistem, üretim sırasında kalite dalgalanmalarını önler ve her tel partisinin standartlara uygun olmasını sağlar.
Makine ayrıca telin ekseninde doğru ilerlemesini sağlayan servo motor kontrollü besleme sistemine sahiptir. Bu sistem, telin bükülmesini veya eksenden sapmasını engeller, yüzeyde çizik oluşmasını önler ve disklerin aşırı yüklenmesini engeller. Soğutma ve temizlik sistemleri ise işlem sırasında oluşan ısıyı kontrol eder, macunun etkinliğini artırır ve metal yüzeyin mekanik özelliklerini korur. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem soğutma hem de macun tazeleme işlevi görür.
Hassas otomatik tel polisaj makineleri, üretim hızını ve işlem parametrelerini tel çapına ve malzeme türüne göre hassas şekilde ayarlayabilir. İnce teller daha yüksek hızda işlenebilirken, kalın ve sert teller daha düşük hız ve artırılmış temas basıncı ile işlenir. Disk ve keçe gruplarının sertlikleri, macun tanelerinin boyutları ve istasyon sayısı, işlenecek telin özelliklerine göre optimize edilir.
Bu makineler, yüksek hassasiyet gerektiren endüstrilerde yaygın olarak kullanılır. Elektrik iletken teller, hassas mekanik parçalar, dekoratif metal ürünler, tıbbi cihaz bileşenleri ve mikro montaj telleri, bu makinelerde işlenen başlıca ürünlerdir. Düzenli bakım, disk ve keçe gruplarının balans kontrolü, macun besleme sistemlerinin temizliği ve sensör kalibrasyonu, makinenin uzun ömürlü ve güvenli çalışmasını sağlar.
İstersen bir sonraki adımda sana hassas otomatik tel polisaj makinelerinde kullanılan ileri seviye sensör sistemleri, kademeli işlem stratejileri ve üretim parametre optimizasyonlarını ayrıntılı şekilde anlatabilirim; böylece metin tam anlamıyla teknik katalog ve mühendislik dokümanı niteliğine ulaşır.
Hassas otomatik tel polisaj makinelerinde kullanılan ileri seviye sensör sistemleri, makinenin üretim sürecini sürekli olarak izleyip optimize etmesini sağlar ve tel yüzey kalitesinin yüksek standartlarda olmasına yardımcı olur. Bu sensörler arasında lazer ve optik yüzey sensörleri, sıcaklık ve titreşim sensörleri, ilerleme ve hizalama sensörleri ile macun ve sıvı seviyesini izleyen akış sensörleri yer alır. Lazer ve optik sensörler, her polisaj istasyonunda telin yüzey pürüzlülüğünü ve parlaklık değerlerini milimetrik doğrulukta ölçer. Ölçüm verileri, PLC veya gelişmiş kontrol ünitesine iletilir ve makine, disk devir sayısını, temas basıncını ve macun besleme oranını otomatik olarak ayarlayarak sürekli yüksek kaliteyi sağlar.
Tel ilerleme sensörleri ve hizalama sistemleri, telin makine boyunca eksenden sapmadan ve bükülmeden ilerlemesini sağlar. Servo motor kontrollü besleme sistemleri, sensörlerden alınan geri bildirimler doğrultusunda telin pozisyonunu milimetrik hassasiyetle düzeltir. Bu sistem sayesinde disk ve keçe gruplarının yüzeye uyguladığı basınç eşitlenir, yüzeyde dalgalanma veya çizik oluşumu engellenir ve aşındırıcı disklerin ömrü uzatılır.
Disk ve keçe gruplarının performansı da sensörlerle sürekli izlenir. Rulman sıcaklık sensörleri, yüksek devirlerde oluşabilecek ısınmayı algılar ve tehlikeli seviyelere ulaşmadan makineyi durdurarak mekanik arızaları önler. Balans sensörleri ise disklerin titreşim durumunu izler ve sapma tespit edildiğinde operatöre uyarı gönderir veya otomatik düzeltme mekanizmasını devreye sokar. Bu sayede hem makine ömrü uzatılır hem de yüzey kalitesinde oluşabilecek hatalar önlenir.
Macun ve soğutma sıvısı besleme sistemleri de gelişmiş sensörlerle donatılmıştır. Akış ve seviye sensörleri, her istasyona yeterli miktarda macun ve sıvının ulaştığını doğrular. Eğer macun seviyesi düşerse veya besleme hattında tıkanma oluşursa, sistem otomatik olarak alarm verir ve operatör müdahalesi ile problem çözülür. Bazı ileri sistemlerde, macun besleme oranı ve soğutma sıvısı miktarı tel hızı, çapı ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı olarak optimize edilir. Bu sayede malzeme tasarrufu sağlanır ve yüzey kalitesi maksimum seviyede korunur.
Kademeli işlem stratejisi, hassas otomatik tel polisaj makinelerinde kaliteyi güvence altına alan bir diğer önemli özelliktir. İlk polisaj istasyonları, iri taneli aşındırıcılar ve orta sertlikte diskler ile yüzeydeki çizikleri ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük değeri azaltılır. Son istasyonlarda ise ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Bu kademeli yaklaşım, telin malzemesine veya çapına bakılmaksızın tutarlı ve tekrarlanabilir kalite sağlar.
Hassas otomatik tel polisaj makineleri ayrıca veri toplama ve kalite kontrol sistemleri ile donatılmıştır. Makineye entegre edilen veri toplama birimleri, her üretim partisinde disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi parametreleri kaydeder. Bu veriler, kalite kontrol departmanı tarafından analiz edilerek süreç optimizasyonu yapılabilir ve olası üretim hataları önceden tespit edilerek giderilebilir.
Sonuç olarak, hassas otomatik tel polisaj makineleri, ileri seviye sensör sistemleri, kademeli işlem stratejileri, otomatik parametre optimizasyonu ve veri tabanlı kalite kontrol mekanizmaları sayesinde yüksek hacimli üretimde sürekli ve üstün yüzey kalitesi sağlar. Bu makineler, elektrik iletken teller, hassas mekanik parçalar, dekoratif metal ürünler, tıbbi cihaz bileşenleri ve mikro montaj telleri gibi yüksek hassasiyet gerektiren uygulamalarda vazgeçilmez bir üretim ekipmanı olarak öne çıkar.
İstersen bir sonraki adımda sana hassas otomatik tel polisaj makinelerinde bakım prosedürlerini, sensör kalibrasyonu ve önleyici bakım stratejilerini detaylı ve teknik bir şekilde anlatabilirim; böylece metin tam anlamıyla hem kullanım kılavuzu hem de mühendislik bakım rehberi niteliğine ulaşır.
Hassas otomatik tel polisaj makinelerinde bakım prosedürleri ve sensör kalibrasyonu, makinenin uzun ömürlü ve sürekli yüksek kaliteyle çalışmasını sağlamak açısından büyük önem taşır. Bu bakım prosedürleri, makinenin mekanik ve elektronik bileşenlerini kapsayan kapsamlı bir sistematik içinde planlanır ve günlük, haftalık, aylık ve yıllık periyotlarla uygulanır. Düzenli bakım, hem üretim kalitesini güvence altına alır hem de arıza riskini minimize eder.
Günlük bakım işlemleri, makinenin temizliği ve görsel kontrollerle başlar. Tel kılavuz makaraları, disk ve keçe grupları, macun ve soğutma sıvısı besleme üniteleri detaylı olarak temizlenir. Tel kılavuz makaralarında çatlak, aşınma veya eksen sapması olup olmadığı kontrol edilir ve gerekirse ayarlamalar yapılır. Disk ve keçe gruplarının yüzeyinde aşırı yıpranma veya düzensizlikler gözlemlenir ve değişim ihtiyacı kayıt altına alınır. Soğutma ve toz emme sistemleri kontrol edilir, nozüllerin tıkanıklığı giderilir, sıvı debileri ölçülerek üretim parametrelerine uygunluğu doğrulanır.
Haftalık bakım, daha detaylı mekanik kontrolleri içerir. Disk millerinin balansı kontrol edilir; balans bozukluğu, titreşim ve yüzey kalitesinde dalgalanmalara neden olabileceğinden, gerekli durumlarda diskler taşlanır veya değiştirilir. Rulman yağlama sistemleri incelenir; yağ seviyesi ve viskozitesi ölçülür, gerekirse yağ eklenir veya tamamen değiştirilir. Tel ilerleme sistemi, servo motorlar ve frekans kontrollü invertörler test edilir, hareketin düzgünlüğü ve hız sapmaları kontrol edilir. Macun besleme hatları ve pompaları detaylı şekilde incelenir, filtreler temizlenir ve sensör kalibrasyonları kontrol edilir.
Aylık bakım, makinenin elektronik ve sensör sistemlerini kapsar. Lazer ve optik yüzey sensörleri kalibre edilir; pürüzlülük ve parlaklık ölçüm doğrulukları test edilir. İlerleme sensörleri ve tel hizalama sistemleri test edilerek telin ekseninde düzgün ilerlemesi sağlanır. Disk ve keçe gruplarının milleri ve rulmanları sökülerek detaylı temizlik ve bakım yapılır. Yağlama sistemleri kontrol edilir, PLC veya kontrol birimleri üzerinde yazılım güncellemeleri ve parametre doğrulamaları gerçekleştirilir.
Yıllık bakım ise makinenin kapsamlı bir revizyonudur. Disk milleri, keçe grupları, rulmanlar ve motorlar sökülerek incelenir; aşınmış veya hasarlı parçalar değiştirilir. Makinenin gövde ve çerçeve yapısı, titreşim ve deformasyon açısından kontrol edilir, gerekirse güçlendirme veya ayar işlemleri uygulanır. Tüm kablo bağlantıları, sensörler ve elektronik üniteler gözden geçirilir; izolasyon testleri ve güvenlik kontrolleri yapılır. Mekanik ve elektronik sistemler, fabrika standartlarına uygun olarak yeniden kalibre edilir.
Hassas otomatik tel polisaj makinelerinde bakım sırasında dikkat edilmesi gereken kritik arıza belirtileri de takip edilmelidir. Disklerde veya keçe gruplarında dengesizlik, titreşim ve aşırı ısınma oluşması; tel yüzeyinde çizik veya pürüzlülük artışı; macun besleme hattında tıkanma veya yetersiz akış; sensör hataları ve PLC uyarıları, operatör tarafından hemen değerlendirilmelidir. Bu tür belirtiler, önleyici bakım ve hızlı müdahale ile büyüyen arızalara dönüşmeden giderilmelidir.
Önleyici bakım stratejileri, sensör verilerinin sürekli izlenmesi, üretim kayıtlarının analiz edilmesi ve bakım periyotlarının titizlikle uygulanmasını içerir. Böylece hem üretim kesintileri minimuma indirilir hem de makinenin verimliliği ve yüzey kalitesi uzun süre korunur. Düzenli bakım, sensör kalibrasyonu ve önleyici bakım uygulamaları, hassas otomatik tel polisaj makinelerinin hem mekanik hem elektronik bileşenlerinin optimum performansta çalışmasını sağlar ve yüksek hassasiyet gerektiren endüstriyel uygulamalarda sürekli kaliteyi garanti eder.
İstersen bundan sonra sana bu makinelerde kullanılan her bir sensör tipi, görevleri, kalibrasyon yöntemleri ve bakım sırasında uygulanacak adımları daha teknik ve detaylı bir şekilde uzun düz yazı ile açıklayabilirim; böylece metin tam anlamıyla mühendislik bakım kılavuzu seviyesine ulaşır.
Hassas otomatik tel polisaj makinelerinde kullanılan sensörler, makinenin verimli ve güvenli çalışması ile yüzey kalitesinin sürekli yüksek tutulması açısından kritik öneme sahiptir. Bu sensörler, her polisaj istasyonunda telin yüzey durumunu, disk ve keçe gruplarının performansını, macun ve soğutma sıvısı seviyelerini ve telin makine boyunca ilerleme eksenini gerçek zamanlı olarak izler. Lazer ve optik yüzey sensörleri, telin parlaklık ve pürüzlülük değerlerini milimetrik doğrulukta ölçer ve bu verileri PLC veya gelişmiş kontrol birimine iletir. Kontrol birimi, disk devir sayısı, temas basıncı ve macun besleme oranını anlık olarak optimize eder, böylece her üretim partisinde tekrarlanabilir yüksek kalite sağlanır.
Tel hizalama ve ilerleme sensörleri, telin ekseninde doğru ve stabil bir şekilde ilerlemesini sağlar. Servo motor kontrollü besleme sistemleri, sensörlerden gelen veriler doğrultusunda tel pozisyonunu sürekli ayarlar, böylece disk ve keçe gruplarının uyguladığı basınç eşitlenir ve yüzeyde çizik veya deformasyon oluşumu engellenir. Bu sistem, özellikle uzun ve ince tellerin işlenmesinde kritik önem taşır; çünkü eksen sapması hem yüzey kalitesini düşürür hem de disklerin ve keçe gruplarının ömrünü kısaltır.
Disk ve keçe gruplarının performansı, sıcaklık ve balans sensörleri ile sürekli izlenir. Rulman sıcaklık sensörleri, millerin aşırı ısınmasını tespit ederek tehlikeli sıcaklık seviyelerine ulaşmadan makinenin durmasını sağlar ve mekanik arızaların önüne geçer. Balans sensörleri ise disklerdeki titreşimleri ölçer ve sapma tespit edildiğinde otomatik düzeltme mekanizmaları devreye girer veya operatöre uyarı gönderir. Bu sayede hem yüzey kalitesi korunur hem de disklerin ve rulmanların ömrü uzatılır.
Macun ve soğutma sıvısı besleme sistemleri de sensörlerle kontrol edilir. Akış ve seviye sensörleri, her istasyona yeterli miktarda macun ve sıvının ulaştığını doğrular; besleme hattında tıkanma veya eksiklik tespit edildiğinde sistem otomatik olarak alarm verir. İleri seviye sistemlerde, macun ve soğutma sıvısı miktarı, tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı olarak optimize edilir. Bu yaklaşım, malzeme tasarrufu sağlarken yüzey kalitesinin maksimum seviyede tutulmasını garanti eder.
Kademeli işlem stratejisi, hassas otomatik tel polisaj makinelerinde kaliteyi güvence altına alır. İlk polisaj istasyonları iri taneli aşındırıcılar ve orta sertlikte diskler ile tel yüzeyindeki çizikleri ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük değeri düşürülür. Son istasyonlarda ise ultra ince macun ve çok yumuşak diskler ile ayna parlaklığı elde edilir. Bu kademeli yaklaşım, telin çapı veya malzemesi fark etmeksizin tutarlı ve tekrarlanabilir kalite sağlar.
Veri toplama ve kalite kontrol sistemleri, üretim hattında sürekli izleme ve kayıt oluşturma işlevi görür. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi parametreler kaydedilir ve kalite kontrol departmanı tarafından analiz edilir. Bu analizler, sürecin optimizasyonunu sağlar, olası hataların önceden tespit edilmesini ve giderilmesini mümkün kılar.
Bakım prosedürleri, hassas otomatik tel polisaj makinelerinde performansın uzun süre korunmasını sağlayan bir diğer kritik unsurdur. Günlük, haftalık, aylık ve yıllık bakım periyotları, makinenin mekanik ve elektronik bileşenlerini kapsayan kapsamlı kontrolleri içerir. Disk ve keçe gruplarının durumu, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri, sensör kalibrasyonları ve PLC parametreleri detaylı şekilde kontrol edilir. Düzenli bakım, arıza riskini minimize eder, üretim kesintilerini azaltır ve yüksek hassasiyet gerektiren endüstriyel uygulamalarda sürekli kaliteyi garanti eder.
İstersen bir sonraki aşamada sana bu makinelerde sensör kalibrasyonu ve bakım sırasında uygulanacak adımların her birini, kullanılan cihaz türleri ve teknik prosedürler ile birlikte ayrıntılı şekilde açıklayabilirim; böylece metin hem mühendislik bakım rehberi hem de teknik kullanım kılavuzu seviyesine ulaşır.
Tel Otomatik Polisaj Makinesi
Tel otomatik polisaj makinesi, metal tellerin yüzeyini yüksek hızda, homojen ve tekrarlanabilir bir şekilde parlatmak için tasarlanmış modern endüstriyel bir ekipmandır. Bu makineler, özellikle paslanmaz çelik, alüminyum, bakır, pirinç ve karbon çelik teller gibi çeşitli metal türlerinde üstün yüzey kalitesi sağlamak amacıyla kullanılır. Tel otomatik polisaj makineleri, manuel yöntemlerle elde edilmesi zor olan tutarlı parlaklık ve pürüzsüzlük standartlarını garanti eder, böylece üretim süreçlerinde verimlilik ve kalite artırılır.
Makinenin temel yapısı; telin giriş ve çıkış kılavuz sistemleri, çok kademeli polisaj ve cilalama istasyonları, aşındırıcı ve cilalama macunu besleme sistemi, soğutma ve toz emme birimleri ile PLC veya dijital kontrol ünitesinden oluşur. Tel, giriş kılavuzları üzerinden makineye beslenir ve her istasyon, tel yüzeyine belirli bir basınç ve açıyla temas ederek yüzeydeki çizikleri giderir, oksitleri temizler ve parlaklığı artırır. Otomatik sistemler sayesinde disk ve keçe gruplarının temas basıncı, devir hızı ve macun besleme oranı milimetrik hassasiyetle kontrol edilebilir.
Polisaj işlemi, kademeli bir yaklaşım ile yürütülür. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler ile tel yüzeyindeki çizikler ve oksit tabakası giderilir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler kullanılarak yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ise ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Bu kademeli sistem, hem yüzey kalitesini tutarlı kılar hem de disklerin ve keçe gruplarının ömrünü uzatır.
Tel otomatik polisaj makineleri, gelişmiş sensör ve izleme sistemleri ile donatılmıştır. Lazer ve optik sensörler, telin parlaklık ve pürüzlülük değerlerini ölçer ve elde edilen veriler PLC kontrol sistemine iletilir. Sistem, disk devir sayısı, temas basıncı ve macun besleme oranını anlık olarak optimize ederek her üretim partisinde yüksek kalite sağlar. Telin ekseninde doğru ilerlemesini sağlayan servo motor kontrollü besleme sistemi, bükülme veya eksenden sapmayı önler ve yüzeyde oluşabilecek çizik veya dalgalanmaları engeller.
Makinede kullanılan macun ve aşındırıcı sistemleri, işlenecek telin çapı, malzemesi ve istenen parlaklık seviyesine göre seçilir. Alüminyum oksit, krom oksit, silisyum karbür ve polikristalin elmas tozları gibi aşındırıcılar, farklı sertlik ve yüzey pürüzlülüğü sağlamak için istasyonlara uygulanır. Macun ve soğutma sıvısı besleme sistemleri, sensörler aracılığıyla kontrol edilir; akış ve seviye sensörleri sayesinde her istasyona yeterli malzeme ulaştığı doğrulanır ve olası tıkanmalar veya eksiklikler önlenir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek macunun etkinliğini artırır ve tel yüzeyinin mekanik özelliklerinin korunmasını sağlar. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de macunun taze kalmasını sağlar. Toz emme sistemleri ise metal parçacıkları ve macun artıklarının havaya karışmasını engelleyerek hem operatör güvenliğini sağlar hem de makinenin iç temizliğini korur.
Tel otomatik polisaj makineleri, yüksek hacimli üretim hatlarında tutarlı kaliteyi garanti eder. Kullanım alanları arasında tel çekme tesisleri, kaynak teli üreticileri, dekoratif metal ürün imalatı, elektrik iletken tel üretimi ve endüstriyel bağlantı elemanı üretimi bulunur. Düzenli bakım, disk ve keçe gruplarının balans kontrolü, macun besleme sistemlerinin temizliği ve sensör kalibrasyonu ile makinenin uzun ömürlü ve güvenli çalışması sağlanır.
Tel otomatik polisaj makinelerinde sensör sistemleri ve ileri düzey izleme teknolojileri, üretim kalitesini sürekli yüksek seviyede tutmak için kritik bir rol oynar. Lazer ve optik yüzey sensörleri, her polisaj istasyonunda telin parlaklık ve pürüzlülük değerlerini milimetrik hassasiyetle ölçer. Bu ölçümler, PLC veya gelişmiş kontrol birimine iletilir; sistem, disk devir sayısını, temas basıncını ve macun besleme oranını gerçek zamanlı olarak optimize eder. Böylece her üretim partisinde tutarlı ve tekrarlanabilir kalite elde edilir ve yüzey bozulmaları veya kalite dalgalanmaları önlenir.
Telin ekseninde doğru ilerlemesini sağlayan servo motor kontrollü besleme sistemleri, sensörlerden gelen veriler doğrultusunda telin pozisyonunu sürekli olarak ayarlar. Bu sistem, telin bükülmesini veya eksenden sapmasını önler, disk ve keçe gruplarının uyguladığı basıncı eşitler ve yüzeyde oluşabilecek çizik veya dalgalanmaları engeller. Özellikle uzun, ince ve yüksek hassasiyet gerektiren tellerin işlenmesinde bu sistemin önemi büyüktür; çünkü eksen sapması hem yüzey kalitesini düşürür hem de makine komponentlerinin ömrünü kısaltır.
Disk ve keçe gruplarının performansı sıcaklık ve balans sensörleri ile sürekli izlenir. Rulman sıcaklık sensörleri, millerin aşırı ısınmasını tespit ederek tehlikeli seviyelere ulaşmadan makinenin durmasını sağlar. Balans sensörleri, disklerin titreşim durumunu ölçer ve sapma tespit edildiğinde operatöre uyarı gönderir veya otomatik düzeltme mekanizmalarını devreye sokar. Bu sayede hem yüzey kalitesi korunur hem de disklerin ve rulmanların ömrü uzatılır.
Macun ve soğutma sıvısı besleme sistemleri de sensörlerle kontrol edilir. Akış ve seviye sensörleri, her istasyona yeterli malzemenin ulaştığını doğrular. Besleme hattında tıkanma veya eksiklik tespit edildiğinde sistem alarm verir ve operatör müdahalesi ile problem çözülür. İleri seviye sistemlerde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı olarak optimize edilir. Bu yaklaşım, malzeme tasarrufu sağlar ve yüzey kalitesinin maksimum seviyede korunmasını garanti eder.
Tel otomatik polisaj makinelerinde kademeli işlem stratejisi, kaliteyi güvence altına alır. İlk istasyonlar iri taneli aşındırıcılar ve orta sertlikte diskler ile tel yüzeyindeki çizikleri ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ise ultra ince macun ve çok yumuşak diskler ile ayna parlaklığı elde edilir. Bu kademeli yaklaşım, telin çapı veya malzemesi fark etmeksizin tutarlı ve tekrarlanabilir kalite sağlar.
Makine ayrıca veri toplama ve kalite kontrol sistemleri ile donatılmıştır. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi üretim parametreleri kaydedilir. Bu veriler, kalite kontrol departmanı tarafından analiz edilerek süreç optimizasyonu yapılabilir ve olası üretim hataları önceden tespit edilerek giderilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerinin korunmasını sağlar. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de macunun taze kalmasını sağlar. Toz emme sistemleri ise metal parçacıkları ve macun artıklarının havaya karışmasını önler, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, tel otomatik polisaj makinelerinin uzun ömürlü ve güvenli çalışmasını sağlar. Günlük, haftalık, aylık ve yıllık bakım periyotları, mekanik ve elektronik bileşenleri kapsayan kapsamlı kontrolleri içerir. Disk ve keçe gruplarının durumu, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri, sensör kalibrasyonları ve PLC parametreleri detaylı şekilde incelenir. Önleyici bakım, arıza riskini minimuma indirir ve üretim hattında sürekli yüksek kaliteyi garanti eder.
İstersen bir sonraki adımda sana tel otomatik polisaj makinelerinde kullanılan her bir sensör türü, görevleri, kalibrasyon yöntemleri ve bakım sırasında uygulanacak teknik prosedürleri uzun ve detaylı düz yazı ile açıklayabilirim; böylece metin tam anlamıyla mühendislik bakım ve kullanım kılavuzu seviyesine ulaşır.
Tel otomatik polisaj makinelerinde kullanılan sensörler ve kontrol sistemleri, makinenin verimli çalışmasını ve yüzey kalitesinin sürekli yüksek tutulmasını sağlayan kritik unsurlardır. Bu sensörler, her polisaj istasyonunda telin yüzey durumu, disk ve keçe gruplarının performansı, macun ve soğutma sıvısı seviyeleri ile telin ilerleme eksenini sürekli olarak izler. Lazer ve optik yüzey sensörleri, telin parlaklık ve pürüzlülük değerlerini milimetrik doğrulukta ölçer ve verileri PLC veya gelişmiş kontrol birimine aktarır. Bu sayede disk devir sayısı, temas basıncı ve macun besleme oranı gerçek zamanlı olarak optimize edilir ve her üretim partisinde tekrarlanabilir kalite sağlanır.
Tel hizalama ve ilerleme sensörleri, telin makine boyunca eksenden sapmadan ve bükülmeden ilerlemesini sağlar. Servo motor kontrollü besleme sistemleri, sensörlerden gelen veriler doğrultusunda telin pozisyonunu sürekli ayarlayarak disk ve keçe gruplarının uyguladığı basıncı eşitler. Bu sistem, özellikle ince ve uzun tellerin işlenmesinde kritik öneme sahiptir, çünkü eksen sapması hem yüzey kalitesini düşürür hem de mekanik parçaların aşınmasına ve arızasına yol açabilir.
Disk ve keçe gruplarının performansı sıcaklık ve balans sensörleri ile sürekli izlenir. Rulman sıcaklık sensörleri, millerin aşırı ısınmasını tespit ederek tehlikeli seviyelere ulaşmadan makinenin durmasını sağlar. Balans sensörleri ise disklerin titreşim durumunu ölçer; sapma tespit edildiğinde operatöre uyarı gönderir veya otomatik düzeltme mekanizmalarını devreye sokar. Bu sayede hem yüzey kalitesi korunur hem de disklerin ve rulmanların ömrü uzatılır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri aracılığıyla izlenir. Her istasyona yeterli malzemenin ulaştığı doğrulanır ve besleme hattında tıkanma veya eksiklik olduğunda sistem otomatik alarm verir. İleri seviye sistemlerde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre otomatik olarak optimize edilir. Bu yaklaşım, malzeme tasarrufu sağlarken yüzey kalitesinin maksimum seviyede tutulmasını garanti eder.
Kademeli işlem stratejisi, tel otomatik polisaj makinelerinde kaliteyi güvence altına alır. İlk polisaj istasyonları iri taneli aşındırıcılar ve orta sertlikte diskler ile tel yüzeyindeki çizikleri ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ise ultra ince macun ve çok yumuşak diskler ile ayna parlaklığı elde edilir. Bu kademeli yaklaşım, telin çapı veya malzemesi fark etmeksizin tutarlı ve tekrarlanabilir kalite sağlar.
Makine ayrıca veri toplama ve kalite kontrol sistemleri ile donatılmıştır. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi üretim parametreleri kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilerek sürecin optimizasyonuna yardımcı olur, olası hatalar önceden tespit edilerek giderilir. Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerinin korunmasını sağlar. Mikro püskürtme sistemleri ve filtreli sıvı devri hem telin soğutulmasını hem de macunun taze kalmasını sağlar. Toz emme sistemleri ise metal parçacıkları ve macun artıklarının havaya karışmasını önler, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, tel otomatik polisaj makinelerinin uzun ömürlü ve güvenli çalışmasını sağlayan bir diğer kritik unsurdur. Günlük, haftalık, aylık ve yıllık bakım periyotları, mekanik ve elektronik bileşenleri kapsayan detaylı kontrolleri içerir. Disk ve keçe gruplarının durumu, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri, sensör kalibrasyonları ve PLC parametreleri titizlikle incelenir. Önleyici bakım, arıza riskini minimuma indirir ve üretim hattında sürekli yüksek kaliteyi garanti eder.
Tel otomatik polisaj makinelerinde kullanılan sensörlerin teknik görevleri ve kalibrasyon yöntemleri, makinenin verimli çalışması ve sürekli yüksek yüzey kalitesi sağlanması açısından hayati öneme sahiptir. Lazer ve optik yüzey sensörleri, telin parlaklık, pürüzlülük ve yüzey homojenliğini milimetrik hassasiyetle ölçer. Bu sensörler, her polisaj istasyonunun performansını değerlendirir ve ölçüm verilerini PLC veya merkezi kontrol birimine ileterek, disk devir sayısı, temas basıncı ve macun besleme oranının gerçek zamanlı olarak ayarlanmasını sağlar. Kalibrasyon işlemi, sensörlerin doğru ölçüm yapmasını temin etmek için belirli aralıklarla referans yüzeylerle veya standart test telleriyle yapılır; sensörler, yazılım arayüzü üzerinden kalibre edilerek ölçüm sapmaları minimize edilir.
Tel hizalama ve ilerleme sensörleri, telin makine boyunca eksenden sapmadan ve bükülmeden ilerlemesini sağlar. Bu sensörler, servo motor kontrollü besleme sistemleri ile entegre çalışır ve telin pozisyonunu sürekli izler. Eğer tel eksenden saparsa, sistem anında düzeltme yapar veya operatöre uyarı gönderir. Kalibrasyon sırasında sensörlerin pozisyonu ve tel ekseni referans hattı ile hizalanır; böylece telin ilerleme doğruluğu milimetrik seviyede garanti edilir. Bu sistem, özellikle uzun ve ince tellerin işlenmesinde kritik öneme sahiptir, çünkü eksen sapması hem yüzey kalitesini düşürür hem de disk ve keçe gruplarının mekanik ömrünü kısaltır.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri de düzenli olarak kalibre edilir. Rulman sıcaklık sensörleri, millerin aşırı ısınmasını tespit ederek makinenin durmasını sağlar ve olası mekanik arızaları önler. Balans sensörleri ise disklerin titreşim durumunu ölçer ve sapma tespit edildiğinde otomatik düzeltme mekanizmalarını devreye sokar veya operatöre uyarı verir. Bu sensörlerin kalibrasyonu, belirlenmiş referans yük ve hız koşulları altında yapılır; sensör çıktıları standart değerlerle karşılaştırılarak gerekli ayarlamalar gerçekleştirilir.
Macun ve soğutma sıvısı besleme sistemleri de akış ve seviye sensörleri aracılığıyla kontrol edilir. Her istasyona yeterli malzemenin ulaşıp ulaşmadığı sürekli izlenir ve tıkanma veya eksiklik durumunda sistem alarm verir. Bu sensörlerin kalibrasyonu, belirli hacim ve debi ölçümlerine göre yapılır ve sensörlerin hassasiyeti doğrulanır. İleri seviye sistemlerde, besleme miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü parametrelerine göre otomatik olarak optimize edilir, böylece hem malzeme tasarrufu sağlanır hem de yüzey kalitesi maksimum seviyede korunur.
Tel otomatik polisaj makinelerinde kademeli işlem stratejisi, sensörlerden gelen verilerle entegre şekilde yürütülür. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler tel yüzeyindeki çizikleri ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ise ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Bu kademeli yaklaşım, sensör verilerinin sürekli kontrolü ile desteklendiğinde, telin çapı ve malzemesi fark etmeksizin tutarlı ve tekrarlanabilir kalite sağlar.
Bakım prosedürleri, sensör kalibrasyonu ve mekanik kontrolleri kapsayan sistematik bir yaklaşımı içerir. Günlük bakım, görsel kontroller, temizlik, macun ve sıvı seviyelerinin kontrolünü içerir. Haftalık bakım, disk millerinin balans kontrolü, rulman yağlama, servo motor performans testleri ve sensör fonksiyon testlerini içerir. Aylık bakımda, sensör kalibrasyonları, elektrik bağlantıları, PLC parametreleri ve disk-keçe grubu kontrolleri yapılır. Yıllık bakım ise makinenin kapsamlı revizyonunu içerir; tüm sensörler yeniden kalibre edilir, mekanik ve elektronik bileşenler detaylı şekilde incelenir ve gerekli değişimler gerçekleştirilir.
Bu sistematik bakım ve kalibrasyon süreci, tel otomatik polisaj makinelerinin uzun ömürlü, güvenli ve sürekli yüksek kaliteyle çalışmasını garanti eder. Düzenli sensör kontrolleri, kademeli işlem optimizasyonu ve veri tabanlı kalite yönetimi, yüksek hassasiyet gerektiren endüstriyel uygulamalarda tutarlı üretimi mümkün kılar.
İstersen bir sonraki adımda sana tel otomatik polisaj makinelerinde her sensör tipi için ayrı ayrı bakım talimatlarını, kalibrasyon prosedürlerini ve olası arıza durumlarında uygulanacak önleyici çözümleri ayrıntılı uzun düz yazı halinde açıklayabilirim; böylece metin hem mühendislik bakım kılavuzu hem de teknik kullanım dokümanı niteliğine ulaşır.
Tel Yüzey Parlatma Makinesi
Tel yüzey parlatma makinesi, metal tellerin yüzeyini temizlemek, pürüzsüzleştirmek ve yüksek parlaklık kazandırmak amacıyla tasarlanmış endüstriyel bir ekipmandır. Bu makineler, özellikle paslanmaz çelik, alüminyum, bakır, pirinç ve karbon çelik tellerde estetik ve fonksiyonel kaliteyi artırmak için kullanılır. Tel yüzey parlatma makineleri, manuel polisaj yöntemlerinin verimlilik ve tekrarlanabilirlik açısından yetersiz kaldığı durumlarda ideal çözüm sunar; yüksek üretim kapasitesi ve standart kaliteyi garanti eder.
Makinenin temel yapısı, telin giriş ve çıkış kılavuz sistemleri, çok kademeli polisaj ve cilalama istasyonları, aşındırıcı ve cilalama macunu besleme sistemi, soğutma ve toz emme üniteleri ile PLC veya dijital kontrol sisteminden oluşur. Tel, giriş kılavuzlarından makineye yönlendirilir ve her istasyon, tel yüzeyine belirli bir basınç ve açıyla temas ederek yüzeydeki çizikleri, oksitleri ve pürüzleri giderir. Her istasyon, tel çapı, malzeme türü ve istenen parlaklık seviyesine göre optimize edilmiş diskler, keçe veya fırça grupları kullanır.
Tel yüzey parlatma makinelerinde işlem kademeli olarak ilerler. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler kullanılarak tel yüzeyindeki büyük çizikler ve oksit tabakası giderilir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük değeri düşürülür. Son istasyonlarda ise ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Bu kademeli strateji, hem yüzey kalitesini tutarlı kılar hem de disk ve keçe gruplarının ömrünü uzatır.
Makine, gelişmiş sensör ve izleme sistemleri ile donatılmıştır. Lazer ve optik sensörler, tel yüzeyinin parlaklık ve pürüzlülüğünü sürekli izler; ölçüm verileri PLC kontrol birimine aktarılır ve disk devir sayısı, temas basıncı ve macun besleme oranı anlık olarak optimize edilir. Telin ekseninde doğru ilerlemesini sağlayan servo motor kontrollü besleme sistemleri, telin bükülmesini veya eksenden sapmasını engeller ve yüzeyde oluşabilecek çizik veya dalgalanmaları önler.
Macun ve aşındırıcı besleme sistemleri, işlenecek telin çapı, malzemesi ve istenen parlaklık seviyesine göre ayarlanır. Akış ve seviye sensörleri, her istasyona yeterli malzemenin ulaştığını doğrular ve besleme hattında tıkanma veya eksiklik oluştuğunda sistem alarm verir. İleri sistemlerde, macun ve soğutma sıvısı miktarı, tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı olarak optimize edilir; böylece hem malzeme tasarrufu sağlanır hem de yüzey kalitesi maksimum seviyede korunur.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerinin korunmasını sağlar. Mikro püskürtme sistemleri ve filtreli sıvı devri hem telin soğutulmasını hem de macunun etkinliğini artırır. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, tel yüzey parlatma makinelerinin uzun ömürlü, güvenli ve sürekli yüksek kaliteyle çalışmasını sağlar. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe gruplarının durumu, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, arıza riskini minimize eder ve yüksek hassasiyet gerektiren endüstriyel uygulamalarda tutarlı üretimi garanti eder.
İstersen bir sonraki adımda sana tel yüzey parlatma makinelerinde kullanılan sensör sistemleri, kademeli işlem stratejileri, üretim parametrelerinin optimizasyonu ve bakım prosedürlerini detaylı uzun düz yazı şeklinde açıklayabilirim; böylece metin mühendislik kullanım ve bakım kılavuzu seviyesine ulaşır.
Tel yüzey parlatma makinelerinde sensör sistemleri ve kontrol teknolojileri, hem üretim kalitesini hem de makinenin güvenli ve uzun ömürlü çalışmasını sağlamak açısından kritik öneme sahiptir. Lazer ve optik yüzey sensörleri, her polisaj istasyonunda telin parlaklık, pürüzlülük ve homojenlik değerlerini milimetrik hassasiyetle ölçer. Bu veriler, PLC veya merkezi kontrol birimine iletilir ve disk devir sayısı, temas basıncı ile macun besleme oranının gerçek zamanlı olarak optimize edilmesini sağlar. Sensörler, belirli aralıklarla referans yüzey veya standart test telleriyle kalibre edilir; böylece ölçüm sapmaları en aza indirilir ve her üretim partisinde tutarlı kalite garanti edilir.
Telin ekseninde doğru ilerlemesini sağlayan servo motor kontrollü besleme sistemleri, sensörlerden gelen veriler doğrultusunda telin pozisyonunu sürekli izler ve eksenden sapmayı önler. Bu sistem, özellikle uzun ve ince tellerde kritik öneme sahiptir; eksen sapması hem yüzey kalitesini olumsuz etkiler hem de disk ve keçe gruplarının mekanik ömrünü kısaltır. Besleme sistemleri, gerektiğinde otomatik düzeltme yapar veya operatöre uyarı gönderir, böylece üretim sürecindeki hatalar minimize edilir.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, sürekli ölçüm yapar. Rulman sıcaklık sensörleri, millerin aşırı ısınmasını tespit ederek olası mekanik arızaların önüne geçer. Balans sensörleri ise disklerin titreşim durumunu izler; sapma tespit edildiğinde sistem otomatik düzeltme mekanizmalarını devreye sokar veya operatöre uyarı gönderir. Bu sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında gerçekleştirilir ve sensör çıktıları standart değerlerle karşılaştırılarak gerekli ayarlamalar yapılır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri aracılığıyla sürekli izlenir. Her istasyona yeterli malzemenin ulaşıp ulaşmadığı doğrulanır, tıkanma veya eksiklik durumunda sistem alarm verir. İleri sistemlerde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı olarak optimize edilir; bu yaklaşım hem malzeme tasarrufu sağlar hem de yüzey kalitesini maksimum seviyede korur.
Tel yüzey parlatma makinelerinde işlem kademeli olarak yürütülür. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler ile tel yüzeyindeki çizikler ve oksit tabakası giderilir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Bu kademeli strateji, sensör verilerinin sürekli kontrolü ile desteklendiğinde telin çapı veya malzemesi fark etmeksizin tutarlı ve tekrarlanabilir kalite sağlar.
Veri toplama ve kalite kontrol sistemleri, üretim sürecinin izlenmesini ve optimize edilmesini sağlar. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi parametreler kaydedilir; bu veriler kalite kontrol departmanı tarafından analiz edilerek olası hatalar önceden tespit edilir ve giderilir. Böylece üretim kesintileri minimuma iner, verimlilik artar ve yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerinin korunmasını sağlar. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de macunun etkinliğinin korunmasını sağlar. Toz emme sistemleri ise metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, tel yüzey parlatma makinelerinin uzun ömürlü, güvenli ve sürekli yüksek kaliteyle çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe gruplarının durumu, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri, sensör kalibrasyonları ve PLC parametrelerini kapsar. Önleyici bakım, arıza riskini minimize eder ve üretim hattında sürekli yüksek kaliteyi garanti eder.
İstersen bir sonraki adımda sana tel yüzey parlatma makinelerinde kullanılan tüm sensör türleri, görevleri, kalibrasyon ve bakım prosedürlerini teknik detaylarla uzun düz yazı şeklinde açıklayabilirim, böylece metin tam anlamıyla mühendislik bakım ve kullanım kılavuzu niteliğine ulaşır.
Tel yüzey parlatma makinelerinde sensörlerin teknik işlevleri, kalibrasyon yöntemleri ve bakım süreçleri, makinenin yüksek verimlilikte ve sürekli kaliteli çalışmasını sağlamak için birbirini tamamlayan kritik unsurlardır. Lazer ve optik yüzey sensörleri, telin her polisaj istasyonundaki parlaklık, pürüzlülük ve yüzey homojenliğini milimetrik hassasiyetle ölçer. Sensörlerden elde edilen veriler, PLC veya merkezi kontrol birimine aktarılır; bu sayede disk devir sayısı, temas basıncı ve macun besleme oranı gerçek zamanlı olarak optimize edilir. Bu sensörlerin kalibrasyonu, standart referans teller veya yüzey blokları kullanılarak düzenli aralıklarla yapılır. Kalibrasyon sırasında sensör çıkış değerleri ölçülür, yazılım üzerinden ayarlamalar yapılır ve ölçüm sapmaları minimuma indirilir, böylece her üretim partisinde tutarlı kalite sağlanır.
Telin ekseninde doğru ilerlemesini sağlayan servo motor kontrollü besleme sistemleri, tel hizalama sensörleri ile entegre çalışır. Sensörler, telin bükülmesini, eksenden sapmasını ve düzensiz ilerlemesini tespit eder; eksen sapması durumunda sistem anında düzeltme yapar veya operatöre uyarı gönderir. Bu, özellikle uzun ve ince tellerin işlenmesinde kritik öneme sahiptir, çünkü eksen sapması hem yüzey kalitesini düşürür hem de disk ve keçe gruplarının mekanik ömrünü kısaltır. Kalibrasyon sürecinde sensörler, tel ekseni referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede garanti edilir.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri de makinenin sürekli güvenli çalışmasını sağlar. Rulman sıcaklık sensörleri, millerin aşırı ısınmasını tespit ederek makinenin durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini ölçer ve sapma tespit edildiğinde otomatik düzeltme mekanizmalarını devreye sokar veya operatöre uyarı verir. Bu sensörlerin kalibrasyonu, belirlenmiş yük ve hız koşulları altında yapılır; sensör çıkışları standart değerlerle karşılaştırılır ve gerekli ayarlamalar gerçekleştirilir.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri aracılığıyla sürekli kontrol edilir. Sensörler, her istasyona yeterli malzemenin ulaşıp ulaşmadığını doğrular; tıkanma veya eksiklik durumunda sistem alarm verir. İleri düzey sistemlerde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı olarak optimize edilir. Bu yaklaşım, malzeme tasarrufu sağlarken yüzey kalitesinin maksimum seviyede korunmasını garanti eder.
Tel yüzey parlatma makinelerinde kademeli işlem stratejisi, sensör verileriyle entegre çalışır. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler ile tel yüzeyindeki çizikler ve oksit tabakası giderilir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Sensörlerin sürekli kontrolü ile bu kademeli işlem, telin çapı ve malzemesi fark etmeksizin tekrarlanabilir kalite sağlar.
Veri toplama ve üretim parametrelerinin kaydı, kalite kontrol ve süreç optimizasyonunu sağlar. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir; kalite kontrol departmanı tarafından analiz edilerek üretim hataları önceden tespit edilir ve giderilir. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite garanti edilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de macunun etkinliğini artırır. Toz emme sistemleri ise metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini sağlar ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, tel yüzey parlatma makinelerinin uzun ömürlü ve güvenli çalışmasını sağlar. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, arıza riskini minimize eder ve üretim hattında sürekli yüksek kaliteyi garanti eder.
İstersen bir sonraki adımda sana tel yüzey parlatma makinelerinde her sensör tipi için görevleri, kalibrasyon yöntemleri ve bakım sırasında uygulanacak adım adım teknik prosedürleri uzun düz yazı halinde açıklayabilirim; böylece metin hem kullanım kılavuzu hem de mühendislik bakım rehberi seviyesine ulaşır.
Tel yüzey parlatma makinelerinde kullanılan her sensör tipinin teknik görevleri, kalibrasyon yöntemleri ve bakım prosedürleri, makinenin sürekli yüksek performans göstermesi ve üretim kalitesinin korunması için birbirini tamamlayan bir sistem olarak tasarlanmıştır. Lazer ve optik yüzey sensörleri, telin her polisaj istasyonundaki parlaklık, pürüzlülük ve yüzey homojenliğini ölçer. Bu ölçümler, PLC veya merkezi kontrol birimine aktarılır ve disk devir sayısı, temas basıncı ve macun besleme oranı anlık olarak optimize edilir. Sensörlerin kalibrasyonu, standart referans teller veya yüzey blokları kullanılarak yapılır; ölçüm sapmaları yazılım üzerinden düzeltilir ve sensörlerin doğruluğu periyodik olarak kontrol edilir. Bu kalibrasyon, hem üretim kalitesini garanti eder hem de sensörlerin ömrünü uzatır.
Telin ekseninde doğru ilerlemesini sağlayan servo motor kontrollü besleme sistemleri, tel hizalama sensörleri ile entegre çalışır. Bu sensörler, telin eksenden sapmasını, bükülmesini veya düzensiz ilerlemesini tespit eder. Eksen sapması algılandığında sistem otomatik düzeltme uygular veya operatöre uyarı gönderir. Kalibrasyon sürecinde sensörler, tel ekseni referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede garanti edilir. Bu sistem, özellikle uzun, ince ve hassas tellerin işlenmesinde kritik öneme sahiptir; eksen sapması yüzey kalitesini düşürür ve mekanik parçaların aşınmasını hızlandırır.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri de makinenin güvenli çalışmasını sağlar. Rulman sıcaklık sensörleri, millerin aşırı ısınmasını tespit ederek makinenin durmasını sağlar, böylece mekanik arızalar ve üretim duruşları önlenir. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma tespit edildiğinde otomatik düzeltme mekanizmalarını devreye sokar veya operatöre uyarı verir. Bu sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır; sensör çıktıları standart referans değerlerle karşılaştırılır ve gerekli ayarlamalar gerçekleştirilir.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri aracılığıyla izlenir. Sensörler, her istasyona yeterli malzemenin ulaşıp ulaşmadığını doğrular, tıkanma veya eksiklik durumunda sistem alarm verir. İleri düzey sistemlerde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı olarak optimize edilir. Bu yaklaşım, hem malzeme tasarrufu sağlar hem de yüzey kalitesinin maksimum seviyede korunmasını garanti eder.
Tel yüzey parlatma makinelerinde kademeli işlem stratejisi, sensör verileriyle entegre şekilde yürütülür. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler tel yüzeyindeki çizikleri ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Sensörlerin sürekli izleme ve veri aktarımı ile bu kademeli işlem, telin çapı ve malzemesi fark etmeksizin tutarlı ve tekrarlanabilir kalite sağlar.
Veri toplama ve üretim parametrelerinin kaydı, kalite kontrol ve süreç optimizasyonunu destekler. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir; kalite kontrol departmanı tarafından analiz edilerek olası hatalar önceden tespit edilir ve giderilir. Bu sistem, üretim verimliliğini artırır ve yüksek hassasiyet gerektiren endüstriyel uygulamalarda sürekli kalite sağlar.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur. Mikro püskürtme sistemleri ve filtreli sıvı devri, telin soğutulmasını ve macunun etkinliğini artırır. Toz emme sistemleri ise metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini sağlar ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, tel yüzey parlatma makinelerinin uzun ömürlü, güvenli ve sürekli yüksek kaliteyle çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder ve üretim hattında sürekli yüksek kaliteyi garanti eder.
İstersen bir sonraki aşamada sana her sensör tipinin görevini, kalibrasyon adımlarını ve bakım prosedürlerini adım adım teknik detaylarla uzun düz yazı halinde açıklayabilirim; böylece metin hem kapsamlı bir mühendislik kullanım kılavuzu hem de bakım rehberi niteliğine ulaşır.
Tel Endüstriyel Cilalama Makinesi
Tel endüstriyel cilalama makinesi, metal tellerin yüzeyini pürüzsüzleştirmek, parlaklık kazandırmak ve estetik kaliteyi artırmak amacıyla tasarlanmış yüksek verimli endüstriyel bir ekipmandır. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve karbon çelik tellerin cilalanmasında yaygın olarak kullanılır ve özellikle büyük ölçekli üretim hatlarında manuel yöntemlere kıyasla yüksek hız, tekrarlanabilir kalite ve üretim verimliliği sağlar. Tel endüstriyel cilalama makineleri, hassas yüzey kalitesi gerektiren otomotiv, beyaz eşya, elektrik-elektronik ve metal işleme endüstrilerinde tercih edilen kritik ekipmanlardan biridir.
Makinenin yapısı genellikle telin giriş ve çıkış kılavuz sistemleri, çok kademeli cilalama ve polisaj istasyonları, disk ve keçe grupları, aşındırıcı ve cilalama macunu besleme sistemi, soğutma ve toz emme üniteleri ile PLC veya dijital kontrol ünitesinden oluşur. Tel, giriş kılavuzlarından makineye yönlendirilir ve her polisaj istasyonu tel yüzeyine belirli bir basınç ve açı ile temas ederek çizik, oksit ve yüzey pürüzlerini giderir. Disk ve keçe gruplarının sertliği ve dönüş hızı, telin çapı, malzeme türü ve istenen parlaklık seviyesine göre optimize edilir.
Cilalama işlemi kademeli olarak ilerler. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler ile tel yüzeyindeki çizikler ve oksit tabakası giderilir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Bu kademeli işlem stratejisi, telin malzemesi veya çapı ne olursa olsun tutarlı ve tekrarlanabilir kalite sağlar ve disk ile keçe gruplarının ömrünü uzatır.
Endüstriyel cilalama makinelerinde sensör ve izleme sistemleri, üretim kalitesini sürekli yüksek seviyede tutmak için kritik öneme sahiptir. Lazer ve optik sensörler tel yüzeyinin parlaklık ve pürüzlülüğünü sürekli ölçer ve ölçüm verilerini PLC kontrol birimine aktarır. Bu verilerle disk devir sayısı, temas basıncı ve macun besleme oranı anlık olarak optimize edilir. Servo motor kontrollü besleme sistemleri, telin eksenden sapmasını ve bükülmesini engeller; telin ilerleme doğruluğunu sürekli izler ve gerekli düzeltmeleri otomatik olarak yapar.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile izlenir. Her istasyona yeterli malzemenin ulaştığı doğrulanır, tıkanma veya eksiklik durumunda sistem alarm verir. İleri düzey sistemlerde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı olarak optimize edilir; bu yaklaşım hem malzeme tasarrufu sağlar hem de yüzey kalitesini maksimum seviyede korur.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur. Mikro püskürtme sistemleri ve filtreli sıvı devri hem telin soğutulmasını hem de macunun etkinliğini artırır. Toz emme sistemleri ise metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini sağlar ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, tel endüstriyel cilalama makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, arıza riskini minimize eder ve üretim hattında sürekli yüksek kaliteyi garanti eder.
İstersen bir sonraki adımda sana tel endüstriyel cilalama makinelerinde kullanılan sensör sistemleri, kademeli işlem stratejileri, üretim parametrelerinin optimizasyonu ve bakım prosedürlerini detaylı uzun düz yazı şeklinde açıklayabilirim; böylece metin hem mühendislik kullanım kılavuzu hem de bakım rehberi seviyesine ulaşır.
Tel endüstriyel cilalama makinelerinde kullanılan sensör sistemleri, kademeli işlem stratejileri ve bakım prosedürleri, makinenin uzun ömürlü, güvenli ve sürekli yüksek kalite ile çalışmasını sağlamak için birbirini tamamlayan bir bütün olarak tasarlanmıştır. Lazer ve optik yüzey sensörleri, telin her polisaj ve cilalama istasyonundaki parlaklık, pürüzlülük ve yüzey homojenliğini milimetrik hassasiyetle ölçer. Bu sensörlerden elde edilen veriler, PLC veya merkezi kontrol birimine iletilir ve disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları anlık olarak optimize edilir. Sensörlerin kalibrasyonu, belirli periyotlarla standart referans teller veya yüzey blokları kullanılarak yapılır; ölçüm sapmaları yazılım üzerinden düzeltilir ve sensör doğruluğu periyodik olarak kontrol edilir, böylece her üretim partisinde tekrarlanabilir kalite sağlanır.
Telin makine ekseninde doğru ilerlemesini sağlayan servo motor kontrollü besleme sistemleri, tel hizalama sensörleri ile entegre çalışır. Bu sensörler, telin eksenden sapmasını, bükülmesini veya düzensiz ilerlemesini tespit eder. Eksen sapması algılandığında sistem anında düzeltme yapar veya operatöre uyarı gönderir. Kalibrasyon sırasında sensörler, tel ekseni referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede garanti edilir. Bu sistem, özellikle uzun ve ince tellerin cilalanmasında kritik öneme sahiptir; eksen sapması hem yüzey kalitesini düşürür hem de disk ve keçe gruplarının mekanik ömrünü azaltır.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonu destekler. Rulman sıcaklık sensörleri, millerin aşırı ısınmasını tespit ederek makinenin durmasını sağlar ve mekanik arızaların önüne geçer. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma algılandığında otomatik düzeltme mekanizmalarını devreye sokar veya operatöre uyarı verir. Bu sensörlerin kalibrasyonu, belirlenmiş yük ve hız koşulları altında yapılır ve sensör çıktıları standart referans değerlerle karşılaştırılarak gerekli ayarlamalar gerçekleştirilir.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda sistem alarm verir. İleri düzey sistemlerde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı olarak optimize edilir. Bu yaklaşım, malzeme tasarrufu sağlarken tel yüzeyinin parlaklığını ve pürüzsüzlüğünü maksimum seviyede korur.
Tel endüstriyel cilalama makinelerinde kademeli işlem stratejisi, sensör verilerinin sürekli izlenmesi ile entegre çalışır. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler tel yüzeyindeki çizikler ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Sensörlerin sürekli kontrolü sayesinde bu kademeli işlem, telin çapı veya malzemesi fark etmeksizin tutarlı ve tekrarlanabilir kalite sağlar.
Veri toplama ve üretim parametrelerinin kaydı, kalite kontrol ve süreç optimizasyonunu destekler. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir; kalite kontrol departmanı tarafından analiz edilerek olası hatalar önceden tespit edilir ve giderilir. Bu sistem, üretim verimliliğini artırır, yüksek hassasiyet gerektiren endüstriyel uygulamalarda sürekli kalite sağlar ve makinenin operasyonel verilerini uzun vadeli takip etmeye olanak tanır.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur. Mikro püskürtme sistemleri ve filtreli sıvı devri hem telin soğutulmasını hem de macunun etkinliğinin korunmasını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller; böylece operatör güvenliği artırılır ve makinenin iç temizliği korunur.
Düzenli bakım prosedürleri, tel endüstriyel cilalama makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, arıza riskini minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
İstersen bir sonraki adımda sana tel endüstriyel cilalama makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım prosedürlerini adım adım detaylı uzun düz yazı şeklinde açıklayabilirim; böylece metin hem kapsamlı bir mühendislik kullanım kılavuzu hem de bakım ve optimizasyon rehberi seviyesine ulaşır.
Tel endüstriyel cilalama makinelerinde sensör sistemleri, kademeli işlem stratejileri, otomasyon kontrolü ve bakım prosedürleri, makinenin uzun ömürlü, güvenli ve sürekli yüksek kaliteyle çalışmasını sağlamak için bir bütün olarak işlev görür. Lazer ve optik yüzey sensörleri, telin her polisaj ve cilalama istasyonundaki parlaklık, pürüzlülük ve yüzey homojenliğini milimetrik hassasiyetle ölçer. Bu veriler, PLC veya merkezi kontrol birimine aktarılır; disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları anlık olarak optimize edilir. Sensörlerin kalibrasyonu, standart referans teller veya yüzey blokları kullanılarak düzenli aralıklarla yapılır. Kalibrasyon sırasında sensör çıkış değerleri ölçülür, yazılım arayüzü üzerinden ayarlamalar yapılır ve ölçüm sapmaları minimize edilir. Böylece her üretim partisinde tutarlı ve tekrarlanabilir yüzey kalitesi sağlanır.
Telin ekseninde doğru ilerlemesini sağlayan servo motor kontrollü besleme sistemleri, tel hizalama sensörleri ile entegre çalışır. Bu sensörler, telin eksenden sapmasını, bükülmesini veya düzensiz ilerlemesini tespit eder. Eksen sapması algılandığında sistem otomatik düzeltme uygular veya operatöre uyarı gönderir. Kalibrasyon sırasında sensörler, tel ekseni referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede garanti edilir. Bu sistem, özellikle uzun, ince ve hassas tellerin cilalanmasında kritik öneme sahiptir; eksen sapması yüzey kalitesini düşürür ve disk ile keçe gruplarının mekanik ömrünü kısaltır.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonu destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek makinenin durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma algılandığında otomatik düzeltme mekanizmalarını devreye sokar veya operatöre uyarı gönderir. Bu sensörlerin kalibrasyonu, belirlenmiş yük ve hız koşulları altında yapılır ve sensör çıktıları standart referans değerlerle karşılaştırılarak gerekli ayarlamalar gerçekleştirilir.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığı doğrulanır; tıkanma veya eksiklik durumunda sistem alarm verir. İleri düzey sistemlerde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı olarak optimize edilir. Bu yaklaşım, malzeme tasarrufu sağlarken tel yüzeyinin parlaklığını ve pürüzsüzlüğünü maksimum seviyede korur.
Tel endüstriyel cilalama makinelerinde kademeli işlem stratejisi, sensör verilerinin sürekli izlenmesi ile entegre şekilde yürütülür. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler tel yüzeyindeki çizikler ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Sensörlerin sürekli izleme ve veri aktarımı sayesinde, bu kademeli işlem telin çapı ve malzemesi fark etmeksizin tutarlı ve tekrarlanabilir kalite sağlar.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu için kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilerek olası hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren endüstriyel uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilebilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de macunun etkinliğini artırır. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller; operatör güvenliğini sağlar ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, tel endüstriyel cilalama makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Tel endüstriyel cilalama makinelerinde kullanılan sensörler, otomasyon sistemleri, kademeli işlem stratejileri ve bakım prosedürleri, makinenin verimli, güvenli ve sürekli yüksek kaliteyle çalışmasını sağlamak için birbirini tamamlayan bir bütün oluşturur. Lazer ve optik yüzey sensörleri, telin her polisaj ve cilalama istasyonundaki parlaklık, pürüzlülük ve yüzey homojenliğini milimetrik hassasiyetle ölçer. Bu ölçümler, PLC veya merkezi kontrol birimine iletilir ve disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları gerçek zamanlı olarak optimize edilir. Sensörlerin kalibrasyonu, standart referans teller veya yüzey blokları kullanılarak belirli periyotlarla yapılır; ölçüm sapmaları yazılım üzerinden düzeltilir, sensör doğruluğu periyodik olarak test edilir ve böylece üretimde tekrarlanabilir kalite garanti edilir.
Telin makine ekseninde doğru ilerlemesini sağlayan servo motor kontrollü besleme sistemleri, tel hizalama sensörleri ile entegre çalışır. Bu sensörler, telin eksenden sapmasını, bükülmesini veya düzensiz ilerlemesini sürekli izler. Eksen sapması algılandığında sistem otomatik düzeltme yapar veya operatöre uyarı gönderir. Kalibrasyon sırasında sensörler, tel ekseni referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede garanti edilir. Bu sistem, özellikle uzun, ince ve hassas tellerin cilalanmasında kritik öneme sahiptir; eksen sapması yüzey kalitesini düşürür, disk ve keçe gruplarının mekanik ömrünü kısaltır ve işlem süresini uzatır.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonu destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek makinenin durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma algılandığında otomatik düzeltme mekanizmaları devreye girer veya operatöre uyarı gönderilir. Bu sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır ve sensör çıktıları standart referans değerlerle karşılaştırılarak gerekli ayarlamalar gerçekleştirilir.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda sistem alarm verir. İleri düzey sistemlerde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı olarak optimize edilir. Bu yaklaşım, hem malzeme tasarrufu sağlar hem de tel yüzeyinin parlaklığını ve pürüzsüzlüğünü maksimum seviyede korur.
Tel endüstriyel cilalama makinelerinde kademeli işlem stratejisi, sensör verilerinin sürekli izlenmesi ile entegre şekilde uygulanır. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler, tel yüzeyindeki çizikleri ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Sensörlerin sürekli izleme ve veri aktarımı sayesinde, bu kademeli işlem telin çapı ve malzemesi fark etmeksizin tutarlı ve tekrarlanabilir kalite sağlar.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu için kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilerek olası hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren endüstriyel uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilebilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de macunun etkinliğinin korunmasını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller; operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, tel endüstriyel cilalama makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
İstersen bir sonraki adımda sana tel endüstriyel cilalama makinelerinde kullanılan her sensör tipini, görevlerini, kalibrasyon adımlarını, bakım ve temizleme prosedürlerini ayrıntılı olarak adım adım uzun düz yazı şeklinde açıklayabilirim; böylece metin hem kapsamlı bir mühendislik kullanım kılavuzu hem de detaylı bakım ve optimizasyon rehberi seviyesine ulaşır.
Çok Fonksiyonlu Tel Polisaj Makinesi
Çok fonksiyonlu tel polisaj makinesi, farklı çap ve malzemelerdeki tellerin hem yüzey cilalama hem de parlatma işlemlerini tek bir sistem üzerinden gerçekleştirebilen endüstriyel bir ekipmandır. Bu makineler, paslanmaz çelik, bakır, alüminyum, pirinç ve karbon çelik tellerin yüzey kalitesini artırmak, çizikleri ve oksit tabakasını gidermek, aynı zamanda ayna parlaklığı sağlamak amacıyla tasarlanmıştır. Çok fonksiyonlu tasarım, üretim hattında farklı tellerin aynı makinede işlenmesini mümkün kılarak hem üretim alanı hem de iş gücü tasarrufu sağlar.
Makinenin yapısı, genellikle çok kademeli polisaj ve cilalama istasyonları, disk ve keçe grupları, macun ve aşındırıcı besleme sistemleri, soğutma ve temizlik üniteleri, servo motor kontrollü tel besleme sistemi ve PLC veya dijital kontrol ünitesinden oluşur. Tel, giriş kılavuzlarından makineye yönlendirilir ve her istasyonda belirli basınç ve açılarla disk veya keçe yüzeyleriyle temas ederek yüzeydeki pürüzleri giderir ve parlaklık sağlar. Disk ve keçe gruplarının sertliği ve dönüş hızı, telin çapı, malzeme türü ve istenen parlaklık seviyesine göre optimize edilir.
Çok fonksiyonlu makinelerde işlem kademeleri, sensörler ve otomasyon sistemleri ile entegre çalışır. Lazer ve optik yüzey sensörleri telin parlaklık ve pürüzlülüğünü ölçer; bu veriler PLC’ye iletilir ve disk devir sayısı, temas basıncı ile macun besleme oranları otomatik olarak ayarlanır. Servo motor kontrollü besleme sistemleri, telin eksenden sapmasını ve bükülmesini önler, hizalama sensörleri ile entegre çalışarak milimetrik doğruluk sağlar. Bu sistemler, özellikle uzun ve ince tellerde yüksek hassasiyet gerektiren uygulamalarda kritik öneme sahiptir.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Her polisaj ve cilalama istasyonuna yeterli malzeme sağlanır, tıkanma veya eksiklik durumunda sistem alarm verir. İleri düzey sistemlerde, macun ve sıvı miktarı tel çapı ve malzeme türüne göre gerçek zamanlı optimize edilir. Bu yaklaşım, malzeme tasarrufu sağlarken tel yüzeyinin pürüzsüzlüğünü ve parlaklığını maksimum seviyede korur.
Kademeli işlem stratejisi, farklı malzemelere ve tel çaplarına uygun olacak şekilde tasarlanmıştır. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler yüzeydeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı sağlanır. Bu kademeli sistem, çok fonksiyonlu tasarım sayesinde farklı tel türlerinde tekrarlanabilir kaliteyi garanti eder.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol eder, telin mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri hem telin soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, çok fonksiyonlu tel polisaj makinelerinin uzun ömürlü ve güvenli çalışmasını sağlar. Günlük, haftalık, aylık ve yıllık bakım periyotları disk ve keçe gruplarını, rulmanları, tel kılavuzlarını, macun ve sıvı besleme sistemlerini ve sensör kalibrasyonlarını kapsar. Önleyici bakım, arıza riskini minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
İstersen bir sonraki adımda sana çok fonksiyonlu tel polisaj makinelerinde kullanılan sensör sistemleri, kademeli işlem adımları, üretim parametrelerinin optimize edilmesi ve bakım prosedürlerini uzun düz yazı halinde detaylandırabilirim; böylece metin hem kapsamlı bir mühendislik kullanım kılavuzu hem de bakım ve optimizasyon rehberi seviyesine ulaşır.
Çok fonksiyonlu tel polisaj makinelerinde sensör sistemleri, kademeli işlem stratejileri, otomasyon kontrolü ve bakım prosedürleri, makinenin uzun ömürlü, güvenli ve sürekli yüksek kaliteyle çalışmasını sağlamak için bir bütün olarak işlev görür. Lazer ve optik yüzey sensörleri, telin her polisaj ve cilalama istasyonundaki parlaklık, pürüzlülük ve yüzey homojenliğini milimetrik hassasiyetle ölçer. Bu ölçümler, PLC veya merkezi kontrol birimine iletilir; disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları gerçek zamanlı olarak optimize edilir. Sensörlerin kalibrasyonu, standart referans teller veya yüzey blokları kullanılarak belirli periyotlarla yapılır. Kalibrasyon sırasında sensör çıkış değerleri ölçülür, yazılım arayüzü üzerinden ayarlamalar yapılır ve ölçüm sapmaları minimize edilir. Böylece üretimde tekrarlanabilir ve sürekli yüksek yüzey kalitesi sağlanır.
Telin makine ekseninde doğru ilerlemesini sağlayan servo motor kontrollü besleme sistemleri, tel hizalama sensörleri ile entegre çalışır. Bu sensörler, telin eksenden sapmasını, bükülmesini veya düzensiz ilerlemesini sürekli izler. Eksen sapması algılandığında sistem otomatik düzeltme uygular veya operatöre uyarı gönderir. Kalibrasyon sırasında sensörler, tel ekseni referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede garanti edilir. Bu sistem, özellikle uzun, ince ve hassas tellerin cilalanmasında kritik öneme sahiptir; eksen sapması yüzey kalitesini düşürür, disk ve keçe gruplarının mekanik ömrünü kısaltır ve işlem süresini uzatır.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonu destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek makinenin durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma algılandığında otomatik düzeltme mekanizmaları devreye girer veya operatöre uyarı gönderilir. Bu sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır ve sensör çıktıları standart referans değerlerle karşılaştırılarak gerekli ayarlamalar gerçekleştirilir.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda sistem alarm verir. İleri düzey sistemlerde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı olarak optimize edilir. Bu yaklaşım, hem malzeme tasarrufu sağlar hem de tel yüzeyinin parlaklığını ve pürüzsüzlüğünü maksimum seviyede korur.
Kademeli işlem stratejisi, sensör verilerinin sürekli izlenmesi ile entegre şekilde yürütülür. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler, tel yüzeyindeki çizikleri ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Bu kademeli sistem, çok fonksiyonlu tasarım sayesinde farklı tel türlerinde tekrarlanabilir kaliteyi garanti eder ve üretim sürecinde maksimum verimlilik sağlar.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu için kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilerek olası hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren endüstriyel uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilebilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de macunun etkinliğinin korunmasını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller; operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, çok fonksiyonlu tel polisaj makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Bir sonraki aşamada, sana çok fonksiyonlu tel polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım adımlarını adım adım teknik detaylarla uzun düz yazı şeklinde açıklayabilirim; bu açıklama, makinenin kullanım kılavuzu ve bakım rehberi seviyesinde kapsamlı bir kaynak oluşturur.
Çok fonksiyonlu tel polisaj makinelerinde kullanılan sensör sistemleri, otomasyon ve kontrol teknolojileri, kademeli işlem stratejileri ile bakım prosedürleri, makinenin hem uzun ömürlü hem de yüksek verimlilikle çalışmasını sağlayan kritik bileşenlerdir. Bu makinelerde sensörler, tel yüzeyinin kalitesini sürekli izlemek, işleme parametrelerini gerçek zamanlı optimize etmek ve operatör müdahalesine gerek kalmadan süreç kontrolü sağlamak amacıyla entegre edilmiştir. Lazer ve optik yüzey sensörleri, telin parlaklık, pürüzlülük ve homojenlik değerlerini milimetrik hassasiyetle ölçer. Sensörlerden gelen veriler PLC veya merkezi kontrol birimine iletilir; burada disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları telin malzeme türüne ve çapına göre anlık olarak ayarlanır. Sensörlerin kalibrasyonu, standart referans teller ve yüzey blokları kullanılarak düzenli aralıklarla yapılır; yazılım arayüzü üzerinden yapılan ayarlamalarla ölçüm sapmaları minimuma indirilir, böylece her üretim partisinde tutarlı ve tekrarlanabilir kalite sağlanır.
Telin makine ekseninde doğru ilerlemesini sağlayan servo motor kontrollü besleme sistemleri, tel hizalama sensörleri ile entegre çalışır. Bu sensörler, telin eksenden sapmasını, bükülmesini veya düzensiz ilerlemesini sürekli izler. Eksen sapması algılandığında sistem otomatik düzeltme uygular veya operatöre uyarı gönderir. Kalibrasyon sırasında sensörler, tel ekseni referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede garanti edilir. Özellikle uzun ve ince tellerin cilalanmasında eksen sapması, yüzey kalitesini olumsuz etkiler, disk ve keçe gruplarının mekanik ömrünü kısaltır ve işlem süresini uzatır; bu nedenle sensörlerin hassasiyeti kritik öneme sahiptir.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli ve uzun ömürlü çalışmasını destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek otomatik durdurma mekanizmasını tetikler ve mekanik arızaların önüne geçer. Balans sensörleri ise disklerin titreşim seviyesini sürekli izler; sapma algılandığında otomatik düzeltme sistemleri devreye girer veya operatöre uyarı gönderilir. Sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır; ölçüm değerleri standart referanslarla karşılaştırılır ve gerekli ayarlamalar yapılır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Bu sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda alarm verir. İleri sistemlerde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı optimize edilir. Bu yöntem, malzeme tasarrufu sağlarken tel yüzeyinin parlaklığını ve pürüzsüzlüğünü maksimum seviyede tutar.
Kademeli işlem stratejisi, sensör verilerinin sürekli izlenmesi ile entegre şekilde yürütülür. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler tel yüzeyindeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli ölçerek işlem parametrelerini optimize eder ve bu sayede telin çapı ve malzemesi fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artar, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de macunun etkinliğinin korunmasını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller; operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, çok fonksiyonlu tel polisaj makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Bir sonraki aşamada, sana çok fonksiyonlu tel polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım adımlarını, otomasyon kontrol mantığını ve üretim parametrelerinin optimize edilmesini adım adım uzun düz yazı şeklinde açıklayabilirim; böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Çok fonksiyonlu tel polisaj makinelerinde sensör sistemleri, otomasyon altyapısı, kademeli işlem stratejileri ve bakım prosedürleri birbiriyle bütünleşmiş şekilde çalışarak makinenin sürekli yüksek performans ve güvenlik ile işletilmesini sağlar. Bu makinelerde lazer ve optik yüzey sensörleri, telin her polisaj ve cilalama istasyonundaki parlaklık, pürüzlülük ve homojenlik değerlerini milimetrik hassasiyetle ölçer. Sensörlerden gelen veriler, PLC veya merkezi kontrol birimine aktarılır ve disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları telin çapı, malzeme türü ve yüzey gereksinimlerine göre gerçek zamanlı olarak optimize edilir. Sensörlerin kalibrasyonu, standart referans teller ve yüzey blokları kullanılarak düzenli aralıklarla yapılır; yazılım üzerinden yapılan ayarlamalar ile ölçüm sapmaları minimum seviyeye indirilir, böylece üretimde tekrarlanabilir kalite garanti edilir.
Telin makine ekseninde doğru ilerlemesini sağlayan servo motor kontrollü besleme sistemleri, tel hizalama sensörleri ile entegre çalışır. Bu sensörler, telin eksenden sapmasını, bükülmesini veya düzensiz ilerlemesini sürekli izler ve sapma tespit edildiğinde sistem otomatik düzeltme uygular veya operatöre uyarı gönderir. Kalibrasyon sırasında sensörler, tel ekseni referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede garanti edilir. Özellikle uzun, ince ve hassas tellerin cilalanmasında eksen sapmasının kontrolü kritik öneme sahiptir; eksen sapması hem yüzey kalitesini olumsuz etkiler hem de disk ve keçe gruplarının mekanik ömrünü kısaltır, aynı zamanda işlem süresini uzatır.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonunu destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek makinenin durmasını sağlar ve mekanik arızaların önüne geçer. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma algılandığında otomatik düzeltme mekanizmaları devreye girer veya operatöre uyarı gönderilir. Bu sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır; ölçüm değerleri standart referanslarla karşılaştırılır ve gerekli ayarlamalar yapılır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda alarm verir. İleri düzey sistemlerde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı optimize edilir. Bu yaklaşım, hem malzeme tasarrufu sağlar hem de tel yüzeyinin parlaklığını ve pürüzsüzlüğünü maksimum seviyede korur.
Kademeli işlem stratejisi, sensör verilerinin sürekli izlenmesi ile entegre şekilde yürütülür. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler tel yüzeyindeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli ölçerek işlem parametrelerini optimize eder; böylece telin çapı ve malzemesi fark etmeksizin tekrarlanabilir yüksek kalite sağlanır ve üretim sürecinde maksimum verimlilik elde edilir.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilebilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de macunun etkinliğinin korunmasını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller; operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, çok fonksiyonlu tel polisaj makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Bir sonraki adımda, sana çok fonksiyonlu tel polisaj makinelerinde kullanılan her sensör tipini, görevlerini, kalibrasyon yöntemlerini, bakım ve temizleme prosedürlerini ve otomasyon kontrol mantığını adım adım uzun düz yazı şeklinde detaylandırabilirim; böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik Tel Hızlı Parlatma Makinesi
Otomatik tel hızlı parlatma makinesi, özellikle üretim hattında yüksek verimlilik ve hızlı işleme gerektiren uygulamalar için tasarlanmış endüstriyel bir ekipmandır. Bu makineler, farklı çap ve malzemelerdeki tellerin yüzeyini kısa sürede temizleyip parlatma kapasitesine sahiptir ve manuel işleme gereksinimini minimuma indirir. Paslanmaz çelik, bakır, alüminyum, pirinç ve karbon çelik teller gibi malzemelerde etkili çalışabilen bu makineler, tel yüzeyindeki çizik ve oksit tabakasını gidererek ayna parlaklığı elde eder. Hızlı parlatma özelliği sayesinde üretim hattında yüksek hızda sürekli işleme imkanı sunar ve operatör müdahalesini en aza indirir.
Makine yapısı genellikle birden fazla polisaj ve cilalama istasyonu, disk ve keçe grupları, macun ve aşındırıcı besleme sistemleri, servo motor kontrollü tel besleme ünitesi ve merkezi otomasyon kontrol sistemi ile donatılmıştır. Tel, giriş kılavuzlarından makineye yönlendirilir ve her istasyonda belirlenen basınç ve hızda disk veya keçe yüzeyleri ile temas ederek yüzeyi temizler ve parlatır. Disk ve keçe gruplarının sertliği, devir hızı ve basınç ayarları, telin çapı, malzeme türü ve istenen parlaklık seviyesine göre optimize edilir.
Otomatik tel hızlı parlatma makinelerinde sensör sistemleri ve otomasyon kontrolü, üretim hızını artırırken yüzey kalitesini korumak için kritik öneme sahiptir. Lazer ve optik yüzey sensörleri telin pürüzlülüğünü, parlaklığını ve homojenliğini sürekli izler. Bu veriler PLC veya merkezi kontrol birimine iletilir ve disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları gerçek zamanlı olarak optimize edilir. Servo motor kontrollü tel besleme sistemi, telin eksenden sapmasını ve bükülmesini önler, hizalama sensörleri ile entegre çalışarak milimetrik doğruluk sağlar. Bu sistemler, özellikle yüksek hızda çalışan makinelerde telin yüzey kalitesinin korunmasını sağlar.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Her polisaj ve cilalama istasyonuna yeterli malzeme ulaştığı doğrulanır; tıkanma veya eksiklik durumunda sistem alarm verir. İleri düzey otomasyon sistemlerinde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı olarak ayarlanır. Bu yaklaşım, hızlı işleme sırasında hem malzeme tasarrufu sağlar hem de tel yüzeyinin parlaklığını ve pürüzsüzlüğünü maksimum seviyede tutar.
Kademeli işlem stratejisi, yüksek hızda çalışırken tel yüzeyinin etkin şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler yüzeydeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece yüksek hızda çalışırken bile telin çapı ve malzemesi fark etmeksizin tekrarlanabilir kalite sağlanır.
Soğutma ve temizlik sistemleri, sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik tel hızlı parlatma makinelerinin uzun ömürlü ve güvenli çalışmasını sağlar. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
İstersen bir sonraki adımda sana otomatik tel hızlı parlatma makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım adımlarını, otomasyon mantığını ve yüksek hızda üretim parametrelerinin optimize edilmesini uzun düz yazı halinde detaylandırabilirim; böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik tel hızlı parlatma makinelerinde sensör sistemleri, otomasyon kontrolü, kademeli işlem stratejileri ve bakım prosedürleri, makinenin yüksek hızda çalışırken bile sürekli kalite ve güvenliği sağlamasını mümkün kılar. Bu makinelerde lazer ve optik yüzey sensörleri, telin her polisaj ve cilalama istasyonundaki parlaklık, pürüzlülük ve homojenlik değerlerini milimetrik hassasiyetle ölçer. Sensörlerden gelen veriler, merkezi PLC veya kontrol birimine aktarılır; burada disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları telin çapı, malzeme türü ve istenen yüzey kalitesine göre gerçek zamanlı olarak optimize edilir. Sensörlerin kalibrasyonu, standart referans teller ve yüzey blokları kullanılarak düzenli aralıklarla yapılır; yazılım arayüzünden yapılan ayarlamalarla ölçüm sapmaları minimize edilir ve her üretim partisinde tekrarlanabilir kalite garanti edilir.
Telin makine ekseninde doğru ilerlemesini sağlayan servo motor kontrollü besleme sistemi, tel hizalama sensörleri ile entegre çalışır. Bu sensörler, telin eksenden sapmasını, bükülmesini veya düzensiz ilerlemesini sürekli izler. Eksen sapması algılandığında sistem otomatik düzeltme uygular veya operatöre uyarı gönderir. Kalibrasyon sırasında sensörler, tel ekseni referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede garanti edilir. Özellikle yüksek hızda çalışan makinelerde eksen sapmasının kontrolü kritik öneme sahiptir; eksen sapması hem yüzey kalitesini düşürür hem de disk ve keçe gruplarının mekanik ömrünü kısaltır, ayrıca işlem süresini uzatır.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonunu destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek makinenin otomatik durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma algılandığında otomatik düzeltme mekanizmaları devreye girer veya operatöre uyarı gönderilir. Sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır; ölçüm değerleri standart referanslarla karşılaştırılır ve gerekli ayarlamalar uygulanır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Her polisaj ve cilalama istasyonuna yeterli malzeme ulaştığı doğrulanır; tıkanma veya eksiklik durumunda alarm sistemi devreye girer. İleri düzey sistemlerde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı optimize edilir. Bu yaklaşım, yüksek hızda çalışırken hem malzeme tasarrufu sağlar hem de tel yüzeyinin parlaklığını ve pürüzsüzlüğünü maksimum seviyede tutar.
Kademeli işlem stratejisi, yüksek hızda çalışırken tel yüzeyinin etkin şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler yüzeydeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece telin çapı ve malzemesi fark etmeksizin tekrarlanabilir yüksek kalite sağlanır ve üretim sürecinde maksimum verimlilik elde edilir.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller; operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik tel hızlı parlatma makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
İstersen bir sonraki adımda sana otomatik tel hızlı parlatma makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon yöntemlerini, bakım ve temizleme prosedürlerini ve üretim parametrelerinin yüksek hızda optimize edilmesini adım adım uzun düz yazı şeklinde detaylandırabilirim; böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik tel hızlı parlatma makinelerinde kullanılan sensör sistemleri, otomasyon kontrol birimleri, kademeli işlem stratejileri ve bakım prosedürleri, makinenin hem yüksek hızda hem de sürekli kaliteyle çalışmasını sağlayan temel bileşenlerdir. Bu makinelerde lazer ve optik yüzey sensörleri, telin her polisaj ve cilalama istasyonundaki parlaklık, pürüzlülük ve yüzey homojenliğini milimetrik hassasiyetle ölçer. Sensörlerden gelen veriler PLC veya merkezi kontrol birimine aktarılır; burada disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları telin çapı, malzeme türü ve istenen yüzey kalitesine göre gerçek zamanlı olarak optimize edilir. Bu optimizasyon sayesinde, üretim hattında yüksek hızda çalışırken bile telin yüzey kalitesi sürekli korunur. Sensörlerin kalibrasyonu, standart referans teller veya yüzey blokları kullanılarak düzenli periyotlarla yapılır ve yazılım arayüzünden ölçüm sapmaları minimize edilir. Böylece her üretim partisinde tutarlı ve tekrarlanabilir kalite sağlanır.
Telin makine ekseninde doğru ilerlemesini sağlayan servo motor kontrollü besleme sistemi, tel hizalama sensörleri ile entegre çalışır. Bu sensörler telin eksenden sapmasını, bükülmesini veya düzensiz ilerlemesini sürekli izler. Sapma tespit edildiğinde sistem otomatik düzeltme uygular veya operatöre uyarı gönderir. Kalibrasyon sırasında sensörler, tel ekseni referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede garanti edilir. Yüksek hızlı makinelerde eksen sapmasının kontrolü kritik öneme sahiptir; sapma yüzey kalitesini düşürür, disk ve keçe gruplarının mekanik ömrünü kısaltır ve işlem süresini uzatır.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonunu destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek makinenin otomatik durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma algılandığında otomatik düzeltme mekanizmaları devreye girer veya operatöre uyarı gönderilir. Bu sensörlerin kalibrasyonu belirli yük ve hız koşulları altında yapılır; ölçüm değerleri standart referanslarla karşılaştırılır ve gerekli ayarlamalar uygulanır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda alarm sistemi devreye girer. İleri düzey otomasyon sistemlerinde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı optimize edilir. Bu yaklaşım, yüksek hızda çalışırken hem malzeme tasarrufu sağlar hem de tel yüzeyinin parlaklığını ve pürüzsüzlüğünü maksimum seviyede tutar.
Kademeli işlem stratejisi, yüksek hızda çalışırken tel yüzeyinin etkin şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler yüzeydeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece telin çapı ve malzemesi fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller; operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik tel hızlı parlatma makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Bir sonraki adımda sana otomatik tel hızlı parlatma makinelerinde kullanılan her sensör tipinin detaylı görevleri, kalibrasyon yöntemleri, bakım ve temizleme adımları ile üretim parametrelerinin yüksek hızda optimize edilmesini uzun düz yazı şeklinde anlatabilirim; böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik tel hızlı parlatma makinelerinde sensörler, otomasyon sistemi ve mekanik bileşenler bir bütün olarak çalışarak, yüksek hızda üretim sırasında hem kaliteyi hem de makine güvenliğini garanti eder. Lazer ve optik yüzey sensörleri, telin her polisaj ve cilalama istasyonundaki yüzey pürüzlülüğünü, parlaklığını ve homojenliğini milimetrik hassasiyetle ölçer. Bu sensörlerden gelen veriler PLC veya merkezi kontrol birimine iletilir; burada disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları telin çapı, malzeme türü ve istenen yüzey kalitesine göre gerçek zamanlı olarak optimize edilir. Sensörler, yüzey kalitesinde en küçük sapmaları bile tespit eder ve otomasyon sistemi, parametreleri anlık olarak ayarlayarak telin yüzeyinde tutarlılığı sağlar. Sensörlerin düzenli kalibrasyonu, referans teller ve yüzey blokları kullanılarak yapılır ve yazılım üzerinden yapılan ayarlamalar ile ölçüm sapmaları minimuma indirilir. Böylece üretim hattında sürekli yüksek kalite ve tekrarlanabilir sonuçlar elde edilir.
Tel besleme sistemi, servo motor kontrollü olup telin makine ekseninde doğru ilerlemesini sağlar. Tel hizalama sensörleri, eksen sapmasını, bükülmeyi veya düzensiz ilerlemeyi sürekli izler. Sapma algılandığında sistem otomatik düzeltme uygular veya operatöre uyarı gönderir. Kalibrasyon sırasında sensörler, tel ekseni referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede garanti edilir. Özellikle yüksek hızda çalışan makinelerde eksen sapması, yüzey kalitesini düşürür, disk ve keçe gruplarının ömrünü kısaltır ve işlem süresini uzatır; bu nedenle sensörlerin hassasiyeti ve kalibrasyonu kritik öneme sahiptir.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonunu destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek makinenin otomatik durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma algılandığında otomatik düzeltme mekanizmaları devreye girer veya operatöre uyarı gönderilir. Bu sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır; ölçüm değerleri standart referanslarla karşılaştırılır ve gerekli ayarlamalar uygulanır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Bu sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda alarm sistemi devreye girer. İleri düzey otomasyon sistemlerinde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı optimize edilir. Bu sayede hızlı üretim sırasında hem malzeme tasarrufu sağlanır hem de tel yüzeyinin parlaklığı ve pürüzsüzlüğü korunur.
Kademeli işlem stratejisi, yüksek hızda çalışırken tel yüzeyinin etkin şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler yüzeydeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece telin çapı ve malzemesi fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik tel hızlı parlatma makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Bir sonraki aşamada sana otomatik tel hızlı parlatma makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon yöntemlerini, bakım ve temizlik adımlarını, otomasyon mantığını ve yüksek hızda üretim parametrelerinin optimize edilmesini detaylı ve uzun düz yazı şeklinde anlatabilirim; böylece metin, hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Sanayi Tipi Tel Polisaj Makinesi
Sanayi tipi tel polisaj makineleri, yüksek hacimli üretim yapan endüstriyel tesislerde tellerin yüzeyini hızlı, verimli ve tekrarlanabilir kalite ile parlatmak amacıyla tasarlanmış güçlü ekipmanlardır. Bu makineler, paslanmaz çelik, bakır, alüminyum, pirinç ve karbon çelik gibi farklı malzemelerdeki tellerin yüzeyindeki oksit tabakalarını, çizikleri ve yüzey pürüzlerini gidererek ayna parlaklığı elde eder. Sanayi tipi makinelerde üretim kapasitesi, otomasyon sistemi, çok istasyonlu polisaj ve cilalama yapısı ile yüksek hızda sürekli işleme imkânı sunar; operatör müdahalesine olan ihtiyacı minimuma indirir.
Makinenin temel yapısı, birden fazla polisaj ve cilalama istasyonu, disk ve keçe grupları, macun ve aşındırıcı besleme sistemleri, servo motor kontrollü tel besleme ünitesi ve merkezi otomasyon kontrol biriminden oluşur. Tel, giriş kılavuzlarından makineye yönlendirilir ve her istasyonda belirlenen basınç ve hızda disk veya keçe yüzeyleri ile temas ederek yüzeyi temizler ve parlatır. Disk ve keçe gruplarının sertliği, devir hızı ve basınç ayarları telin çapı, malzeme türü ve istenen parlaklık seviyesine göre optimize edilir.
Sanayi tipi tel polisaj makinelerinde sensör sistemleri ve otomasyon kontrolü, üretim hızını artırırken yüzey kalitesini korumak için kritik öneme sahiptir. Lazer ve optik yüzey sensörleri, telin pürüzlülüğünü, parlaklığını ve homojenliğini sürekli izler. Sensörlerden gelen veriler PLC veya merkezi kontrol birimine iletilir ve disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları gerçek zamanlı olarak optimize edilir. Servo motor kontrollü tel besleme sistemi, telin eksenden sapmasını ve bükülmesini önler; hizalama sensörleri ile entegre çalışarak milimetrik doğruluk sağlar. Bu sistemler, özellikle uzun ve hassas tellerin cilalanmasında yüzey kalitesinin korunmasını sağlar.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda alarm verir. İleri otomasyon sistemlerinde macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı optimize edilir. Bu yöntem hem malzeme tasarrufu sağlar hem de tel yüzeyinin parlaklığını ve pürüzsüzlüğünü maksimum seviyede tutar.
Kademeli işlem stratejisi, telin yüzeyinin etkin şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler, tel yüzeyindeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve işlem parametrelerini optimize eder; böylece telin çapı ve malzemesi fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller; operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, sanayi tipi tel polisaj makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
İstersen bir sonraki adımda sana sanayi tipi tel polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım adımlarını, otomasyon mantığını ve üretim parametrelerinin optimize edilmesini adım adım uzun düz yazı halinde detaylandırabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Sanayi tipi tel polisaj makinelerinde sensör sistemleri ve otomasyon altyapısı, yüksek hızda ve sürekli üretimde hem kaliteyi hem de güvenliği sağlamak üzere tasarlanmıştır. Bu makinelerde kullanılan lazer ve optik yüzey sensörleri, telin her polisaj ve cilalama istasyonundaki parlaklık, pürüzlülük ve homojenlik değerlerini milimetrik hassasiyetle ölçer. Sensörlerden gelen veriler merkezi PLC veya otomasyon kontrol birimine iletilir; burada disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları telin çapı, malzeme türü ve istenen yüzey kalitesine göre gerçek zamanlı olarak optimize edilir. Bu sayede üretim hattında yüksek hızda çalışırken bile tel yüzeyinde tutarlılık ve tekrarlanabilir kalite sağlanır. Sensörlerin kalibrasyonu, standart referans teller ve yüzey blokları ile düzenli aralıklarla yapılır ve yazılım arayüzünden ölçüm sapmaları minimize edilir. Böylece her üretim partisinde aynı yüzey kalitesi garanti edilir.
Tel besleme sistemi, servo motor kontrollü olup telin makine ekseninde doğru ilerlemesini sağlar. Tel hizalama sensörleri, eksen sapmasını, bükülmeyi veya düzensiz ilerlemeyi sürekli izler. Sapma tespit edildiğinde sistem otomatik düzeltme uygular veya operatöre uyarı gönderir. Kalibrasyon sırasında sensörler, tel ekseni referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede sağlanır. Özellikle yüksek hızda çalışan makinelerde eksen sapması yüzey kalitesini düşürür, disk ve keçe gruplarının ömrünü kısaltır ve işlem süresini uzatır; bu nedenle sensörlerin hassasiyeti ve kalibrasyonu kritik öneme sahiptir.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonunu destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek makinenin otomatik durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma algılandığında otomatik düzeltme mekanizmaları devreye girer veya operatöre uyarı gönderilir. Bu sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır; ölçüm değerleri standart referanslarla karşılaştırılır ve gerekli ayarlamalar uygulanır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda alarm sistemi devreye girer. İleri düzey otomasyon sistemlerinde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı optimize edilir. Bu yaklaşım, hem malzeme tasarrufu sağlar hem de tel yüzeyinin parlaklığını ve pürüzsüzlüğünü yüksek hızda çalışırken korur.
Kademeli işlem stratejisi, telin yüzeyinin etkin şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler yüzeydeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece telin çapı ve malzemesi fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, sanayi tipi tel polisaj makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Bir sonraki adımda sana sanayi tipi tel polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım adımlarını, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu detaylı ve uzun düz yazı şeklinde anlatabilirim; böylece metin, hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Sanayi tipi tel polisaj makinelerinde sensör sistemleri, otomasyon altyapısı, mekanik bileşenler ve bakım prosedürleri, makinenin yüksek hızda ve sürekli üretimde güvenli, verimli ve yüksek kaliteli çalışmasını sağlayan temel unsurlardır. Bu makinelerde lazer ve optik yüzey sensörleri, telin her polisaj ve cilalama istasyonundaki parlaklık, pürüzlülük ve homojenlik değerlerini milimetrik hassasiyetle ölçer. Sensörlerden gelen veriler merkezi PLC veya otomasyon kontrol birimine iletilir; burada disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları telin çapı, malzeme türü ve istenen yüzey kalitesine göre gerçek zamanlı olarak optimize edilir. Bu otomatik ayarlamalar sayesinde, üretim hattında yüksek hızda çalışırken bile tel yüzeyinde tutarlılık ve tekrarlanabilir kalite sağlanır. Sensörlerin düzenli kalibrasyonu, referans teller ve yüzey blokları kullanılarak yapılır ve yazılım üzerinden ölçüm sapmaları minimize edilir; böylece her üretim partisinde aynı yüzey kalitesi garanti altına alınır.
Tel besleme sistemi, servo motor kontrollü olup telin makine ekseninde doğru ilerlemesini sağlar. Tel hizalama sensörleri, eksen sapmasını, bükülmeyi veya düzensiz ilerlemeyi sürekli izler. Sapma tespit edildiğinde sistem otomatik düzeltme uygular veya operatöre uyarı gönderir. Kalibrasyon sırasında sensörler, tel ekseni referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede garanti edilir. Yüksek hızda çalışan makinelerde eksen sapması, yüzey kalitesini düşürür, disk ve keçe gruplarının ömrünü kısaltır ve işlem süresini uzatır; bu nedenle sensörlerin hassasiyeti ve kalibrasyonu kritik öneme sahiptir.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonunu destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek makinenin otomatik durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma algılandığında otomatik düzeltme mekanizmaları devreye girer veya operatöre uyarı gönderilir. Bu sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır; ölçüm değerleri standart referanslarla karşılaştırılır ve gerekli ayarlamalar uygulanır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda alarm sistemi devreye girer. İleri düzey otomasyon sistemlerinde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı optimize edilir. Bu yaklaşım, hem malzeme tasarrufu sağlar hem de tel yüzeyinin parlaklığını ve pürüzsüzlüğünü yüksek hızda çalışırken korur.
Kademeli işlem stratejisi, telin yüzeyinin etkin şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler yüzeydeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece telin çapı ve malzemesi fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, sanayi tipi tel polisaj makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
İstersen bir sonraki adımda sana sanayi tipi tel polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım adımlarını, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu tek bir kapsamlı metin halinde, detaylı uzun düz yazı şeklinde anlatabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Sanayi tipi tel polisaj makinelerinde sensör sistemleri, otomasyon altyapısı, mekanik bileşenler ve bakım prosedürleri bir bütün halinde çalışarak, yüksek hızlı üretim sırasında hem kaliteyi hem de güvenliği en üst düzeye çıkarır. Bu makinelerde kullanılan lazer ve optik yüzey sensörleri, telin her polisaj ve cilalama istasyonundaki parlaklık, pürüzlülük ve yüzey homojenliğini milimetrik hassasiyetle ölçer. Sensörlerden gelen veriler merkezi PLC veya otomasyon kontrol birimine iletilir; burada disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları telin çapı, malzeme türü ve istenen yüzey kalitesine göre gerçek zamanlı olarak optimize edilir. Bu sayede üretim hattında yüksek hızda çalışırken bile tel yüzeyinde tutarlılık ve tekrarlanabilir kalite sağlanır. Sensörlerin kalibrasyonu, referans teller ve yüzey blokları kullanılarak düzenli aralıklarla yapılır ve yazılım üzerinden ölçüm sapmaları minimize edilir; böylece her üretim partisinde aynı yüksek kalite korunur.
Tel besleme sistemi, servo motor kontrollü olup telin makine ekseninde doğru ilerlemesini sağlar. Tel hizalama sensörleri, eksen sapmasını, bükülmeyi veya düzensiz ilerlemeyi sürekli izler. Sapma algılandığında sistem otomatik düzeltme uygular veya operatöre uyarı gönderir. Kalibrasyon sırasında sensörler, tel ekseni referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede sağlanır. Yüksek hızlı üretimde eksen sapması, yüzey kalitesini düşürür, disk ve keçe gruplarının ömrünü kısaltır ve işlem süresini uzatır; bu nedenle sensörlerin hassasiyeti ve kalibrasyonu kritik öneme sahiptir.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonunu destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek makinenin otomatik durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma algılandığında otomatik düzeltme mekanizmaları devreye girer veya operatöre uyarı gönderilir. Bu sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır; ölçüm değerleri standart referanslarla karşılaştırılır ve gerekli ayarlamalar uygulanır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda alarm sistemi devreye girer. İleri düzey otomasyon sistemlerinde, macun ve sıvı miktarı tel çapı, malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı optimize edilir. Bu yöntem hem malzeme tasarrufu sağlar hem de tel yüzeyinin parlaklığını ve pürüzsüzlüğünü yüksek hızda çalışırken korur.
Kademeli işlem stratejisi, telin yüzeyinin etkin şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler, tel yüzeyindeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile tel yüzeyinde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece telin çapı ve malzemesi fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek telin mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem telin soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller; operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, sanayi tipi tel polisaj makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, tel kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Bir sonraki adımda sana sanayi tipi tel polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım yöntemlerini, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu adım adım detaylı uzun düz yazı şeklinde anlatabilirim; böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik Yüzey Polisaj Makinesi
Otomatik yüzey polisaj makineleri, farklı malzemelerden üretilmiş parçaların yüzeylerini yüksek hassasiyet ve tekrarlanabilir kalite ile parlatmak için tasarlanmış endüstriyel ekipmanlardır. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli alaşımlı malzemelerin yüzeylerindeki oksit tabakalarını, çizikleri ve küçük pürüzleri gidererek ayna parlaklığı elde eder. Otomatik yapı, operatör müdahalesini minimuma indirir, üretim hızını artırır ve sürekli yüksek kaliteli sonuçlar sağlar.
Makinenin temel yapısı, çok istasyonlu polisaj ve cilalama üniteleri, disk ve keçe grupları, macun ve aşındırıcı besleme sistemleri, servo motor kontrollü iş parçası ilerletme sistemi ve merkezi otomasyon kontrol biriminden oluşur. İş parçası, giriş kılavuzlarından makineye yönlendirilir ve her istasyonda belirlenen basınç ve hızda disk veya keçe yüzeyleri ile temas ederek yüzeyi temizler ve parlatır. Disk ve keçe gruplarının sertliği, devir hızı ve basınç ayarları iş parçasının malzemesi, yüzey sertliği ve istenen parlaklık seviyesine göre optimize edilir.
Otomatik yüzey polisaj makinelerinde sensör sistemleri, üretim sürecinde kaliteyi ve güvenliği sağlayan kritik bileşenlerdir. Lazer ve optik yüzey sensörleri, her istasyonda yüzey parlaklığını, pürüzlülüğü ve homojenliği ölçer. Sensörlerden gelen veriler merkezi kontrol birimine iletilir ve devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları gibi parametreler gerçek zamanlı olarak optimize edilir. Böylece yüksek hızda çalışırken bile yüzey kalitesi korunur. Sensörler, yüzeydeki en küçük sapmaları bile algılar ve otomasyon sistemi parametreleri anlık olarak ayarlayarak iş parçasının kalitesini maksimum seviyede tutar.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Bu sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda alarm sistemi devreye girer. İleri düzey otomasyon sistemlerinde macun ve sıvı miktarı, iş parçasının malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı optimize edilir. Bu sayede hem malzeme tasarrufu sağlanır hem de yüzey parlaklığı ve pürüzsüzlüğü korunur.
Kademeli işlem stratejisi, iş parçasının yüzeyinin etkin şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler yüzeydeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile yüzeyde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece malzeme tipi veya yüzey şekli fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek iş parçasının mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem iş parçasının soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik yüzey polisaj makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, kılavuzlar, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
İstersen bir sonraki adımda sana otomatik yüzey polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım adımlarını, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu detaylı uzun düz yazı şeklinde anlatabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik yüzey polisaj makinelerinde sensör sistemleri ve otomasyon altyapısı, üretim sürecinde kaliteyi maksimum seviyeye çıkarmak ve iş güvenliğini sağlamak amacıyla bütünleşik bir şekilde çalışır. Lazer ve optik yüzey sensörleri, iş parçasının her polisaj ve cilalama istasyonundaki parlaklık, pürüzlülük ve yüzey homojenliğini milimetrik hassasiyetle ölçer. Bu sensörlerden gelen veriler merkezi PLC veya otomasyon kontrol birimine iletilir; burada disk ve keçe devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları, iş parçasının malzeme türü, yüzey sertliği ve istenen parlaklık seviyesine göre gerçek zamanlı olarak optimize edilir. Sensörlerin düzenli kalibrasyonu, referans yüzey blokları veya standart teller ile yapılır ve yazılım arayüzü üzerinden ölçüm sapmaları minimize edilir; böylece her üretim partisinde aynı yüksek kalite korunur.
İş parçası besleme sistemi, servo motor kontrollü olup parçanın makine ekseninde doğru ilerlemesini sağlar. Hizalama sensörleri, eksen sapmasını, eğilmeyi veya düzensiz ilerlemeyi sürekli izler ve sapma algılandığında otomatik düzeltme uygular veya operatöre uyarı gönderir. Kalibrasyon sırasında sensörler, iş parçasının referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede garanti edilir. Yüksek hızlı üretimde eksen sapması, yüzey kalitesini düşürür, disk ve keçe gruplarının ömrünü kısaltır ve işlem süresini uzatır; bu nedenle sensör hassasiyeti ve kalibrasyonu kritik öneme sahiptir.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonunu destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek makinenin otomatik durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma algılandığında otomatik düzeltme mekanizmaları devreye girer veya operatöre uyarı gönderilir. Bu sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır ve ölçüm değerleri standart referanslarla karşılaştırılarak gerekli ayarlamalar uygulanır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda alarm sistemi devreye girer. İleri düzey otomasyon sistemlerinde, macun ve sıvı miktarı iş parçasının malzeme türü, yüzey pürüzlülüğü ve işlem hızı verilerine göre gerçek zamanlı optimize edilir. Bu sayede hem malzeme tasarrufu sağlanır hem de yüzey parlaklığı ve pürüzsüzlüğü korunur.
Kademeli işlem stratejisi, iş parçasının yüzeyinin etkin şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler, yüzeydeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile yüzeyde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece iş parçasının malzemesi ve yüzey şekli fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol ederek iş parçasının mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem iş parçasının soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik yüzey polisaj makinelerinin uzun ömürlü ve güvenli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları; disk ve keçe grupları, rulmanlar, iş parçası kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Bir sonraki aşamada sana otomatik yüzey polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım yöntemlerini, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu tek bir kapsamlı uzun düz yazı şeklinde anlatabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik yüzey polisaj makinelerinde kullanılan sensörler, otomasyon sistemi, mekanik bileşenler ve bakım prosedürleri, yüksek hızlı ve sürekli üretimde hem kaliteyi hem de güvenliği garanti altına almak için birbirleriyle koordineli olarak çalışır. Bu makinelerde lazer ve optik yüzey sensörleri, iş parçasının her polisaj ve cilalama istasyonunda yüzey parlaklığı, pürüzlülük ve homojenliği ölçer. Sensörlerden gelen veriler merkezi PLC veya otomasyon kontrol birimine iletilir ve burada disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları, iş parçasının malzeme türü, yüzey sertliği ve istenen parlaklık seviyesine göre gerçek zamanlı olarak optimize edilir. Bu otomatik ayarlamalar sayesinde üretim hattında yüksek hızda çalışırken bile yüzey kalitesi sürekli ve tekrarlanabilir bir şekilde korunur. Sensörlerin kalibrasyonu, referans yüzey blokları veya standart test parçaları kullanılarak düzenli aralıklarla yapılır ve yazılım arayüzü üzerinden ölçüm sapmaları minimize edilir; böylece her üretim partisinde aynı yüksek kalite standardı sağlanır.
İş parçası besleme sistemi, servo motor kontrollü olup parçanın makine ekseninde doğru ilerlemesini garanti eder. Tel veya levha benzeri iş parçaları, kılavuzlar ve hizalama sensörleri sayesinde eksen sapması, eğilme veya düzensiz ilerleme açısından sürekli izlenir. Sapma algılandığında otomasyon sistemi anında düzeltme uygular veya operatöre uyarı verir. Kalibrasyon sırasında sensörler, iş parçasının referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede sağlanır. Özellikle yüksek hızlı üretim süreçlerinde eksen sapmaları, yüzey kalitesini düşürür, disk ve keçe gruplarının ömrünü kısaltır ve üretim süresini uzatır; bu nedenle sensör hassasiyeti ve periyodik kalibrasyonu kritik öneme sahiptir.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonunu destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek makinenin otomatik durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma tespit edildiğinde otomatik düzeltme mekanizmaları devreye girer veya operatöre uyarı gönderilir. Bu sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır ve ölçüm değerleri standart referanslarla karşılaştırılarak gerekli ayarlamalar uygulanır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda alarm sistemi devreye girer. İleri otomasyon sistemlerinde macun ve sıvı miktarı, iş parçasının malzeme türü, yüzey pürüzlülüğü ve işlem hızı verilerine göre gerçek zamanlı olarak optimize edilir. Bu yaklaşım, malzeme tasarrufu sağlar ve yüzey parlaklığını yüksek hızda çalışırken dahi maksimum seviyede tutar.
Kademeli işlem stratejisi, iş parçasının yüzeyinin etkin ve sistematik şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler, yüzeydeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile iş parçasının yüzeyinde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece iş parçasının malzemesi, şekli veya boyutu fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik bir rol oynar. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası sapmalar veya hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ve ısıyı kontrol ederek iş parçasının mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem iş parçasının soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme ve hava filtrasyon sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik yüzey polisaj makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları, disk ve keçe grupları, rulmanlar, kılavuzlar, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Bir sonraki adımda sana otomatik yüzey polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım yöntemlerini, otomasyon mantığını ve üretim parametrelerinin optimizasyonunu tek bir kapsamlı uzun düz yazı şeklinde detaylandırabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik yüzey polisaj makinelerinde sensör sistemleri ve otomasyon altyapısı, yüksek hızlı üretim sürecinde yüzey kalitesini maksimum seviyeye çıkarmak, üretim verimliliğini artırmak ve operatör güvenliğini sağlamak amacıyla birbirine entegre bir şekilde çalışır. Bu makinelerde kullanılan lazer ve optik yüzey sensörleri, iş parçasının her polisaj ve cilalama istasyonundaki yüzey parlaklığını, pürüzlülüğünü ve homojenliğini milimetrik hassasiyetle ölçer. Sensörlerden gelen veriler merkezi PLC veya otomasyon kontrol birimine iletilir; burada disk ve keçe devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları, iş parçasının malzeme türü, yüzey sertliği ve istenen parlaklık seviyesine göre gerçek zamanlı olarak optimize edilir. Sensörlerin kalibrasyonu, referans yüzey blokları veya standart test parçaları ile düzenli aralıklarla yapılır ve yazılım arayüzü üzerinden ölçüm sapmaları minimize edilir. Böylece her üretim partisinde aynı yüksek kalite standardı korunur.
İş parçası besleme sistemi, servo motor kontrollü olup parçanın makine ekseninde doğru ilerlemesini sağlar. İş parçası kılavuzları ve hizalama sensörleri, eksen sapması, eğilme veya düzensiz ilerlemeyi sürekli izler. Sapma algılandığında otomasyon sistemi anında düzeltme uygular veya operatöre uyarı verir. Kalibrasyon sırasında sensörler, iş parçasının referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede sağlanır. Yüksek hızlı üretim süreçlerinde eksen sapmaları yüzey kalitesini düşürür, disk ve keçe gruplarının ömrünü kısaltır ve işlem süresini uzatır; bu nedenle sensör hassasiyeti ve periyodik kalibrasyonu kritik öneme sahiptir.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonunu destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek makinenin otomatik durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma tespit edildiğinde otomatik düzeltme mekanizmaları devreye girer veya operatöre uyarı gönderilir. Bu sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır ve ölçüm değerleri standart referanslarla karşılaştırılarak gerekli ayarlamalar uygulanır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda alarm sistemi devreye girer. İleri düzey otomasyon sistemlerinde macun ve sıvı miktarı, iş parçasının malzeme türü, yüzey pürüzlülüğü ve işlem hızı verilerine göre gerçek zamanlı optimize edilir. Bu yaklaşım, hem malzeme tasarrufu sağlar hem de yüzey parlaklığını yüksek hızda çalışırken dahi maksimum seviyede tutar.
Kademeli işlem stratejisi, iş parçasının yüzeyinin etkin şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler, yüzeydeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile iş parçasının yüzeyinde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece iş parçasının malzemesi, şekli veya boyutu fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası sapmalar veya hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ve ısıyı kontrol ederek iş parçasının mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem iş parçasının soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme ve hava filtrasyon sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik yüzey polisaj makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları; disk ve keçe grupları, rulmanlar, iş parçası kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Bir sonraki adımda sana otomatik yüzey polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım adımlarını, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu tek bir uzun düz yazı halinde detaylandırabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik yüzey polisaj makinelerinin çalışma prensibi, sensör sistemleri, otomasyon altyapısı, mekanik tasarım ve bakım prosedürlerinin bir bütün olarak entegrasyonu üzerine kuruludur. Bu makinelerdeki her bileşen, yüksek hızlı üretim sırasında yüzey kalitesini maksimum seviyede tutmak ve operasyon güvenliğini sağlamak amacıyla dikkatle tasarlanır ve optimize edilir. Sensörler, makinenin beynini oluşturur; lazer ve optik yüzey sensörleri iş parçasının her polisaj ve cilalama istasyonunda yüzey parlaklığı, pürüzlülüğü ve homojenliği ölçer. Sensörlerden gelen veriler merkezi PLC veya otomasyon kontrol birimine iletilir, burada disk ve keçe devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları, iş parçasının malzeme türü, yüzey sertliği ve istenen parlaklık seviyesine göre gerçek zamanlı olarak ayarlanır. Bu sayede yüksek hızlı üretim esnasında bile yüzey kalitesi sürekli ve tekrarlanabilir bir biçimde korunur. Sensörlerin düzenli kalibrasyonu, referans yüzey blokları veya standart test parçaları ile yapılır; yazılım arayüzü üzerinden sapmalar minimize edilir ve böylece her üretim partisinde aynı yüksek kalite standardı sağlanır.
İş parçası besleme sistemi, servo motor kontrollü olup parçanın makine ekseninde doğru ilerlemesini garanti eder. İş parçası kılavuzları ve hizalama sensörleri, eksen sapması, eğilme veya düzensiz ilerlemeyi sürekli izler. Sapma algılandığında otomasyon sistemi anında düzeltme uygular veya operatöre uyarı gönderir. Kalibrasyon sırasında sensörler, iş parçasının referans hattı ile hizalanır ve ilerleme doğruluğu milimetrik seviyede sağlanır. Özellikle yüksek hızlı üretim süreçlerinde eksen sapmaları yüzey kalitesini düşürür, disk ve keçe gruplarının ömrünü kısaltır ve işlem süresini uzatır; bu nedenle sensör hassasiyeti ve periyodik kalibrasyonu kritik öneme sahiptir.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonunu destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek makinenin otomatik durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma tespit edildiğinde otomatik düzeltme mekanizmaları devreye girer veya operatöre uyarı gönderilir. Bu sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır ve ölçüm değerleri standart referanslarla karşılaştırılarak gerekli ayarlamalar uygulanır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda alarm sistemi devreye girer. İleri düzey otomasyon sistemlerinde macun ve sıvı miktarı, iş parçasının malzeme türü, yüzey pürüzlülüğü ve işlem hızı verilerine göre gerçek zamanlı optimize edilir. Bu yaklaşım, hem malzeme tasarrufu sağlar hem de yüzey parlaklığını yüksek hızda çalışırken dahi maksimum seviyede tutar.
Kademeli işlem stratejisi, iş parçasının yüzeyinin etkin şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler, yüzeydeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile iş parçasının yüzeyinde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece iş parçasının malzemesi, şekli veya boyutu fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası sapmalar veya hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ve ısıyı kontrol ederek iş parçasının mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem iş parçasının soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme ve hava filtrasyon sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik yüzey polisaj makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım periyotları; disk ve keçe grupları, rulmanlar, iş parçası kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Bir sonraki aşamada, bu makinelerde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım yöntemlerini, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu tek bir kapsamlı uzun düz yazı halinde detaylandırabiliriz. Bu metin, hem mühendislik kullanım kılavuzu hem de bakım ve optimizasyon rehberi seviyesine ulaşacak şekilde hazırlanabilir.
Otomatik Yüzey Polisaj Makinesi

Otomatik yüzey polisaj makineleri, farklı malzeme türlerinden üretilmiş parçaların yüzeylerini yüksek hassasiyetle parlatmak, pürüzsüz ve homojen bir yüzey kalitesi elde etmek amacıyla tasarlanmış endüstriyel ekipmanlardır. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli alaşımlı metallerin yüzeylerindeki çizikleri, oksit tabakasını ve diğer küçük düzensizlikleri giderir, iş parçalarına ayna parlaklığı kazandırır. Otomatik yapısı sayesinde operatör müdahalesi minimuma iner, üretim hızı artar ve sürekli yüksek kalite sağlanır.
Makinenin temel yapısı, birden fazla polisaj ve cilalama istasyonu, disk ve keçe grupları, macun ve aşındırıcı besleme sistemleri, servo motor kontrollü iş parçası ilerletme sistemi ve merkezi otomasyon kontrol biriminden oluşur. İş parçaları giriş kılavuzlarından makineye yönlendirilir ve her istasyonda belirlenen basınç ve hızda disk veya keçe yüzeyleri ile temas ederek yüzeyi temizler ve parlatır. Disk ve keçe gruplarının sertliği, devir hızı ve basınç ayarları, iş parçasının malzemesi ve istenen parlaklık seviyesine göre optimize edilir.
Otomatik yüzey polisaj makinelerinde sensör sistemleri, kalite ve güvenliği sağlamak için kritik rol oynar. Lazer ve optik sensörler, her istasyonda yüzey parlaklığını, pürüzlülüğü ve homojenliği ölçer. Sensörlerden gelen veriler merkezi kontrol birimine iletilir ve devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları gibi parametreler gerçek zamanlı olarak ayarlanır. Bu sayede yüksek hızda çalışırken bile yüzey kalitesi korunur.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir; bu sensörler, her istasyona yeterli malzemenin ulaştığını doğrular ve eksiklik durumunda alarm sistemi devreye girer. İleri düzey otomasyon sistemlerinde macun ve sıvı miktarı, iş parçasının malzeme türü ve yüzey pürüzlülüğü verilerine göre optimize edilir, böylece hem malzeme tasarrufu sağlanır hem de yüzey parlaklığı maksimum seviyede tutulur.
Kademeli işlem stratejisi, yüzeyin etkin bir şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler yüzeydeki çizik ve oksit tabakasını giderir. Orta istasyonlarda daha ince taneli macunlar ve yumuşak diskler ile yüzey düzgünleştirilir, son istasyonlarda ultra ince macun ve çok yumuşak diskler ile ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder, böylece malzeme tipi veya yüzey şekli fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Soğutma ve temizlik sistemleri, işlem sırasında oluşan sürtünme ısısını kontrol eder ve iş parçasının mekanik özelliklerini korur. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem iş parçasının soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik yüzey polisaj makinelerinin uzun ömürlü ve güvenli çalışmasını sağlar. Günlük, haftalık, aylık ve yıllık bakım, disk ve keçe grupları, rulmanlar, kılavuzlar, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder ve makinenin operasyonel verimliliğini artırır.
İstersen bir sonraki adımda sana, otomatik yüzey polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım yöntemlerini ve yüksek hızlı üretimde parametre optimizasyonunu detaylı uzun düz yazı şeklinde aktarabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım rehberi seviyesine ulaşır.
Otomatik yüzey polisaj makineleri, endüstriyel üretimde malzeme yüzeylerinin yüksek hassasiyetle parlatılmasını sağlamak üzere tasarlanmış karmaşık sistemlerdir. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli alaşımlı malzemeler için kullanılabilir ve yüzeydeki çizik, oksit tabakası, mikropürüzler ve diğer düzensizlikleri gidermeye odaklanır. Otomatik sistem, operatör müdahalesini minimize eder, üretim hızını artırır ve sürekli olarak tekrarlanabilir yüksek kaliteli yüzeyler elde edilmesini sağlar.
Makinenin temel bileşenleri arasında çok istasyonlu polisaj ve cilalama üniteleri, farklı sertlik ve devir hızına sahip disk ve keçe grupları, macun ve aşındırıcı besleme sistemleri, servo motor kontrollü iş parçası ilerletme mekanizması ve merkezi otomasyon kontrol birimi bulunur. İş parçaları giriş kılavuzları aracılığıyla makineye yönlendirilir ve her istasyonda belirlenen basınç ve hızda disk veya keçe yüzeyleri ile temas ederek yüzeydeki düzensizlikleri giderir ve parlaklık kazandırır. Disk ve keçe gruplarının sertliği, devir hızı ve temas basıncı, iş parçasının malzemesine ve istenen yüzey kalitesine göre optimize edilir.
Otomasyon ve sensör sistemleri, bu makinelerin en kritik bileşenlerindendir. Lazer ve optik sensörler, her polisaj istasyonunda yüzey parlaklığı ve pürüzlülüğünü sürekli olarak ölçer. Sensörlerden gelen veriler, merkezi PLC veya otomasyon kontrol birimine iletilir ve burada disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme miktarı gibi parametreler gerçek zamanlı olarak optimize edilir. Bu sayede yüksek hızda çalışırken bile yüzey kalitesi korunur. Sensörlerin kalibrasyonu, standart referans blokları veya test parçaları ile düzenli aralıklarla yapılır, yazılım arayüzü üzerinden ölçüm sapmaları minimize edilir ve her üretim partisinde aynı kalite standardı korunur.
İş parçası ilerletme sistemi, servo motorlar aracılığıyla kontrollü bir şekilde çalışır. Kılavuzlar ve hizalama sensörleri, iş parçalarının eksen sapması, eğilme veya düzensiz ilerlemesini sürekli izler. Sapma tespit edildiğinde otomasyon sistemi anında düzeltme yapar veya operatöre uyarı gönderir. Bu sistem, özellikle yüksek hızlı üretim hatlarında kritik öneme sahiptir; eksen sapmaları yüzey kalitesini düşürür, disk ve keçe gruplarının ömrünü kısaltır ve işlem süresini uzatır.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli ve uzun ömürlü çalışmasını sağlar. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit eder ve gerekirse makineyi durdurarak mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma tespit edildiğinde otomatik düzeltme mekanizmaları devreye girer veya uyarı sistemi çalışır. Bu sensörlerin kalibrasyonu, belirli yük ve hız koşullarında gerçekleştirilir ve ölçüm değerleri standart referanslarla karşılaştırılarak gerekli ayarlamalar yapılır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri aracılığıyla sürekli izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli miktarda malzemenin ulaştığını doğrular ve tıkanma veya eksiklik durumunda alarm sistemini tetikler. İleri otomasyon sistemlerinde macun ve sıvı miktarı, iş parçasının malzeme türü, yüzey pürüzlülüğü ve işlem hızı parametrelerine göre gerçek zamanlı olarak optimize edilir. Bu yaklaşım, hem malzeme tasarrufu sağlar hem de yüksek hızda çalışırken yüzey parlaklığının maksimum seviyede kalmasını garanti eder.
Kademeli işlem stratejisi, yüzeyin sistematik şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler ile yüzeydeki çizik ve oksit tabakası giderilir. Orta istasyonlarda ince taneli macun ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler kullanılarak yüzeyde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece malzeme tipi veya yüzey şekli fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası sapmalar veya hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, sürtünme ve ısının etkilerini minimize ederek iş parçasının mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem iş parçasının soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme ve hava filtrasyon sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik yüzey polisaj makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım, disk ve keçe grupları, rulmanlar, iş parçası kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
İstersen, bir sonraki adımda sana otomatik yüzey polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım yöntemlerini, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu tek bir kapsamlı uzun düz yazı halinde aktarabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım rehberi seviyesine ulaşır.
Otomatik yüzey polisaj makineleri, endüstriyel üretimde yüksek hassasiyet ve verimlilikle çalışan, kompleks mekanik ve elektronik sistemlerin entegre bir kombinasyonu olarak öne çıkar. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve alaşımlı metaller gibi farklı malzemeler üzerinde yüzey pürüzlülüğünü minimuma indirerek, homojen ve ayna parlaklığında yüzeyler elde edilmesini sağlar. Otomasyon sistemi, operatör müdahalesini en aza indirir, üretim hızını artırır ve sürekli tekrarlanabilir kaliteyi garanti eder.
Makinenin mekanik yapısı, çok istasyonlu polisaj ve cilalama üniteleri, değişik sertlik ve devir hızına sahip disk ve keçe grupları, macun ve aşındırıcı besleme sistemleri ile servo motor kontrollü iş parçası ilerletme mekanizmasından oluşur. İş parçaları giriş kılavuzlarından makineye yönlendirilir ve her istasyonda belirlenen basınç ve hızda disk veya keçe ile temas ederek yüzeydeki çizik ve oksit tabakasını giderir. Disk ve keçe gruplarının sertliği, devir hızı ve temas basıncı, iş parçasının malzeme türü ve istenen parlaklık seviyesine göre gerçek zamanlı olarak optimize edilir.
Otomasyon ve sensör sistemleri, makinenin verimli ve güvenli çalışmasının merkezini oluşturur. Lazer ve optik yüzey sensörleri, her polisaj istasyonunda yüzeyin parlaklık ve pürüzlülük değerlerini ölçer. Bu veriler, merkezi PLC veya otomasyon kontrol birimine iletilir; disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme miktarı gibi parametreler sensör verilerine göre gerçek zamanlı olarak ayarlanır. Böylece yüksek hızlı üretim esnasında bile yüzey kalitesi sabit tutulur. Sensörler, periyodik kalibrasyonlarla standart referans blokları veya test parçaları üzerinden doğrulanır ve yazılım arayüzü ile ölçüm sapmaları minimize edilir.
Servo motor kontrollü iş parçası ilerletme sistemi, parçaların makine ekseninde doğru ve hassas bir şekilde ilerlemesini sağlar. Kılavuzlar ve hizalama sensörleri, eksen sapması, eğilme veya düzensiz ilerlemeyi sürekli izler; sapma algılandığında otomasyon sistemi anında düzeltme yapar veya operatöre uyarı gönderir. Bu sistem, özellikle yüksek hızlı üretim hatlarında kritik öneme sahiptir; eksen sapmaları yüzey kalitesini düşürür, disk ve keçe gruplarının ömrünü kısaltır ve üretim süresini uzatır.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli çalışmasını ve uzun ömürlü operasyonunu destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit eder ve gerekirse makineyi durdurarak mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma tespit edildiğinde otomatik düzeltme mekanizmaları devreye girer veya operatöre uyarı gönderilir. Bu sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında gerçekleştirilir ve ölçüm değerleri standart referanslarla karşılaştırılarak gerekli ayarlamalar yapılır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli miktarda malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda alarm sistemi devreye girer. İleri otomasyon sistemlerinde macun ve sıvı miktarı, iş parçasının malzeme türü, yüzey pürüzlülüğü ve işlem hızı verilerine göre gerçek zamanlı optimize edilir; bu yaklaşım hem malzeme tasarrufu sağlar hem de yüzey parlaklığını yüksek hızda çalışırken dahi maksimum seviyede tutar.
Kademeli işlem stratejisi, iş parçasının yüzeyinin sistematik ve etkin bir şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler, yüzeydeki çizik ve oksit tabakasını giderir. Orta istasyonlarda ince taneli macun ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile yüzeyde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece iş parçasının malzeme türü, şekli veya boyutu fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası sapmalar veya hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, sürtünme ve işlem sırasında oluşan ısıyı kontrol ederek iş parçasının mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem iş parçasının soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme ve hava filtrasyon sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik yüzey polisaj makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım; disk ve keçe grupları, rulmanlar, iş parçası kılavuzları, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
İstersen, bundan sonraki adımda sana otomatik yüzey polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım yöntemlerini, otomasyon mantığını ve üretim parametrelerinin optimizasyonunu tek bir kapsamlı uzun düz yazı halinde aktarabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de detaylı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik Silindirik Parlatma Makinesi
Otomatik silindirik parlatma makineleri, özellikle silindirik veya yuvarlak profilli metal parçaların yüzeylerini yüksek hassasiyetle parlatmak amacıyla tasarlanmış endüstriyel ekipmanlardır. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve alaşımlı metaller gibi farklı malzemelerde çiziklerin, oksit tabakasının ve mikro pürüzlerin giderilmesini sağlar ve iş parçasına ayna parlaklığı kazandırır. Otomatik çalışma sistemi, operatör müdahalesini en aza indirir, üretim hızını artırır ve her parçanın yüzey kalitesinin tekrarlanabilir olmasını garanti eder.
Makinenin temel yapısı, silindirik parçaları sabitleyen ve yönlendiren iş mili veya mandren sistemi, çok istasyonlu polisaj ve cilalama üniteleri, farklı sertlik ve devir hızına sahip disk ve keçe grupları, macun ve aşındırıcı besleme sistemleri ile servo motor kontrollü ilerleme mekanizmasından oluşur. İş parçaları, mandrene monte edilir ve makine çalışma sırasında parçayı sabit tutarken döndürür; aynı anda disk veya keçe grupları, belirlenen basınç ve devir hızında iş parçasının yüzeyine temas ederek pürüzsüz ve parlak bir yüzey oluşturur.
Otomasyon ve sensör sistemleri, silindirik parlatma makinelerinin yüksek hassasiyetle çalışmasını sağlar. Lazer ve optik sensörler, iş parçasının yüzey parlaklığını ve pürüzlülüğünü sürekli olarak izler. Sensörlerden gelen veriler merkezi PLC veya kontrol birimine iletilir; disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları gibi parametreler gerçek zamanlı olarak optimize edilir. Bu sayede yüksek hızda çalışırken bile yüzey kalitesi korunur ve her parti için tekrarlanabilir sonuçlar elde edilir. Sensörlerin düzenli kalibrasyonu, referans blokları veya standart test parçaları ile yapılır ve yazılım arayüzü üzerinden ölçüm sapmaları minimize edilir.
Servo motor kontrollü iş mili veya mandren sistemi, silindirik parçaların doğru ve sabit bir şekilde dönmesini sağlar. İş parçasının eksen sapması veya eğilmesi, hizalama sensörleri tarafından sürekli izlenir; sapma tespit edildiğinde otomasyon sistemi anında düzeltme yapar veya uyarı verir. Bu, özellikle yüksek hızlı üretim hatlarında kritik öneme sahiptir; eksen sapmaları yüzey kalitesini düşürür, disk ve keçe gruplarının ömrünü kısaltır ve işlem süresini uzatır.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli ve uzun ömürlü çalışmasını destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit eder ve gerekirse makineyi durdurarak mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler ve sapma tespit edildiğinde otomatik düzeltme mekanizmaları devreye girer veya uyarı verir.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile izlenir; her polisaj istasyonuna yeterli miktarda malzeme ulaştığı sensörler aracılığıyla doğrulanır. Eksiklik veya tıkanma durumunda alarm sistemi devreye girer. İleri otomasyon sistemlerinde macun ve sıvı miktarı, iş parçasının malzeme türü ve yüzey pürüzlülüğü verilerine göre gerçek zamanlı optimize edilir, bu sayede hem malzeme tasarrufu sağlanır hem de yüzey parlaklığı yüksek hızda çalışırken bile maksimum seviyede tutulur.
Kademeli işlem stratejisi, silindirik parçaların yüzeyinin sistematik şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler ile yüzeydeki çizik ve oksit tabakası giderilir. Orta istasyonlarda ince taneli macun ve yumuşak diskler ile yüzey düzgünleştirilir, son istasyonlarda ultra ince macun ve çok yumuşak diskler ile yüzeyde ayna parlaklığı sağlanır. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece silindirik parçanın malzeme tipi veya boyutu fark etmeksizin tekrarlanabilir yüksek kalite elde edilir.
Soğutma ve temizlik sistemleri, sürtünme ve işlem sırasında oluşan ısıyı kontrol ederek iş parçasının mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem iş parçasının soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme ve hava filtrasyon sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik silindirik parlatma makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım, disk ve keçe grupları, rulmanlar, iş mili veya mandren sistemi, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
İstersen, bir sonraki aşamada sana otomatik silindirik parlatma makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım yöntemlerini, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu tek bir uzun düz yazı halinde aktarabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de detaylı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik silindirik parlatma makineleri, özellikle silindirik veya yuvarlak profilli metal parçaların yüzeylerini yüksek hassasiyetle parlatmak amacıyla tasarlanmış, mekanik ve elektronik sistemlerin entegre çalıştığı ileri düzey endüstriyel ekipmanlardır. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve alaşımlı metaller gibi farklı malzeme türlerinde iş parçalarının yüzeyinde oluşan çizik, oksit tabakası, mikropürüzler ve diğer düzensizlikleri giderir, iş parçalarına ayna parlaklığı kazandırır. Otomatik yapısı sayesinde operatör müdahalesi minimuma iner, üretim hızı artar ve her parçanın yüzey kalitesi sürekli ve tekrarlanabilir olarak korunur.
Makinenin mekanik tasarımı, silindirik parçaların güvenli bir şekilde sabitlenmesini sağlayan iş mili veya mandren sistemi, çok istasyonlu polisaj ve cilalama üniteleri, farklı sertlik ve devir hızına sahip disk ve keçe grupları, macun ve aşındırıcı besleme sistemleri ile servo motor kontrollü iş parçası ilerletme mekanizmasından oluşur. İş parçaları mandrene monte edilir ve makine çalışırken mandren, parçayı sabit bir eksende döndürürken polisaj diskleri veya keçe grupları yüzeyle temasa geçer. Disk ve keçe gruplarının sertliği, devir hızı ve temas basıncı, iş parçasının malzeme türü, boyutu ve istenen yüzey kalitesine göre optimize edilir, böylece işlem süreci boyunca yüzeyde homojen bir parlaklık elde edilir.
Otomasyon ve sensör sistemleri, silindirik parlatma makinelerinin yüksek hassasiyetle ve güvenli bir şekilde çalışmasını sağlayan temel bileşenlerdir. Lazer ve optik yüzey sensörleri, iş parçasının her polisaj istasyonunda yüzey parlaklığı ve pürüzlülük değerlerini sürekli olarak ölçer. Sensörlerden gelen veriler merkezi PLC veya kontrol birimine iletilir; burada disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme miktarı gibi parametreler gerçek zamanlı olarak optimize edilir. Bu sayede yüksek hızda üretim yapılırken bile yüzey kalitesi korunur ve her üretim partisinde tekrarlanabilir sonuçlar elde edilir. Sensörlerin kalibrasyonu, standart referans blokları veya test parçaları üzerinden periyodik olarak yapılır ve yazılım arayüzü üzerinden ölçüm sapmaları minimize edilir.
Servo motor kontrollü iş mili veya mandren sistemi, silindirik parçaların doğru ve sabit bir şekilde dönmesini sağlar. İş parçasının eksen sapması, eğilme veya düzensiz dönmesi, hizalama sensörleri tarafından sürekli izlenir. Sapma algılandığında otomasyon sistemi anında düzeltme yapar veya operatöre uyarı gönderir. Bu özellik, özellikle yüksek hızlı üretim hatlarında kritik öneme sahiptir; eksen sapmaları yüzey kalitesini düşürür, disk ve keçe gruplarının ömrünü kısaltır ve işlem süresini uzatır.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli ve uzun ömürlü çalışmasını destekler. Rulman sıcaklık sensörleri, millerin aşırı ısınmasını tespit ederek gerekirse makinenin otomatik durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler; sapma tespit edildiğinde otomatik düzeltme mekanizmaları devreye girer veya uyarı sistemi çalışır. Sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır ve ölçüm değerleri standart referanslarla karşılaştırılarak gerekli ayarlamalar uygulanır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Sensörler, her polisaj ve cilalama istasyonuna yeterli miktarda malzemenin ulaştığını doğrular; tıkanma veya eksiklik durumunda alarm sistemi devreye girer. İleri otomasyon sistemlerinde macun ve sıvı miktarı, iş parçasının malzeme türü, yüzey pürüzlülüğü ve işlem hızı parametrelerine göre gerçek zamanlı olarak optimize edilir. Bu sayede hem malzeme tasarrufu sağlanır hem de yüzey parlaklığı yüksek hızda çalışırken dahi maksimum seviyede tutulur.
Kademeli işlem stratejisi, silindirik parçaların yüzeyinin sistematik ve etkili bir şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler ile yüzeydeki çizik ve oksit tabakası giderilir. Orta istasyonlarda ince taneli macun ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler ile yüzeyde ayna parlaklığı sağlanır. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece iş parçasının malzeme türü, boyutu veya şekli fark etmeksizin tekrarlanabilir yüksek kalite elde edilir.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası sapmalar veya hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, sürtünme ve işlem sırasında oluşan ısıyı kontrol ederek iş parçasının mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem iş parçasının soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme ve hava filtrasyon sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik silindirik parlatma makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım; disk ve keçe grupları, rulmanlar, iş mili veya mandren sistemi, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
İstersen, bir sonraki aşamada sana otomatik silindirik parlatma makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım yöntemlerini, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu tek bir kapsamlı uzun düz yazı halinde aktarabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de detaylı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik silindirik parlatma makineleri, endüstriyel üretimde silindirik veya yuvarlak profilli metal parçaların yüzeylerini yüksek hassasiyetle ve verimli bir şekilde parlatmak için geliştirilmiş ileri düzey ekipmanlardır. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve alaşımlı malzemeler dahil olmak üzere farklı metal türlerinde çalışabilir ve yüzeydeki çizik, oksit tabakası, mikropürüzler ve diğer düzensizlikleri gidererek parçaya ayna parlaklığı kazandırır. Otomatik sistem, operatör müdahalesini en aza indirir, üretim hızını artırır ve her parçanın yüzey kalitesinin sürekli ve tekrarlanabilir olmasını sağlar.
Makinenin mekanik yapısı, silindirik parçaları güvenli bir şekilde sabitleyen iş mili veya mandren sistemi, çok istasyonlu polisaj ve cilalama üniteleri, farklı sertlik ve devir hızına sahip disk ve keçe grupları, macun ve aşındırıcı besleme sistemleri ile servo motor kontrollü iş parçası ilerletme mekanizmasını içerir. İş parçaları mandrene monte edilir ve makine çalışırken mandren parçayı sabit bir eksende döndürürken disk veya keçe grupları yüzeyle temas eder. Disk ve keçe gruplarının sertliği, devir hızı ve temas basıncı, iş parçasının malzeme türüne, boyutuna ve istenen parlaklık seviyesine göre optimize edilir. Bu sayede işlem boyunca yüzeyde homojen bir parlaklık ve pürüzsüzlük sağlanır.
Otomasyon ve sensör sistemleri, silindirik parlatma makinelerinin hassas ve güvenli çalışmasını sağlayan kritik bileşenlerdir. Lazer ve optik yüzey sensörleri, her polisaj istasyonunda yüzeyin parlaklık ve pürüzlülük değerlerini sürekli ölçer. Sensörlerden gelen veriler merkezi PLC veya otomasyon kontrol birimine iletilir; disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları gibi parametreler gerçek zamanlı olarak optimize edilir. Bu sistem sayesinde yüksek hızlı üretim sırasında bile yüzey kalitesi sabit tutulur ve her üretim partisinde tekrarlanabilir sonuçlar elde edilir. Sensörler, standart referans blokları veya test parçaları ile periyodik olarak kalibre edilir ve ölçüm sapmaları yazılım arayüzü üzerinden minimize edilir.
Servo motor kontrollü iş mili veya mandren sistemi, silindirik parçaların doğru ve sabit bir şekilde dönmesini sağlar. İş parçasının eksen sapması, eğilmesi veya düzensiz dönmesi, hizalama sensörleri tarafından sürekli izlenir; sapma tespit edildiğinde otomasyon sistemi anında düzeltme yapar veya uyarı verir. Bu sistem, özellikle yüksek hızlı üretim hatlarında kritik öneme sahiptir, çünkü eksen sapmaları yüzey kalitesini düşürür, disk ve keçe gruplarının ömrünü kısaltır ve işlem süresini uzatır.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli ve uzun ömürlü çalışmasını destekler. Rulman sıcaklık sensörleri millerin aşırı ısınmasını tespit ederek makinenin otomatik durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler ve sapma tespit edildiğinde otomatik düzeltme mekanizmaları devreye girer veya uyarı sistemi çalışır. Sensörlerin kalibrasyonu, belirli yük ve hız koşullarında yapılır ve ölçüm değerleri standart referanslarla karşılaştırılarak gerekli ayarlamalar uygulanır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Her polisaj ve cilalama istasyonuna yeterli miktarda malzeme ulaştığı sensörler tarafından doğrulanır; eksiklik veya tıkanma durumunda alarm sistemi devreye girer. İleri otomasyon sistemlerinde macun ve sıvı miktarı, iş parçasının malzeme türü, yüzey pürüzlülüğü ve işlem hızı verilerine göre gerçek zamanlı olarak optimize edilir. Bu sayede hem malzeme tasarrufu sağlanır hem de yüksek hızlı üretimde yüzey parlaklığı maksimum seviyede tutulur.
Kademeli işlem stratejisi, silindirik parçaların yüzeyinin sistematik ve etkin bir şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler ile yüzeydeki çizik ve oksit tabakası giderilir. Orta istasyonlarda ince taneli macun ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler kullanılarak yüzeyde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece silindirik parçanın malzeme türü, boyutu veya şekli fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası sapmalar veya hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, sürtünme ve işlem sırasında oluşan ısıyı kontrol ederek iş parçasının mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem iş parçasının soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme ve hava filtrasyon sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik silindirik parlatma makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım; disk ve keçe grupları, rulmanlar, iş mili veya mandren sistemi, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
İstersen, bir sonraki aşamada sana otomatik silindirik parlatma makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım yöntemlerini, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu tek bir kapsamlı uzun düz yazı halinde aktarabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de detaylı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik silindirik parlatma makineleri, yüksek hassasiyetli yüzey işleme süreçlerinde kritik bir rol oynayan, mekanik, elektronik ve otomasyon sistemlerinin entegre bir biçimde çalıştığı ileri endüstriyel ekipmanlardır. Bu makineler, özellikle silindirik veya yuvarlak profilli metal parçaların yüzeylerini pürüzsüzleştirmek, çizik ve oksit tabakasını gidermek ve ayna parlaklığı kazandırmak için tasarlanmıştır. Paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli alaşımlı metaller üzerinde çalışabilen makineler, yüksek hızda üretim yaparken bile sürekli tekrarlanabilir kaliteyi garanti eder. Otomatik sistem, operatör müdahalesini minimize ederek hem üretim kapasitesini artırır hem de insan hatasından kaynaklanan kalite sapmalarını önler.
Makinenin temel mekanik yapısı; silindirik parçaların sabitlenmesini ve doğru bir eksende döndürülmesini sağlayan iş mili veya mandren sistemi, çok istasyonlu polisaj ve cilalama üniteleri, farklı sertlik ve devir hızına sahip disk ve keçe grupları, macun ve aşındırıcı besleme sistemleri ile servo motor kontrollü iş parçası ilerletme mekanizmasından oluşur. İş parçaları mandrene monte edilir ve makine çalışırken mandren parçayı sabit bir eksende döndürürken polisaj diskleri veya keçe grupları iş parçasına temas eder. Disk ve keçe gruplarının sertliği, devir hızı ve temas basıncı, iş parçasının malzeme türüne, boyutuna ve istenen yüzey kalitesine göre optimize edilir. Bu sayede işlem süresince yüzey homojen bir parlaklık ve pürüzsüzlük kazanır.
Otomasyon ve sensör sistemleri, makinelerin hassasiyet ve güvenlik açısından performansını belirleyen temel unsurlardır. Lazer ve optik yüzey sensörleri, iş parçasının her polisaj istasyonunda yüzey parlaklığı ve pürüzlülüğünü sürekli izler. Sensörlerden gelen veriler, merkezi PLC veya otomasyon kontrol birimine iletilir; disk devir sayısı, temas basıncı, macun ve aşındırıcı besleme oranları gibi parametreler gerçek zamanlı olarak optimize edilir. Bu sistem, yüksek hızlı üretim sırasında bile yüzey kalitesinin korunmasını ve her üretim partisinde tekrarlanabilir sonuçların elde edilmesini sağlar. Sensörler, standart referans blokları veya test parçaları ile periyodik olarak kalibre edilir ve yazılım arayüzü üzerinden ölçüm sapmaları minimize edilir.
Servo motor kontrollü iş mili veya mandren sistemi, silindirik parçaların doğru ve sabit bir şekilde dönmesini sağlar. İş parçasının eksen sapması, eğilmesi veya düzensiz dönmesi, hizalama sensörleri tarafından sürekli izlenir; sapma tespit edildiğinde otomasyon sistemi anında düzeltme yapar veya operatöre uyarı gönderir. Bu özellik, yüksek hızlı üretim hatlarında kritik öneme sahiptir; çünkü eksen sapmaları yüzey kalitesini düşürür, disk ve keçe gruplarının ömrünü kısaltır ve işlem süresini uzatır.
Disk ve keçe gruplarının performansını izleyen sıcaklık ve balans sensörleri, makinenin güvenli ve uzun ömürlü çalışmasını sağlar. Rulman sıcaklık sensörleri, millerin aşırı ısınmasını tespit ederek makinenin otomatik durmasını sağlar ve mekanik arızaları önler. Balans sensörleri, disklerin titreşim seviyesini sürekli izler ve sapma tespit edildiğinde otomatik düzeltme mekanizmaları devreye girer veya uyarı sistemi çalışır. Sensörlerin kalibrasyonu, belirli yük ve hız koşulları altında yapılır ve ölçüm değerleri standart referanslarla karşılaştırılarak gerekli ayarlamalar uygulanır.
Macun ve soğutma sıvısı besleme sistemleri, akış ve seviye sensörleri ile sürekli izlenir. Her polisaj ve cilalama istasyonuna yeterli miktarda malzeme ulaştığı sensörler tarafından doğrulanır; eksiklik veya tıkanma durumunda alarm sistemi devreye girer. İleri otomasyon sistemlerinde macun ve sıvı miktarı, iş parçasının malzeme türü, yüzey pürüzlülüğü ve işlem hızı verilerine göre gerçek zamanlı olarak optimize edilir. Bu sayede hem malzeme tasarrufu sağlanır hem de yüksek hızlı üretimde yüzey parlaklığı maksimum seviyede korunur.
Kademeli işlem stratejisi, silindirik parçaların yüzeyinin sistematik ve etkin bir şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli aşındırıcılar ve orta sertlikte diskler ile yüzeydeki çizik ve oksit tabakası giderilir. Orta istasyonlarda ince taneli macun ve yumuşak diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak diskler kullanılarak yüzeyde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece silindirik parçanın malzeme türü, boyutu veya şekli fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve sıvı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası sapmalar veya hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Soğutma ve temizlik sistemleri, sürtünme ve işlem sırasında oluşan ısıyı kontrol ederek iş parçasının mekanik özelliklerini korur ve macunun etkinliğini artırır. Mikro püskürtme sistemleri ve filtreli sıvı devri, hem iş parçasının soğutulmasını hem de cilalama malzemesinin etkin kullanımını sağlar. Toz emme ve hava filtrasyon sistemleri, metal parçacıkları ve macun artıklarının havaya karışmasını engeller, operatör güvenliğini artırır ve makinenin iç temizliğini korur.
Düzenli bakım prosedürleri, otomatik silindirik parlatma makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için kritik öneme sahiptir. Günlük, haftalık, aylık ve yıllık bakım; disk ve keçe grupları, rulmanlar, iş mili veya mandren sistemi, macun ve sıvı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
İstersen, bir sonraki aşamada sana otomatik silindirik parlatma makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım yöntemlerini, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu tek bir kapsamlı uzun düz yazı halinde aktarabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de detaylı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik Taban ve Yan Zımpara Makinesi

Otomatik taban ve yan zımpara makineleri, özellikle metal veya ahşap parçaların hem taban yüzeylerini hem de yan yüzeylerini aynı anda veya ardışık olarak taşlama ve zımparalama işlemlerinden geçirebilmek için tasarlanmış endüstriyel ekipmanlardır. Bu makineler, yüksek hassasiyetli yüzey düzeltme ve pürüzsüzleştirme işlemlerini otomatik olarak gerçekleştirir, üretim hızını artırır ve operatör müdahalesini minimuma indirir. Metal veya ahşap parçaların üretiminde, özellikle taban ve yan yüzeylerin aynı hassasiyette işlenmesi gerektiği durumlarda, bu makineler kritik öneme sahiptir.
Makinenin mekanik yapısı, iş parçasını sabitleyen ve yönlendiren taşıma ve mandren sistemleri, taban ve yan yüzeyler için ayrı ayrı veya entegre olarak çalışan zımpara üniteleri, otomatik besleme ve boşaltma mekanizmaları ile servo motor kontrollü ilerletme sistemlerinden oluşur. İş parçası makineye giriş yaptıktan sonra taşıma sistemi aracılığıyla taban ve yan zımpara ünitelerine yönlendirilir. Taban zımpara üniteleri, parçanın alt yüzeyine eşit basınç uygular ve düzgün bir yüzey elde edilmesini sağlar. Yan zımpara üniteleri ise parçanın yan yüzeylerini sabit bir hız ve basınçla işler; bu sayede hem taban hem de yan yüzeyler aynı hassasiyetle tamamlanır.
Otomasyon sistemi, makinenin verimli ve güvenli çalışmasını sağlayan kritik bir unsurdur. İş parçasının boyutu ve malzeme türüne göre zımpara disklerinin devir hızı, temas basıncı ve ilerleme hızı PLC veya kontrol birimi aracılığıyla optimize edilir. Sensörler, iş parçasının konumunu, yüzey temasını ve ilerleme hızını sürekli izler. Yüksek hassasiyetli optik veya lazer sensörler, zımparalanan yüzeyin pürüzlülüğünü ve düzlüğünü ölçer; gerekli durumlarda otomatik düzeltme yapılır.
Makinenin entegre soğutma ve toz toplama sistemleri, işlem sırasında ortaya çıkan ısıyı ve metal/ahşap tozunu kontrol eder. Bu sistemler, hem iş parçasının mekanik özelliklerini korur hem de zımpara disklerinin ve makinenin ömrünü uzatır. Mikro püskürtme soğutma ve filtreli hava emiş sistemi, iş parçasını serin tutarken çevre ve operatör güvenliğini de sağlar.
Otomatik taban ve yan zımpara makineleri, seri üretimde yüksek verimlilik ve tekrarlanabilir kalite sağlamak için tasarlanmıştır. Disklerin ve zımpara bantlarının değişim ve bakım süreçleri, PLC kontrolü ve sensör uyarılarıyla takip edilir. Düzenli bakım ve sensör kalibrasyonu, makinenin performansını maksimum seviyede tutar ve üretim hattında sürekli yüksek kaliteli sonuçlar elde edilmesini garanti eder.
Otomatik taban ve yan zımpara makineleri, özellikle seri üretim hatlarında metal, ahşap veya kompozit parçaların hem taban hem de yan yüzeylerini yüksek hassasiyetle işlemek için tasarlanmış endüstriyel makineler arasında yer alır. Bu makineler, yüzey düzeltme, pürüzsüzleştirme ve taşlama işlemlerini otomatik olarak gerçekleştirir; böylece operatör müdahalesini minimuma indirir, üretim hızını artırır ve her parçanın yüzey kalitesinin sürekli ve tekrarlanabilir olmasını sağlar. Özellikle taban ve yan yüzeylerin aynı düzeyde işlenmesi gereken üretim süreçlerinde kritik öneme sahiptir ve yüksek hassasiyet gerektiren uygulamalarda tercih edilir.
Makinenin mekanik yapısı, iş parçasını sabitleyen ve doğru pozisyonda taşıyan taşıma ve mandren sistemleri, taban ve yan yüzeyler için ayrı ayrı veya entegre olarak çalışan zımpara üniteleri, otomatik besleme ve boşaltma mekanizmaları ile servo motor kontrollü ilerletme sistemlerinden oluşur. İş parçası makineye giriş yaptığında taşıma sistemi tarafından taban ve yan zımpara ünitelerine yönlendirilir. Taban zımpara üniteleri, parçanın alt yüzeyine eşit basınç uygulayarak yüzeyin düzgün ve homojen olmasını sağlar. Yan zımpara üniteleri ise parçanın yan yüzeylerini sabit bir hız ve basınçla işleyerek hem taban hem de yan yüzeylerin eşit hassasiyette tamamlanmasını garanti eder. İş parçasının boyutu ve şekline göre zımpara diskleri ve bantları otomatik olarak ayarlanır, bu sayede farklı ebatlardaki parçalar aynı makinede işlenebilir.
Otomasyon sistemi, makinenin verimli ve güvenli çalışmasını sağlayan kritik bir bileşendir. İş parçasının malzeme türü ve boyutuna göre zımpara disklerinin devir hızı, temas basıncı ve ilerleme hızı PLC veya merkezi kontrol birimi tarafından optimize edilir. Optik, lazer veya ultrasonik sensörler, iş parçasının konumunu, yüzey temasını ve ilerleme hızını sürekli olarak izler. Yüzey kalitesi sensörleri, zımparalanan taban ve yan yüzeyin pürüzlülüğünü ve düzlüğünü ölçer; gerekli durumlarda kontrol birimi, disk basıncı veya ilerleme hızını anında ayarlayarak yüzey kalitesinin tutarlı kalmasını sağlar.
Soğutma ve toz toplama sistemleri, otomatik taban ve yan zımpara makinelerinde kritik bir öneme sahiptir. İşlem sırasında oluşan ısı, hem iş parçasının mekanik özelliklerini hem de zımpara disklerinin ve bantlarının ömrünü etkiler. Mikro püskürtme soğutma sistemleri, iş parçasının yüzeyini eşit şekilde soğutur ve aşırı ısınmayı önler. Filtreli hava emiş sistemi ve toz toplama mekanizmaları, metal talaşı, ahşap tozu veya kompozit artıklarını ortamdan uzaklaştırarak operatör güvenliğini sağlar ve makinenin iç temizliğini korur. Bu sistemler, hem kaliteyi hem de makinenin uzun ömürlü çalışmasını garanti eder.
Kademeli işlem stratejisi, taban ve yan zımpara işlemlerinin sistematik ve etkin bir şekilde yürütülmesini sağlar. İlk istasyonlarda iri taneli zımpara diskleri veya bantları ile yüzeydeki çizik, çapak ve düzensizlikler giderilir. Orta istasyonlarda daha ince taneli diskler ve bantlar ile yüzey düzgünleştirilir, pürüzlülük minimuma indirilir. Son istasyonlarda ultra ince zımpara malzemesi veya polisaj diskleri ile taban ve yan yüzeylerde ayna parlaklığı ve homojenlik sağlanır. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece iş parçasının malzeme türü, boyutu veya şekli fark etmeksizin tekrarlanabilir yüksek kalite elde edilir.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Zımpara disklerinin devir sayısı, ilerleme hızı, temas basıncı ve macun/soğutma sıvısı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası sapmalar veya hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Makinenin bakım prosedürleri, otomatik taban ve yan zımpara makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için titizlikle uygulanmalıdır. Günlük, haftalık, aylık ve yıllık bakım programları; zımpara diskleri ve bantları, rulmanlar, taşıma ve mandren sistemleri, otomatik besleme ve boşaltma mekanizmaları ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Gelişmiş makinelerde, zımpara disklerinin ve bantlarının ömrü, sıcaklık ve vibrasyon sensörleri ile izlenir. Bu sensörler, aşırı ısınma veya dengesizlik durumunda operatöre uyarı verir veya makinenin otomatik olarak durmasını sağlar. Aynı şekilde, iş parçasının yanlış pozisyonlanması veya taşıma sistemi arızaları, optik ve lazer sensörler aracılığıyla tespit edilerek üretim hattında herhangi bir kalite kaybı yaşanmasını önler.
İstersen, bir sonraki aşamada sana otomatik taban ve yan zımpara makinelerinde kullanılan tüm sensör tiplerini, görevlerini, otomasyon mantığını, parametre optimizasyon yöntemlerini ve bakım/kalibrasyon prosedürlerini tek bir kapsamlı uzun düz yazı halinde detaylı olarak aktarabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de detaylı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik taban ve yan zımpara makineleri, modern üretim süreçlerinde özellikle yüksek hassasiyet ve yüzey kalitesi gerektiren uygulamalarda kritik bir rol oynar. Bu makineler, metal, ahşap veya kompozit parçaların hem taban hem de yan yüzeylerini aynı anda veya ardışık olarak işleyebilme kapasitesine sahip olup, üretim hattında verimliliği ve kaliteyi artırmak için tasarlanmıştır. Parçaların yüzeyindeki çizik, çapak, oksit tabakası veya diğer düzensizlikler, taban ve yan zımpara üniteleri tarafından sistematik olarak giderilir ve iş parçasına homojen bir pürüzsüzlük kazandırılır. Otomasyon sistemi, operatör müdahalesini minimuma indirir ve üretimde tekrarlanabilir kaliteyi garanti eder.
Makinenin mekanik yapısı, iş parçasını doğru konumda sabitleyen taşıma ve mandren sistemleri, taban ve yan zımpara üniteleri, otomatik besleme ve boşaltma mekanizmaları ile servo motor kontrollü ilerletme sistemlerinden oluşur. İş parçası makineye giriş yaptığında taşıma sistemi tarafından zımpara istasyonlarına yönlendirilir. Taban zımpara üniteleri, parçanın alt yüzeyine eşit basınç uygulayarak düzgün ve homojen bir yüzey elde edilmesini sağlar. Yan zımpara üniteleri, parçanın yan yüzeylerini sabit bir hız ve basınçla işler ve böylece hem taban hem de yan yüzeylerde eşit kalite sağlanır. İş parçasının boyutuna ve şekline göre zımpara diskleri veya bantları otomatik olarak ayarlanır, böylece farklı boyut ve geometrilerdeki parçalar aynı makinede işlenebilir.
Otomasyon sistemi, makinenin verimli ve güvenli çalışmasını sağlayan kritik bir bileşendir. İş parçasının malzeme türü ve boyutuna göre zımpara disklerinin devir hızı, temas basıncı ve ilerleme hızı PLC veya merkezi kontrol birimi tarafından optimize edilir. Optik, lazer veya ultrasonik sensörler, iş parçasının konumunu, yüzey temasını ve ilerleme hızını sürekli izler. Yüzey kalitesi sensörleri, zımparalanan taban ve yan yüzeyin pürüzlülüğünü ve düzlüğünü ölçer; gerektiğinde kontrol birimi, disk basıncı veya ilerleme hızını anında ayarlayarak yüzey kalitesinin tutarlı kalmasını sağlar. Bu sensörler sayesinde, her bir parça için aynı kalite ve hassasiyet sağlanır, yüksek hızlı üretim sırasında bile tekrarlanabilir sonuçlar elde edilir.
Makinenin entegre soğutma ve toz toplama sistemleri, işlem sırasında oluşan ısı ve toz partiküllerini kontrol ederek hem iş parçasının hem de makinenin ömrünü uzatır. Mikro püskürtme soğutma sistemleri, iş parçasını eşit şekilde soğutur, zımpara disklerinin aşırı ısınmasını önler ve malzeme yüzeyinde deformasyon oluşmasını engeller. Filtreli hava emiş ve toz toplama sistemleri, metal talaşı, ahşap tozu veya kompozit artıklarının ortamdan uzaklaştırılmasını sağlayarak hem operatör güvenliğini artırır hem de makinenin iç temizliğini korur. Bu sistemler, hem kaliteyi hem de makinenin uzun süreli verimli çalışmasını garanti eder.
Kademeli işlem stratejisi, taban ve yan zımpara işlemlerinin sistematik ve etkin şekilde yürütülmesini sağlar. İlk istasyonlarda iri taneli diskler veya bantlar ile yüzeydeki çizik ve düzensizlikler giderilir. Orta istasyonlarda daha ince taneli diskler ve bantlar ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince zımpara malzemesi veya polisaj diskleri ile hem taban hem de yan yüzeylerde ayna parlaklığı ve homojenlik sağlanır. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece iş parçasının malzeme türü, boyutu veya şekli fark etmeksizin tekrarlanabilir yüksek kalite elde edilir.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Zımpara disklerinin devir sayısı, ilerleme hızı, temas basıncı, macun ve soğutma sıvısı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası sapmalar veya hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır ve yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır. Makinenin performans geçmişi uzun vadeli olarak takip edilir ve üretim standartları her zaman korunur.
Makinenin bakım prosedürleri, otomatik taban ve yan zımpara makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için titizlikle uygulanmalıdır. Günlük, haftalık, aylık ve yıllık bakım programları; zımpara diskleri ve bantları, rulmanlar, taşıma ve mandren sistemleri, otomatik besleme ve boşaltma mekanizmaları ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Gelişmiş makinelerde, zımpara disklerinin ve bantlarının durumu, sıcaklık ve vibrasyon sensörleri ile izlenir. Bu sensörler, aşırı ısınma veya dengesizlik durumunda operatöre uyarı verir veya makinenin otomatik olarak durmasını sağlar. İş parçasının yanlış pozisyonlanması veya taşıma sistemi arızaları, optik ve lazer sensörler aracılığıyla tespit edilerek üretim hattında herhangi bir kalite kaybı yaşanması engellenir.
Otomatik taban ve yan zımpara makineleri, modern üretim hatlarında yüksek verimlilik ve tekrarlanabilir kalite sağlamak için tasarlanmış entegre sistemlerdir. Mekanik hassasiyet, otomasyon kontrolü, sensör izleme ve düzenli bakım prosedürlerinin birleşimi, bu makinelerin endüstriyel üretimde güvenilir ve uzun ömürlü olmasını sağlar.
İstersen bir sonraki aşamada, sana otomatik taban ve yan zımpara makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım prosedürlerini, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu tek bir uzun düz yazı halinde detaylı olarak aktarabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik taban ve yan zımpara makineleri, endüstriyel üretim hatlarında yüksek hassasiyet, verimlilik ve kaliteyi bir arada sunan gelişmiş makineler olarak ön plana çıkar. Bu makineler, metal, ahşap veya kompozit parçaların hem taban hem de yan yüzeylerini eş zamanlı veya ardışık olarak işleyerek yüzey pürüzsüzlüğünü artırır, çapak ve çizikleri giderir ve üretim hattında standart kaliteyi garanti eder. Özellikle seri üretim süreçlerinde, operatör müdahalesini minimuma indirerek üretim hızını artırması, makineleri kritik bir endüstriyel ekipman haline getirir.
Makinelerin mekanik yapısı, iş parçasını sabitleyen ve doğru pozisyonda taşıyan taşıma ve mandren sistemleri, taban ve yan zımpara üniteleri, otomatik besleme ve boşaltma mekanizmaları ile servo motor kontrollü ilerletme sistemlerinden oluşur. İş parçası makineye giriş yaptığında taşıma sistemi tarafından zımpara istasyonlarına yönlendirilir. Taban zımpara üniteleri, iş parçasının alt yüzeyine eşit basınç uygulayarak düzgün ve homojen bir yüzey elde edilmesini sağlar. Yan zımpara üniteleri ise parçanın yan yüzeylerini sabit hız ve basınçla işler; bu sayede hem taban hem de yan yüzeyler aynı hassasiyette tamamlanır. İş parçasının boyutu ve geometrisine göre zımpara diskleri ve bantları otomatik olarak ayarlanır, böylece farklı ebatlardaki parçalar tek makinede işlenebilir.
Otomasyon sistemi, makinenin verimli ve güvenli çalışmasını sağlayan kritik bir bileşendir. İş parçasının malzeme türü ve boyutuna göre zımpara disklerinin devir hızı, temas basıncı ve ilerleme hızı PLC veya merkezi kontrol birimi aracılığıyla optimize edilir. Optik, lazer veya ultrasonik sensörler, iş parçasının konumunu, yüzey temasını ve ilerleme hızını sürekli izler. Yüzey kalitesi sensörleri, zımparalanan taban ve yan yüzeyin pürüzlülüğünü ve düzlüğünü ölçer; gerektiğinde kontrol birimi, disk basıncı veya ilerleme hızını anında ayarlayarak yüzey kalitesinin tutarlı kalmasını sağlar. Sensörler sayesinde, her parça için aynı kalite ve hassasiyet elde edilir, yüksek hızlı üretim sırasında bile tekrarlanabilir sonuçlar sağlanır.
Makinenin entegre soğutma ve toz toplama sistemleri, işlem sırasında ortaya çıkan ısı ve toz partiküllerini kontrol ederek hem iş parçasının hem de makinenin ömrünü uzatır. Mikro püskürtme soğutma sistemleri, iş parçasının yüzeyini eşit şekilde soğutur, zımpara disklerinin aşırı ısınmasını önler ve malzeme yüzeyinde deformasyon oluşmasını engeller. Filtreli hava emiş ve toz toplama sistemleri, metal talaşı, ahşap tozu veya kompozit artıklarını ortamdan uzaklaştırarak hem operatör güvenliğini artırır hem de makinenin iç temizliğini korur. Bu sistemler, hem üretim kalitesini hem de makinenin uzun süreli verimli çalışmasını garanti eder.
Kademeli işlem stratejisi, taban ve yan zımpara işlemlerinin sistematik ve etkin şekilde yürütülmesini sağlar. İlk istasyonlarda iri taneli diskler veya bantlar ile yüzeydeki çizik ve düzensizlikler giderilir. Orta istasyonlarda daha ince taneli diskler ve bantlar ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince zımpara malzemesi veya polisaj diskleri ile hem taban hem de yan yüzeylerde ayna parlaklığı ve homojenlik sağlanır. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece iş parçasının malzeme türü, boyutu veya şekli fark etmeksizin tekrarlanabilir yüksek kalite elde edilir.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Zımpara disklerinin devir sayısı, ilerleme hızı, temas basıncı, macun ve soğutma sıvısı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası sapmalar veya hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır ve yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır. Makinenin performans geçmişi uzun vadeli olarak takip edilir ve üretim standartları her zaman korunur.
Makinenin bakım prosedürleri, otomatik taban ve yan zımpara makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için titizlikle uygulanmalıdır. Günlük, haftalık, aylık ve yıllık bakım programları; zımpara diskleri ve bantları, rulmanlar, taşıma ve mandren sistemleri, otomatik besleme ve boşaltma mekanizmaları ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Gelişmiş makinelerde, zımpara disklerinin ve bantlarının durumu sıcaklık ve vibrasyon sensörleri ile izlenir. Bu sensörler, aşırı ısınma veya dengesizlik durumunda operatöre uyarı verir veya makinenin otomatik olarak durmasını sağlar. İş parçasının yanlış pozisyonlanması veya taşıma sistemi arızaları, optik ve lazer sensörler aracılığıyla tespit edilerek üretim hattında herhangi bir kalite kaybı yaşanmasını engeller.
Otomatik taban ve yan zımpara makineleri, mekanik hassasiyet, otomasyon kontrolü, sensör izleme ve düzenli bakım prosedürlerinin birleşimi sayesinde modern üretim hatlarında güvenilir, yüksek verimli ve uzun ömürlü bir çözüm sunar.
Bir sonraki aşamada, sana otomatik taban ve yan zımpara makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım yöntemlerini, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu tek bir kapsamlı uzun düz yazı halinde detaylı olarak aktarabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik Metal Tel Polisaj Makinesi
Otomatik metal tel polisaj makineleri, endüstriyel üretimde metal tellerin yüzeylerini pürüzsüzleştirmek, parlaklık kazandırmak ve üretim standardını artırmak için tasarlanmış gelişmiş makineler arasında yer alır. Bu makineler, yüksek hassasiyetli polisaj işlemleri sayesinde metal tellerin yüzeyinde çizik, oksit tabakası veya yüzey düzensizliklerini giderir ve eşit parlaklık elde edilmesini sağlar. Özellikle seri üretim hatlarında operatör müdahalesini minimuma indirir, üretim hızını artırır ve tekrarlanabilir kaliteyi garanti eder.
Makinenin mekanik yapısı, telleri sabitleyen ve doğru bir eksende yönlendiren mandren veya tutucu sistemler, çok istasyonlu polisaj ve cilalama üniteleri, otomatik besleme mekanizmaları ve servo motor kontrollü ilerletme sistemlerinden oluşur. Metal teller makineye beslendikten sonra mandren veya tutucu sistemi ile sabitlenir ve sürekli bir eksende döndürülür. Polisaj diskleri veya keçe grupları iş parçasına temas eder ve tellerin yüzeyi sistematik olarak pürüzsüzleştirilir. Disk ve keçe gruplarının sertliği, devir hızı ve temas basıncı, telin çapı, malzeme türü ve istenen yüzey kalitesine göre optimize edilir.
Otomasyon sistemi, makinenin verimli ve güvenli çalışmasını sağlayan kritik bir bileşendir. Tellerin boyutu, malzeme türü ve üretim hızı gibi parametreler, PLC veya merkezi kontrol birimi aracılığıyla optimize edilir. Sensörler, telin konumunu, hareket hızını ve polisaj temasını sürekli izler. Yüzey kalitesi sensörleri, polisaj işlemi sırasında tellerin parlaklığını ve pürüzlülüğünü ölçer; gerektiğinde temas basıncı veya disk devir hızı otomatik olarak ayarlanır. Bu sayede her tel için aynı kalite ve parlaklık elde edilir ve yüksek hızlı üretim sırasında bile tekrarlanabilir sonuçlar sağlanır.
Soğutma ve temizlik sistemleri, metal tel polisaj makinelerinde kritik bir öneme sahiptir. İşlem sırasında ortaya çıkan ısı ve metal talaşları, mikro püskürtme soğutma ve filtreli toz toplama sistemleri ile kontrol edilir. Bu sistemler, hem telin yüzey özelliklerini korur hem de makinenin ve polisaj disklerinin ömrünü uzatır. Aynı zamanda operatör güvenliğini artırır ve üretim ortamının temiz kalmasını sağlar.
Kademeli polisaj stratejisi, tellerin yüzeyinin sistematik ve etkin bir şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli disk veya keçe grupları ile yüzeydeki çizik ve oksit tabakası giderilir. Orta istasyonlarda daha ince taneli diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak keçe grupları kullanılarak tellerde ayna parlaklığı elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece telin malzeme türü veya çapı fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından önemlidir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve soğutma sıvısı miktarı gibi parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası sapmalar veya hatalar önceden tespit edilir ve gerekli düzeltmeler yapılır. Bu sayede üretim verimliliği artırılır ve yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır.
Makinenin bakım prosedürleri, otomatik metal tel polisaj makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için titizlikle uygulanmalıdır. Günlük, haftalık, aylık ve yıllık bakım programları; polisaj diskleri ve keçe grupları, rulmanlar, mandren sistemi, macun ve soğutma sıvısı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Gelişmiş makinelerde, polisaj disklerinin durumu, sıcaklık ve vibrasyon sensörleri ile izlenir. Bu sensörler, aşırı ısınma veya dengesizlik durumunda operatöre uyarı verir veya makinenin otomatik olarak durmasını sağlar. İş parçasının yanlış pozisyonlanması veya mandren arızaları, optik ve lazer sensörler aracılığıyla tespit edilerek üretim hattında herhangi bir kalite kaybı yaşanması engellenir.
Otomatik metal tel polisaj makineleri, mekanik hassasiyet, otomasyon kontrolü, sensör izleme ve düzenli bakım prosedürlerinin birleşimi sayesinde modern üretim hatlarında güvenilir, yüksek verimli ve uzun ömürlü bir çözüm sunar.
İstersen bir sonraki adımda, sana otomatik metal tel polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım prosedürlerini, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu tek bir kapsamlı uzun düz yazı halinde detaylı olarak aktarabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik metal tel polisaj makineleri, endüstriyel üretim süreçlerinde özellikle yüksek hassasiyet, verimlilik ve tekrarlanabilir kalite gerektiren uygulamalarda kritik öneme sahiptir. Bu makineler, metal tellerin yüzeyini pürüzsüzleştirir, parlaklık kazandırır ve yüzeydeki çizik, oksit tabakası, çapak veya diğer düzensizlikleri sistematik olarak giderir. Seri üretim hatlarında operatör müdahalesini minimuma indirir, üretim hızını artırır ve her bir tel için standart kalite sağlar.
Makinenin mekanik yapısı, telleri doğru eksende sabitleyen mandren veya tutucu sistemler, çok istasyonlu polisaj ve cilalama üniteleri, otomatik besleme ve boşaltma mekanizmaları ile servo motor kontrollü ilerletme sistemlerinden oluşur. Metal teller makineye beslendikten sonra mandren sistemi ile sabitlenir ve sürekli bir eksende döndürülür. Polisaj diskleri, keçe veya özel macun grupları tellerin yüzeyine temas eder ve sistematik olarak pürüzsüzleştirme işlemini gerçekleştirir. Disk ve keçe gruplarının sertliği, devir hızı ve temas basıncı, telin çapı, malzeme türü ve istenen yüzey kalitesine göre PLC veya merkezi kontrol birimi aracılığıyla otomatik olarak ayarlanır. Böylece farklı çap ve malzemedeki teller tek bir makinede yüksek hassasiyetle işlenebilir.
Otomasyon sistemi, makinenin verimli ve güvenli çalışmasını sağlayan temel bileşendir. Tellerin boyutu, malzeme türü ve üretim hızı gibi parametreler kontrol birimi tarafından optimize edilir. Optik, lazer veya ultrasonik sensörler, telin konumunu, hareket hızını ve polisaj temasını sürekli izler. Yüzey kalitesi sensörleri, polisaj işlemi sırasında tellerin parlaklığını ve pürüzlülüğünü ölçer; gerektiğinde temas basıncı veya disk devir hızı otomatik olarak ayarlanır. Bu sayede her tel için aynı kalite ve parlaklık elde edilir ve yüksek hızlı üretim sırasında bile tutarlı sonuçlar sağlanır.
Soğutma ve temizlik sistemleri, metal tel polisaj makinelerinde kritik öneme sahiptir. İşlem sırasında oluşan ısı ve metal talaşları, mikro püskürtme soğutma ve filtreli toz toplama sistemleri ile kontrol edilir. Bu sistemler, hem telin yüzey özelliklerini korur hem de polisaj disklerinin ve makinenin ömrünü uzatır. Aynı zamanda operatör güvenliğini artırır ve üretim ortamının temiz kalmasını sağlar.
Kademeli polisaj stratejisi, tellerin yüzeyinin sistematik ve etkin bir şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli disk veya keçe grupları ile yüzeydeki çizik ve oksit tabakası giderilir. Orta istasyonlarda daha ince taneli diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak keçe grupları ile tellerde ayna parlaklığı ve homojenlik sağlanır. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece telin malzeme türü veya çapı fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve soğutma sıvısı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası sapmalar veya hatalar önceden tespit edilir ve gerekli düzeltmeler uygulanır. Böylece üretim verimliliği artırılır ve yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır. Makinenin performans geçmişi uzun vadeli olarak takip edilir ve üretim standartları her zaman korunur.
Bakım prosedürleri, otomatik metal tel polisaj makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için titizlikle uygulanmalıdır. Günlük, haftalık, aylık ve yıllık bakım programları; polisaj diskleri ve keçe grupları, rulmanlar, mandren sistemi, macun ve soğutma sıvısı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Gelişmiş makinelerde, polisaj disklerinin ve keçe gruplarının durumu sıcaklık ve vibrasyon sensörleri ile izlenir. Bu sensörler, aşırı ısınma veya dengesizlik durumunda operatöre uyarı verir veya makinenin otomatik olarak durmasını sağlar. İş parçasının yanlış pozisyonlanması veya mandren arızaları, optik ve lazer sensörler aracılığıyla tespit edilerek üretim hattında herhangi bir kalite kaybı yaşanması engellenir.
Otomatik metal tel polisaj makineleri, mekanik hassasiyet, otomasyon kontrolü, sensör izleme, soğutma ve toz toplama sistemleri ile düzenli bakım prosedürlerinin birleşimi sayesinde modern üretim hatlarında güvenilir, yüksek verimli ve uzun ömürlü bir çözüm sunar.
İstersen bir sonraki adımda, sana otomatik metal tel polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım prosedürlerini, otomasyon mantığını ve üretimde parametre optimizasyon yöntemlerini tek bir uzun düz yazı halinde detaylı olarak aktarabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik metal tel polisaj makineleri, endüstriyel üretim hatlarında metal tellerin yüzey kalitesini artırmak, üretim verimliliğini yükseltmek ve her bir telde tekrarlanabilir hassasiyeti sağlamak amacıyla tasarlanmış yüksek teknolojiye sahip makineler arasında yer alır. Bu makineler, tellerin yüzeyinde oluşan çizik, çapak, oksit tabakası veya diğer düzensizlikleri sistematik olarak giderir ve pürüzsüz, parlak bir yüzey elde edilmesini sağlar. Seri üretim süreçlerinde operatör müdahalesini minimuma indirerek iş gücünü optimize eder ve üretim hızını artırır. Aynı zamanda her telin yüzeyinde aynı kaliteyi garanti ederek kalite standardını yükseltir.
Makinenin mekanik tasarımı, telleri doğru eksende sabitleyen mandren veya tutucu sistemler, çok istasyonlu polisaj ve cilalama üniteleri, otomatik besleme ve boşaltma mekanizmaları ile servo motor kontrollü ilerletme sistemlerinden oluşur. Tel makineye beslendiğinde mandren sistemi ile sabitlenir ve sürekli döndürülerek polisaj istasyonlarına yönlendirilir. Polisaj diskleri, keçe grupları ve özel macun malzemeleri telin yüzeyine temas eder ve sistematik bir şekilde pürüzsüzleştirme ve parlaklık kazandırma işlemini gerçekleştirir. Disk ve keçe gruplarının sertliği, devir hızı ve temas basıncı, telin çapı, malzeme türü ve istenen yüzey kalitesine göre otomatik olarak ayarlanır; böylece farklı çap ve malzemedeki teller aynı makinede yüksek hassasiyetle işlenebilir.
Otomasyon sistemi, makinenin verimli ve güvenli çalışmasını sağlayan kritik bir bileşendir. PLC veya merkezi kontrol birimi aracılığıyla tellerin boyutu, malzeme türü ve üretim hızı optimize edilir. Optik, lazer veya ultrasonik sensörler, telin konumunu, hareket hızını ve polisaj temasını sürekli izler. Yüzey kalitesi sensörleri, polisaj işlemi sırasında tellerin parlaklığını ve pürüzlülüğünü ölçer; gerektiğinde disk devir hızı, temas basıncı veya polisaj macunu miktarı otomatik olarak ayarlanır. Bu sayede her tel için aynı kalite sağlanır ve yüksek hızlı üretim sırasında bile tutarlı sonuçlar elde edilir.
Soğutma ve temizlik sistemleri, metal tel polisaj makinelerinde kritik bir rol oynar. İşlem sırasında oluşan ısı ve metal talaşları, mikro püskürtme soğutma sistemleri ve filtreli toz toplama sistemleri ile kontrol edilir. Bu sistemler, hem telin yüzey özelliklerini korur hem de polisaj disklerinin ve keçe gruplarının ömrünü uzatır. Aynı zamanda operatör güvenliğini artırır, üretim ortamının temiz kalmasını sağlar ve makinenin uzun ömürlü çalışmasına katkıda bulunur.
Kademeli polisaj stratejisi, tellerin yüzeyinin sistematik ve etkin şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli diskler veya keçe grupları ile yüzeydeki çizik ve oksit tabakası giderilir. Orta istasyonlarda daha ince taneli diskler ile yüzey düzgünleştirilir ve pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve yumuşak keçe grupları kullanılarak tellerde ayna parlaklığı ve homojenlik elde edilir. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece telin malzeme türü, çapı veya uzunluğu fark etmeksizin tekrarlanabilir yüksek kalite sağlanır.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından önemlidir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve soğutma sıvısı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası sapmalar veya hatalar önceden tespit edilir ve gerekli düzeltmeler yapılır. Bu sayede üretim verimliliği artırılır ve yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır. Makinenin performans geçmişi uzun vadeli olarak takip edilir ve üretim standartları her zaman korunur.
Bakım prosedürleri, otomatik metal tel polisaj makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için titizlikle uygulanmalıdır. Günlük, haftalık, aylık ve yıllık bakım programları; polisaj diskleri ve keçe grupları, rulmanlar, mandren sistemi, macun ve soğutma sıvısı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Gelişmiş makinelerde, polisaj disklerinin ve keçe gruplarının durumu sıcaklık ve vibrasyon sensörleri ile izlenir. Bu sensörler, aşırı ısınma veya dengesizlik durumunda operatöre uyarı verir veya makinenin otomatik olarak durmasını sağlar. İş parçasının yanlış pozisyonlanması veya mandren arızaları, optik ve lazer sensörler aracılığıyla tespit edilerek üretim hattında herhangi bir kalite kaybı yaşanması engellenir.
Otomatik metal tel polisaj makineleri, mekanik hassasiyet, otomasyon kontrolü, sensör izleme, soğutma ve toz toplama sistemleri ile düzenli bakım prosedürlerinin birleşimi sayesinde modern üretim hatlarında güvenilir, yüksek verimli ve uzun ömürlü bir çözüm sunar. Bu makineler, endüstriyel üretimde kalite standardını yükseltirken, operatör verimliliğini artırır ve üretim maliyetlerini düşürür.
İstersen bir sonraki aşamada sana otomatik metal tel polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım prosedürlerini, otomasyon mantığını ve üretimde parametre optimizasyon yöntemlerini tek bir kapsamlı uzun düz yazı halinde detaylı olarak aktarabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik metal tel polisaj makineleri, endüstriyel üretimde tellerin yüzey kalitesini optimize etmek, üretim verimliliğini artırmak ve yüksek tekrarlanabilirlik sağlamak için tasarlanmış son teknoloji makineler arasında yer alır. Bu makineler, metal tellerin yüzeyindeki çizik, oksit tabakası, çapak, pas veya diğer düzensizlikleri sistematik olarak gidererek pürüzsüz ve homojen bir parlaklık kazandırır. Seri üretim hatlarında operatör müdahalesini minimuma indirerek iş gücünü optimize eder ve üretim hızını önemli ölçüde artırır. Aynı zamanda her telin yüzeyinde eşit kalite sağladığı için kalite standartlarının korunmasına katkıda bulunur.
Mekanik tasarım açısından bu makineler, telleri doğru eksende sabitleyen mandren veya tutucu sistemler, çok istasyonlu polisaj ve cilalama üniteleri, otomatik besleme ve boşaltma mekanizmaları ile servo motor kontrollü ilerletme sistemlerinden oluşur. Teller makineye beslendiğinde mandren sistemi ile sabitlenir ve sürekli olarak dönerek polisaj istasyonlarına yönlendirilir. Polisaj diskleri, keçe grupları veya özel macun uygulamaları tellerin yüzeyine temas eder ve sistematik bir şekilde pürüzsüzleştirme işlemi gerçekleştirir. Disk ve keçe gruplarının sertliği, devir hızı ve temas basıncı, telin çapı, malzeme türü ve istenen yüzey kalitesine göre PLC veya merkezi kontrol birimi aracılığıyla otomatik olarak ayarlanır. Bu sayede farklı çap ve malzemedeki teller aynı makinede yüksek hassasiyetle işlenebilir.
Otomasyon sistemi, makinenin verimli, güvenli ve tutarlı çalışmasını sağlayan temel bileşendir. Tellerin boyutu, malzeme türü ve üretim hızı gibi parametreler kontrol birimi tarafından optimize edilir. Optik, lazer veya ultrasonik sensörler, telin konumunu, hareket hızını ve polisaj temasını sürekli izler. Yüzey kalitesi sensörleri, polisaj işlemi sırasında tellerin parlaklığını ve pürüzlülüğünü ölçer; gerektiğinde disk devir hızı, temas basıncı veya polisaj macunu miktarı otomatik olarak ayarlanır. Bu sayede her tel için aynı kalite ve parlaklık sağlanır, yüksek hızlı üretim sırasında bile tutarlı sonuçlar elde edilir.
Soğutma ve temizlik sistemleri, metal tel polisaj makinelerinde kritik öneme sahiptir. İşlem sırasında ortaya çıkan ısı ve metal talaşları, mikro püskürtme soğutma ve filtreli toz toplama sistemleri aracılığıyla kontrol edilir. Bu sistemler hem telin yüzey özelliklerini korur hem de polisaj disklerinin, keçe gruplarının ve makinenin ömrünü uzatır. Aynı zamanda operatör güvenliğini artırır, üretim ortamının temiz kalmasını sağlar ve makinenin uzun ömürlü çalışmasına katkıda bulunur.
Kademeli polisaj stratejisi, tellerin yüzeyinin sistematik ve etkin bir şekilde işlenmesini sağlar. İlk istasyonlarda iri taneli diskler veya keçe grupları ile yüzeydeki çizik ve oksit tabakası giderilir. Orta istasyonlarda daha ince taneli diskler ile yüzey düzgünleştirilir, pürüzlülük azaltılır. Son istasyonlarda ultra ince macun ve çok yumuşak keçe grupları kullanılarak tellerde ayna parlaklığı ve homojenlik sağlanır. Sensörler, her istasyondaki yüzey kalitesini sürekli izler ve parametreleri optimize eder; böylece telin malzeme türü, çapı veya uzunluğu fark etmeksizin tekrarlanabilir yüksek kalite elde edilir.
Üretim sürecinde veri toplama ve parametre kaydı, kalite kontrol ve süreç optimizasyonu açısından kritik bir öneme sahiptir. Disk devir sayısı, ilerleme hızı, temas basıncı, macun ve soğutma sıvısı miktarı gibi tüm parametreler kaydedilir. Bu veriler kalite kontrol departmanı tarafından analiz edilir, olası sapmalar veya hatalar önceden tespit edilir ve gerekli düzeltmeler yapılır. Böylece üretim verimliliği artırılır, yüksek hassasiyet gerektiren uygulamalarda sürekli kalite sağlanır ve makinenin performans geçmişi uzun vadeli olarak takip edilir.
Bakım prosedürleri, otomatik metal tel polisaj makinelerinin uzun ömürlü, güvenli ve verimli çalışmasını sağlamak için titizlikle uygulanmalıdır. Günlük, haftalık, aylık ve yıllık bakım programları; polisaj diskleri ve keçe grupları, rulmanlar, mandren sistemi, macun ve soğutma sıvısı besleme sistemleri ile sensör kalibrasyonlarını kapsar. Önleyici bakım, olası arızaları minimize eder, üretim hattında sürekli yüksek kaliteyi garanti eder ve makinenin operasyonel verimliliğini artırır.
Gelişmiş makinelerde, polisaj disklerinin ve keçe gruplarının durumu sıcaklık ve vibrasyon sensörleri ile izlenir. Bu sensörler, aşırı ısınma veya dengesizlik durumunda operatöre uyarı verir veya makinenin otomatik olarak durmasını sağlar. İş parçasının yanlış pozisyonlanması veya mandren arızaları, optik ve lazer sensörler aracılığıyla tespit edilerek üretim hattında herhangi bir kalite kaybı yaşanması engellenir.
Otomatik metal tel polisaj makineleri, mekanik hassasiyet, otomasyon kontrolü, sensör izleme, soğutma ve toz toplama sistemleri ile düzenli bakım prosedürlerinin birleşimi sayesinde modern üretim hatlarında güvenilir, yüksek verimli ve uzun ömürlü bir çözüm sunar. Bu makineler, endüstriyel üretimde kalite standartlarını yükseltirken operatör verimliliğini artırır, üretim maliyetlerini düşürür ve seri üretimde tutarlı sonuçlar elde edilmesini sağlar.
Bir sonraki adımda sana, otomatik metal tel polisaj makinelerinde kullanılan tüm sensör tiplerini, görevlerini, kalibrasyon ve bakım prosedürlerini, otomasyon mantığını ve yüksek hızlı üretimde parametre optimizasyonunu tek bir kapsamlı uzun düz yazı halinde detaylı olarak aktarabilirim, böylece metin hem mühendislik kullanım kılavuzu hem de kapsamlı bakım ve optimizasyon rehberi seviyesine ulaşır.
Otomatik Çok Fonksiyonlu Polisaj ve Zımpara Makinesi

Otomatik çok fonksiyonlu polisaj ve zımpara makineleri, metal, ahşap, plastik veya kompozit yüzeylerde farklı aşamalardaki yüzey işlemlerini tek bir gövdede birleştiren, yüksek verimlilik ve esneklik sağlayan gelişmiş üretim makineleridir. Bu makineler, üretim hattında hem zımpara hem de polisaj işlemlerini ardışık veya bağımsız olarak gerçekleştirebilir; böylece operatörlerin farklı makineler arasında parça aktarmasına gerek kalmadan yüzey işlemleri tek döngüde tamamlanır. Çok fonksiyonlu yapısı sayesinde kaba yüzey temizlemeden ince polisaja, çapak almadan ayna parlaklığına kadar geniş bir işlem yelpazesi sunar ve üretim süresini ciddi ölçüde kısaltır.
Makinenin tasarımı, farklı işlevleri modüler şekilde bir araya getirecek şekilde yapılmıştır. İlk istasyonlarda genellikle farklı sertliklerde ve aşındırıcılıklarda zımpara bantları veya taşlama diskleri bulunur. Bu kısım, yüzeydeki çapak, oksit tabakası, kaynak izleri veya diğer pürüzleri hızlıca giderir. Orta istasyonlarda daha ince taneli zımpara bantları veya diskler kullanılarak yüzeyin düzgünleşmesi sağlanır. Son istasyonlarda ise keçe, pamuk veya özel kompozit disklerle birlikte polisaj macunları kullanılır; böylece yüzey, istenen parlaklık ve homojenlik seviyesine ulaştırılır. İhtiyaç halinde makineler, otomatik macun püskürtme ve dozajlama sistemleriyle donatılarak farklı yüzeylerde uygun kimyasalın doğru miktarda uygulanmasını sağlar.
Kontrol sistemi, bu makinelerin çok fonksiyonlu yapısının en kritik bileşenlerinden biridir. PLC tabanlı kontrol üniteleri, her istasyondaki disk hızını, temas basıncını, ilerleme hızını ve macun dozajını ayrı ayrı ayarlayabilir. Bu sayede makine, farklı malzemeler ve yüzey gereksinimlerine göre önceden tanımlanmış programlarla otomatik olarak çalıştırılabilir. Operatör, dokunmatik panel üzerinden ürün tipine göre program seçimi yapar ve makine tüm parametreleri otomatik olarak optimize eder. Aynı zamanda sensörler, yüzeyin işlenme durumunu sürekli takip eder ve kaliteyi garanti altına alır.
Otomatik çok fonksiyonlu polisaj ve zımpara makinelerinde güvenlik ve temizlik sistemleri de büyük önem taşır. İşlem sırasında oluşan toz, talaş ve polisaj macunu kalıntıları, yüksek güçlü emiş ve filtreleme sistemleri ile ortadan kaldırılır. Ayrıca ısı birikimini önlemek için sıvı veya hava soğutmalı sistemler devreye girer. Bu özellikler hem makine bileşenlerinin ömrünü uzatır hem de operatör sağlığını korur.
Bakım açısından bu makineler, çok fonksiyonlu yapıları nedeniyle daha sistematik bir yaklaşım gerektirir. Zımpara bantlarının aşınma durumları, polisaj disklerinin deformasyonu, macun püskürtme nozullarının temizliği ve sensör kalibrasyonları belirli periyotlarla yapılmalıdır. Düzenli bakım, üretim hattında kalite kaybını önlerken makinenin uzun ömürlü ve yüksek performanslı çalışmasını garanti eder.
Endüstriyel ölçekte, otomatik çok fonksiyonlu polisaj ve zımpara makineleri özellikle otomotiv, beyaz eşya, metal işleme, mutfak eşyaları ve mobilya sektörlerinde yaygın olarak kullanılmaktadır. Aynı makine üzerinde hem kaba hem ince işlem yapabilme özelliği, bu sektörlerde üretim hızını artırmakta, maliyetleri düşürmekte ve kalite standartlarını yükseltmektedir.
Kısacası, otomatik çok fonksiyonlu polisaj ve zımpara makineleri; esneklik, hız, yüksek kalite, düşük iş gücü maliyeti ve tek seferde tam yüzey işleme kabiliyeti ile modern endüstriyel üretimde vazgeçilmez bir konuma sahiptir.
Otomatik çok fonksiyonlu polisaj ve zımpara makineleri, endüstride üretim kalitesini artıran ve işçilik maliyetlerini azaltan en gelişmiş yüzey işleme çözümleri arasında yer alır. Bu makineler yalnızca bir yüzeyi parlatmak ya da pürüzsüz hale getirmekle kalmaz, aynı zamanda üretim hattındaki farklı işlemleri tek bir makinede birleştirerek zamandan tasarruf sağlar. Böylece farklı makinelerde sırayla yapılması gereken işlemler tek döngüde, aynı hat üzerinde tamamlanabilir. Bu özelliği sayesinde üretim hattının kesintisiz, daha düzenli ve daha hızlı işlemesini mümkün kılar.
Makinenin en büyük avantajlarından biri çok istasyonlu ve modüler yapısıdır. Her istasyon farklı bir görevi yerine getirecek şekilde tasarlanır. Örneğin ilk istasyonlarda kaba zımparalama yapılırken, ikinci istasyonda daha ince zımpara devreye girer. Üçüncü aşamada, özel keçeler veya pamuk disklerle parlatma uygulanır. Daha ileri seviyelerde ise yüzeye ayna parlaklığı kazandıracak son polisaj yapılır. Bu süreç, malzemenin türüne ve istenen kaliteye göre tamamen programlanabilir. Paslanmaz çelik, alüminyum, pirinç, bakır veya farklı alaşımlar üzerinde çalışabilen bu makineler, her malzeme için farklı işlem kombinasyonlarını otomatik olarak ayarlayabilir.
Kullanım kolaylığı açısından, PLC tabanlı otomasyon sistemleri makinenin en kritik bileşenleri arasındadır. Dokunmatik kontrol panelleri üzerinden operatör, hangi ürünün işleneceğini seçer ve tüm parametreler otomatik olarak optimize edilir. Zımpara bantlarının hızı, disklerin dönüş devri, temas basıncı, iş parçasının ilerleme hızı ve polisaj macunu uygulaması gibi detaylı ayarlar tek bir ekrandan yönetilir. Ayrıca makinelerde bulunan sensörler, işlenen yüzeyin durumunu anlık olarak izler ve gerektiğinde sistem otomatik düzeltmeler yapar. Bu sayede her parçada aynı kalite ve tutarlılık sağlanır.
Makine yalnızca üretim sürecini değil, iş güvenliği ve çevresel faktörleri de dikkate alacak şekilde tasarlanmıştır. Polisaj ve zımpara işlemleri sırasında oluşan metal tozları, talaş parçacıkları ve kimyasal macun kalıntıları güçlü emiş sistemleriyle ortamdan uzaklaştırılır. Filtreleme üniteleri, havaya karışabilecek zararlı partikülleri tutarak hem operatörün sağlığını korur hem de üretim ortamının temiz kalmasını sağlar. Ayrıca yüksek hızda çalışan disklerin yarattığı ısı birikimi, soğutma sistemleriyle kontrol altında tutulur. Bu sistemler genellikle su, yağ veya basınçlı hava soğutmalı olup, hem yüzey kalitesini artırır hem de makinenin uzun ömürlü olmasını sağlar.
Endüstriyel anlamda otomatik çok fonksiyonlu polisaj ve zımpara makineleri, farklı sektörlerde geniş bir kullanım alanına sahiptir. Otomotiv endüstrisinde araçların kaporta, jant, egzoz veya iç dekorasyon parçalarının yüzey kalitesini artırmada; beyaz eşya üretiminde çamaşır makinesi kazanları, buzdolabı parçaları ve mutfak ekipmanlarının pürüzsüzleştirilmesinde; mutfak eşyaları sektöründe ise tencere, tava, çatal-bıçak gibi ürünlerin parlak ve estetik hale getirilmesinde yaygın olarak tercih edilmektedir. Ayrıca mobilya sektöründe metal aksamların, savunma sanayinde silah parçalarının, medikal sektöründe ise cerrahi aletlerin yüzey işleminde kritik bir rol oynar.
Bakım tarafında ise bu makineler, çok işlevli yapıları sebebiyle düzenli olarak kontrol edilmelidir. Zımpara bantlarının aşınması, polisaj disklerinin deformasyonu, macun püskürtme sistemlerinin tıkanması veya sensörlerin kalibrasyon ihtiyacı gibi durumlar üretim kalitesini doğrudan etkiler. Bu nedenle bakım planları önceden hazırlanmalı ve periyodik aralıklarla uygulanmalıdır. Böylece makine, uzun süre boyunca aynı performansı ve kaliteyi garanti eder.
Sonuç olarak otomatik çok fonksiyonlu polisaj ve zımpara makineleri, tek makinede birden fazla işlevi birleştirmesi, yüksek hassasiyetle çalışması, otomatik kontrol sistemleriyle üretim hatlarını kolaylaştırması ve farklı sektörlerde geniş kullanım alanı bulması sayesinde günümüz endüstrisinin en önemli yüzey işleme çözümlerinden biri haline gelmiştir.
Otomatik çok fonksiyonlu polisaj ve zımpara makineleri, klasik tek fonksiyonlu yüzey işleme makinelerinin çok ötesine geçen, ileri teknoloji ürünü sistemlerdir. Geleneksel polisaj makinelerinde operatörün sürekli müdahalesi gerekirken ve her bir işlem için farklı makinelerin kullanılması zorunlu olurken, bu modern makineler bütün süreci tek bir gövde içerisinde birleştirerek üretimde büyük kolaylık sağlar. Zımparalama, pürüz giderme, yüzey düzeltme, kaba ve ince polisaj gibi işlemlerden son parlaklık verme aşamasına kadar her şey ardışık olarak ve otomatik şekilde yapılır. Bu yapı sayesinde operatörün fiziksel müdahalesi en aza iner, hata payı düşer, iş güvenliği artar ve üretimde standart kalite elde edilir.
Özellikle seri üretim yapan fabrikalarda, çok fonksiyonlu yapı büyük bir avantajdır. Örneğin bir mutfak eşyası üreticisi düşünelim; bir tencerenin üretiminde önce yüzeydeki kalıp izlerinin zımparalanması, sonra orta parlaklık verilmesi ve sonrasında ayna parlaklığı kazandırılması gerekir. Klasik yöntemlerde her aşama için iş parçası farklı makinelerden geçirilmek zorundayken, otomatik çok fonksiyonlu sistemlerde tencere ilk istasyona girer ve çıktığında tamamen bitmiş, parlak ve satılmaya hazır bir ürün haline gelir. Bu hem zaman kaybını hem de üretim maliyetlerini ciddi oranda azaltır.
Bununla birlikte bu makinelerin sağladığı bir başka önemli katkı da hassasiyet ve tekrar edilebilirliktir. İnsan eliyle yapılan polisaj işlemleri ürünler arasında farklılıklar yaratabilir; bazı parçalar daha parlak olurken bazıları daha mat kalabilir. Ancak otomatik çok fonksiyonlu sistemlerde parametreler sabitlenir ve her parça aynı şekilde işlenir. Zımpara bantlarının hızı, disklerin dönüş devri, baskı kuvveti ve iş parçasının ilerleme hızı gibi tüm detaylar bilgisayar kontrollü şekilde ayarlanır. Bu da üretimde kalite tutarlılığı sağlar.
Bu makineler ayrıca esneklikleriyle öne çıkar. Tek bir makine, farklı malzemelere ve farklı parça türlerine kolayca uyum sağlayabilir. Paslanmaz çelikten alüminyuma, pirinçten bakıra kadar pek çok metale uygun işlem modları vardır. Parça boyutu küçük bir kaşık da olabilir, büyük bir kazan gövdesi de… Modüler tasarımları sayesinde istasyonlar eklenebilir, çıkarılabilir veya yeniden yapılandırılabilir. Böylece aynı makine farklı ürün gruplarında kullanılabilir ve yatırımın geri dönüş süresi kısalır.
İş güvenliği ve çevresel avantajları da göz ardı edilemez. Polisaj ve zımpara sırasında ortaya çıkan toz, çapak ve metal partikülleri gelişmiş aspirasyon sistemleriyle toplanır. Bu hem operatör sağlığını korur hem de üretim ortamının temiz kalmasını sağlar. Ayrıca otomatik soğutma sistemleri, yüzeyde aşırı ısınmayı önler ve işlenen parçanın kalitesini düşürmeden işlemin devam etmesini sağlar. Kimyasal polisaj macunlarının uygulanması da otomatik püskürtme sistemleriyle kontrollü şekilde yapıldığından israf engellenir. Bu da hem maliyetleri azaltır hem de çevreye daha az kimyasal atık bırakılmasını sağlar.
Sonuçta otomatik çok fonksiyonlu polisaj ve zımpara makineleri, endüstride zaman, işçilik, kalite, güvenlik ve çevresel sorumluluk açısından önemli kazanımlar sunar. Onlar yalnızca yüzey işleme makineleri değil, aynı zamanda modern üretim hatlarının merkezinde yer alan akıllı çözümlerdir. Özellikle rekabetin yoğun olduğu sektörlerde, ürünün estetik görünümü kadar üretim maliyeti ve hız da kritik önemdedir. Bu makineler ise tüm bu ihtiyaçlara aynı anda cevap vererek işletmelerin pazarda avantajlı konuma geçmesini sağlar.
Otomatik çok fonksiyonlu polisaj ve zımpara makineleri, üretim endüstrisinin farklı alanlarında en çok tercih edilen teknolojilerden biri haline gelmiştir. Bu makinelerin en dikkat çeken özelliği, tek bir gövde üzerinde birden fazla işlemi sırayla ve birbirini tamamlayacak şekilde yapabilmesidir. Zımpara ile yüzeyin ilk kaba temizliği yapılır, daha sonra ince aşındırıcılarla pürüzsüzlük sağlanır, polisaj diskleriyle parlatma uygulanır ve son aşamada ayna parlaklığı kazandırılır. Bütün bu işlemler ardışık istasyonlarda otomatik olarak gerçekleşir. Böylece bir iş parçası makineye girdiği anda yüzeyindeki çapaklardan, çiziklerden ve kusurlardan tamamen arındırılmış, estetik açıdan göz alıcı ve kullanılmaya hazır bir ürün olarak çıkar. Bu durum, özellikle seri üretim yapan fabrikalar için son derece büyük bir verimlilik sağlar.
Endüstride en çok öne çıkan faydalardan biri, zaman yönetimi ve üretim hızıdır. Klasik yöntemlerde, yüzey işleme sırasında parçalar tek tek farklı makinelerden geçirilir ya da elle müdahale edilmesi gerekir. Bu da zaman kaybına ve işçilik maliyetinin artmasına yol açar. Ancak çok fonksiyonlu otomatik makinelerde tüm süreç tek bir makine hattında tamamlandığından üretim süresi ciddi şekilde kısalır. Ayrıca aynı makine farklı ürün türlerinde kullanılabildiği için, fabrikalar birden fazla makine yatırımı yapmak zorunda kalmaz. Tek bir makine, hem zımparalama hem de polisaj işlerini üstlendiği için üretim alanından da tasarruf sağlanır.
Bu makinelerin sunduğu bir başka önemli avantaj, standart kalite ve hassasiyet konusudur. İnsan eliyle yapılan işlemler, her ne kadar usta işçilerin deneyimine dayansa da, ürünler arasında farklılık yaratabilir. Örneğin bazı parçalar daha parlak, bazıları daha mat olabilir veya yüzeyde mikro çizikler kalabilir. Otomatik çok fonksiyonlu sistemlerde ise tüm parametreler bilgisayar tarafından kontrol edilir; zımpara bandının hızı, disklerin dönüş devri, basınç kuvveti, parça ilerleme hızı gibi tüm detaylar otomatik olarak ayarlanır. Böylece çıkan her ürün birbiriyle aynı kaliteye sahip olur, hata oranı minimuma iner ve müşteri beklentilerini karşılayan bir üretim standardı yakalanır.
Ayrıca bu makineler, esnek yapılarıyla da dikkat çeker. Üretimde sadece tek tip parça değil, farklı boyutlarda ve malzemelerde çok çeşitli ürünler işlenebilir. Paslanmaz çelik, alüminyum, pirinç ve bakır gibi metallerin yanı sıra, bazı modeller plastik ve kompozit yüzeylerde de kullanılabilir. Bunun yanında, makinenin istasyonları modüler yapıda olduğu için ihtiyaca göre yeni üniteler eklenebilir, mevcut olanlar değiştirilebilir. Örneğin yalnızca kaba zımpara ve parlatma istasyonlarıyla başlayan bir makine, ilerleyen dönemde ince polisaj veya özel kimyasal macun uygulama üniteleriyle genişletilebilir. Bu özellik, işletmelerin büyüyen ihtiyaçlarına esnek çözümler sunar.
İş güvenliği de bu makinelerin en önemli özelliklerinden biridir. Manuel polisaj sırasında ortaya çıkan metal tozları ve çapaklar operatörler için sağlık riski oluşturur. Ancak bu makinelerde gelişmiş aspirasyon ve filtreleme sistemleri bulunur, böylece ortaya çıkan partiküller otomatik olarak toplanır ve ortam havası temiz kalır. Ayrıca yüzey işlem sırasında aşırı ısınma olmasını engellemek için otomatik soğutma sistemleri devreye girer. Bu sayede hem ürün yüzeyinde deformasyon yaşanmaz hem de çalışan güvenliği korunur.
Çevresel etkiler açısından da önemli bir avantaj vardır. Polisaj macunlarının veya kimyasal parlatıcıların kullanımı, otomatik püskürtme sistemleri sayesinde kontrollü biçimde yapılır. Gereksiz fazla kullanım önlenir ve kimyasal israfı düşer. Bu da hem maliyetleri azaltır hem de çevreye verilen zararı minimuma indirir. Uzun vadede, bu tür makineler işletmelerin sürdürülebilir üretim hedeflerine ulaşmasına yardımcı olur.
Sonuç olarak otomatik çok fonksiyonlu polisaj ve zımpara makineleri, modern üretim anlayışının en verimli araçlarından biridir. Zaman tasarrufu, düşük işçilik maliyeti, yüksek kalite standardı, esneklik, güvenlik ve çevresel duyarlılık gibi çok yönlü avantajlar sağlar. Endüstride her geçen gün daha fazla tercih edilmesinin nedeni de budur.
Otomatik çok fonksiyonlu polisaj ve zımpara makineleri, sanayide kullanılan en gelişmiş yüzey işleme sistemlerinden biri olarak öne çıkmaktadır. Bu makineler, metal veya farklı yüzeylerde işlem yaparken hem iş gücünü azaltmakta hem de kaliteyi standart hale getirmektedir. Klasik yöntemlerde işçiler parçaları tek tek polisaj tezgâhına götürmek, elle zımparalamak ya da çeşitli aşındırıcı disklerle çalışmak zorundayken, bu makineler sayesinde aynı işlem tamamen otomatik olarak gerçekleşmektedir. Böylece insan müdahalesinden kaynaklanabilecek dalgalanmalar, yüzeydeki tutarsızlıklar ya da kalite farkları ortadan kalkar. Seri üretimde her parça, aynı hassasiyet ve aynı parlaklık derecesiyle çıkar. Bu da özellikle müşteri beklentilerinin yüksek olduğu endüstrilerde büyük bir avantaj sağlar.
Bu makinelerin tasarımında en önemli noktalarından biri, çok fonksiyonlu çalışma kabiliyetidir. Tek bir gövdede farklı istasyonlar yer alır ve her istasyon belirli bir işleme odaklanır. İlk aşamada kaba zımparalama yapılırken yüzeydeki pas, çapak, kaynak izleri veya üretim sırasında oluşan deformasyonlar temizlenir. Ardından daha ince zımpara bantlarıyla pürüzsüzlük sağlanır. Bu işlemden sonra devreye polisaj üniteleri girer ve yüzey giderek daha parlak bir hale getirilir. Son aşamada ise ayna parlaklığı sağlayan özel polisaj diskleri veya macun uygulama sistemleri kullanılır. Tüm bu aşamalar, parçanın boyutuna ve yüzey türüne uygun şekilde ayarlanabilmektedir. Böylece bir makine yalnızca tek tip ürün için değil, çok farklı ürün çeşitleri için kullanılabilir.
Özellikle otomotiv sektöründe bu makinelerin önemi çok büyüktür. Araçların kaporta panelleri, tamponlar, kapı kolları, paslanmaz çelik aksesuarlar ya da alüminyum alaşımlı parçalar yüksek yüzey kalitesi gerektirir. Çünkü otomotivde sadece sağlamlık değil, aynı zamanda estetik görünüm de önemlidir. Çok fonksiyonlu polisaj ve zımpara makineleri, bu parçaların pürüzsüzlüğünü ve parlaklığını sağlayarak boyaya hazır hale getirir. Ayrıca krom kaplama öncesi yapılan yüzey işlemlerinde de büyük bir kolaylık sunar.
Mutfak eşyası üretiminde de bu makinelerin kullanımı giderek artmaktadır. Çelik tencere, tava, çatal, bıçak, tepsi gibi ürünlerde hem hijyenik hem de estetik bir yüzey elde etmek önemlidir. El ile yapılan polisaj işlemleri hem zaman alıcıdır hem de ürünler arasında farklılık yaratabilir. Oysa otomatik çok fonksiyonlu makinelerde her ürün aynı standartta işlenir. Bu sayede hem göz alıcı parlaklık elde edilir hem de yüzeyde bakteri tutunmasını önleyecek düzgünlük sağlanır.
Medikal sektöründe cerrahi aletler, implantlar, paslanmaz çelik veya titanyum malzemelerden üretilir. Bu ürünlerin yüzeyinde en ufak bir pürüz dahi sterilizasyon açısından sorun yaratabilir. Bu nedenle çok hassas bir yüzey işleme süreci gerekir. Çok fonksiyonlu otomatik makineler, bu hassasiyeti sağlamak için devreye girer. Cerrahi aletlerin polisajında hem kusursuz pürüzsüzlük hem de dayanıklı parlaklık elde edilir. Böylece medikal ürünler uzun süre dayanıklı ve güvenli şekilde kullanılabilir.
Mobilya ve dekorasyon alanında da bu makineler kendine yer bulmuştur. Metal ayaklı masalar, sandalye iskeletleri, dekoratif borular ve korkuluklar bu makineler sayesinde kusursuz bir yüzeye kavuşur. Özellikle paslanmaz çelik dekoratif ürünlerde homojen parlaklık çok önemlidir. İnsan eliyle yapılan polisajda yüzeyde izler kalabilirken, otomatik sistemlerde bu sorun ortadan kalkar.
Ayrıca bu makineler sadece üretim kalitesini artırmakla kalmaz, iş güvenliği açısından da önemli faydalar sağlar. Manuel polisajda çalışanlar sürekli titreşimli aletlerle temas halindedir, metal tozlarına maruz kalır ve yüksek gürültü ortamında çalışır. Oysa otomatik makineler tüm süreci kapalı bir kabin içerisinde gerçekleştirir. Toz toplama ve filtreleme sistemleri sayesinde ortam temiz kalır, otomatik kontrol sistemleri ise aşırı yüklenme veya parça sıkışması gibi durumlarda makineyi kendiliğinden durdurur. Bu özellikler hem işçi sağlığını korur hem de makinelerin uzun ömürlü kullanılmasını sağlar.
Enerji verimliliği de dikkate alınması gereken bir noktadır. Yeni nesil otomatik polisaj ve zımpara makineleri, akıllı kontrol üniteleri sayesinde yalnızca ihtiyaç duyulan kadar enerji harcar. Boşta çalışırken düşük güç moduna geçer, üretim sırasında optimum hız ve basınç ayarıyla enerji kullanımını dengeler. Bu da işletmelerin uzun vadede maliyetlerini azaltır.
Sonuç olarak otomatik çok fonksiyonlu polisaj ve zımpara makineleri, endüstriyel üretimde kalite, hız, güvenlik ve verimlilik konularında büyük avantajlar sağlar. Hem küçük atölyelerde hem de büyük fabrikalarda kullanılabilecek bu makineler, modern üretim anlayışının ayrılmaz bir parçası haline gelmiştir. Ürünlerin pazar değerini artırmak, müşteri memnuniyetini sağlamak ve rekabet avantajı elde etmek isteyen her işletme için bu makineler güçlü bir yatırım seçeneği sunmaktadır.
Otomatik Endüstriyel Zımpara Hattı
Otomatik endüstriyel zımpara hattı, özellikle seri üretim yapan işletmelerin en kritik yüzey işleme çözümlerinden biri olarak öne çıkar. Bu hatlar, tek bir makineden ziyade birbirine bağlı ve uyumlu şekilde çalışan birden fazla zımpara istasyonunun birleşiminden oluşur. Amaç, parçaların hattan sürekli ve kesintisiz bir şekilde geçmesini sağlamak, üretim süresini kısaltmak, insan müdahalesini en aza indirgemek ve her üründe aynı kaliteyi garanti etmektir.
Klasik yöntemlerde zımparalama işlemi genellikle tekli makineler veya elle kullanılan zımpara aletleri ile yapılırken, bu durum hem zaman kaybına yol açar hem de ürünler arasında kalite farklılıkları oluşturur. Otomatik zımpara hatlarında ise ürünler konveyör bantlar, döner sistemler veya robotik kollar aracılığıyla işlem alanına taşınır. Her istasyon belirli bir yüzey işleme görevine odaklanır. Örneğin, ilk istasyonda kaba zımparalama yapılarak yüzeydeki çapaklar ve üretimden kaynaklı pürüzler alınır. Sonraki istasyonlarda daha ince zımpara aşamaları uygulanır ve yüzey giderek daha düzgün hale getirilir. En son aşamada ise parlatmaya hazır, düzgün ve estetik bir yüzey elde edilir.
Otomatik endüstriyel zımpara hatlarının en büyük avantajlarından biri yüksek üretim kapasitesidir. Tek bir vardiyada yüzlerce veya binlerce parça, insan eli değmeden zımparalanabilir. Bu durum özellikle metal mutfak eşyaları, beyaz eşya parçaları, otomotiv yan sanayi ürünleri, mobilya iskeletleri, inşaat sektöründe kullanılan alüminyum ve çelik profiller, hatta havacılık ve savunma sanayisine yönelik hassas parçalar için büyük önem taşır.
Bu hatların bir diğer öne çıkan özelliği esnekliktir. İhtiyaca göre farklı ürün boyutlarına ve yüzey yapılarına uygun ayarlamalar yapılabilir. Modern hatlarda dokunmatik ekranlı kontrol panelleri bulunur ve operatörler burada işlem sırasını, bant hızını, zımpara basıncını veya kullanılacak aşındırıcı tipini kolayca değiştirebilir. Böylece tek bir hat üzerinden hem büyük ebatlı metal levhalar hem de küçük hassas parçalar işlenebilir.
İş güvenliği açısından da önemli faydalar sunar. Manuel zımparalama sırasında oluşan toz, kıvılcım, aşırı gürültü ve titreşim işçiler için ciddi sağlık riskleri doğurur. Otomatik zımpara hatları kapalı kabinlerde çalışır ve gelişmiş toz toplama sistemleriyle metal tozlarını vakumlayarak filtreler. Böylece çalışma ortamı temiz kalır ve çalışanlar doğrudan riskle karşılaşmaz. Ayrıca acil durdurma butonları, otomatik kilitleme sistemleri ve sensörlerle donatıldığından olası kazaların önüne geçilir.
Enerji verimliliği de bu hatların dikkat çeken yönlerinden biridir. Akıllı motor kontrol sistemleri, yalnızca ihtiyaç kadar enerji tüketir. Boşta çalışan istasyonlar düşük güç moduna geçebilir, bu da işletmelere uzun vadede büyük maliyet avantajı sağlar. Ayrıca zımpara bantlarının ve disklerinin kullanım ömrü sensörler aracılığıyla takip edilir, böylece aşındırıcı malzemeler en verimli şekilde değerlendirilir.
Bakım kolaylığı da göz ardı edilmemesi gereken bir avantajdır. Zımpara hattındaki her istasyon modüler yapıda tasarlandığından gerektiğinde kolayca sökülüp değiştirilebilir. Otomatik yağlama sistemleri, aşındırıcı bant değiştirme kolaylıkları ve arıza uyarı sistemleri sayesinde duruş süreleri minimuma indirilir.
Sonuç olarak otomatik endüstriyel zımpara hattı, seri üretimde kalite, hız ve güvenilirlik isteyen işletmeler için stratejik bir çözümdür. Her parçayı aynı standartta işleyerek pazarda güvenilirlik sağlar, işçilik maliyetlerini düşürür, üretim sürelerini kısaltır ve nihai ürünün estetik değerini artırır. Bu nedenle modern sanayide, ister küçük atölyeler ister dev fabrikalar olsun, otomatik zımpara hatları giderek vazgeçilmez hale gelmektedir.
Otomatik endüstriyel zımpara hattı, yalnızca yüzey işlemede hız ve verimlilik sağlayan bir sistem olmakla kalmaz, aynı zamanda modern üretim dünyasının değişen ihtiyaçlarına uyum sağlayabilen dinamik bir altyapı sunar. Bu tür hatların kurulumu ve kullanımı, fabrikaların ve üretim atölyelerinin rekabet gücünü artırır çünkü her ürünün aynı kalite standardında çıkmasını garanti eder. Manuel işlemlerde ortaya çıkabilecek insan hataları, dalgalı kalite seviyeleri veya zaman kayıpları, otomatik sistemlerle ortadan kaldırılır. Özellikle büyük üretim hacmine sahip işletmeler için tek bir parçanın bile hatalı çıkması, tüm üretim hattının verimliliğini ve müşteri memnuniyetini olumsuz etkileyebilir. Otomatik sistemler, hassas ölçüm ve kontrol mekanizmaları sayesinde bu riskleri minimize eder.
Bu hatların yapısı modülerdir; yani ihtiyaca göre eklenip çıkarılabilen istasyonlardan oluşur. Örneğin sadece kaba zımparalama yapılması gereken üretimlerde hat kısa tutulabilirken, hem kaba zımparalama, ince zımparalama hem de parlatma aşamalarının gerekli olduğu üretimlerde uzun ve çok istasyonlu hatlar tercih edilir. Böylece işletme, üretim hacmine, ürün çeşitliliğine veya müşteri beklentilerine göre hattı kolayca uyarlayabilir. Modüler yapı aynı zamanda bakım ve onarım süreçlerini de kolaylaştırır; herhangi bir istasyonda sorun çıkarsa tüm hattın durmasına gerek kalmaz, ilgili kısım sökülerek tamir edilir ve üretim kısa süre içinde devam eder.
Teknolojik gelişmeler sayesinde otomatik zımpara hatları artık sadece mekanik olarak değil, aynı zamanda yazılım destekli çalışmaktadır. Dokunmatik ekranlı PLC kontrol sistemleri, hattın tüm parametrelerini anlık olarak takip eder. Örneğin bant hızının düşürülmesi gerektiğinde sistem bunu otomatik algılayabilir ve kendiliğinden ayarlama yapabilir. Aşındırıcı bantların ömrü dolduğunda veya değişim zamanı yaklaştığında operatöre uyarı verir. Böylece gereksiz duruşların önüne geçilir ve sürekli üretim akışı sağlanır. Gelişmiş sensörler, her parçanın yüzey durumunu kontrol edebilir ve gerekirse farklı istasyonlarda farklı yoğunlukta işlem yapılmasını mümkün kılar. Bu da her ürünün ihtiyacına uygun en ideal yüzey kalitesine ulaşmasını sağlar.
Endüstriyel zımpara hatlarının önemli bir avantajı da enerji tasarrufu sağlamalarıdır. Modern motor sistemleri ve akıllı kontrol mekanizmaları sayesinde sadece gerekli olan enerji kullanılır, boşta çalışan istasyonlar düşük enerji moduna alınır. Ayrıca aşındırıcı bantların kullanım ömrü optimize edilerek malzeme israfı önlenir. Uzun vadede bu sistemler, ilk yatırım maliyetini fazlasıyla telafi edecek ölçüde işletmelere tasarruf sağlar.
Günümüzde bu hatlar sadece metal işleme sektöründe değil, mobilya, plastik, cam ve hatta seramik gibi farklı endüstrilerde de kullanılmaya başlanmıştır. Özellikle mobilya sektöründe ahşap yüzeylerin pürüzsüzleştirilmesi, cam sektöründe kenarların güvenli hale getirilmesi, otomotiv sektöründe kaporta parçalarının hazırlanması ve savunma sanayisinde yüksek hassasiyet isteyen parçaların yüzey kalitesinin artırılması gibi çok geniş kullanım alanlarına sahiptir.
İş güvenliği açısından da otomatik sistemler oldukça değerlidir. Kapalı kabinlerde çalışan ve toz toplama sistemleriyle donatılan bu hatlar, işçilerin toz, gürültü ve titreşim gibi risklerle karşılaşmasını büyük ölçüde önler. Ayrıca acil durum butonları, sensör destekli güvenlik mekanizmaları ve otomatik kilitleme sistemleri ile olası kazaların önüne geçilir. İnsan faktörünün risk oluşturabileceği durumlarda, makineler devreye girerek operatörleri uyarır veya sistemi güvenlik moduna alır.
Geleceğe bakıldığında otomatik zımpara hatlarının robot teknolojileriyle entegre edilmesi giderek yaygınlaşmaktadır. Robotik kollar sayesinde parçaların hattan alınıp bir sonraki işleme aktarılması veya farklı açılarda zımparalanması mümkün hale gelmektedir. Bu, özellikle karmaşık geometrilere sahip parçaların işlenmesinde büyük kolaylık sağlar. Ayrıca yapay zekâ destekli sistemler, üretim sürecinde elde edilen verileri analiz ederek hangi aşamada iyileştirme yapılması gerektiğini tespit eder. Böylece üretim sadece daha hızlı değil, aynı zamanda daha akıllı hale gelir.
Özetle, otomatik endüstriyel zımpara hattı, yalnızca bir yüzey işleme sistemi değil, modern endüstrinin sürdürülebilir üretim anlayışını destekleyen stratejik bir teknolojidir. Yüksek kalite, düşük maliyet, güvenli çalışma ortamı ve esnek üretim imkânı sunması sayesinde hem bugünün hem de geleceğin üretim tesislerinde vazgeçilmez bir unsur olarak yerini almaktadır.
Otomatik endüstriyel zımpara hattının sağladığı avantajlar sadece üretim hızının artması ya da yüzey kalitesinin iyileştirilmesi ile sınırlı değildir; aynı zamanda işletmelerin rekabet gücünü uzun vadede koruyabilmesi için stratejik bir araç haline gelir. Küresel pazarda ürünlerin rekabet etmesi için yalnızca dayanıklı olması yeterli görülmemekte, estetik açıdan pürüzsüz, homojen ve hatasız yüzeylere sahip olması da büyük önem taşımaktadır. İşte bu noktada otomatik zımpara hatları, her bir parçanın aynı standartta üretilmesini garanti ederek markaların müşteri gözündeki güvenilirliğini artırır.
Böyle bir hattın işletmeye kattığı en önemli değerlerden biri standardizasyondur. İnsan gücüne dayalı zımpara ve polisaj işlemlerinde, çalışanların yorgunluğu, el alışkanlığı ya da dikkatsizlik gibi faktörler yüzünden parçadan parçaya farklılıklar ortaya çıkabilir. Ancak otomatik sistemlerde yazılım kontrollü parametreler sayesinde her ürün aynı süre, aynı basınç ve aynı hızla işlenir. Bu durum, özellikle ihracata yönelik çalışan firmalar için kritik öneme sahiptir çünkü uluslararası pazarda kabul görebilmek için belirli kalite standartlarına uygunluk şarttır.
Otomatik endüstriyel zımpara hattı aynı zamanda iş akışını düzenleyici bir rol oynar. Üretim hattına entegre edildiğinde parçaların ham halden bitmiş ürüne kadar olan tüm yüzey hazırlık süreci kesintisiz ve planlı bir şekilde işler. Bu, hem stok yönetimini kolaylaştırır hem de üretim süreçlerinde belirsizlikleri ortadan kaldırır. Fabrika içerisinde malzeme akışı hızlanır, ürünlerin bekleme süreleri azalır ve teslimat süreleri kısalır. Dolayısıyla müşteri memnuniyeti artar ve işletme güvenilir bir tedarikçi konumuna gelir.
Bir diğer önemli unsur ise işgücü verimliliğidir. Geleneksel yöntemlerde çok sayıda operatör, manuel zımparalama işlemleriyle uğraşmak zorunda kalırken, otomatik hatlarda aynı iş birkaç kişinin kontrol ve gözetiminde gerçekleştirilebilir. Bu durum hem işçilik maliyetlerini azaltır hem de çalışanların daha nitelikli görevlerde istihdam edilmesini sağlar. Operatörler makinenin başında yorucu fiziksel işlerle uğraşmak yerine sistemi kontrol ederek verimliliğin devamlılığını sağlar. Uzun vadede bu yaklaşım, hem iş gücü sağlığını korur hem de insan kaynaklarının daha etkin kullanılmasına imkân verir.
Çevresel açıdan bakıldığında, otomatik zımpara hatları sürdürülebilir üretime de katkı sunar. Gelişmiş filtreleme ve toz toplama sistemleri sayesinde üretim esnasında ortaya çıkan zımpara tozları ya da partiküller çevreye yayılmaz. Ayrıca enerji tasarrufu sağlayan motor teknolojileri, üretimde harcanan toplam enerji miktarını azaltır. Bu da hem işletmelerin maliyetlerini düşürür hem de çevresel yükümlülüklerini yerine getirmelerine yardımcı olur. Günümüzde pek çok büyük üretici, çevre dostu üretim sistemlerine yatırım yapmayı yalnızca bir tercih değil, zorunluluk olarak görmektedir.
Otomatik hatların uzun ömürlü olması da yatırımın geri dönüş süresini hızlandırır. Sağlam malzemelerden üretilmiş mekanik yapılar ve yazılım destekli akıllı kontrol sistemleri, arızaları en aza indirir. Düzenli bakım ile bu makineler yıllarca sorunsuz çalışabilir. Yedek parça temini, modüler yapısı sayesinde oldukça kolaydır. Bu nedenle işletmeler, üretim kesintilerinden doğacak kayıplardan büyük ölçüde korunur.
Ayrıca bu sistemler, ürün çeşitliliğine kolay uyum sağlayabilmeleriyle de öne çıkar. Metal mutfak eşyalarından otomotiv parçalarına, mobilya yüzeylerinden medikal cihaz bileşenlerine kadar çok farklı ölçü ve formdaki parçalar, ayarlanabilir istasyonlar sayesinde aynı hat üzerinde işlenebilir. Gerekli olduğunda farklı aşındırıcı bantlar veya taşlar kolayca değiştirilir ve üretim hız kesmeden devam eder. Bu özellik, günümüzde küçük partiler halinde ama yüksek çeşitlilikte üretim yapmak zorunda olan işletmeler için büyük avantaj sağlar.
Kısacası, otomatik endüstriyel zımpara hattı yalnızca bir yüzey işleme makinesi değil, işletmelerin modern üretim vizyonunu şekillendiren bir teknolojidir. İşletmelere hız, kalite, güvenlik, tasarruf ve sürdürülebilirlik kazandırırken, aynı zamanda rekabetçi pazarda öne çıkmalarını sağlar. Gelecekte robotik kollar, yapay zekâ destekli kalite kontrol sistemleri ve otomatik lojistik çözümlerle daha da gelişerek yalnızca zımparalama değil, komple yüzey işleme ve hazırlık hatlarının bel kemiğini oluşturacaktır.
Otomatik endüstriyel zımpara hatlarının sanayide yaygınlaşmasının en önemli nedenlerinden biri, çok yönlü kullanım kabiliyeti ve üretimde sağladığı sürekliliktir. Bir fabrikada yüzey işlemeyi sadece tek bir ürün grubuna indirgemek mümkün değildir; metal, ahşap, plastik ya da kompozit malzemelerden oluşan farklı ürünler aynı üretim tesisi içerisinde yer alabilir. İşte bu noktada otomatik zımpara hatları, ayarlanabilir istasyonları, değiştirilebilir bant ve taş sistemleri ile üreticilere büyük bir esneklik sunar. Hangi malzeme işlenirse işlensin, makine parametreleri kolayca ayarlanabilir ve farklı yüzey pürüzlülük seviyelerine ulaşmak mümkündür. Bu sayede aynı üretim hattı, farklı sektörlerdeki ihtiyaçlara hızlı bir şekilde uyum sağlayabilir.
Otomotiv sektöründe bu makineler, özellikle gövde parçaları, jantlar, şasi bileşenleri ve iç trim elemanlarının yüzey hazırlığında kritik rol oynar. Aracın hem estetik görünümünü hem de boyaya hazırlık aşamasını etkileyen yüzey pürüzsüzlüğü, doğrudan zımparalama işleminin kalitesiyle bağlantılıdır. Otomatik hatlar sayesinde binlerce parça, hatasız şekilde işlenerek sonraki kaplama veya boyama aşamasına hazırlanır. Böylece hem üretim süresi kısalır hem de araçların son kullanıcıya ulaşan kalitesi yükselir.
Mobilya ve ahşap işleme sektöründe ise homojen yüzey dokusu elde etmek çok önemlidir. Özellikle lake, vernik veya cilalı yüzeylerde en küçük pürüzler bile son üründe ciddi kalite sorunlarına yol açar. Otomatik zımpara hatları, düz panellerden kavisli mobilya bileşenlerine kadar çok farklı şekillerdeki parçaları işleyebilir. Bu sayede seri üretim yapan mobilya fabrikaları, ürünlerinde hem görsel hem de yapısal bütünlüğü yakalar. Ayrıca otomatik sistemlerde kullanılan toz emme ve filtreleme mekanizmaları, ahşap tozunun yayılmasını engelleyerek hem çalışan sağlığını korur hem de üretim alanını temiz tutar.
Metal mutfak eşyaları sektöründe otomatik zımpara hatları, özellikle çelik tencereler, tavalar, çatal-bıçak setleri ve dekoratif mutfak aksesuarlarında yüksek parlaklık ve pürüzsüzlük sağlamak için tercih edilir. Geleneksel elle yapılan polisaj işlemleri hem zaman alıcıdır hem de kalite standardı tutturmak zordur. Oysa otomatik hatlarda ürünler belirlenen hız ve basınçla işlemden geçtiği için her parça aynı parlaklıkta ve aynı kalitede üretilir. Bu da markaların pazarda güvenilir bir imaj kazanmasına doğrudan katkı sağlar.
Medikal ekipman üretiminde ise hijyen ve pürüzsüz yüzey en kritik kriterlerdir. Cerrahi aletler, implantlar veya medikal cihaz bileşenlerinde en ufak bir yüzey hatası, hem ürünün ömrünü kısaltır hem de sterilizasyonu zorlaştırır. Otomatik zımpara hatları bu alanda da devreye girerek paslanmaz çelik veya titanyum gibi zorlu malzemelerin yüzeyini mükemmel düzeye getirir. Böylece ürünler, uluslararası sağlık standartlarına uygun hale gelir.
Bütün bu kullanım alanları dışında, otomatik zımpara hatları iş güvenliği açısından da önemli avantajlar sunar. Manuel zımparalama işlemleri sırasında çalışanlar uzun süre titreşim, toz ve gürültüye maruz kalır. Bu durum meslek hastalıklarına, ergonomik sorunlara ve iş kazalarına yol açabilir. Oysa otomatik hatlar, insan müdahalesini minimum seviyeye indirerek çalışanların sağlığını korur. Operatörler yalnızca sistemi kontrol eder, bu sayede daha güvenli bir çalışma ortamı oluşturulur.
Ayrıca bu hatlar, yüksek teknoloji ile entegre olabilen yapıları sayesinde geleceğe dönük yatırımların da merkezinde yer alır. Endüstri 4.0 uyumlu makinelerde, üretim verileri anlık olarak toplanabilir ve analiz edilebilir. Böylece hangi istasyonda hangi ürünün ne kadar süre işlem gördüğü, enerji tüketimi, bant aşınma durumu veya bakım ihtiyacı önceden tespit edilir. Bu yaklaşım, arızaları ve plansız duruşları minimuma indirir, işletmelere önleyici bakım avantajı kazandırır.
Sonuç olarak, otomatik endüstriyel zımpara hatları sadece üretim sürecinde bir makine değil, işletmenin verimlilik, kalite, güvenlik ve sürdürülebilirlik stratejisinin ayrılmaz bir parçasıdır. Gerek küçük ölçekli üreticiler gerekse büyük sanayi kuruluşları, bu teknolojiyi kullanarak hem maliyetlerini azaltabilir hem de küresel pazarda rekabet avantajı elde edebilir. Gelişen teknolojilerle birlikte bu hatların daha da akıllı, daha enerji tasarruflu ve daha çok fonksiyonlu hale gelmesi kaçınılmazdır.
Otomatik Tüp, Boru ve Profil Polisaj Makinesi
Otomatik tüp, boru ve profil polisaj makineleri, metal işleme sanayinde özellikle silindirik ve uzun parçaların yüzey kalitesini artırmak için kullanılan gelişmiş sistemlerdir. Bu makineler, tek tek manuel polisajın zorluklarını ortadan kaldırarak yüksek verimlilik ve standart kalite sağlar. Boru, tüp veya profil gibi uzun ve genellikle içi boş metal parçaların yüzeyleri, hem dış hem de iç yüzeyleri pürüzsüz hale getirilir. Bu sayede parçalar hem estetik olarak kusursuz olur hem de sonraki işlemler için hazır hale gelir.
Bu makinelerde genellikle çok istasyonlu bir sistem kullanılır. Parça makineye yerleştirildikten sonra, dönme hareketiyle birlikte aşındırıcı diskler, fırçalar veya polisaj bantları boru veya profilin yüzeyine temas eder. İlk aşamada kaba polisaj veya zımparalama yapılır; böylece kaynak izleri, çapaklar ve yüzey pürüzleri giderilir. Sonraki istasyonlarda daha ince aşındırıcılar devreye girer ve yüzey giderek daha pürüzsüz hale gelir. Son aşamada ise parlatıcı diskler veya macunlar kullanılarak yüzeye yüksek parlaklık kazandırılır. Bu ardışık işlem, parçanın her noktasının eşit şekilde işlenmesini sağlar.
Otomatik sistemler sayesinde seriye bağlı üretim kolaylaşır. Binlerce tüp, boru veya profil, aynı standart kalite ile kısa sürede işlenebilir. Bu, özellikle otomotiv, inşaat, mutfak eşyası, mobilya ve endüstriyel ekipman üretiminde büyük avantaj sağlar. Ayrıca, makinenin ayarları kolayca değiştirilebildiği için farklı çap ve boyutlardaki parçalar aynı hat üzerinde işlenebilir. Bu esneklik, üreticilere maliyet ve zaman tasarrufu sağlar.
İş güvenliği açısından da otomatik tüp ve boru polisaj makineleri önemlidir. Manuel polisajda operatörler metal tozları, kıvılcımlar ve sürekli titreşimle karşı karşıya kalırken, otomatik makinelerde bu riskler minimize edilir. Makine kabinleri kapalıdır ve gelişmiş toz toplama sistemleri ile çevre temiz tutulur. Ayrıca, sensör destekli sistemler sayesinde aşırı basınç veya parçanın yanlış yerleştirilmesi gibi durumlarda makine kendiliğinden durur.
Enerji verimliliği ve bakım kolaylığı da bu makinelerin önemli avantajları arasında yer alır. Modern otomatik makinelerde kullanılan motorlar, yalnızca gerekli enerji miktarını tüketir. Modüler yapıları sayesinde aşındırıcı disk veya bant değişimi kolayca yapılabilir, bakım süreci hızlıdır ve duruş süreleri minimuma indirilir. Bu özellikler, üretim hattının verimliliğini artırır ve işletme maliyetlerini düşürür.
Sonuç olarak, otomatik tüp, boru ve profil polisaj makineleri, uzun ve silindirik metal parçaların yüzey işleme sürecini büyük ölçüde optimize eder. Üretim süresini kısaltırken kaliteyi standardize eder, iş güvenliğini artırır ve işletmelerin rekabet gücünü yükseltir. Bu makineler, modern endüstriyel üretimde özellikle seri üretim ve yüksek hassasiyet gerektiren alanlarda vazgeçilmez bir teknoloji haline gelmiştir.
Otomatik tüp, boru ve profil polisaj makineleri, modern endüstride hem üretim hızını artırmak hem de yüzey kalitesini maksimum düzeye çıkarmak için tasarlanmış sistemlerdir. Bu makineler, yalnızca estetik görünümü iyileştirmekle kalmaz; aynı zamanda parçaların işlevselliğini, dayanıklılığını ve sonraki işlemler için uygunluğunu da garanti eder. Özellikle uzun ve silindirik yapıya sahip parçaların manuel olarak işlenmesi hem zordur hem de yüzeyde tutarsızlıklar oluşmasına yol açabilir. Otomatik makinelerde ise parçalar sabit bir hız ve basınçla işlenir, böylece her bir tüp, boru veya profil aynı standartta ve kusursuz bir yüzeyle üretim hattından çıkar.
Bu makinelerde genellikle çok istasyonlu bir tasarım bulunur. Parçalar önce makinaya yerleştirilir ve otomatik olarak sabitlenir. Dönme hareketiyle birlikte çeşitli aşındırıcı ve polisaj üniteleri devreye girer. İlk istasyonlar genellikle kaba zımparalama ve yüzey düzeltme görevini üstlenir; kaynak izleri, çapaklar ve üretimden kaynaklanan deformasyonlar giderilir. Orta istasyonlarda daha ince aşındırıcılar kullanılarak yüzey pürüzsüzleştirilir. Son aşamada ise yüksek parlaklık elde etmek için polisaj diskleri veya macun uygulamaları devreye girer. Bu ardışık işlem sayesinde hem iç hem de dış yüzeylerde homojen bir parlaklık ve pürüzsüzlük sağlanır.
Otomatik tüp, boru ve profil polisaj makineleri, seriye bağlı üretimde büyük avantaj sağlar. Tek bir vardiyada yüzlerce veya binlerce parça, insan müdahalesi olmadan yüksek kalitede işlenebilir. Bu durum özellikle otomotiv yan sanayi parçaları, mutfak eşyaları, mobilya iskeletleri, inşaat malzemeleri ve endüstriyel ekipman üretiminde büyük önem taşır. Ayrıca, makine parametreleri kolayca değiştirilebildiği için farklı çap, uzunluk ve malzemeye sahip parçalar aynı üretim hattında işlenebilir. Bu esneklik, üreticilere hem zaman hem de maliyet tasarrufu sağlar.
İş güvenliği açısından bu makinelerin sağladığı avantajlar da büyüktür. Manuel polisajda operatörler sürekli titreşim, metal tozları ve yüksek sesle karşı karşıya kalır. Otomatik makinelerde ise parçalar kapalı kabin içinde işlenir, gelişmiş toz toplama ve filtreleme sistemleri sayesinde çalışma ortamı temiz kalır. Sensörler, parça yerleşimi veya aşırı basınç durumlarını algılar ve gerekli durumlarda makineyi durdurarak olası kazaları önler. Böylece hem çalışan sağlığı korunur hem de üretim güvenliği artırılır.
Enerji verimliliği ve bakım kolaylığı da otomatik makinelerin öne çıkan yönlerindendir. Modern motor ve kontrol sistemleri, yalnızca gerekli enerji miktarını kullanır ve gereksiz enerji tüketimini önler. Modüler tasarım sayesinde aşındırıcı disk veya polisaj bantları kolayca değiştirilebilir, bakım süreçleri kısa sürede tamamlanabilir ve üretim hattının durma süresi minimuma indirilir. Bu özellikler, işletmelerin üretim maliyetlerini düşürürken verimliliği artırır.
Otomatik tüp, boru ve profil polisaj makineleri ayrıca çeşitli sektörlerde geniş kullanım alanı sunar. Otomotiv sektöründe şasi, kaporta ve iç trim bileşenlerinin yüzey hazırlığı için; mutfak sektöründe çelik tencere, tava ve boruların estetik ve hijyenik yüzeyleri için; mobilya sektöründe metal ve ahşap profillerin pürüzsüz yüzeyleri için; medikal sektörde cerrahi aletlerin ve titanyum implantların steril ve düzgün yüzeyleri için kullanılabilir. Her sektörün özel ihtiyaçlarına göre makinenin parametreleri ve polisaj üniteleri optimize edilebilir.
Gelişen teknolojiyle birlikte bu makineler, robotik kollar ve akıllı kontrol sistemleriyle entegre hale gelmektedir. Parçaların hattan alınması, yönlendirilmesi ve farklı açılarda polisaj yapılması robotik sistemler sayesinde mümkün olur. Yapay zekâ destekli yazılımlar, işlem sürecini analiz ederek hangi aşamada optimizasyon yapılması gerektiğini belirler. Bu da üretim sürecinin sadece daha hızlı değil, aynı zamanda daha akıllı ve verimli olmasını sağlar.
Sonuç olarak, otomatik tüp, boru ve profil polisaj makineleri, üretim sürecinde kaliteyi standardize eden, verimliliği artıran ve iş güvenliğini sağlayan kritik bir teknolojidir. Modern endüstride seri üretim, yüksek hassasiyet ve estetik yüzey kalitesi isteyen her işletme için bu makineler, vazgeçilmez bir çözüm olarak yer almaktadır.
Otomatik tüp, boru ve profil polisaj makineleri, sanayide özellikle seri üretim yapan tesisler için kritik bir rol üstlenir. Bu makineler, yalnızca parçaların estetik görünümünü artırmakla kalmaz; aynı zamanda işlevselliği, dayanıklılığı ve sonraki üretim süreçlerine uygunluğu garanti eder. Uzun, silindirik veya içi boş parçaların manuel olarak işlenmesi hem zaman alıcı hem de yüzey kalitesi açısından tutarsız sonuçlar doğurabilir. Otomatik makinelerde ise parçalar sabit hız, basınç ve hareket düzeni ile işlenir; böylece hem iç hem de dış yüzeylerde homojen ve kusursuz bir pürüzsüzlük elde edilir.
Bu makineler, genellikle çok istasyonlu ve modüler bir tasarıma sahiptir. Parçalar makinaya yerleştirildikten sonra sabitlenir ve döner hareketle birlikte aşındırıcı diskler, fırçalar veya polisaj bantları devreye girer. İlk aşamalarda kaba polisaj veya zımparalama yapılır; yüzeydeki kaynak izleri, çapaklar ve üretimden kaynaklanan deformasyonlar giderilir. Orta aşamalarda daha ince aşındırıcılar kullanılarak yüzey giderek pürüzsüzleşir. Son aşamada ise parlatıcı diskler veya macun uygulamaları ile yüksek parlaklık ve estetik bir görünüm sağlanır. Bu ardışık işlem, her noktanın eşit şekilde işlenmesini mümkün kılar ve özellikle uzun parçalar için kritik öneme sahiptir.
Otomatik makineler sayesinde seri üretim kapasitesi önemli ölçüde artar. Binlerce tüp, boru veya profil, insan müdahalesi olmadan, yüksek kalite standartlarına uygun şekilde işlenebilir. Bu durum otomotiv yan sanayi parçaları, mutfak eşyaları, mobilya profilleri, inşaat malzemeleri ve endüstriyel ekipman üretiminde büyük avantaj sağlar. Makinenin ayarlanabilir parametreleri sayesinde farklı çap, uzunluk ve malzemeye sahip parçalar aynı üretim hattında işlenebilir. Bu esneklik, üreticiye hem zaman hem de maliyet tasarrufu sağlar.
İş güvenliği açısından da otomatik sistemler oldukça önemlidir. Manuel polisaj işlemlerinde operatörler sürekli titreşim, metal tozları ve yüksek sesle karşı karşıya kalırken, otomatik makinelerde parçalar kapalı kabin içinde işlenir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Sensörler ve akıllı kontrol mekanizmaları, parça yerleşimi veya aşırı basınç durumlarını anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim kesintisiz devam eder.
Enerji verimliliği ve bakım kolaylığı da otomatik makinelerin önemli avantajlarındandır. Modern motorlar ve kontrol sistemleri, yalnızca gerekli enerji miktarını tüketir. Modüler yapı, aşındırıcı disk veya polisaj bantlarının kolayca değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir, böylece üretim hattının durma süresi minimuma indirilir. Bu özellikler, işletmelerin maliyetlerini düşürürken verimliliği artırır.
Otomatik tüp, boru ve profil polisaj makineleri, çeşitli sektörlerde geniş kullanım alanına sahiptir. Otomotivde gövde ve şasi parçalarının yüzey hazırlığı, mutfak sektöründe çelik tencereler ve boruların parlak ve hijyenik yüzeyleri, mobilya sektöründe metal ve ahşap profillerin düzgün yüzeyleri, medikal sektörde cerrahi aletlerin ve implantların steril ve pürüzsüz yüzeyleri gibi uygulamalar bunlardan sadece birkaçıdır. Her sektörün özel ihtiyaçlarına göre makine parametreleri, aşındırıcı ve polisaj üniteleri optimize edilebilir.
Teknolojik gelişmelerle birlikte makineler, robotik kollar ve akıllı kontrol sistemleriyle entegre hale gelmektedir. Robotik sistemler parçaların hattan alınmasını, yönlendirilmesini ve farklı açılarda polisaj yapılmasını sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi aşamada optimizasyon gerektiğini belirler. Bu yaklaşım, üretimi yalnızca daha hızlı değil, aynı zamanda daha akıllı ve verimli hale getirir.
Sonuç olarak, otomatik tüp, boru ve profil polisaj makineleri, üretim sürecinde kaliteyi standardize eden, verimliliği artıran ve iş güvenliğini sağlayan kritik bir teknolojidir. Modern endüstride, seri üretim ve yüksek hassasiyet gerektiren her işletme için vazgeçilmez bir çözüm olarak yerini alır.
Otomatik tüp, boru ve profil polisaj makineleri, endüstriyel üretimde yalnızca yüzey estetiğini iyileştiren araçlar olarak değil, aynı zamanda üretim süreçlerini optimize eden, verimliliği artıran ve kaliteyi standardize eden sistemler olarak öne çıkar. Özellikle uzun ve silindirik parçaların işlenmesinde manuel yöntemler hem işgücü açısından yoğun hem de yüzey kalitesi açısından tutarsızdır. Otomatik makineler, sabit hız ve basınç ayarları ile her parçayı aynı hassasiyetle işler; böylece hem iç hem de dış yüzeylerde kusursuz bir pürüzsüzlük ve homojen parlaklık elde edilir. Bu özellik, özellikle yüksek hacimli üretim yapan tesisler için kritik öneme sahiptir.
Bu makineler genellikle modüler ve çok istasyonlu bir tasarıma sahiptir. Parça makinaya yerleştirildikten sonra sabitlenir ve dönme hareketi ile birlikte aşındırıcı diskler, fırçalar veya polisaj bantları devreye girer. İlk istasyonlar kaba zımparalama ve yüzey düzeltme görevini üstlenir; kaynak izleri, çapaklar ve üretimden kaynaklanan küçük deformasyonlar giderilir. Orta istasyonlarda daha ince aşındırıcılar kullanılarak yüzey pürüzsüzleştirilir. Son aşamada ise parlatıcı diskler veya macun uygulamalarıyla yüksek parlaklık ve estetik bir görünüm sağlanır. Bu ardışık işlem, parçanın tüm yüzey noktalarının eşit şekilde işlenmesini sağlar ve özellikle içi boş boru veya profillerde homojen bir parlaklık elde edilmesine imkan tanır.
Otomatik makineler sayesinde seri üretim kapasitesi önemli ölçüde artırılır. Binlerce tüp, boru veya profil, operatör müdahalesine gerek kalmadan, yüksek kalite standartlarıyla işlenebilir. Bu, otomotiv yan sanayi parçaları, mutfak eşyaları, mobilya profilleri, inşaat malzemeleri ve endüstriyel ekipman üretiminde büyük avantaj sağlar. Makine parametreleri kolayca değiştirilebildiği için farklı çap, uzunluk ve malzemeye sahip parçalar aynı üretim hattında işlenebilir. Bu esneklik, işletmeye hem zaman hem de maliyet tasarrufu sağlar.
İş güvenliği açısından otomatik sistemler önemli avantajlar sunar. Manuel polisaj işlemleri sırasında operatörler sürekli titreşim, metal tozları ve yüksek sesle karşı karşıya kalırken, otomatik makinelerde parçalar kapalı kabin içinde işlenir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Ayrıca sensör destekli akıllı kontrol sistemleri, parça yerleşimi, aşırı basınç veya yanlış pozisyon gibi durumları anlık olarak algılar ve makineyi durdurarak olası kazaları önler. Bu sayede çalışan güvenliği sağlanırken üretim kesintisiz devam eder.
Enerji verimliliği ve bakım kolaylığı da bu makinelerin önemli avantajları arasındadır. Modern motor ve kontrol sistemleri, yalnızca gerekli enerji miktarını tüketir, gereksiz enerji harcamasını önler. Modüler tasarım, aşındırıcı disk veya polisaj bantlarının kolayca değiştirilebilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir; böylece üretim hattının durma süresi minimuma iner. Bu, işletmelerin maliyetlerini düşürürken verimliliği artırır.
Otomatik tüp, boru ve profil polisaj makineleri, çeşitli sektörlerde geniş kullanım alanı sunar. Otomotiv sektöründe şasi, kaporta ve iç trim bileşenlerinin yüzey hazırlığı için; mutfak sektöründe çelik tencereler, borular ve aksesuarların parlak ve hijyenik yüzeyleri için; mobilya sektöründe metal ve ahşap profillerin pürüzsüz yüzeyleri için; medikal sektörde cerrahi aletlerin ve titanyum implantların steril ve düzgün yüzeyleri için tercih edilir. Her sektörün özel ihtiyaçlarına göre makine parametreleri, aşındırıcı ve polisaj üniteleri optimize edilebilir.
Teknolojik gelişmelerle birlikte bu makineler, robotik kollar ve akıllı kontrol sistemleriyle entegre hale gelmektedir. Robotik sistemler, parçaların hattan alınmasını, yönlendirilmesini ve farklı açılarda polisaj yapılmasını sağlar. Yapay zekâ destekli yazılımlar ise işlem verilerini analiz ederek hangi aşamada optimizasyon gerektiğini belirler. Bu sayede üretim süreci yalnızca hızlı değil, aynı zamanda daha akıllı, verimli ve tekrarlanabilir hale gelir.
Sonuç olarak, otomatik tüp, boru ve profil polisaj makineleri, üretim sürecinde kaliteyi standardize eden, verimliliği artıran ve iş güvenliğini sağlayan kritik bir teknolojidir. Modern endüstride seri üretim ve yüksek hassasiyet gerektiren her işletme için vazgeçilmez bir çözüm olarak öne çıkar. Üstelik gelişen teknolojiyle birlikte, makinelerin fonksiyonları artmakta, enerji verimliliği ve iş güvenliği standartları sürekli iyileştirilmektedir.
Otomatik Çok Kademeli Zımpara ve Polisaj Makinesi
Otomatik çok kademeli zımpara ve polisaj makineleri, modern üretim tesislerinde yüzey işlemlerini en verimli şekilde gerçekleştirmek için tasarlanmış gelişmiş sistemlerdir. Bu makineler, tek bir hat üzerinde hem zımparalama hem de polisaj işlemlerini ardışık olarak gerçekleştirerek üretim sürecini hızlandırır, işçilik maliyetlerini azaltır ve yüksek kalite standardını garanti eder. Çok kademeli tasarım, parçaların her aşamada farklı hassasiyet ve pürüzlülük gereksinimlerine göre işlenmesini sağlar; böylece hem kaba yüzey kusurları giderilir hem de son aşamada yüksek parlaklık ve pürüzsüzlük elde edilir.
Makinenin çalışma prensibi genellikle istasyon bazlıdır. Parça makineye yerleştirildikten sonra sabitlenir ve döner hareket ile istasyonlar boyunca ilerler. İlk istasyonlarda kaba zımparalama yapılır; yüzeydeki kaynak izleri, çapaklar ve üretimden kaynaklanan deformasyonlar temizlenir. Orta istasyonlarda daha ince zımpara ve polisaj uygulamaları devreye girer; böylece yüzey giderek pürüzsüzleşir. Son istasyonlarda ise polisaj diskleri veya macunlarla yüksek parlaklık sağlanır. Bu kademeli işleme sistemi, parçanın her noktasına eşit temas sağlayarak homojen bir yüzey kalitesi oluşturur.
Otomatik çok kademeli zımpara ve polisaj makineleri, seri üretimde büyük avantaj sağlar. Binlerce parça, operatör müdahalesi olmadan, aynı kalite standardında işlenebilir. Bu, özellikle otomotiv, mobilya, mutfak eşyası, inşaat ve endüstriyel ekipman üretiminde kritik bir avantajdır. Makinenin parametreleri ayarlanabilir olduğu için farklı boyut, çap ve malzemeye sahip parçalar aynı hat üzerinde işlenebilir; bu esneklik işletmelere hem zaman hem de maliyet tasarrufu sağlar.
İş güvenliği ve ergonomi açısından da bu makineler önemlidir. Manuel zımparalama ve polisaj işlemleri sırasında operatörler sürekli titreşim, metal tozları ve yüksek sesle karşı karşıya kalır. Otomatik makinelerde parçalar kapalı kabin içinde işlenir, gelişmiş toz toplama ve filtreleme sistemleri ortamı temiz ve sağlıklı tutar. Sensörler, parça yerleşimi veya aşırı basınç durumlarını algılar ve gerektiğinde makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan sağlığı korunur hem de üretim kesintisiz devam eder.
Enerji verimliliği ve bakım kolaylığı da bu makinelerin öne çıkan özelliklerindendir. Modern motor ve kontrol sistemleri, yalnızca gerekli enerji miktarını tüketir ve gereksiz enerji sarfiyatını önler. Modüler tasarım sayesinde aşındırıcı disk veya polisaj bantları kolayca değiştirilebilir, bakım süreçleri hızlı ve sorunsuz bir şekilde tamamlanır. Bu, üretim hattının durma süresini minimuma indirir ve işletme maliyetlerini azaltır.
Çok kademeli zımpara ve polisaj makineleri, çeşitli sektörlerde geniş kullanım alanına sahiptir. Otomotiv sektöründe gövde, şasi ve iç trim parçalarının yüzey hazırlığı; mutfak sektöründe çelik tencereler, tavalar ve boruların estetik ve hijyenik yüzeyleri; mobilya sektöründe metal ve ahşap profillerin pürüzsüz yüzeyleri; medikal sektörde cerrahi aletler ve titanyum implantların steril ve düzgün yüzeyleri gibi uygulamalarda yaygın olarak kullanılır. Her sektörün özel gereksinimlerine göre makinenin kademeleri, aşındırıcı ve polisaj üniteleri optimize edilebilir.
Gelişen teknoloji ile birlikte bu makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre hale gelmektedir. Robotik sistemler parçaların hat boyunca taşınmasını, yönlendirilmesini ve farklı açılarda polisaj yapılmasını sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi aşamada optimizasyon gerektiğini belirler. Bu sayede üretim süreci yalnızca daha hızlı değil, aynı zamanda daha akıllı ve verimli hale gelir.
Sonuç olarak, otomatik çok kademeli zımpara ve polisaj makineleri, üretim sürecinde kaliteyi standardize eden, verimliliği artıran ve iş güvenliğini sağlayan kritik bir teknoloji olarak modern endüstride yerini alır. Bu makineler, seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü verimlilik sağlayan vazgeçilmez bir çözümdür.
Otomatik çok kademeli zımpara ve polisaj makineleri, endüstride yüksek kalite ve verimlilik sağlamak amacıyla tasarlanmış, kapsamlı ve sofistike sistemlerdir. Bu makineler, tek bir hat üzerinde hem zımparalama hem de polisaj işlemlerini ardışık olarak gerçekleştirebilir, bu sayede üretim süresi kısalır ve işçilik maliyetleri minimuma iner. Çok kademeli tasarım, parçaların yüzey özelliklerine göre farklı aşamalarda işlenmesini mümkün kılar; ilk aşamalarda kaba pürüzler giderilirken, son aşamalarda yüksek parlaklık ve kusursuz pürüzsüzlük elde edilir. Bu süreç, özellikle uzun, silindirik, boru veya profil gibi parçaların eşit ve homojen bir şekilde işlenmesini sağlar.
Makinenin çalışma prensibi ve istasyon yapısı, her aşamanın ayrı bir görevi üstlenmesi üzerine kuruludur. Parça makineye yerleştirildikten sonra sabitlenir ve döner hareketle istasyonlar boyunca ilerler. İlk kademelerde kaba zımparalama uygulanır; yüzeydeki kaynak izleri, çapaklar ve üretimden kaynaklanan küçük deformasyonlar temizlenir. Orta kademelerde daha ince zımparalama ve polisaj işlemleri devreye girer, yüzey giderek pürüzsüzleşir. Son kademelerde ise yüksek parlaklık elde etmek için polisaj diskleri, macunlar veya özel parlatıcı üniteler kullanılır. Her kademede farklı aşındırıcı malzemeler ve hız kombinasyonları uygulanarak parçanın tüm yüzeyi eşit ve kusursuz bir şekilde işlenir.
Otomatik çok kademeli makineler, seri üretimde yüksek verimlilik sağlar. Binlerce parça, insan müdahalesine gerek kalmadan aynı kalite standardında işlenebilir. Bu, özellikle otomotiv, mobilya, mutfak eşyası, inşaat ve endüstriyel ekipman üretiminde büyük avantaj sağlar. Ayarlanabilir parametreler sayesinde farklı çap, boy ve malzemeye sahip parçalar tek bir hatta işlenebilir, bu da üreticilere hem zaman hem de maliyet tasarrufu sağlar. Ayrıca makine, farklı parça geometrilerine uyum sağlayabilmek için modüler istasyon yapısına sahiptir; böylece küçük değişikliklerle hat farklı üretim ihtiyaçlarına adapte edilebilir.
İş güvenliği ve ergonomi açısından bu makineler, manuel zımparalama ve polisaja kıyasla önemli avantajlar sunar. Manuel işlemlerde operatörler sürekli titreşim, metal tozları ve yüksek sesle karşı karşıya kalırken, otomatik makinelerde parçalar kapalı kabinler içinde işlenir ve gelişmiş toz toplama sistemleri ortamı temiz tutar. Sensörler, parça yerleşimi, aşırı basınç veya hatalı pozisyon durumlarını anlık olarak algılar ve gerekli durumlarda makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hatları kesintisiz çalışabilir.
Enerji verimliliği ve bakım kolaylığı da otomatik çok kademeli makinelerin öne çıkan özelliklerindendir. Modern motor ve kontrol sistemleri, yalnızca gerekli enerji miktarını tüketir, gereksiz enerji sarfiyatını önler. Modüler tasarım, aşındırıcı disk ve polisaj bantlarının kolayca değiştirilmesine imkan verir, bakım süreçleri hızlı ve sorunsuz gerçekleşir. Böylece üretim hattının durma süresi minimuma indirilir ve işletme maliyetleri düşer.
Bu makineler, çeşitli sektörlerde geniş uygulama alanı bulur. Otomotiv sektöründe gövde, şasi ve iç trim bileşenlerinin yüzey hazırlığında, mutfak sektöründe çelik tencereler, borular ve aksesuarların parlak ve hijyenik yüzeylerinde, mobilya sektöründe metal ve ahşap profillerin pürüzsüz yüzeylerinde, medikal sektörde cerrahi aletler ve titanyum implantların steril ve düzgün yüzeylerinde yaygın olarak kullanılır. Her sektörün özel gereksinimlerine göre makinenin kademeleri, aşındırıcı malzemeleri ve polisaj üniteleri optimize edilebilir.
Gelişen teknoloji ile birlikte makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre hale gelmektedir. Robotik sistemler, parçaların hat boyunca taşınmasını, yönlendirilmesini ve farklı açılarda polisaj yapılmasını sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi aşamada optimizasyon gerektiğini belirler. Bu sayede üretim süreci yalnızca hızlı değil, aynı zamanda daha akıllı, verimli ve tekrarlanabilir hale gelir.
Sonuç olarak, otomatik çok kademeli zımpara ve polisaj makineleri, modern üretim tesislerinin kalite, verimlilik ve güvenlik açısından vazgeçilmez bir unsurudur. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi, enerji verimliliği ve uzun ömürlü kullanım sağlayarak endüstriyel üretimde kritik bir rol oynar.
Otomatik Zımpara ve Parlatma Hattı
Otomatik zımpara ve parlatma hatları, endüstriyel üretimde parçaların yüzey kalitesini en üst düzeye çıkarmak ve üretim verimliliğini artırmak amacıyla tasarlanmış entegre sistemlerdir. Bu hatlar, zımparalama ve polisaj işlemlerini tek bir üretim hattında ardışık olarak gerçekleştirerek, manuel işlemlerin zaman alıcı ve işçilik yoğun süreçlerini ortadan kaldırır. Otomatik hat sistemi, parçaların hem dış hem de iç yüzeylerinde homojen bir pürüzsüzlük ve parlaklık sağlar, böylece üretim süresini kısaltırken kaliteyi standardize eder.
Bu tür hatlar genellikle modüler ve çok istasyonlu bir yapıya sahiptir. Parçalar üretim hattına yerleştirildikten sonra sabitlenir ve taşınma mekanizmasıyla istasyonlar boyunca ilerler. İlk istasyonlarda kaba zımparalama yapılır; yüzeydeki kaynak izleri, çapaklar ve üretimden kaynaklanan deformasyonlar temizlenir. Orta istasyonlarda daha ince zımparalama ve polisaj işlemleri uygulanır, yüzey pürüzsüzleştirilir ve hat boyunca ilerledikçe parlaklık artar. Son istasyonlarda ise yüksek parlaklık sağlamak için parlatıcı diskler, macunlar veya özel polisaj üniteleri devreye girer. Bu ardışık işlem, parçanın tüm yüzey noktalarına eşit temas sağlar ve özellikle uzun veya silindirik parçalar için kritik öneme sahiptir.
Otomatik zımpara ve parlatma hatları, seri üretim kapasitesini önemli ölçüde artırır. Binlerce parça, operatör müdahalesine gerek kalmadan aynı kalite standardında işlenebilir. Bu özellik, otomotiv yan sanayi parçaları, mutfak eşyaları, mobilya profilleri, inşaat malzemeleri ve endüstriyel ekipman üretiminde büyük avantaj sağlar. Hat üzerindeki parametreler, farklı çap, boy ve malzemeye sahip parçalar için kolayca ayarlanabilir. Bu esneklik, üretim hattının farklı ürün türlerine hızlıca adapte olmasına imkan tanır ve hem zaman hem maliyet tasarrufu sağlar.
İş güvenliği ve ergonomi açısından otomatik hatlar, manuel zımparalama ve polisaja kıyasla önemli avantajlar sunar. Operatörler metal tozları, titreşim ve yüksek sesle doğrudan temas etmez; parçalar kapalı kabinler veya koruyucu sistemler içinde işlenir. Gelişmiş toz toplama ve filtreleme sistemleri çalışma ortamını temiz tutar. Sensör destekli sistemler, parça yerleşimi, aşırı basınç veya yanlış pozisyon durumlarını algılayarak gerekli durumlarda hat üzerinde otomatik durdurma mekanizmasını devreye alır. Bu sayede hem çalışan güvenliği sağlanır hem de üretim kesintisiz devam eder.
Enerji verimliliği ve bakım kolaylığı da otomatik zımpara ve parlatma hatlarının öne çıkan özelliklerindendir. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını tüketir, gereksiz enerji sarfiyatını önler. Modüler yapı, aşındırıcı disk ve polisaj bantlarının kolayca değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir, böylece üretim hattının durma süresi minimuma indirilir ve işletme maliyetleri düşer.
Bu hatlar, çeşitli sektörlerde geniş kullanım alanı bulur. Otomotiv sektöründe gövde ve şasi parçalarının yüzey hazırlığı, mutfak sektöründe çelik tencereler, tavalar ve boruların estetik ve hijyenik yüzeyleri, mobilya sektöründe metal ve ahşap profillerin pürüzsüz yüzeyleri, medikal sektörde cerrahi aletler ve titanyum implantların steril ve düzgün yüzeyleri gibi uygulamalarda yaygın olarak kullanılır. Hat üzerindeki istasyonlar, sektörün özel gereksinimlerine göre optimize edilebilir.
Gelişen teknoloji ile birlikte otomatik zımpara ve parlatma hatları, robotik kollar ve akıllı kontrol sistemleri ile entegre hale gelmektedir. Robotik sistemler, parçaların hattan alınmasını, yönlendirilmesini ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonda optimizasyon gerektiğini belirler. Bu sayede üretim süreci yalnızca hızlı değil, aynı zamanda daha akıllı, verimli ve tekrarlanabilir hale gelir.
Sonuç olarak, otomatik zımpara ve parlatma hatları, üretim sürecinde kaliteyi standardize eden, verimliliği artıran ve iş güvenliğini sağlayan kritik bir teknoloji olarak modern endüstride vazgeçilmez bir çözüm sunar. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü verimlilik sağlayarak endüstriyel üretimde temel bir rol oynar.
Otomatik zımpara ve parlatma hatları, modern sanayide parçaların yüzey kalitesini en üst düzeye çıkarmak, üretim hızını artırmak ve işçilik maliyetlerini azaltmak amacıyla tasarlanmış kapsamlı sistemlerdir. Bu hatlar, zımparalama ve polisaj işlemlerini tek bir üretim hattında ardışık ve koordineli şekilde gerçekleştirerek, manuel işlemlerin getirdiği zaman kaybı ve kalite tutarsızlıklarını ortadan kaldırır. Özellikle uzun, silindirik, boru veya profil şeklindeki parçaların eşit ve homojen bir şekilde işlenmesi, bu sistemlerin en önemli avantajlarından biridir.
Hatlar, genellikle çok istasyonlu ve modüler bir tasarıma sahiptir. Parçalar üretim hattına yerleştirildikten sonra sabitlenir ve taşıma mekanizmasıyla istasyonlar boyunca taşınır. İlk istasyonlarda kaba zımparalama gerçekleştirilir; burada yüzeydeki kaynak izleri, çapaklar ve üretimden kaynaklanan deformasyonlar temizlenir. Orta istasyonlarda daha ince zımparalama ve polisaj işlemleri uygulanır; yüzey giderek pürüzsüzleşir ve hat boyunca ilerledikçe parlaklık artar. Son istasyonlarda ise parlatıcı diskler, macunlar veya özel polisaj üniteleri devreye girerek parçaya yüksek parlaklık ve estetik görünüm kazandırır. Bu ardışık işlem, parçanın tüm yüzey noktalarının eşit şekilde işlenmesini sağlayarak özellikle içi boş veya uzun parçalar için kritik bir kalite standardı oluşturur.
Otomatik zımpara ve parlatma hatları, seri üretimde yüksek kapasite sağlar. Binlerce parça, operatör müdahalesine gerek kalmadan aynı kalite standardında işlenebilir. Bu özellik, otomotiv yan sanayi parçaları, mutfak eşyaları, mobilya profilleri, inşaat malzemeleri ve endüstriyel ekipman üretiminde büyük avantaj sağlar. Hat üzerindeki parametreler kolayca ayarlanabilir; farklı çap, boy ve malzemeye sahip parçalar aynı hatta işlenebilir. Modüler yapı, farklı üretim ihtiyaçlarına hızlı uyum sağlamak için istasyonların kolayca eklenmesine veya çıkarılmasına imkan verir, böylece üretim esnekliği ve maliyet etkinliği artırılır.
İş güvenliği ve ergonomi açısından otomatik hatlar manuel zımparalama ve polisaja kıyasla önemli avantajlar sunar. Operatörler metal tozları, titreşim ve yüksek sese doğrudan maruz kalmaz; parçalar kapalı kabinler veya koruyucu sistemler içinde işlenir. Gelişmiş toz toplama ve filtreleme sistemleri çalışma ortamını temiz ve sağlıklı tutar. Sensör destekli akıllı kontrol sistemleri, parça yerleşimi, aşırı basınç veya hatalı pozisyon gibi durumları anlık olarak algılar ve gerekli durumlarda hattı durdurarak olası kazaları önler. Bu, hem çalışan güvenliğini artırır hem de üretim hatlarının kesintisiz çalışmasını sağlar.
Enerji verimliliği ve bakım kolaylığı, otomatik zımpara ve parlatma hatlarının bir diğer önemli avantajıdır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını tüketir, gereksiz enerji sarfiyatını önler. Modüler tasarım, aşındırıcı disk ve polisaj bantlarının hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir, böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri düşer.
Bu hatlar, çeşitli sektörlerde geniş kullanım alanı bulur. Otomotiv sektöründe gövde, şasi ve iç trim parçalarının yüzey hazırlığı, mutfak sektöründe çelik tencereler, borular ve aksesuarların hijyenik ve estetik yüzeyleri, mobilya sektöründe metal ve ahşap profillerin pürüzsüz yüzeyleri, medikal sektörde cerrahi aletler ve titanyum implantların steril ve düzgün yüzeyleri gibi alanlarda yaygın olarak kullanılır. Her sektörün özel gereksinimlerine göre hat üzerindeki istasyonlar, aşındırıcı ve polisaj üniteleri optimize edilebilir.
Teknolojik gelişmelerle birlikte otomatik zımpara ve parlatma hatları, robotik kollar ve akıllı kontrol sistemleri ile entegre hale gelmektedir. Robotik sistemler, parçaların hattan alınmasını, yönlendirilmesini ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonda optimizasyon gerektiğini belirler. Bu sayede üretim süreci yalnızca hızlı değil, aynı zamanda daha akıllı, verimli ve tekrarlanabilir hale gelir.
Sonuç olarak, otomatik zımpara ve parlatma hatları, modern endüstride üretim sürecinde kaliteyi standardize eden, verimliliği artıran ve iş güvenliğini sağlayan kritik bir teknolojidir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü verimlilik sağlayarak endüstriyel üretimde vazgeçilmez bir rol oynar.
Otomatik zımpara ve parlatma hatları, modern endüstride üretim kalitesini yükseltmek, işçilik maliyetlerini azaltmak ve üretim süresini optimize etmek için tasarlanmış kapsamlı sistemlerdir. Bu hatlar, zımparalama ve polisaj işlemlerini tek bir üretim hattında ardışık şekilde gerçekleştirerek manuel işlemlerin getirdiği zaman kaybı ve kalite tutarsızlıklarını ortadan kaldırır. Özellikle uzun, silindirik, boru veya profil şeklindeki parçaların eşit ve homojen bir şekilde işlenmesi, bu hatların en kritik avantajlarından biridir.
Hatların çalışma prensibi, genellikle çok istasyonlu ve modüler bir tasarıma dayanır. Parçalar üretim hattına yerleştirildikten sonra sabitlenir ve taşıma mekanizmasıyla istasyonlar boyunca ilerler. İlk istasyonlarda kaba zımparalama uygulanır; burada yüzeydeki kaynak izleri, çapaklar ve üretimden kaynaklanan deformasyonlar giderilir. Orta istasyonlarda daha ince zımparalama ve polisaj işlemleri devreye girer; yüzey giderek pürüzsüzleşir ve hat boyunca ilerledikçe parlaklık artar. Son istasyonlarda ise parlatıcı diskler, macunlar veya özel polisaj üniteleri devreye girerek parçaya yüksek parlaklık ve estetik bir görünüm kazandırır. Bu ardışık işlem, parçanın tüm yüzey noktalarına eşit temas sağlar ve özellikle içi boş veya uzun parçalar için kritik bir kalite standardı oluşturur.
Otomatik zımpara ve parlatma hatları, seri üretimde yüksek kapasite ve tutarlılık sağlar. Binlerce parça, operatör müdahalesine gerek kalmadan aynı kalite standardında işlenebilir. Bu, otomotiv yan sanayi parçaları, mutfak eşyaları, mobilya profilleri, inşaat malzemeleri ve endüstriyel ekipman üretiminde büyük avantaj sağlar. Hat üzerindeki parametreler kolayca ayarlanabilir; farklı çap, boy ve malzemeye sahip parçalar aynı hatta işlenebilir. Modüler yapı, farklı üretim ihtiyaçlarına hızlı uyum sağlamak için istasyonların eklenmesine veya çıkarılmasına imkan verir, böylece üretim esnekliği ve maliyet etkinliği artırılır.
İş güvenliği ve ergonomi açısından otomatik hatlar manuel işlemlere kıyasla önemli avantajlar sunar. Operatörler metal tozları, titreşim ve yüksek sese doğrudan maruz kalmaz; parçalar kapalı kabinler veya koruyucu sistemler içinde işlenir. Gelişmiş toz toplama ve filtreleme sistemleri çalışma ortamını temiz ve sağlıklı tutar. Sensör destekli akıllı kontrol sistemleri, parça yerleşimi, aşırı basınç veya hatalı pozisyon gibi durumları anlık olarak algılar ve gerektiğinde hattı durdurarak olası kazaları önler. Bu, hem çalışan güvenliğini artırır hem de üretim hatlarının kesintisiz çalışmasını sağlar.
Enerji verimliliği ve bakım kolaylığı da bu hatların öne çıkan özelliklerindendir. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını tüketir ve gereksiz enerji sarfiyatını önler. Modüler tasarım, aşındırıcı disk ve polisaj bantlarının hızlı ve kolay değiştirilmesine imkan verir. Bakım süreçleri hızlı ve sorunsuz gerçekleşir, böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri düşer.
Otomatik zımpara ve parlatma hatları, çeşitli sektörlerde geniş uygulama alanı bulur. Otomotiv sektöründe gövde, şasi ve iç trim parçalarının yüzey hazırlığında, mutfak sektöründe çelik tencereler, borular ve aksesuarların estetik ve hijyenik yüzeylerinde, mobilya sektöründe metal ve ahşap profillerin pürüzsüz yüzeylerinde, medikal sektörde cerrahi aletler ve titanyum implantların steril ve düzgün yüzeylerinde yoğun olarak kullanılır. Hat üzerindeki istasyonlar, her sektörün özel gereksinimlerine göre optimize edilebilir; istasyon sayısı, aşındırıcı malzeme türü ve polisaj yöntemleri parçanın geometrisine ve malzemesine göre değiştirilebilir.
Teknolojik gelişmelerle birlikte bu hatlar, robotik kollar ve akıllı kontrol sistemleri ile entegre edilmektedir. Robotik sistemler, parçaların hattan alınmasını, yönlendirilmesini ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonda optimizasyon gerektiğini belirler. Bu sayede üretim süreci yalnızca hızlı değil, aynı zamanda daha akıllı, verimli ve tekrarlanabilir hale gelir. Ayrıca makineler, üretim sırasında parçaların yüzey özelliklerini gerçek zamanlı olarak ölçerek, gerekirse işlem parametrelerini otomatik olarak ayarlayabilir. Bu, hat üzerinde maksimum kalite ve minimum hata oranı sağlar.
Sonuç olarak, otomatik zımpara ve parlatma hatları, modern endüstride kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik teknolojilerdir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sağlayarak endüstriyel üretimde vazgeçilmez bir rol oynarlar. Bu hatlar, hem enerji verimliliği hem bakım kolaylığı hem de üretim esnekliği açısından işletmelere büyük avantaj sağlar ve modern üretim süreçlerinin kalbinde yer alır.
Otomatik zımpara ve parlatma hatları, günümüz endüstrisinde üretim süreçlerinin kalite, hız ve güvenlik açısından optimize edilmesini sağlayan gelişmiş sistemlerdir. Bu hatlar, zımparalama ve polisaj işlemlerini tek bir entegre hat üzerinde ardışık olarak gerçekleştirerek, manuel uygulamaların neden olduğu zaman kaybı, işçilik maliyeti ve kalite farklılıklarını ortadan kaldırır. Özellikle uzun, silindirik, boru veya profil şeklindeki parçaların eşit şekilde işlenmesi bu sistemlerin en kritik avantajlarından biridir; çünkü manuel yöntemlerle bu parçaların tüm yüzeyleri homojen olarak işlenemez ve istenilen parlaklık ve pürüzsüzlük elde edilemez.
Hatlar genellikle çok istasyonlu ve modüler bir tasarıma sahiptir. Parçalar üretim hattına yerleştirildikten sonra sabitlenir ve taşıma mekanizmasıyla istasyonlar boyunca taşınır. İlk istasyonlarda kaba zımparalama uygulanır; bu aşamada parçanın yüzeyindeki kaynak izleri, çapaklar, üretimden kaynaklanan deformasyonlar ve yüzey pürüzleri giderilir. Orta istasyonlarda daha ince zımparalama ve polisaj uygulamaları devreye girer, yüzey giderek pürüzsüzleşir ve hat boyunca ilerledikçe parlaklık artar. Son istasyonlarda ise parlatıcı diskler, macunlar veya özel polisaj üniteleri kullanılarak yüksek parlaklık ve estetik yüzey sağlanır. Bu ardışık işlem, parçanın tüm yüzey noktalarına eşit temas sağlayarak özellikle içi boş veya uzun parçalar için kritik kalite standardı oluşturur.
Otomatik zımpara ve parlatma hatları, seri üretimde yüksek kapasite ve tutarlılık sağlar. Binlerce parça, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. Bu özellik, otomotiv yan sanayi parçaları, mutfak eşyaları, mobilya profilleri, inşaat malzemeleri ve endüstriyel ekipman üretiminde büyük avantaj sağlar. Hat üzerindeki parametreler kolayca ayarlanabilir; farklı çap, boy ve malzemeye sahip parçalar aynı hatta işlenebilir. Modüler yapı, üretim hattının farklı ürün türlerine hızlıca uyum sağlamasına imkan verir. İstasyon sayısı ve işlevleri, üretilecek parçaların geometrisi ve yüzey gereksinimlerine göre artırılabilir veya azaltılabilir.
İş güvenliği ve ergonomi açısından otomatik hatlar, manuel zımparalama ve polisaja kıyasla önemli avantajlar sunar. Operatörler metal tozları, titreşim ve yüksek sese doğrudan maruz kalmaz; parçalar kapalı kabinler veya koruyucu sistemler içinde işlenir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Sensör destekli akıllı kontrol sistemleri, parça yerleşimi, aşırı basınç veya hatalı pozisyon gibi durumları anlık olarak algılar ve gerektiğinde hattı durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hatları kesintisiz çalışabilir.
Enerji verimliliği ve bakım kolaylığı da bu hatların önemli avantajları arasındadır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını tüketir ve gereksiz enerji sarfiyatını önler. Modüler tasarım, aşındırıcı disk ve polisaj bantlarının hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir, böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Hatlar, aynı zamanda parçaların farklı boyut ve malzemelerine uyum sağlayacak şekilde esnek olarak tasarlanabilir; bu sayede birden fazla ürün türü aynı hatta işlenebilir ve üretim verimliliği artırılır.
Otomatik zımpara ve parlatma hatları, çeşitli sektörlerde geniş uygulama alanı bulur. Otomotiv sektöründe gövde, şasi ve iç trim parçalarının yüzey hazırlığında; mutfak sektöründe çelik tencereler, tavalar ve boruların estetik ve hijyenik yüzeylerinde; mobilya sektöründe metal ve ahşap profillerin pürüzsüz yüzeylerinde; medikal sektörde cerrahi aletler ve titanyum implantların steril ve düzgün yüzeylerinde yoğun olarak kullanılır. Her sektörün özel gereksinimlerine göre hat üzerindeki istasyonlar, aşındırıcı ve polisaj üniteleri optimize edilebilir.
Gelişen teknoloji ile birlikte bu hatlar, robotik kollar ve akıllı kontrol sistemleri ile entegre edilmektedir. Robotik kollar parçaların hattan alınmasını, yönlendirilmesini ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı olarak ölçülür ve hat üzerindeki parametreler otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı garanti edilir.
Sonuç olarak, otomatik zımpara ve parlatma hatları, modern üretim tesislerinin kaliteyi standardize eden, verimliliği artıran ve iş güvenliğini sağlayan kritik bir teknolojisidir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sağlayarak endüstriyel üretimde vazgeçilmez bir rol oynar.
Otomatik Silindirik ve Düz Yüzey Polisaj Hattı

Otomatik silindirik ve düz yüzey polisaj hatları, modern endüstride yüksek hassasiyet ve verimlilik sağlamak amacıyla geliştirilmiş ileri teknoloji sistemlerdir. Bu hatlar, silindirik parçalar (borular, tüpler, miller) ile düz yüzeyli parçaların aynı üretim hattında hem zımparalama hem de polisaj işlemlerini ardışık olarak gerçekleştirmesine imkan tanır. Böylece üretim süresi önemli ölçüde kısalırken, yüzey kalitesi standartlaştırılır ve operatör kaynaklı hata riskleri ortadan kaldırılır.
Bu hatların tasarımı, çok istasyonlu ve modüler bir yapıya dayanır. Parçalar hattan sabitlenmiş bir şekilde ilerler ve her istasyonda belirli bir işlem gerçekleştirilir. İlk istasyonlarda genellikle kaba zımparalama uygulanır; bu aşamada parçanın yüzeyinde bulunan kaynak izleri, çapaklar ve üretimden kaynaklanan yüzey pürüzleri temizlenir. Orta istasyonlarda daha ince zımparalama ve polisaj uygulamaları devreye girer; yüzey giderek pürüzsüzleşir ve hat boyunca ilerledikçe parlaklık artar. Son istasyonlarda ise parlatıcı diskler, macunlar veya özel polisaj üniteleri kullanılarak parçaya yüksek parlaklık ve estetik bir görünüm kazandırılır. Bu ardışık işlem, hem silindirik hem de düz yüzeylerin tüm alanlarına eşit temas sağlayarak, kusursuz bir yüzey kalitesi elde edilmesini sağlar.
Otomatik silindirik ve düz yüzey polisaj hatları, seri üretimde yüksek kapasite ve tutarlılık sağlar. Binlerce parça, operatör müdahalesine gerek kalmadan aynı kalite standardında işlenebilir. Bu özellik, otomotiv yan sanayi parçaları, mutfak gereçleri, mobilya profilleri, inşaat malzemeleri ve endüstriyel ekipman üretiminde büyük avantaj sağlar. Hat üzerindeki parametreler, farklı çap, boy ve malzemeye sahip parçalar için kolayca ayarlanabilir. Modüler tasarım sayesinde hat, farklı ürün türlerine hızlıca adapte edilebilir; istasyon sayısı, aşındırıcı malzeme türü ve polisaj yöntemleri parçanın geometrisine ve yüzey özelliklerine göre optimize edilebilir.
İş güvenliği ve ergonomi açısından bu hatlar, manuel zımparalama ve polisaja göre çok daha avantajlıdır. Operatörler metal tozları, titreşim ve yüksek sese doğrudan maruz kalmaz; parçalar kapalı kabinler veya koruyucu sistemler içinde işlenir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Sensör destekli akıllı kontrol sistemleri, parça yerleşimi, aşırı basınç veya hatalı pozisyon gibi durumları anlık olarak algılar ve gerektiğinde hattı durdurarak olası kazaları önler. Böylece hem çalışan güvenliği sağlanır hem de üretim hatları kesintisiz çalışabilir.
Enerji verimliliği ve bakım kolaylığı da bu hatların öne çıkan özelliklerindendir. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını tüketir; gereksiz enerji sarfiyatını önler. Modüler tasarım, aşındırıcı disk ve polisaj bantlarının hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir, böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri düşer. Ayrıca hat, silindirik ve düz yüzey parçaları aynı anda işleyebilecek şekilde esnek tasarlandığı için üretim çeşitliliği ve verimliliği artırılır.
Bu hatlar, çeşitli sektörlerde geniş uygulama alanı bulur. Otomotiv sektöründe gövde ve şasi parçalarının yüzey hazırlığında, mutfak sektöründe çelik tencereler, tavalar ve boruların hijyenik ve estetik yüzeylerinde, mobilya sektöründe metal ve ahşap profillerin pürüzsüz yüzeylerinde, medikal sektörde cerrahi aletler ve titanyum implantların steril ve düzgün yüzeylerinde yoğun olarak kullanılır. Hat üzerindeki istasyonlar, sektöre özel gereksinimlere göre optimize edilebilir ve hem silindirik hem düz yüzeylerin işlenmesini sağlayacak şekilde tasarlanır.
Gelişen teknoloji ile birlikte bu hatlar, robotik kollar ve akıllı kontrol sistemleri ile entegre edilmektedir. Robotik kollar parçaların hattan alınmasını, yönlendirilmesini ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı olarak ölçülür ve hat üzerindeki parametreler otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı sağlanır.
Sonuç olarak, otomatik silindirik ve düz yüzey polisaj hatları, modern üretim tesislerinde kaliteyi standardize eden, verimliliği artıran ve iş güvenliğini sağlayan kritik bir teknolojidir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunarak endüstriyel üretimde vazgeçilmez bir rol oynar. Bu hatlar, hem enerji verimliliği hem bakım kolaylığı hem de üretim esnekliği açısından işletmelere büyük avantaj sağlar ve modern üretim süreçlerinin merkezinde yer alır.
Otomatik silindirik ve düz yüzey polisaj hatları, modern endüstride üretim kalitesini artırmak, verimliliği maksimize etmek ve iş güvenliğini sağlamak amacıyla geliştirilmiş entegre sistemlerdir. Bu hatlar, silindirik parçalar (borular, tüpler, miller) ve düz yüzeyli parçalar için hem zımparalama hem de polisaj işlemlerini tek bir üretim hattında ardışık olarak gerçekleştirir. Böylece manuel işlemlerin getirdiği zaman kaybı, kalite tutarsızlığı ve işçilik maliyeti önemli ölçüde azaltılır. Üstelik silindirik parçaların iç ve dış yüzeyleri ile düz yüzeylerin tamamı eşit temas ve basınç altında işlenebildiği için yüzey kalitesi yüksek ve tutarlı olur.
Bu hatlar, çok istasyonlu ve modüler bir yapıya sahiptir. Parçalar, üretim hattına yerleştirildikten sonra sabitlenir ve taşıma mekanizması yardımıyla istasyonlar boyunca ilerler. İlk istasyonlarda kaba zımparalama yapılır; bu aşamada yüzeydeki kaynak izleri, çapaklar, üretimden kaynaklanan deformasyonlar ve pürüzler giderilir. Orta istasyonlarda daha ince zımparalama ve polisaj işlemleri devreye girer; yüzey giderek pürüzsüzleşir ve hat boyunca ilerledikçe parlaklık artar. Son istasyonlarda ise yüksek parlaklık ve estetik yüzey sağlamak amacıyla parlatıcı diskler, macunlar ve özel polisaj üniteleri kullanılır. Ardışık işlem, hem silindirik hem de düz yüzeylerin tüm alanlarına eşit temas sağlayarak kusursuz bir yüzey kalitesi elde edilmesini sağlar.
Otomatik silindirik ve düz yüzey polisaj hatları, seri üretimde yüksek kapasite ve tutarlılık sağlar. Binlerce parça, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. Bu durum, otomotiv yan sanayi parçaları, mutfak gereçleri, mobilya profilleri, inşaat malzemeleri ve endüstriyel ekipman üretiminde büyük avantaj sağlar. Hat üzerindeki parametreler, farklı çap, boy ve malzemeye sahip parçalar için kolayca ayarlanabilir. Modüler tasarım sayesinde hat, farklı ürün türlerine hızla adapte edilebilir; istasyon sayısı, aşındırıcı malzeme türü ve polisaj yöntemleri parçanın geometrisine ve yüzey özelliklerine göre optimize edilebilir.
İş güvenliği ve ergonomi açısından bu hatlar, manuel zımparalama ve polisaja kıyasla büyük avantajlar sunar. Operatörler metal tozları, titreşim ve yüksek sese doğrudan maruz kalmaz; parçalar kapalı kabinler veya koruyucu sistemler içinde işlenir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Sensör destekli akıllı kontrol sistemleri, parça yerleşimi, aşırı basınç veya hatalı pozisyon gibi durumları anlık olarak algılar ve gerektiğinde hattı durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hatları kesintisiz çalışabilir.
Enerji verimliliği ve bakım kolaylığı da bu hatların öne çıkan özelliklerindendir. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını tüketir ve gereksiz enerji sarfiyatını önler. Modüler tasarım, aşındırıcı disk ve polisaj bantlarının hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir, böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri düşer. Hat, silindirik ve düz yüzey parçaları aynı anda işleyebilecek şekilde esnek tasarlandığından üretim çeşitliliği ve verimliliği artar.
Otomatik silindirik ve düz yüzey polisaj hatları, çeşitli sektörlerde geniş uygulama alanı bulur. Otomotiv sektöründe gövde, şasi ve iç trim parçalarının yüzey hazırlığında; mutfak sektöründe çelik tencereler, tavalar ve boruların estetik ve hijyenik yüzeylerinde; mobilya sektöründe metal ve ahşap profillerin pürüzsüz yüzeylerinde; medikal sektörde cerrahi aletler ve titanyum implantların steril ve düzgün yüzeylerinde yoğun olarak kullanılır. Hat üzerindeki istasyonlar, sektöre özel gereksinimlere göre optimize edilebilir ve hem silindirik hem düz yüzeylerin işlenmesini sağlayacak şekilde tasarlanır.
Gelişen teknoloji ile birlikte bu hatlar, robotik kollar ve akıllı kontrol sistemleri ile entegre hale gelmiştir. Robotik kollar parçaların hattan alınmasını, yönlendirilmesini ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı olarak ölçülür ve hat üzerindeki parametreler otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı sağlanır. Bu teknoloji, üretim sürecinin hem hızlı hem de tekrarlanabilir olmasını garanti eder.
Sonuç olarak, otomatik silindirik ve düz yüzey polisaj hatları, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik bir teknolojidir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. Bu hatlar, enerji verimliliği, bakım kolaylığı ve üretim esnekliği açısından işletmelere önemli avantajlar sağlar ve modern endüstrinin temel üretim çözümlerinden biri olarak öne çıkar.
Otomatik silindirik ve düz yüzey polisaj hatları, modern üretim tesislerinde yüksek hassasiyet ve verimlilik sağlamak amacıyla tasarlanmış gelişmiş sistemlerdir. Bu hatlar, hem silindirik parçalar hem de düz yüzeyli parçalar için zımparalama ve polisaj işlemlerini tek bir entegre hat üzerinde ardışık olarak gerçekleştirir. Böylece manuel işlemlerden kaynaklanan zaman kaybı, kalite dalgalanmaları ve işçilik maliyeti önemli ölçüde azaltılır. Özellikle uzun borular, tüpler, miller ve profil parçalarının tüm yüzeylerinin eşit ve homojen işlenmesi, hatların en önemli avantajlarından biridir; manuel yöntemlerle bu düzeyde tutarlılık sağlamak neredeyse imkânsızdır.
Bu hatların tasarımı, çok istasyonlu ve modüler bir yapıya dayanır. Parçalar üretim hattına yerleştirildikten sonra özel tutucularla sabitlenir ve taşıma mekanizması aracılığıyla istasyonlar boyunca hareket eder. İlk istasyonlarda kaba zımparalama yapılır; bu aşamada yüzeydeki kaynak izleri, çapaklar, üretim deformasyonları ve yüzey pürüzleri giderilir. Orta istasyonlarda daha ince zımparalama ve polisaj işlemleri uygulanır; parçanın yüzeyi giderek pürüzsüzleşir ve parlaklık hat boyunca ilerledikçe artar. Son istasyonlarda ise parlatıcı diskler, macunlar ve özel polisaj üniteleri devreye girer; böylece yüksek parlaklık ve estetik yüzey elde edilir. Bu ardışık işlem, hem silindirik hem de düz yüzeylerin tüm alanlarına eşit temas sağlar ve kusursuz bir yüzey kalitesi oluşturur.
Otomatik silindirik ve düz yüzey polisaj hatları, seri üretimde yüksek kapasite ve tutarlılık sağlar. Binlerce parça, operatör müdahalesine gerek kalmadan aynı kalite standardında işlenebilir. Bu durum, otomotiv yan sanayi parçaları, mutfak gereçleri, mobilya profilleri, inşaat malzemeleri ve endüstriyel ekipman üretiminde büyük avantaj sağlar. Hat üzerindeki parametreler, farklı çap, boy ve malzemeye sahip parçalar için kolayca ayarlanabilir. Modüler tasarım sayesinde hat, farklı ürün türlerine hızlıca adapte edilebilir; istasyon sayısı, aşındırıcı malzeme türü ve polisaj yöntemleri parçanın geometrisine ve yüzey özelliklerine göre optimize edilebilir.
İş güvenliği ve ergonomi açısından bu hatlar, manuel zımparalama ve polisaja kıyasla önemli avantajlar sunar. Operatörler metal tozları, titreşim ve yüksek sese doğrudan maruz kalmaz; parçalar kapalı kabinler veya koruyucu sistemler içinde işlenir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Sensör destekli akıllı kontrol sistemleri, parça yerleşimi, aşırı basınç veya hatalı pozisyon gibi durumları anlık olarak algılar ve gerektiğinde hattı durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hatları kesintisiz çalışabilir.
Enerji verimliliği ve bakım kolaylığı da bu hatların önemli avantajları arasındadır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını tüketir, gereksiz enerji sarfiyatını önler. Modüler tasarım, aşındırıcı disk ve polisaj bantlarının hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir, böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri düşer. Hat, hem silindirik hem düz yüzey parçaları aynı anda işleyebilecek şekilde esnek tasarlandığından üretim çeşitliliği ve verimliliği artar.
Otomatik silindirik ve düz yüzey polisaj hatları, çeşitli sektörlerde geniş uygulama alanı bulur. Otomotiv sektöründe gövde, şasi ve iç trim parçalarının yüzey hazırlığında; mutfak sektöründe çelik tencereler, tavalar ve boruların estetik ve hijyenik yüzeylerinde; mobilya sektöründe metal ve ahşap profillerin pürüzsüz yüzeylerinde; medikal sektörde cerrahi aletler ve titanyum implantların steril ve düzgün yüzeylerinde yoğun olarak kullanılır. Hat üzerindeki istasyonlar, sektöre özel gereksinimlere göre optimize edilebilir ve hem silindirik hem düz yüzeylerin işlenmesini sağlayacak şekilde tasarlanır.
Gelişen teknoloji ile birlikte bu hatlar, robotik kollar ve akıllı kontrol sistemleri ile entegre edilmektedir. Robotik kollar parçaların hattan alınmasını, yönlendirilmesini ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı olarak ölçülür ve hat üzerindeki parametreler otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı sağlanır. Bu teknoloji, üretim sürecinin hem hızlı hem de tekrarlanabilir olmasını garanti eder.
Sonuç olarak, otomatik silindirik ve düz yüzey polisaj hatları, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik bir teknolojidir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. Bu hatlar, enerji verimliliği, bakım kolaylığı ve üretim esnekliği açısından işletmelere önemli avantajlar sağlar ve modern endüstrinin temel üretim çözümlerinden biri olarak öne çıkar.
Otomatik silindirik ve düz yüzey polisaj hatları, modern üretim tesislerinde yüksek kalite standartlarını sağlamak, üretim verimliliğini artırmak ve iş güvenliğini garanti altına almak için tasarlanmış kompleks sistemlerdir. Bu hatlar, hem silindirik parçaların hem de düz yüzeyli parçaların işlenmesini tek bir entegre hatta mümkün kılarak, manuel işlemlerin neden olduğu zaman kaybını, işçilik maliyetini ve kalite tutarsızlıklarını ortadan kaldırır. Özellikle uzun borular, tüpler, miller ve profil parçalarının tüm yüzeylerinin eşit şekilde işlenmesi, manuel yöntemlerle elde edilemeyecek bir tutarlılığı ve yüksek yüzey kalitesini garanti eder.
Hatların temel tasarımı, çok istasyonlu ve modüler bir mimariye sahiptir. Parçalar, hat üzerine yerleştirildikten sonra özel tutucular ve taşıma mekanizmaları ile sabitlenir ve istasyonlar boyunca hareket ettirilir. İlk istasyonlarda kaba zımparalama uygulanır; burada parçanın yüzeyindeki kaynak izleri, çapaklar, üretim deformasyonları ve yüzey pürüzleri giderilir. Orta istasyonlarda daha ince zımparalama ve polisaj işlemleri yapılır; yüzey giderek pürüzsüzleşir ve hat boyunca ilerledikçe parlaklık artar. Son istasyonlarda ise parlatıcı diskler, polisaj macunları ve özel üniteler devreye girerek yüksek parlaklık ve estetik yüzey sağlar. Bu ardışık işlem, hem silindirik hem düz yüzeylerin tüm alanlarına eşit temas sağlayarak kusursuz bir yüzey kalitesi elde edilmesini mümkün kılar.
Otomatik silindirik ve düz yüzey polisaj hatları, seri üretimde yüksek kapasite ve tutarlılık sunar. Binlerce parça, operatör müdahalesine gerek kalmadan aynı kalite standardında işlenebilir. Bu durum, otomotiv yan sanayi parçaları, mutfak gereçleri, mobilya profilleri, inşaat malzemeleri ve endüstriyel ekipman üretiminde büyük avantaj sağlar. Hat üzerindeki parametreler, farklı çap, boy ve malzemeye sahip parçalar için kolayca ayarlanabilir. Modüler tasarım sayesinde hat, farklı ürün türlerine hızlıca uyum sağlar; istasyon sayısı, aşındırıcı malzeme türü ve polisaj yöntemleri parçanın geometrisine ve yüzey gereksinimlerine göre optimize edilebilir.
İş güvenliği ve ergonomi açısından otomatik hatlar, manuel zımparalama ve polisaja kıyasla büyük avantajlar sağlar. Operatörler metal tozları, titreşim ve yüksek sese doğrudan maruz kalmaz; parçalar kapalı kabinler veya koruyucu sistemler içinde işlenir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parça yerleşimi, aşırı basınç veya hatalı pozisyon gibi durumları anlık olarak algılar ve gerekirse hattı durdurarak olası kazaları önler. Böylece hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı da bu hatların öne çıkan özelliklerindendir. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, aşındırıcı disk ve polisaj bantlarının hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir; böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri düşer. Hat, hem silindirik hem düz yüzey parçaları aynı anda işleyebilecek şekilde tasarlandığından üretim çeşitliliği ve verimliliği artar.
Otomatik silindirik ve düz yüzey polisaj hatları, çeşitli sektörlerde geniş uygulama alanı bulur. Otomotiv sektöründe gövde, şasi ve iç trim parçalarının yüzey hazırlığında; mutfak sektöründe çelik tencereler, tavalar ve boruların estetik ve hijyenik yüzeylerinde; mobilya sektöründe metal ve ahşap profillerin pürüzsüz yüzeylerinde; medikal sektörde cerrahi aletler ve titanyum implantların steril ve düzgün yüzeylerinde yoğun olarak kullanılır. Hat üzerindeki istasyonlar, sektöre özel gereksinimlere göre optimize edilebilir ve hem silindirik hem düz yüzeylerin işlenmesini sağlayacak şekilde tasarlanır.
Gelişen teknoloji ile birlikte bu hatlar, robotik kollar ve akıllı kontrol sistemleri ile entegre edilmiştir. Robotik kollar, parçaların hattan alınmasını, yönlendirilmesini ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde parçaların yüzey özellikleri gerçek zamanlı olarak ölçülür ve hat üzerindeki parametreler otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı sağlanır. Bu teknoloji, üretim sürecinin hem hızlı hem de tekrarlanabilir olmasını garanti eder.
Sonuç olarak, otomatik silindirik ve düz yüzey polisaj hatları, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik bir teknolojidir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. Bu hatlar, enerji verimliliği, bakım kolaylığı ve üretim esnekliği açısından işletmelere büyük avantaj sağlar ve modern endüstrinin temel üretim çözümlerinden biri olarak öne çıkar.
İstersen bir sonraki adımda sana bu hatların istasyon bazlı teknik işlevleri, kullanılan zımpara ve polisaj malzemeleri, parça sabitleme ve yönlendirme mekanizmaları ile hassas ayar sistemleri hakkında daha teknik ve detaylı bir metin hazırlayabilirim.
Otomatik Metal Profil Zımpara ve Polisaj Makinesi

Otomatik metal profil zımpara ve polisaj makineleri, özellikle endüstriyel üretim süreçlerinde metal profillerin yüzey kalitesini artırmak, pürüzsüz ve estetik bir görünüm kazandırmak amacıyla geliştirilmiş ileri teknoloji sistemlerdir. Bu makineler, metal profillerin üretim sürecinde oluşabilecek kaynak izlerini, çapakları, yüzey deformasyonlarını ve pürüzleri etkili bir şekilde giderir. Aynı anda zımparalama ve polisaj işlemlerini gerçekleştirebilme kapasitesi sayesinde, manuel işlemlere kıyasla hem zaman tasarrufu sağlar hem de üretim verimliliğini artırır.
Makinenin çalışma prensibi, çok istasyonlu ve modüler bir yapıya dayanır. Profil, özel tutucular ile sabitlenir ve taşıma mekanizması sayesinde ardışık istasyonlar boyunca hareket eder. İlk istasyonlarda kaba zımparalama uygulanarak profil yüzeyindeki büyük pürüzler ve çapaklar giderilir. Orta istasyonlarda ince zımparalama ve polisaj işlemleri yapılır; bu aşamada profil yüzeyi giderek pürüzsüzleşir ve parlaklığı artar. Son istasyonlarda ise özel parlatıcı diskler ve macunlar kullanılarak yüksek parlaklık ve estetik bir yüzey sağlanır. Bu işlem, profilin tüm yüzeylerine eşit temas sağlayacak şekilde tasarlanmıştır ve homojen bir yüzey kalitesi elde edilmesini garanti eder.
Otomatik metal profil zımpara ve polisaj makineleri, seri üretimde yüksek tutarlılık ve kapasite sağlar. Binlerce profil, operatör müdahalesine gerek kalmadan aynı kalite standardında işlenebilir. Makinenin parametreleri, profil boyutu, çapı ve malzemesine göre kolayca ayarlanabilir; böylece farklı profil türleri tek bir makinede işlenebilir. Modüler tasarım, üretim hattının farklı ürün türlerine hızlıca uyum sağlamasına olanak tanır; istasyon sayısı, zımpara ve polisaj malzemeleri, işlem hızı ve basınç değerleri profilin geometrisine ve yüzey özelliklerine göre optimize edilebilir.
İş güvenliği ve ergonomi açısından otomatik metal profil zımpara ve polisaj makineleri, manuel yöntemlere göre önemli avantajlar sunar. Operatörler metal tozları, yüksek titreşim ve gürültüye doğrudan maruz kalmaz; işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleşir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Sensör destekli kontrol sistemleri, parça yerleşimi, aşırı basınç veya hatalı pozisyon durumlarını algılar ve gerekirse makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hattı kesintisiz çalışabilir.
Enerji verimliliği ve bakım kolaylığı da bu makinelerin öne çıkan özelliklerindendir. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır, gereksiz tüketimi önler. Modüler tasarım sayesinde aşındırıcı disk ve polisaj bantları hızlı ve kolay değiştirilebilir. Bakım işlemleri sorunsuz ve hızlı bir şekilde gerçekleşir; böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır.
Otomatik metal profil zımpara ve polisaj makineleri, çeşitli sektörlerde geniş uygulama alanına sahiptir. İnşaat sektöründe metal profil ve çelik kirişlerin yüzey hazırlığında, mobilya sektöründe metal ve alüminyum profillerin estetik ve pürüzsüz yüzeylerinde, otomotiv ve yan sanayi sektöründe şasi ve çerçeve profillerinin yüzey işlenmesinde yoğun olarak kullanılır. Hat üzerindeki istasyonlar, üretilecek profil türüne göre optimize edilebilir ve hem düz hem de özel profilli parçaların işlenmesini sağlayacak şekilde tasarlanır.
Gelişen teknoloji ile birlikte bu makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar profilleri hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, profil yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı sağlanır.
Sonuç olarak, otomatik metal profil zımpara ve polisaj makineleri, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik bir teknolojidir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. İstersen bir sonraki adımda sana bu makinelerin istasyon bazlı teknik işlevleri, kullanılan zımpara ve polisaj malzemeleri, profil sabitleme ve yönlendirme mekanizmaları ile hassas ayar sistemleri hakkında çok daha ayrıntılı ve teknik bir metin hazırlayabilirim.
Otomatik metal profil zımpara ve polisaj makineleri, modern endüstriyel üretimde metal profillerin yüzey kalitesini en yüksek seviyeye taşımak için tasarlanmış kapsamlı sistemlerdir. Bu makineler, üretim sürecinde metal profillerde oluşabilecek kaynak izlerini, çapakları, yüzey deformasyonlarını ve pürüzleri etkili biçimde giderir. Hem zımparalama hem de polisaj işlemlerini ardışık olarak gerçekleştirebilme yetenekleri sayesinde manuel işlemlere kıyasla önemli ölçüde zaman tasarrufu sağlar ve üretim kapasitesini artırır. Özellikle uzun profillerin ve özel geometrili metal parçaların tüm yüzeylerinin homojen olarak işlenmesi, manuel yöntemlerle sağlanması güç bir avantajdır.
Bu makinelerin tasarımı, çok istasyonlu, modüler ve esnek bir yapıya sahiptir. Metal profiller, hat üzerine yerleştirildikten sonra özel tutucular ile sabitlenir ve taşıma mekanizmaları ile istasyonlar boyunca ilerler. İlk istasyonlarda kaba zımparalama işlemleri uygulanır; bu aşamada yüzeydeki büyük çapaklar, kaynak izleri ve üretim deformasyonları temizlenir. Orta istasyonlarda daha ince zımparalama ve polisaj işlemleri gerçekleştirilir; profil yüzeyi giderek pürüzsüzleşir ve parlaklığı artar. Son istasyonlarda ise parlatıcı diskler, macunlar ve özel polisaj üniteleri ile yüksek parlaklık ve estetik yüzey elde edilir. Bu ardışık işlem, profilin hem dış hem iç yüzeylerine eşit basınç ve temas sağlayarak kusursuz bir yüzey kalitesi oluşturur.
Otomatik metal profil zımpara ve polisaj makineleri, seri üretimde yüksek kapasite ve tutarlılık sunar. Binlerce profil, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. Makinenin işlem parametreleri, profil boyutu, kesit şekli ve malzemesine göre kolayca ayarlanabilir; bu sayede farklı profil türleri tek bir makinede işlenebilir. Modüler tasarım, üretim hattının farklı ürün tiplerine hızlı uyum sağlamasına olanak tanır; istasyon sayısı, zımpara ve polisaj malzemeleri, basınç ve hız değerleri profilin geometrisine ve yüzey özelliklerine göre optimize edilebilir.
İş güvenliği ve ergonomi açısından otomatik metal profil zımpara ve polisaj makineleri, manuel yöntemlere kıyasla belirgin avantajlar sunar. Operatörler metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleşir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parça yerleşimi, aşırı basınç veya hatalı pozisyon durumlarını anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı da bu makinelerin öne çıkan avantajlarındandır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, aşındırıcı disk ve polisaj bantlarının hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri sorunsuz ve hızlı bir şekilde gerçekleşir; böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri düşer. Hat, hem düz hem de özel profilli parçaları aynı anda işleyebilecek şekilde esnek tasarlanmıştır; bu, üretim çeşitliliğini ve verimliliği önemli ölçüde artırır.
Otomatik metal profil zımpara ve polisaj makineleri, çeşitli sektörlerde geniş uygulama alanına sahiptir. İnşaat sektöründe çelik kirişler ve profillerin yüzey hazırlığında, mobilya sektöründe metal ve alüminyum profillerin pürüzsüz ve estetik yüzeylerinde, otomotiv ve yan sanayi sektöründe şasi, çerçeve ve bağlantı profillerinin yüzey işlenmesinde yoğun olarak kullanılır. Hat üzerindeki istasyonlar, üretilecek profil türüne ve sektörel gereksinimlere göre optimize edilebilir ve hem düz hem de özel kesitli profillerin işlenmesini sağlayacak şekilde tasarlanır.
Gelişen teknoloji ile birlikte makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, profilleri hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, profil yüzey özellikleri gerçek zamanlı ölçülür ve hat üzerindeki işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı sağlanır. Bu sistemler, üretim sürecinin hem hızlı hem de tekrarlanabilir olmasını garanti eder.
Sonuç olarak, otomatik metal profil zımpara ve polisaj makineleri, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik teknolojilerdir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. Enerji verimliliği, bakım kolaylığı ve üretim esnekliği açısından işletmelere büyük avantaj sağlar ve modern endüstrinin vazgeçilmez üretim çözümlerinden biri olarak öne çıkar.
Otomatik metal profil zımpara ve polisaj makineleri, endüstriyel üretimde metal profillerin yüzey kalitesini artırmak, üretim hızını optimize etmek ve iş güvenliğini sağlamak amacıyla tasarlanmış kapsamlı sistemlerdir. Bu makineler, üretim sürecinde metal profillerde oluşabilecek kaynak izlerini, çapakları, yüzey deformasyonlarını ve pürüzleri etkili şekilde giderir ve hem zımparalama hem de polisaj işlemlerini tek bir entegre hatta ardışık olarak gerçekleştirebilir. Bu özellik, manuel yöntemlerle sağlanması güç olan homojen ve yüksek kaliteli yüzey elde etmeyi mümkün kılar ve üretim sürecinde önemli ölçüde zaman tasarrufu sağlar. Özellikle uzun profiller ve özel geometrili parçaların tüm yüzeylerinin eşit şekilde işlenmesi, bu makinelerin en önemli avantajlarındandır.
Makinenin yapısı çok istasyonlu, modüler ve esnek olarak tasarlanmıştır. Metal profiller, özel tutucular aracılığıyla hat üzerine sabitlenir ve taşıma mekanizmalarıyla istasyonlar boyunca ilerler. İlk istasyonlarda kaba zımparalama uygulanarak yüzeydeki büyük çapaklar, kaynak izleri ve üretim deformasyonları giderilir. Orta istasyonlarda ince zımparalama ve polisaj işlemleri gerçekleştirilir; profil yüzeyi giderek pürüzsüzleşir ve parlaklığı artar. Son istasyonlarda ise parlatıcı diskler, macunlar ve özel polisaj üniteleri devreye girer, böylece profilin estetik ve yüksek parlaklıkta yüzey kazanması sağlanır. Bu ardışık işlem, profilin hem dış hem iç yüzeylerine eşit basınç ve temas sağlayacak şekilde tasarlanmıştır ve kusursuz bir yüzey kalitesi elde edilmesini garanti eder.
Otomatik metal profil zımpara ve polisaj makineleri, seri üretimde yüksek kapasite ve tutarlılık sunar. Binlerce profil, operatör müdahalesine gerek kalmadan aynı kalite standardında işlenebilir. Makinenin işlem parametreleri, profil boyutu, kesit şekli ve malzemesine göre kolayca ayarlanabilir; böylece farklı profil türleri tek bir makinede işlenebilir. Modüler tasarım, üretim hattının farklı ürün tiplerine hızlı uyum sağlamasına olanak tanır; istasyon sayısı, zımpara ve polisaj malzemeleri, basınç ve hız değerleri profilin geometrisine ve yüzey özelliklerine göre optimize edilebilir.
İş güvenliği ve ergonomi açısından otomatik metal profil zımpara ve polisaj makineleri, manuel yöntemlere göre belirgin avantajlar sunar. Operatörler metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleşir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parça yerleşimi, aşırı basınç veya hatalı pozisyon durumlarını anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Böylece hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı da bu makinelerin öne çıkan avantajlarındandır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, aşındırıcı disk ve polisaj bantlarının hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri sorunsuz ve hızlı bir şekilde gerçekleşir; böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri düşer. Hat, hem düz hem de özel profilli parçaları aynı anda işleyebilecek şekilde esnek tasarlanmıştır; bu, üretim çeşitliliğini ve verimliliği önemli ölçüde artırır.
Otomatik metal profil zımpara ve polisaj makineleri, çeşitli sektörlerde geniş uygulama alanına sahiptir. İnşaat sektöründe çelik kirişler ve profillerin yüzey hazırlığında, mobilya sektöründe metal ve alüminyum profillerin estetik ve pürüzsüz yüzeylerinde, otomotiv ve yan sanayi sektöründe şasi, çerçeve ve bağlantı profillerinin yüzey işlenmesinde yoğun olarak kullanılır. Hat üzerindeki istasyonlar, üretilecek profil türüne ve sektörel gereksinimlere göre optimize edilebilir ve hem düz hem de özel kesitli profillerin işlenmesini sağlayacak şekilde tasarlanır.
Gelişen teknoloji ile birlikte makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, profilleri hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, profil yüzey özellikleri gerçek zamanlı ölçülür ve hat üzerindeki işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı sağlanır. Bu sistemler, üretim sürecinin hem hızlı hem de tekrarlanabilir olmasını garanti eder.
Bu makineler ayrıca, farklı profil geometrilerine uygun özelleştirilebilir istasyonlar ile donatılabilir. Örneğin, T-profil, L-profil, U-profil veya özel şekilli alüminyum ve çelik profiller için ayrı istasyonlarda optimize edilmiş zımparalama ve polisaj aparatları bulunur. Böylece tüm profil türlerinde yüzey kalitesi tutarlı ve homojen olur. Hat üzerindeki sensörler, her bir profilin boyutunu ve kesitini algılar ve ilgili istasyonları otomatik olarak devreye alır; bu, üretim hattında insan hatasını minimize eder ve kaliteyi maksimum seviyeye çıkarır.
Sonuç olarak, otomatik metal profil zımpara ve polisaj makineleri, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik sistemlerdir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. Enerji verimliliği, bakım kolaylığı ve üretim esnekliği açısından işletmelere büyük avantaj sağlar ve modern endüstrinin vazgeçilmez üretim çözümlerinden biri olarak öne çıkar.
İstersen bir sonraki aşamada sana bu makinelerin her bir istasyonunun teknik işlevleri, kullanılan zımpara ve polisaj malzemeleri, profil sabitleme ve yönlendirme mekanizmaları ile hassas ayar sistemleri hakkında çok daha teknik ve detaylı bir metin hazırlayabilirim.
Otomatik Disk ve Mob Fırça Polisaj Makinesi
Otomatik disk ve mob fırça polisaj makineleri, özellikle metal, ahşap, plastik ve kompozit yüzeylerin yüksek kalite standartlarında işlenmesi için tasarlanmış gelişmiş endüstriyel sistemlerdir. Bu makineler, üretim hattında oluşabilecek çizik, pürüz ve yüzey düzensizliklerini gidermenin yanı sıra, yüzeye yüksek parlaklık ve estetik bir görünüm kazandırır. Disk ve mob fırça kombinasyonu, farklı yüzey tipleri ve geometrilerine uyum sağlama yeteneği sunar; diskler genellikle düz ve geniş alanların işlenmesinde, mob fırçalar ise girintili veya profilli alanların parlatılmasında kullanılır.
Makinenin çalışma prensibi, çok istasyonlu ve modüler bir yapıya dayanır. İşlenecek parça, özel tutucular veya taşıma bantları ile sabitlenir ve ardışık istasyonlar boyunca hareket eder. İlk istasyonlarda kaba diskler veya fırçalar kullanılarak yüzeydeki büyük pürüzler ve deformasyonlar giderilir. Orta istasyonlarda daha ince diskler ve mob fırçalar devreye girer; bu aşamada yüzey pürüzsüzleşir ve parlaklık artar. Son istasyonlarda ise parlatıcı diskler ve yüksek yoğunluklu mob fırçalar ile yüzeye nihai parlaklık ve estetik görünüm kazandırılır. Bu ardışık işlem, farklı geometrideki parçaların tüm yüzeylerine eşit temas sağlayarak kusursuz bir yüzey kalitesi oluşturur.
Otomatik disk ve mob fırça polisaj makineleri, seri üretimde yüksek kapasite ve tutarlılık sağlar. Binlerce parça, operatör müdahalesine gerek kalmadan aynı kalite standardında işlenebilir. Makine parametreleri, parça boyutu, şekli ve malzemesine göre kolayca ayarlanabilir. Modüler tasarım sayesinde hat, farklı ürün türlerine hızlı bir şekilde adapte olabilir; istasyon sayısı, disk ve fırça tipleri, hız ve basınç değerleri parça özelliklerine göre optimize edilir.
İş güvenliği ve ergonomi açısından bu makineler, manuel polisaj ve zımparaya göre büyük avantajlar sunar. Operatörler metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleşir. Gelişmiş toz toplama ve filtreleme sistemleri çalışma ortamını temiz ve sağlıklı tutar. Sensör destekli kontrol sistemleri, parça yerleşimi, aşırı basınç veya hatalı pozisyon gibi durumları anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Böylece hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı da bu makinelerin önemli avantajlarındandır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri sorunsuz ve hızlı gerçekleşir; böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri düşer.
Otomatik disk ve mob fırça polisaj makineleri, çeşitli sektörlerde geniş uygulama alanına sahiptir. Metal işleme sektöründe paslanmaz çelik ve alüminyum parçaların yüzey hazırlığında, mobilya sektöründe ahşap ve kompozit profillerin estetik yüzeylerinde, otomotiv sektöründe gövde ve aksesuar parçalarının parlatılmasında yoğun olarak kullanılır. Hat üzerindeki istasyonlar, işlenecek parça tipine ve sektörel gereksinimlere göre optimize edilir ve hem düz hem de profilli yüzeylerin işlenmesini sağlar.
Gelişen teknoloji ile birlikte bu makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek her istasyonda optimizasyon gerekip gerekmediğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı sağlanır.
Sonuç olarak, otomatik disk ve mob fırça polisaj makineleri, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik sistemlerdir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. İstersen bir sonraki adımda sana bu makinelerin her bir istasyonunun teknik detayları, kullanılan disk ve mob fırça tipleri, parça sabitleme ve yönlendirme mekanizmaları ile hassas ayar sistemleri hakkında çok daha teknik ve ayrıntılı bir metin hazırlayabilirim.
Otomatik disk ve mob fırça polisaj makineleri, endüstriyel üretimde özellikle metal, ahşap, plastik ve kompozit yüzeylerin yüksek kalite standartlarında işlenmesini sağlamak üzere tasarlanmış ileri teknoloji sistemlerdir. Bu makineler, üretim sürecinde ortaya çıkan çizik, pürüz, kaynak izleri ve diğer yüzey düzensizliklerini etkili bir şekilde giderir. Diskler ve mob fırçalar, farklı yüzey tiplerine ve geometrilere uyum sağlayacak şekilde bir arada kullanılır; diskler geniş ve düz yüzeylerde yüksek verim sağlarken, mob fırçalar girintili, profilli ve zor ulaşılabilen alanları işleyerek yüzeyin homojen bir şekilde parlatılmasını garanti eder. Bu kombinasyon, manuel işlemlerle elde edilemeyecek tutarlılığı ve kaliteyi sağlar.
Makinenin tasarımı, çok istasyonlu, modüler ve esnek bir mimariye sahiptir. İşlenecek parça, özel tutucular, kılavuzlar veya taşıma bantları ile sabitlenir ve hat boyunca ardışık istasyonlardan geçirilir. İlk istasyonlarda kaba diskler veya fırçalar kullanılarak yüzeydeki büyük çapaklar ve deformasyonlar temizlenir. Orta istasyonlarda ince diskler ve mob fırçalar devreye girer; bu aşamada yüzey pürüzsüzleşir, parlaklık artar ve yüzey homojenleşir. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar ve parlatıcı diskler kullanılarak yüzeye nihai parlaklık, estetik görünüm ve işlevsellik kazandırılır. Bu ardışık işlem, parçaların tüm yüzeylerine eşit temas sağlayacak şekilde tasarlanmıştır ve kusursuz bir yüzey kalitesi elde edilmesini garanti eder.
Otomatik disk ve mob fırça polisaj makineleri, seri üretimde yüksek kapasite ve tutarlılık sunar. Binlerce parça, operatör müdahalesine gerek kalmadan aynı kalite standardında işlenebilir. Makinenin işlem parametreleri, parça boyutu, şekli, malzemesi ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde hat, farklı ürün türlerine hızlı bir şekilde adapte olabilir; istasyon sayısı, disk ve fırça tipleri, hız ve basınç değerleri, işlenecek parça özelliklerine göre optimize edilir. Bu esneklik, üretim çeşitliliğini artırır ve farklı sektörlerin ihtiyaçlarına uyum sağlar.
İş güvenliği ve ergonomi açısından makineler, manuel zımparalama ve polisaj işlemlerine göre önemli avantajlar sunar. Operatörler metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler ve kontrol sistemleri, parça yerleşimi, aşırı basınç veya hatalı pozisyon durumlarını anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı da bu makinelerin öne çıkan özelliklerindendir. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır, gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleşir; böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Hat, hem düz hem profilli parçaları aynı anda işleyebilecek şekilde tasarlanmıştır; bu, üretim çeşitliliğini ve verimliliği önemli ölçüde artırır.
Otomatik disk ve mob fırça polisaj makineleri, çeşitli sektörlerde geniş uygulama alanına sahiptir. Metal işleme sektöründe paslanmaz çelik, alüminyum ve bakır parçaların yüzey hazırlığında, mobilya sektöründe ahşap ve kompozit profillerin estetik ve pürüzsüz yüzeylerinde, otomotiv sektöründe gövde, şasi ve aksesuar parçalarının parlatılmasında yoğun olarak kullanılır. Hat üzerindeki istasyonlar, işlenecek parça tipine ve sektörel gereksinimlere göre optimize edilir ve hem düz hem de profilli yüzeylerin kusursuz şekilde işlenmesini sağlar.
Gelişen teknoloji ile birlikte makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek her istasyonda optimizasyon gerekip gerekmediğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı sağlanır.
Ayrıca bu makineler, profesyonel endüstriyel uygulamalarda farklı boyut ve şekillerdeki disk ve mob fırçalarla özelleştirilebilir. Örneğin, geniş yüzeyler için büyük çaplı diskler kullanılırken, girintili ve profilli alanlar için özel mob fırçalar devreye alınır. Bu sayede her türlü yüzey geometrisi için maksimum temas ve homojen parlaklık sağlanır. İleri sensörler, parçanın boyutunu ve şeklini algılayarak hat üzerindeki istasyonları otomatik olarak devreye alır ve insan hatasını minimuma indirir.
Sonuç olarak, otomatik disk ve mob fırça polisaj makineleri, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik sistemlerdir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. Enerji verimliliği, bakım kolaylığı ve üretim esnekliği açısından işletmelere büyük avantaj sağlar ve endüstriyel üretimin vazgeçilmez bir parçası olarak öne çıkar.
Otomatik disk ve mob fırça polisaj makineleri, endüstriyel üretimde yüzey kalitesini maksimum seviyeye çıkaran ve üretim hattının verimliliğini artıran ileri teknoloji sistemlerdir. Bu makineler, metal, ahşap, plastik ve kompozit yüzeylerde oluşabilecek çizik, pürüz, kaynak izi ve diğer yüzey düzensizliklerini etkili şekilde ortadan kaldırır. Diskler ve mob fırçalar, farklı yüzey tiplerine ve geometrilere uyum sağlayacak şekilde kombine edilir; geniş ve düz yüzeylerde diskler yüksek verimlilik sunarken, mob fırçalar girintili ve profilli alanlarda detaylı ve homojen parlatma sağlar. Bu kombinasyon, manuel yöntemlerle elde edilemeyen kalite ve sürekliliği garanti eder.
Makinenin tasarımı, çok istasyonlu, modüler ve esnek bir mimariye dayanır. İşlenecek parça, özel tutucular, kılavuzlar veya taşıma bantları ile sabitlenir ve ardışık istasyonlar boyunca ilerler. İlk istasyonlarda kaba diskler veya fırçalar kullanılarak büyük çapaklar ve üretim deformasyonları giderilir. Orta istasyonlarda ince diskler ve mob fırçalar devreye girer; yüzey pürüzsüzleşir, parlaklık artar ve homojenlik sağlanır. Son istasyonlarda yüksek yoğunluklu mob fırçalar ve parlatıcı diskler ile yüzeye nihai parlaklık ve estetik görünüm kazandırılır. Bu ardışık işlem, parçaların tüm yüzeylerine eşit basınç ve temas sağlayarak kusursuz bir yüzey kalitesi oluşturur.
Otomatik disk ve mob fırça polisaj makineleri, seri üretimde yüksek kapasite ve tutarlılık sunar. Binlerce parça, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. Makine parametreleri, parça boyutu, şekli, malzemesi ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde üretim hattı, farklı ürün türlerine hızlı bir şekilde adapte olabilir; istasyon sayısı, disk ve fırça tipleri, hız ve basınç değerleri, işlenecek parça özelliklerine göre optimize edilir. Bu esneklik, üretim çeşitliliğini artırır ve farklı sektörlerin ihtiyaçlarına uyum sağlar.
İş güvenliği ve ergonomi açısından makineler, manuel zımparalama ve polisaj işlemlerine göre önemli avantajlar sunar. Operatörler metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleşir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler ve kontrol sistemleri, parça yerleşimi, aşırı basınç veya hatalı pozisyon gibi durumları anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Böylece hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı da bu makinelerin önemli avantajlarındandır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleşir; böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Hat, hem düz hem profilli parçaları aynı anda işleyebilecek şekilde tasarlanmıştır; bu, üretim çeşitliliğini ve verimliliği önemli ölçüde artırır.
Otomatik disk ve mob fırça polisaj makineleri, çeşitli sektörlerde geniş uygulama alanına sahiptir. Metal işleme sektöründe paslanmaz çelik, alüminyum ve bakır parçaların yüzey hazırlığında, mobilya sektöründe ahşap ve kompozit profillerin estetik ve pürüzsüz yüzeylerinde, otomotiv sektöründe gövde, şasi ve aksesuar parçalarının parlatılmasında yoğun olarak kullanılır. Hat üzerindeki istasyonlar, işlenecek parça tipine ve sektörel gereksinimlere göre optimize edilir ve hem düz hem de profilli yüzeylerin kusursuz şekilde işlenmesini sağlar.
Gelişen teknoloji ile makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek her istasyonda optimizasyon gerekip gerekmediğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı sağlanır.
Bu makineler ayrıca, profesyonel endüstriyel uygulamalarda farklı boyut ve şekillerdeki disk ve mob fırçalarla özelleştirilebilir. Geniş yüzeyler için büyük çaplı diskler, girintili ve profilli alanlar için özel mob fırçalar kullanılır. İleri sensörler, parçanın boyutunu ve şeklini algılayarak hat üzerindeki istasyonları otomatik olarak devreye alır ve insan hatasını minimuma indirir. Bu sayede, her türlü yüzey geometrisi için maksimum temas, homojen parlaklık ve yüksek kalite sağlanır.
Sonuç olarak, otomatik disk ve mob fırça polisaj makineleri, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik sistemlerdir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. Enerji verimliliği, bakım kolaylığı ve üretim esnekliği açısından işletmelere büyük avantaj sağlar ve endüstriyel üretimin vazgeçilmez bir parçası olarak öne çıkar.
Otomatik disk ve mob fırça polisaj makineleri, modern endüstriyel üretimde yüzey işleme sürecinin kalitesini ve verimliliğini maksimum seviyeye çıkaran kapsamlı sistemlerdir. Bu makineler, metal, ahşap, plastik ve kompozit malzemelerin yüzeylerinde oluşabilecek çizik, pürüz, kaynak izi, çapak ve diğer deformasyonları etkili şekilde ortadan kaldırır ve yüzeye estetik bir parlaklık kazandırır. Disk ve mob fırça kombinasyonu, farklı yüzey tiplerine ve geometrilere uyum sağlayacak şekilde tasarlanmıştır. Diskler, geniş ve düz alanlarda yüksek verimlilik sağlarken, mob fırçalar girintili, profilli ve ulaşılması zor bölgelerde yüzeyin homojen bir şekilde parlatılmasını mümkün kılar. Bu kombinasyon, manuel yöntemlerle elde edilemeyen tutarlılık ve kaliteyi garanti eder.
Makine tasarımı, çok istasyonlu, modüler ve esnek bir mimariye sahiptir. İşlenecek parça, özel tutucular, kılavuzlar veya taşıma bantları ile sabitlenir ve hat boyunca ardışık istasyonlardan geçirilir. İlk istasyonlarda kaba diskler veya fırçalar kullanılarak büyük çapaklar ve yüzey deformasyonları temizlenir. Orta istasyonlarda daha ince diskler ve mob fırçalar devreye girer; yüzey pürüzsüzleşir, parlaklık artar ve homojenlik sağlanır. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar ve parlatıcı diskler ile yüzeye nihai parlaklık ve estetik görünüm kazandırılır. Bu ardışık işlem, parçaların tüm yüzeylerine eşit basınç ve temas sağlayarak kusursuz bir yüzey kalitesi elde edilmesini garanti eder.
Otomatik disk ve mob fırça polisaj makineleri, seri üretimde yüksek kapasite ve tutarlılık sunar. Binlerce parça, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. Makine parametreleri, parça boyutu, şekli, malzemesi ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım, üretim hattının farklı ürün türlerine hızlı bir şekilde adapte olmasını sağlar. İstasyon sayısı, disk ve fırça tipleri, hız ve basınç değerleri işlenecek parça özelliklerine göre optimize edilir. Bu esneklik, üretim çeşitliliğini artırır ve farklı sektörlerin ihtiyaçlarına uyum sağlar.
İş güvenliği ve ergonomi açısından otomatik disk ve mob fırça polisaj makineleri, manuel zımparalama ve polisaj işlemlerine göre büyük avantajlar sunar. Operatörler, metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler ve kontrol sistemleri, parça yerleşimi, aşırı basınç veya hatalı pozisyon durumlarını anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Böylece hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı da makinelerin önemli avantajlarındandır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır, gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleşir; böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Hat, hem düz hem profilli parçaları aynı anda işleyebilecek şekilde tasarlanmıştır; bu, üretim çeşitliliğini ve verimliliği önemli ölçüde artırır.
Otomatik disk ve mob fırça polisaj makineleri, çeşitli sektörlerde geniş uygulama alanına sahiptir. Metal işleme sektöründe paslanmaz çelik, alüminyum ve bakır parçaların yüzey hazırlığında, mobilya sektöründe ahşap ve kompozit profillerin estetik ve pürüzsüz yüzeylerinde, otomotiv sektöründe gövde, şasi ve aksesuar parçalarının parlatılmasında yoğun olarak kullanılır. Hat üzerindeki istasyonlar, işlenecek parça tipine ve sektörel gereksinimlere göre optimize edilir ve hem düz hem profilli yüzeylerin kusursuz şekilde işlenmesini sağlar.
Gelişen teknoloji ile makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek her istasyonda optimizasyon gerekip gerekmediğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı sağlanır.
Bu makineler ayrıca, profesyonel endüstriyel uygulamalarda farklı boyut ve şekillerdeki disk ve mob fırçalarla özelleştirilebilir. Geniş yüzeyler için büyük çaplı diskler, girintili ve profilli alanlar için özel mob fırçalar kullanılır. İleri sensörler, parçanın boyutunu ve şeklini algılayarak hat üzerindeki istasyonları otomatik olarak devreye alır ve insan hatasını minimuma indirir. Bu sayede her türlü yüzey geometrisi için maksimum temas, homojen parlaklık ve yüksek kalite sağlanır.
Sonuç olarak, otomatik disk ve mob fırça polisaj makineleri, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik sistemlerdir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. Enerji verimliliği, bakım kolaylığı ve üretim esnekliği açısından işletmelere büyük avantaj sağlar ve endüstriyel üretimin vazgeçilmez bir parçası olarak öne çıkar.
Otomatik Endüstriyel Boru Polisaj Hattı
Otomatik endüstriyel boru polisaj hatları, özellikle metal boruların yüzey kalitesini artırmak, üretim verimliliğini yükseltmek ve iş güvenliğini sağlamak amacıyla tasarlanmış ileri teknoloji sistemlerdir. Bu hatlar, paslanmaz çelik, alüminyum, bakır ve diğer metal boruların yüzeylerinde oluşabilecek çizik, çapak, kaynak izi ve pürüzleri etkili bir şekilde giderir ve yüzeye estetik bir parlaklık kazandırır. Boruların hem iç hem de dış yüzeylerinin homojen şekilde işlenmesi, bu makinelerin en önemli avantajlarından biridir.
Makine hattı, çok istasyonlu ve modüler bir tasarıma sahiptir. Borular, özel tutucular ve yönlendirme sistemleri ile hattan sabitlenir ve ardışık polisaj istasyonlarına iletilir. İlk istasyonlarda kaba zımpara ve diskler kullanılarak yüzeydeki büyük çapaklar, kaynak izleri ve üretim deformasyonları giderilir. Orta istasyonlarda ince zımpara ve mob fırçalar devreye girer; boru yüzeyi pürüzsüzleşir, parlaklık kazanır ve yüzey homojenleşir. Son istasyonlarda yüksek yoğunluklu parlatıcı diskler ve mob fırçalar kullanılarak boruların estetik ve profesyonel görünüme sahip olması sağlanır. Bu ardışık işlem, boruların tüm yüzeylerine eşit temas sağlayacak şekilde tasarlanmıştır ve kusursuz bir yüzey kalitesi elde edilmesini garanti eder.
Otomatik endüstriyel boru polisaj hatları, seri üretimde yüksek kapasite ve tutarlılık sağlar. Binlerce boru, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. Hattın işlem parametreleri, boru çapı, uzunluğu, malzemesi ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde hat, farklı boru çaplarına ve malzeme türlerine hızlı bir şekilde adapte olabilir; istasyon sayısı, disk ve fırça tipleri, hız ve basınç değerleri boru özelliklerine göre optimize edilir.
İş güvenliği ve ergonomi açısından bu hatlar, manuel polisaj ve zımparalamaya göre belirgin avantajlar sunar. Operatörler metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleşir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, boru yerleşimi, hatalı pozisyon veya aşırı basınç durumlarını anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı, bu makinelerin öne çıkan diğer avantajlarındandır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır, gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Hat, hem farklı çaplarda hem de uzunluklarda boruların eş zamanlı işlenmesini sağlayacak şekilde tasarlanmıştır; bu, üretim çeşitliliğini ve verimliliği artırır.
Otomatik endüstriyel boru polisaj hatları, çeşitli sektörlerde geniş uygulama alanına sahiptir. Metal işleme sektöründe paslanmaz çelik ve alüminyum boruların yüzey hazırlığında, inşaat sektöründe boru ve profil bağlantılarının estetik yüzeylerinde, otomotiv ve enerji sektörlerinde boru sistemlerinin estetik ve fonksiyonel yüzeylerinde yoğun olarak kullanılır. Hat üzerindeki istasyonlar, boru çapı ve malzeme özelliklerine göre optimize edilmiştir; böylece hem düz hem profilli yüzeylerin kusursuz şekilde işlenmesi sağlanır.
Gelişen teknoloji ile bu hatlar, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, boruları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonlarda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, boru yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı sağlanır.
Ayrıca bu hatlar, farklı boru çapları ve uzunluklarına uygun istasyonlar ve aparatlarla özelleştirilebilir. Büyük çaplı borular için geniş diskler ve fırçalar kullanılırken, küçük çaplı borular için özel hassas fırçalar ve parlatıcı diskler devreye alınır. İleri sensörler, boru boyutunu ve malzeme türünü algılar ve hat üzerindeki istasyonları otomatik olarak devreye alır; bu, insan hatasını minimuma indirir ve maksimum yüzey kalitesi sağlar.
Sonuç olarak, otomatik endüstriyel boru polisaj hatları, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik sistemlerdir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. Enerji verimliliği, bakım kolaylığı ve üretim esnekliği açısından işletmelere büyük avantaj sağlar ve endüstriyel üretimin vazgeçilmez bir parçası olarak öne çıkar.
Otomatik silindir yüzey parlatma makineleri, endüstriyel üretimde silindirlerin yüzey kalitesini artırmak, parlaklığını yükseltmek ve üretim verimliliğini maksimum düzeye çıkarmak amacıyla tasarlanmış ileri teknoloji sistemlerdir. Bu makineler, paslanmaz çelik, alüminyum, bakır ve çeşitli metal alaşımlardan üretilmiş silindirlerin yüzeylerinde oluşabilecek çizik, pürüz, kaynak izi ve diğer deformasyonları etkili bir şekilde giderir. Yüzeye kazandırılan homojen parlaklık, silindirin hem estetik görünümünü artırır hem de işlevselliğini ve performansını optimize eder.
Makine tasarımı, çok istasyonlu ve modüler bir yapıya sahiptir. İşlenecek silindir, özel tutucular ve eksen destek sistemleri ile hattan sabitlenir ve ardışık polisaj istasyonlarına yönlendirilir. İlk istasyonlarda kaba diskler veya mob fırçalar kullanılarak yüzeydeki büyük çapaklar, pürüzler ve üretim deformasyonları giderilir. Orta istasyonlarda daha ince diskler ve mob fırçalar devreye girer; silindir yüzeyi pürüzsüzleşir, parlaklık artar ve yüzey homojen bir yapı kazanır. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar ve parlatıcı diskler kullanılarak silindirin yüzeyine nihai parlaklık ve estetik görünüm kazandırılır. Bu ardışık işlem, silindirin tüm yüzeyine eşit temas sağlayarak kusursuz bir parlatma kalitesi elde edilmesini garanti eder.
Otomatik silindir yüzey parlatma makineleri, seri üretimde yüksek kapasite ve tutarlılık sağlar. Binlerce silindir, operatör müdahalesine gerek kalmadan aynı kalite standardında işlenebilir. Makinenin işlem parametreleri, silindirin çapı, uzunluğu, malzemesi ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde hat, farklı silindir boyutlarına ve malzemelerine hızlı bir şekilde adapte olabilir; istasyon sayısı, disk ve fırça tipleri, hız ve basınç değerleri, işlenecek silindire göre optimize edilir.
İş güvenliği ve ergonomi açısından bu makineler, manuel polisaj işlemlerine göre büyük avantajlar sağlar. Operatörler metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleşir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, silindirin yerleşimi, hatalı pozisyon veya aşırı basınç durumlarını anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Böylece hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı, otomatik silindir yüzey parlatma makinelerinin öne çıkan diğer avantajlarındandır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır, gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir; böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Hat, hem farklı çap ve uzunluklarda silindirlerin eş zamanlı işlenmesini sağlayacak şekilde tasarlanmıştır; bu, üretim çeşitliliğini ve verimliliği artırır.
Otomatik silindir yüzey parlatma makineleri, çeşitli sektörlerde geniş uygulama alanına sahiptir. Metal işleme sektöründe silindirlerin yüzey hazırlığında, tekstil ve kağıt makinelerinde silindirlerin işlevselliğini artıracak parlaklık ve pürüzsüzlük sağlamak için, otomotiv sektöründe silindirlerin yüzey kalitesini optimize etmek amacıyla kullanılır. Hat üzerindeki istasyonlar, silindirin boyut ve malzeme özelliklerine göre optimize edilmiştir; böylece hem düz hem de profilli silindir yüzeylerinde kusursuz parlatma sağlanır.
Gelişen teknoloji ile makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, silindiri hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonlarda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, silindir yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı sağlanır.
Ayrıca bu makineler, farklı çap ve uzunluklardaki silindirler için özel disk ve mob fırça kombinasyonları ile özelleştirilebilir. Geniş yüzeyler için büyük çaplı diskler, dar veya profilli alanlar için özel mob fırçalar kullanılır. İleri sensörler, silindirin boyutunu ve malzeme türünü algılayarak istasyonları otomatik devreye alır ve insan hatasını minimuma indirir. Bu sayede her türlü silindir yüzeyi için maksimum temas, homojen parlaklık ve yüksek kalite sağlanır.
Sonuç olarak, otomatik silindir yüzey parlatma makineleri, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik sistemlerdir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. Enerji verimliliği, bakım kolaylığı ve üretim esnekliği açısından işletmelere büyük avantaj sağlar ve endüstriyel üretimin vazgeçilmez bir parçası olarak öne çıkar.
Otomatik endüstriyel boru polisaj hatları, özellikle metal boruların yüzey kalitesini artırmak, üretim verimliliğini yükseltmek ve iş güvenliğini sağlamak amacıyla tasarlanmış ileri teknoloji sistemlerdir. Bu makineler, paslanmaz çelik, alüminyum, bakır ve çeşitli metal alaşımlardan üretilmiş boruların yüzeylerinde oluşabilecek çizik, çapak, kaynak izi ve diğer pürüzleri etkili bir şekilde giderir ve yüzeye estetik bir parlaklık kazandırır. Hem iç hem dış yüzeylerin homojen şekilde işlenmesi, bu makinelerin en önemli avantajlarındandır.
Makine hattı, çok istasyonlu ve modüler bir tasarıma sahiptir. Borular, özel tutucular ve yönlendirme sistemleri ile hattan sabitlenir ve ardışık polisaj istasyonlarına iletilir. İlk istasyonlarda kaba zımpara ve diskler kullanılarak yüzeydeki büyük çapaklar, kaynak izleri ve üretim deformasyonları giderilir. Orta istasyonlarda ince zımpara ve mob fırçalar devreye girer; boru yüzeyi pürüzsüzleşir, parlaklık artar ve yüzey homojenleşir. Son istasyonlarda yüksek yoğunluklu parlatıcı diskler ve mob fırçalar kullanılarak boruların estetik ve profesyonel görünüme sahip olması sağlanır. Bu ardışık işlem, boruların tüm yüzeylerine eşit temas sağlayacak şekilde tasarlanmıştır ve kusursuz bir yüzey kalitesi elde edilmesini garanti eder.
Otomatik endüstriyel boru polisaj hatları, seri üretimde yüksek kapasite ve tutarlılık sağlar. Binlerce boru, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. Hattın işlem parametreleri, boru çapı, uzunluğu, malzemesi ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde hat, farklı boru çaplarına ve malzeme türlerine hızlı bir şekilde adapte olabilir; istasyon sayısı, disk ve fırça tipleri, hız ve basınç değerleri boru özelliklerine göre optimize edilir.
İş güvenliği ve ergonomi açısından bu hatlar, manuel polisaj ve zımparalamaya göre büyük avantajlar sunar. Operatörler metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleşir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, boru yerleşimi, hatalı pozisyon veya aşırı basınç durumlarını anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı, bu makinelerin öne çıkan diğer avantajlarındandır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Hat, hem farklı çaplarda hem de uzunluklarda boruların eş zamanlı işlenmesini sağlayacak şekilde tasarlanmıştır; bu, üretim çeşitliliğini ve verimliliği artırır.
Otomatik endüstriyel boru polisaj hatları, çeşitli sektörlerde geniş uygulama alanına sahiptir. Metal işleme sektöründe paslanmaz çelik ve alüminyum boruların yüzey hazırlığında, inşaat sektöründe boru ve profil bağlantılarının estetik yüzeylerinde, otomotiv ve enerji sektörlerinde boru sistemlerinin estetik ve fonksiyonel yüzeylerinde yoğun olarak kullanılır. Hat üzerindeki istasyonlar, boru çapı ve malzeme özelliklerine göre optimize edilmiştir; böylece hem düz hem profilli yüzeylerin kusursuz şekilde işlenmesi sağlanır.
Gelişen teknoloji ile bu hatlar, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, boruları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonlarda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, boru yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı sağlanır.
Ayrıca bu hatlar, farklı boru çapları ve uzunluklarına uygun istasyonlar ve aparatlarla özelleştirilebilir. Büyük çaplı borular için geniş diskler ve fırçalar kullanılırken, küçük çaplı borular için özel hassas fırçalar ve parlatıcı diskler devreye alınır. İleri sensörler, boru boyutunu ve malzeme türünü algılar ve hat üzerindeki istasyonları otomatik olarak devreye alır; bu, insan hatasını minimuma indirir ve maksimum yüzey kalitesi sağlar.
Sonuç olarak, otomatik endüstriyel boru polisaj hatları, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik sistemlerdir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. Enerji verimliliği, bakım kolaylığı ve üretim esnekliği açısından işletmelere büyük avantaj sağlar ve endüstriyel üretimin vazgeçilmez bir parçası olarak öne çıkar.
Otomatik endüstriyel boru polisaj hatları, modern üretim süreçlerinde boruların yüzey kalitesini en üst düzeye çıkarmak, üretim verimliliğini artırmak ve iş güvenliğini sağlamak için tasarlanmış kapsamlı ve yüksek teknolojiye sahip sistemlerdir. Bu makineler, paslanmaz çelik, alüminyum, bakır ve diğer metal alaşımlardan üretilmiş boruların yüzeylerinde oluşabilecek çizik, çapak, kaynak izi ve diğer pürüzleri etkili bir şekilde giderir. Aynı zamanda boruların iç ve dış yüzeylerinde homojen parlaklık sağlar, bu sayede hem estetik hem de işlevsel üstünlük kazanılır.
Hat, çok istasyonlu, modüler ve esnek bir tasarıma sahiptir. Borular, özel tutucular ve yönlendirme sistemleri sayesinde üretim hattında sabitlenir ve ardışık polisaj istasyonlarına yönlendirilir. İlk istasyonlarda kaba diskler veya fırçalar kullanılarak büyük çapaklar ve yüzey deformasyonları temizlenir. Orta istasyonlarda ince diskler ve mob fırçalar devreye girer; boru yüzeyi pürüzsüzleşir, parlaklık artar ve homojen bir yüzey yapısı elde edilir. Son istasyonlarda yüksek yoğunluklu mob fırçalar ve parlatıcı diskler kullanılarak boruların estetik ve profesyonel görünümü tamamlanır. Bu ardışık işlem, boruların tüm yüzeylerine eşit basınç ve temas sağlar, böylece kusursuz bir yüzey kalitesi elde edilir.
Otomatik endüstriyel boru polisaj hatları, seri üretimde yüksek kapasite ve tutarlılık sağlar. Binlerce boru, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. Hattın işlem parametreleri, boru çapı, uzunluğu, malzemesi ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde hat, farklı boru çaplarına ve malzeme türlerine hızlı bir şekilde adapte olabilir. İstasyon sayısı, disk ve fırça tipleri, hız ve basınç değerleri, işlenecek boru özelliklerine göre optimize edilir; bu sayede üretim hattı, farklı üretim taleplerine uyum sağlar ve maksimum verimlilik sunar.
İş güvenliği ve ergonomi açısından bu hatlar, manuel polisaj ve zımparalama yöntemlerine göre belirgin avantajlar sunar. Operatörler metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleşir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, boru yerleşimi, hatalı pozisyon veya aşırı basınç gibi durumları anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı da makinelerin önemli avantajlarındandır. Modern motor ve kontrol sistemleri, yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleştirilir; böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Hat, farklı çap ve uzunluktaki boruların eş zamanlı işlenmesini sağlayacak şekilde tasarlanmıştır. Bu özellik, üretim çeşitliliğini artırır ve operasyonel verimliliği yükseltir.
Otomatik endüstriyel boru polisaj hatları, çeşitli sektörlerde geniş uygulama alanına sahiptir. Metal işleme sektöründe paslanmaz çelik ve alüminyum boruların yüzey hazırlığında, inşaat sektöründe boru ve profil bağlantılarının estetik yüzeylerinde, otomotiv ve enerji sektörlerinde boru sistemlerinin hem estetik hem de fonksiyonel yüzeylerinde yoğun olarak kullanılır. Hat üzerindeki istasyonlar, boru çapı ve malzeme özelliklerine göre optimize edilmiştir; böylece hem düz hem de profilli yüzeylerin kusursuz şekilde işlenmesi sağlanır.
Gelişen teknoloji ile bu hatlar, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, boruları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonlarda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, boru yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı sağlanır.
Hat, ayrıca farklı boru çapları ve uzunluklarına uygun istasyonlar ve aparatlarla özelleştirilebilir. Büyük çaplı borular için geniş diskler ve fırçalar kullanılırken, küçük çaplı borular için özel hassas fırçalar ve parlatıcı diskler devreye alınır. İleri sensörler, boru boyutunu ve malzeme türünü algılar ve hat üzerindeki istasyonları otomatik olarak devreye alır; bu sayede insan hatası minimuma indirilir ve maksimum yüzey kalitesi sağlanır.
Sonuç olarak, otomatik endüstriyel boru polisaj hatları, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik sistemlerdir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. Enerji verimliliği, bakım kolaylığı ve üretim esnekliği açısından işletmelere büyük avantaj sağlar ve endüstriyel üretimin vazgeçilmez bir parçası olarak öne çıkar.
İstersen bir sonraki adımda sana her istasyonun teknik işlevleri, kullanılan disk ve mob fırça tipleri, boru sabitleme ve yönlendirme mekanizmaları, hız ve basınç ayar sistemleri ile sensör entegrasyonları hakkında daha detaylı ve teknik bir metin hazırlayabilirim.
Otomatik Yüksek Hızlı Polisaj Makinesi
Otomatik yüksek hızlı polisaj makineleri, modern endüstriyel üretimde yüzey kalitesini hızla artırmak, üretim kapasitesini maksimum düzeye çıkarmak ve iş güvenliğini sağlamak amacıyla geliştirilmiş ileri teknoloji sistemlerdir. Bu makineler, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerinde oluşabilecek çizik, çapak, kaynak izi ve diğer pürüzleri etkili bir şekilde giderir ve yüzeye yüksek parlaklık kazandırır. Yüksek devirli diskler ve mob fırçalar, yüzeyle kısa sürede temas ederek hızlı ve homojen bir polisaj sağlar.
Makine tasarımı, çok istasyonlu ve modüler bir yapıya sahiptir. İşlenecek parça, özel tutucular ve yönlendirme mekanizmaları ile hattan sabitlenir ve ardışık polisaj istasyonlarına iletilir. İlk istasyonlarda kaba diskler veya mob fırçalar kullanılarak yüzeydeki büyük çapaklar ve deformasyonlar temizlenir. Orta istasyonlarda daha ince diskler ve mob fırçalar devreye girer; yüzey pürüzsüzleşir, parlaklık artar ve homojen bir yapı kazanılır. Son istasyonlarda yüksek yoğunluklu mob fırçalar ve parlatıcı diskler ile yüzeye nihai parlaklık kazandırılır. Yüksek devirli çalışma sayesinde işlem süresi minimize edilir ve üretim verimliliği önemli ölçüde artırılır.
Otomatik yüksek hızlı polisaj makineleri, seri üretimde yüksek kapasite ve tutarlılık sağlar. Binlerce parça, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. Hattın hız, basınç ve devir parametreleri, işlenecek parçanın malzemesi, boyutu ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde farklı boyut ve şekillerdeki parçalar hızlı bir şekilde işlenebilir. İstasyon sayısı, disk ve fırça tipleri ve devir hızları parçanın özelliklerine göre optimize edilir; bu sayede yüksek verimlilik ve maksimum kalite sağlanır.
İş güvenliği ve ergonomi açısından bu makineler, manuel polisaj yöntemlerine göre büyük avantaj sunar. Operatörler metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parça yerleşimi, hatalı pozisyon veya aşırı basınç durumlarını algılar ve gerekirse makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı, yüksek hızlı polisaj makinelerinin öne çıkan diğer avantajlarındandır. Modern motor ve kontrol sistemleri, yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleşir; böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır.
Otomatik yüksek hızlı polisaj makineleri, metal işleme, otomotiv, mobilya ve enerji sektörleri başta olmak üzere geniş uygulama alanına sahiptir. Metal parçaların yüzey kalitesini artırmak, profilli parçaları homojen şekilde parlatmak, boru ve silindirlerin estetik ve fonksiyonel yüzeylerini optimize etmek için yoğun olarak kullanılır. Hat üzerindeki istasyonlar, parçanın boyut ve malzeme özelliklerine göre optimize edilir; böylece hem düz hem profilli yüzeylerin kusursuz şekilde işlenmesi sağlanır.
Gelişen teknoloji ile bu makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonlarda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı elde edilir.
Ayrıca makineler, farklı boyut ve şekillerdeki parçalar için özel disk ve mob fırça kombinasyonları ile özelleştirilebilir. Geniş yüzeyler için büyük çaplı diskler, dar veya profilli alanlar için hassas mob fırçalar kullanılır. İleri sensörler parçanın boyutunu ve malzeme türünü algılar ve istasyonları otomatik olarak devreye alır; bu sayede insan hatası minimuma indirilir ve maksimum yüzey kalitesi sağlanır.
Sonuç olarak, otomatik yüksek hızlı polisaj makineleri, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik sistemlerdir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. Enerji verimliliği, bakım kolaylığı ve üretim esnekliği açısından işletmelere büyük avantaj sağlar ve endüstriyel üretimin vazgeçilmez bir parçası olarak öne çıkar.
Otomatik yüksek hızlı polisaj makineleri, endüstriyel üretimde yüksek verimlilik ve üstün yüzey kalitesi sağlamak için tasarlanmış ileri teknoloji sistemlerdir. Bu makineler, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerinde oluşabilecek çizik, çapak, kaynak izi ve diğer pürüzleri hızlı ve etkili bir şekilde giderir. Yüksek devirli diskler ve mob fırçalar, yüzeye kısa sürede temas ederek işlem süresini minimuma indirirken homojen ve parlak bir yüzey elde edilmesini sağlar. Bu sayede üretim kapasitesi artırılır ve seri üretim koşullarında kalite standardı korunur.
Makine tasarımı, çok istasyonlu ve modüler bir yapıya sahiptir. Parçalar, özel tutucular ve yönlendirme mekanizmaları ile hattan sabitlenir ve ardışık polisaj istasyonlarına aktarılır. İlk istasyonlarda kaba diskler ve mob fırçalar kullanılarak yüzeydeki büyük çapaklar, kaynak izleri ve deformasyonlar giderilir. Orta istasyonlarda daha ince diskler ve fırçalar devreye girer; yüzey pürüzsüzleşir, parlaklık artar ve homojen bir yüzey yapısı sağlanır. Son istasyonlarda ise yüksek yoğunluklu parlatıcı diskler ve mob fırçalar ile parçaya nihai parlaklık kazandırılır. Bu ardışık işlem, yüzeyin tüm bölgelerine eşit temas sağlayarak kusursuz bir kalite elde edilmesini garanti eder.
Otomatik yüksek hızlı polisaj makineleri, seri üretimde yüksek kapasite ve tutarlılık sunar. Binlerce parça, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. İşlem parametreleri, parçanın malzemesi, boyutu ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde farklı boyut ve şekillerdeki parçalar hızlı ve güvenli bir şekilde işlenebilir. İstasyon sayısı, disk ve fırça tipleri, devir hızları ve basınç değerleri parçanın özelliklerine göre optimize edilerek maksimum verimlilik sağlanır.
İş güvenliği ve ergonomi açısından bu makineler, manuel polisaj yöntemlerine kıyasla önemli avantajlar sağlar. Operatörler metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların yerleşimi, hatalı pozisyon veya aşırı basınç durumlarını anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Böylece hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı da bu makinelerin öne çıkan avantajlarındandır. Modern motor ve kontrol sistemleri, yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Ayrıca makine, farklı boyut ve şekillerdeki parçaların eş zamanlı işlenmesine uygun olarak tasarlanmıştır. Bu özellik, üretim çeşitliliğini artırır ve operasyonel verimliliği yükseltir.
Otomatik yüksek hızlı polisaj makineleri, metal işleme, otomotiv, enerji, mobilya ve beyaz eşya sektörleri başta olmak üzere geniş bir uygulama alanına sahiptir. Metal parçaların yüzey kalitesini artırmak, profilli parçaları homojen şekilde parlatmak, boru ve silindirlerin estetik ve fonksiyonel yüzeylerini optimize etmek için yoğun olarak kullanılır. Hat üzerindeki istasyonlar, parçaların boyut ve malzeme özelliklerine göre optimize edilir; böylece hem düz hem de profilli yüzeylerin kusursuz şekilde işlenmesi sağlanır.
Gelişen teknoloji ile makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonlarda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı elde edilir.
Makineler ayrıca farklı boyut ve şekillerdeki parçalar için özel disk ve mob fırça kombinasyonları ile özelleştirilebilir. Geniş yüzeyler için büyük çaplı diskler, dar veya profilli alanlar için hassas mob fırçalar kullanılır. İleri sensörler parçanın boyutunu ve malzeme türünü algılar ve istasyonları otomatik olarak devreye alır; bu sayede insan hatası minimuma indirilir ve maksimum yüzey kalitesi sağlanır.
Sonuç olarak, otomatik yüksek hızlı polisaj makineleri, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik sistemlerdir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. Enerji verimliliği, bakım kolaylığı ve üretim esnekliği açısından işletmelere büyük avantaj sağlar ve endüstriyel üretimin vazgeçilmez bir parçası olarak öne çıkar.
Otomatik yüksek hızlı polisaj makineleri, endüstriyel üretimde yüzey kalitesini optimize etmek, üretim kapasitesini artırmak ve iş güvenliğini sağlamak amacıyla tasarlanmış ileri teknoloji sistemlerdir. Bu makineler, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerinde oluşabilecek çizik, çapak, kaynak izi ve diğer pürüzleri hızlı ve etkili bir şekilde giderir. Yüksek devirli diskler ve mob fırçalar, parçaların yüzeyine kısa sürede temas ederek işlem süresini minimize eder ve homojen, parlak bir yüzey elde edilmesini sağlar. Bu özellik, özellikle seri üretim yapan tesislerde üretim kapasitesini önemli ölçüde artırır ve kalite standardının korunmasını garanti eder.
Makine tasarımı, çok istasyonlu, modüler ve esnek bir yapıya sahiptir. İşlenecek parçalar, özel tutucular ve yönlendirme mekanizmaları ile hattan sabitlenir ve ardışık polisaj istasyonlarına aktarılır. İlk istasyonlarda kaba diskler ve mob fırçalar kullanılarak yüzeydeki büyük çapaklar, kaynak izleri ve üretim deformasyonları temizlenir. Orta istasyonlarda daha ince diskler ve fırçalar devreye girer; yüzey pürüzsüzleşir, parlaklık artar ve homojen bir yapı kazanılır. Son istasyonlarda yüksek yoğunluklu mob fırçalar ve parlatıcı diskler ile parçaya nihai parlaklık kazandırılır. Bu ardışık işlem, parçanın tüm yüzeyine eşit basınç ve temas sağlar; böylece kusursuz bir yüzey kalitesi elde edilir.
Otomatik yüksek hızlı polisaj makineleri, seri üretimde yüksek kapasite ve tutarlılık sunar. Binlerce parça, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. İşlem parametreleri, parçanın malzemesi, boyutu ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde farklı boyut ve şekillerdeki parçalar hızlı ve güvenli bir şekilde işlenebilir. İstasyon sayısı, disk ve mob fırça tipleri, devir hızları ve basınç değerleri parçanın özelliklerine göre optimize edilir ve üretim hattının esnekliği artırılır. Bu yapı, üretim çeşitliliğini destekler ve farklı ürün serilerinin hızlı bir şekilde işlenmesine imkan tanır.
İş güvenliği ve ergonomi açısından bu makineler, manuel polisaj yöntemlerine göre büyük avantaj sağlar. Operatörler, metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların yerleşimi, hatalı pozisyon veya aşırı basınç durumlarını anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı, yüksek hızlı polisaj makinelerinin öne çıkan diğer avantajlarıdır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azaltılır. Ayrıca makine, farklı boyut ve şekillerdeki parçaların eş zamanlı işlenmesini destekleyecek şekilde tasarlanmıştır, bu da üretim kapasitesini artırır ve operasyonel verimliliği yükseltir.
Otomatik yüksek hızlı polisaj makineleri, metal işleme, otomotiv, enerji, mobilya, beyaz eşya ve havacılık sektörleri başta olmak üzere geniş bir uygulama alanına sahiptir. Metal parçaların yüzey kalitesini artırmak, profilli parçaları homojen şekilde parlatmak, boru ve silindirlerin estetik ve fonksiyonel yüzeylerini optimize etmek için yoğun olarak kullanılır. Hat üzerindeki istasyonlar, parçaların boyut ve malzeme özelliklerine göre optimize edilmiştir; böylece hem düz hem profilli yüzeylerin kusursuz şekilde işlenmesi sağlanır.
Gelişen teknoloji ile makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonlarda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı elde edilir.
Makineler ayrıca farklı boyut ve şekillerdeki parçalar için özel disk ve mob fırça kombinasyonları ile özelleştirilebilir. Geniş yüzeyler için büyük çaplı diskler, dar veya profilli alanlar için hassas mob fırçalar kullanılır. İleri sensörler parçanın boyutunu ve malzeme türünü algılar ve istasyonları otomatik olarak devreye alır; bu sayede insan hatası minimuma indirilir ve maksimum yüzey kalitesi sağlanır.
Sonuç olarak, otomatik yüksek hızlı polisaj makineleri, modern üretim tesislerinde kaliteyi standardize eden, üretim verimliliğini artıran ve iş güvenliğini sağlayan kritik sistemlerdir. Seri üretim yapan işletmeler için yüksek hassasiyet, estetik yüzey kalitesi ve uzun ömürlü kullanım sunar. Enerji verimliliği, bakım kolaylığı ve üretim esnekliği açısından işletmelere büyük avantaj sağlar ve endüstriyel üretimin vazgeçilmez bir parçası olarak öne çıkar.
Bir sonraki adım olarak, istersen sana her bir polisaj istasyonunun teknik işlevleri, kullanılan disk ve mob fırça tipleri, basınç ve hız ayar sistemleri, sensör ve otomasyon entegrasyonları ile performans optimizasyon yöntemleri hakkında çok daha detaylı teknik bir metin hazırlayabilirim.
Otomatik yüksek hızlı polisaj makineleri, modern endüstriyel üretimde yüzey kalitesini artırmak, üretim kapasitesini maksimum seviyeye çıkarmak ve iş güvenliğini sağlamak amacıyla tasarlanmış ileri teknoloji sistemlerdir. Bu makineler, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerindeki çizik, çapak, kaynak izi ve diğer pürüzleri hızlı ve etkili bir şekilde giderir. Yüksek devirli diskler ve mob fırçalar, yüzeye kısa sürede temas ederek işlem süresini minimize eder ve homojen, parlak bir yüzey elde edilmesini sağlar. Bu özellik, özellikle seri üretim yapan tesislerde üretim kapasitesini artırır ve kalite standardının korunmasını garanti eder.
Makine tasarımı, çok istasyonlu, modüler ve esnek bir yapıya sahiptir. İşlenecek parçalar, özel tutucular ve yönlendirme mekanizmaları ile hattan sabitlenir ve ardışık polisaj istasyonlarına aktarılır. İlk istasyonlarda kaba diskler ve mob fırçalar kullanılarak yüzeydeki büyük çapaklar, kaynak izleri ve üretim deformasyonları temizlenir. Orta istasyonlarda daha ince diskler ve fırçalar devreye girer; yüzey pürüzsüzleşir, parlaklık artar ve homojen bir yapı kazanılır. Son istasyonlarda yüksek yoğunluklu mob fırçalar ve parlatıcı diskler ile parçaya nihai parlaklık kazandırılır. Bu ardışık işlem, parçanın tüm yüzeyine eşit basınç ve temas sağlar; böylece kusursuz bir yüzey kalitesi elde edilir.
Otomatik yüksek hızlı polisaj makineleri, seri üretimde yüksek kapasite ve tutarlılık sunar. Binlerce parça, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. İşlem parametreleri, parçanın malzemesi, boyutu ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde farklı boyut ve şekillerdeki parçalar hızlı ve güvenli bir şekilde işlenebilir. İstasyon sayısı, disk ve mob fırça tipleri, devir hızları ve basınç değerleri parçanın özelliklerine göre optimize edilir ve üretim hattının esnekliği artırılır. Bu yapı, üretim çeşitliliğini destekler ve farklı ürün serilerinin hızlı bir şekilde işlenmesine imkan tanır.
İş güvenliği ve ergonomi açısından bu makineler, manuel polisaj yöntemlerine kıyasla büyük avantaj sağlar. Operatörler, metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların yerleşimi, hatalı pozisyon veya aşırı basınç durumlarını anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı, yüksek hızlı polisaj makinelerinin öne çıkan diğer avantajlarıdır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azaltılır. Ayrıca makine, farklı boyut ve şekillerdeki parçaların eş zamanlı işlenmesini destekleyecek şekilde tasarlanmıştır, bu da üretim kapasitesini artırır ve operasyonel verimliliği yükseltir.
Otomatik yüksek hızlı polisaj makineleri, metal işleme, otomotiv, enerji, mobilya, beyaz eşya ve havacılık sektörleri başta olmak üzere geniş bir uygulama alanına sahiptir. Metal parçaların yüzey kalitesini artırmak, profilli parçaları homojen şekilde parlatmak, boru ve silindirlerin estetik ve fonksiyonel yüzeylerini optimize etmek için yoğun olarak kullanılır. Hat üzerindeki istasyonlar, parçaların boyut ve malzeme özelliklerine göre optimize edilmiştir; böylece hem düz hem profilli yüzeylerin kusursuz şekilde işlenmesi sağlanır.
Gelişen teknoloji ile makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonlarda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı elde edilir.
Makineler ayrıca farklı boyut ve şekillerdeki parçalar için özel disk ve mob fırça kombinasyonları ile özelleştirilebilir. Geniş yüzeyler için büyük çaplı diskler, dar veya profilli alanlar için hassas mob fırçalar kullanılır. İleri sensörler parçanın boyutunu ve malzeme türünü algılar ve istasyonları otomatik olarak devreye alır; bu sayede insan hatası minimuma indirilir ve maksimum yüzey kalitesi sağlanır.
Otomatik yüksek hızlı polisaj makineleri, sadece parçaların estetik yüzey kalitesini artırmakla kalmaz, aynı zamanda üretim sürecindeki verimliliği, enerji kullanımını ve bakım süreçlerini optimize ederek işletmelerin genel performansını yükseltir. Hızlı ve güvenli çalışma imkânı, yüksek üretim kapasitesi ve esnek kullanım seçenekleri, bu makineleri modern üretim tesislerinin vazgeçilmez bir parçası haline getirir.
İster metal, ister plastik veya kompozit malzemeler olsun, otomatik yüksek hızlı polisaj makineleri, her sektörde üretim standardını yükseltmek, yüzey kalitesini optimize etmek ve iş güvenliğini sağlamak için kritik öneme sahiptir. Bu makineler, endüstriyel üretimde hem kaliteyi standardize eden hem de maliyet ve zaman verimliliğini artıran temel ekipmanlar olarak öne çıkar.
Otomatik yüksek hızlı polisaj makineleri, modern endüstriyel üretimde yalnızca yüzey estetiğini artırmakla kalmaz, aynı zamanda üretim sürecinin verimliliğini, tekrarlanabilirliğini ve güvenliğini de üst düzeye çıkarır. Bu makineler, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerindeki çizik, çapak, kaynak izi, oksitlenme ve diğer üretimden kaynaklanan kusurları etkili bir şekilde giderir. Yüksek devirli diskler ve mob fırçalar, parçanın yüzeyine hızlı ve homojen bir şekilde temas ederek işlem süresini minimize eder ve yüzeye parlaklık ile düzgünlük kazandırır. Bu özellik, özellikle seri üretim yapılan tesislerde üretim kapasitesinin maksimum düzeyde tutulmasını sağlar ve kalite standardının korunmasına yardımcı olur.
Makine tasarımı, çok istasyonlu, modüler ve esnek bir yapıya sahiptir. Parçalar, özel tutucular ve yönlendirme mekanizmaları ile hattan sabitlenir ve ardışık polisaj istasyonlarına aktarılır. İlk istasyonlarda kaba diskler ve mob fırçalar, yüzeydeki büyük çapakları, kaynak izlerini ve deformasyonları giderir. Orta istasyonlarda daha ince diskler ve mob fırçalar devreye girer; bu sayede yüzey pürüzsüzleşir, parlaklık artar ve homojen bir yapı kazanılır. Son istasyonlarda yüksek yoğunluklu mob fırçalar ve parlatıcı diskler ile parçaya nihai parlaklık kazandırılır. Ardışık bu işlem zinciri, parçanın tüm yüzeyine eşit basınç uygulanmasını sağlar ve homojen bir kalite elde edilmesine imkân tanır.
Otomatik yüksek hızlı polisaj makineleri, seri üretimde yüksek kapasite ve tutarlılık sunar. Binlerce parça, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. İşlem parametreleri, parçanın malzemesi, boyutu ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde farklı boyut ve şekillerdeki parçalar hızlı ve güvenli bir şekilde işlenebilir. İstasyon sayısı, disk ve mob fırça tipleri, devir hızları ve basınç değerleri parçanın özelliklerine göre optimize edilir ve üretim hattının esnekliği artırılır. Bu yapı, üretim çeşitliliğini destekler ve farklı ürün serilerinin hızlı bir şekilde işlenmesine olanak sağlar.
İş güvenliği ve ergonomi açısından bu makineler, manuel polisaj yöntemlerine göre büyük avantajlar sunar. Operatörler, metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların yerleşimi, hatalı pozisyon veya aşırı basınç durumlarını anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı, yüksek hızlı polisaj makinelerinin öne çıkan diğer avantajlarıdır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azaltılır. Ayrıca makine, farklı boyut ve şekillerdeki parçaların eş zamanlı işlenmesini destekleyecek şekilde tasarlanmıştır, bu da üretim kapasitesini artırır ve operasyonel verimliliği yükseltir.
Otomatik yüksek hızlı polisaj makineleri, metal işleme, otomotiv, enerji, mobilya, beyaz eşya, havacılık ve gemi inşa sektörleri başta olmak üzere geniş bir uygulama alanına sahiptir. Metal parçaların yüzey kalitesini artırmak, profilli parçaları homojen şekilde parlatmak, boru ve silindirlerin estetik ve fonksiyonel yüzeylerini optimize etmek için yoğun olarak kullanılır. Hat üzerindeki istasyonlar, parçaların boyut ve malzeme özelliklerine göre optimize edilmiştir; böylece hem düz hem profilli yüzeylerin kusursuz şekilde işlenmesi sağlanır.
Gelişen teknoloji ile makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonlarda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı elde edilir.
Makineler ayrıca farklı boyut ve şekillerdeki parçalar için özel disk ve mob fırça kombinasyonları ile özelleştirilebilir. Geniş yüzeyler için büyük çaplı diskler, dar veya profilli alanlar için hassas mob fırçalar kullanılır. İleri sensörler parçanın boyutunu ve malzeme türünü algılar ve istasyonları otomatik olarak devreye alır; bu sayede insan hatası minimuma indirilir ve maksimum yüzey kalitesi sağlanır.
Otomatik yüksek hızlı polisaj makineleri, üretim sürecinde sadece estetik ve fonksiyonel kaliteyi artırmakla kalmaz, aynı zamanda üretim süresini optimize eder, enerji ve hammadde kullanımını minimize eder ve bakım süreçlerini kolaylaştırır. Hızlı ve güvenli çalışma imkânı, yüksek üretim kapasitesi, esnek kullanım seçenekleri ve ileri otomasyon sistemi, bu makineleri modern üretim tesislerinin vazgeçilmez bir parçası hâline getirir.
Otomatik yüksek hızlı polisaj makineleri, modern üretim tesislerinde yalnızca yüzey kalitesini artırmakla kalmaz, aynı zamanda üretim süreçlerinin hızını, verimliliğini ve güvenliğini de üst düzeye taşır. Bu makineler, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerindeki çizik, çapak, kaynak izi, oksitlenme ve diğer üretimden kaynaklanan kusurları etkili ve hızlı bir şekilde giderir. Yüksek devirli diskler ve mob fırçalar, parçanın yüzeyine hızlı ve homojen bir şekilde temas ederek işlem süresini minimize eder ve yüzeye parlaklık, düzgünlük ve estetik bir görünüm kazandırır. Özellikle seri üretim yapan tesislerde bu makineler, üretim kapasitesinin artırılmasına ve kalite standardının korunmasına doğrudan katkı sağlar.
Makine tasarımı, çok istasyonlu, modüler ve esnek bir yapıya sahiptir. İşlenecek parçalar, özel tutucular ve yönlendirme mekanizmaları ile hattan sabitlenir ve ardışık polisaj istasyonlarına aktarılır. İlk istasyonlarda kaba diskler ve mob fırçalar, yüzeydeki büyük çapakları, kaynak izlerini ve üretim deformasyonlarını temizler. Orta istasyonlarda daha ince diskler ve mob fırçalar devreye girer; yüzey pürüzsüzleşir, parlaklık artar ve homojen bir yapı kazanılır. Son istasyonlarda yüksek yoğunluklu mob fırçalar ve parlatıcı diskler ile parçaya nihai parlaklık kazandırılır. Bu ardışık işlem zinciri, parçanın tüm yüzeyine eşit basınç uygulanmasını ve her noktada homojen bir işleme sağlanmasını garanti eder.
Otomatik yüksek hızlı polisaj makineleri, seri üretimde yüksek kapasite ve tutarlılık sunar. Binlerce parça, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. İşlem parametreleri, parçanın malzemesi, boyutu ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde farklı boyut ve şekillerdeki parçalar hızlı ve güvenli bir şekilde işlenebilir. İstasyon sayısı, disk ve mob fırça tipleri, devir hızları ve basınç değerleri, parçanın özelliklerine göre optimize edilir ve üretim hattının esnekliği artırılır. Bu yapı, üretim çeşitliliğini destekler ve farklı ürün serilerinin aynı hat üzerinde yüksek verimlilikle işlenmesine imkân sağlar.
İş güvenliği ve ergonomi açısından otomatik yüksek hızlı polisaj makineleri, manuel yöntemlere kıyasla büyük avantajlar sunar. Operatörler metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların yerleşimi, hatalı pozisyon veya aşırı basınç durumlarını anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler. Böylece hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı, yüksek hızlı polisaj makinelerinin öne çıkan diğer avantajlarıdır. Modern motor ve kontrol sistemleri, yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azaltılır. Ayrıca makine, farklı boyut ve şekillerdeki parçaların eş zamanlı işlenmesini destekleyecek şekilde tasarlanmıştır, bu da üretim kapasitesini artırır ve operasyonel verimliliği yükseltir.
Otomatik yüksek hızlı polisaj makineleri, metal işleme, otomotiv, enerji, mobilya, beyaz eşya, havacılık, gemi inşa ve medikal cihaz üretimi gibi geniş bir uygulama alanına sahiptir. Metal parçaların yüzey kalitesini artırmak, profilli parçaları homojen şekilde parlatmak, boru ve silindirlerin estetik ve fonksiyonel yüzeylerini optimize etmek için yoğun olarak kullanılır. Hat üzerindeki istasyonlar, parçaların boyut ve malzeme özelliklerine göre optimize edilmiştir; böylece hem düz hem profilli yüzeylerin kusursuz şekilde işlenmesi sağlanır.
Gelişen teknoloji ile makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonlarda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı elde edilir.
Makineler ayrıca farklı boyut ve şekillerdeki parçalar için özel disk ve mob fırça kombinasyonları ile özelleştirilebilir. Geniş yüzeyler için büyük çaplı diskler, dar veya profilli alanlar için hassas mob fırçalar kullanılır. İleri sensörler parçanın boyutunu ve malzeme türünü algılar ve istasyonları otomatik olarak devreye alır; bu sayede insan hatası minimuma indirilir ve maksimum yüzey kalitesi sağlanır.
Otomatik yüksek hızlı polisaj makineleri, üretim sürecinde yalnızca estetik ve fonksiyonel kaliteyi artırmakla kalmaz, aynı zamanda üretim süresini optimize eder, enerji ve hammadde kullanımını minimize eder ve bakım süreçlerini kolaylaştırır. Hızlı ve güvenli çalışma imkânı, yüksek üretim kapasitesi, esnek kullanım seçenekleri ve ileri otomasyon sistemi, bu makineleri modern üretim tesislerinin vazgeçilmez bir parçası hâline getirir.
İleri teknoloji sensörler, proses kontrol yazılımları ve modüler istasyon yapısı sayesinde bu makineler, üretim hattındaki tüm parçaları gerçek zamanlı olarak izler, kalite parametrelerini kontrol eder ve herhangi bir sapma durumunda otomatik düzeltme mekanizmaları ile müdahale eder. Bu da üretim hattında hata payını minimuma indirir ve standartları sürekli yüksek tutar.
İstersen bir sonraki aşamada sana bu yüksek hızlı polisaj makinesinin her istasyonunun teknik işlevleri, disk ve mob fırça çeşitleri, basınç ve hız ayar sistemleri, sensör ve otomasyon entegrasyonları ile verimlilik optimizasyon yöntemleri hakkında çok daha ayrıntılı ve kapsamlı bir teknik metin hazırlayabilirim.
Otomatik Çok İşlevli Polisaj Makinesi
Otomatik çok işlevli polisaj makineleri, modern endüstriyel üretimde yüzey işleme süreçlerini optimize etmek, üretim kapasitesini artırmak ve iş güvenliğini sağlamak amacıyla tasarlanmış ileri teknoloji sistemlerdir. Bu makineler, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerindeki çizik, çapak, kaynak izi, oksitlenme ve diğer pürüzleri hızlı ve etkili bir şekilde giderir. Yüksek devirli diskler, mob fırçalar ve çeşitli polisaj aparatları, parçaların yüzeyine kısa sürede temas ederek işlem süresini minimize eder ve homojen, parlak bir yüzey elde edilmesini sağlar.
Makinenin en önemli özelliği, çok işlevli yapısıdır; tek bir cihaz üzerinde zımparalama, kaba polisaj, ince polisaj, parlatma ve yüzey düzeltme işlemleri bir arada gerçekleştirilir. Bu sayede farklı tür ve boyutlardaki parçalar, aynı hat üzerinde işlenebilir ve üretim süreçleri tek bir makine üzerinden yönetilebilir. Modüler ve istasyonlu yapısı sayesinde, farklı işlem kombinasyonları ihtiyaca göre ayarlanabilir ve her bir parçaya uygun yüzey kalitesi sağlanır.
İş parçaları, özel tutucular ve yönlendirme sistemleri ile hattan sabitlenir ve ardışık istasyonlar boyunca taşınır. İlk istasyonlarda kaba zımparalar ve mob fırçalar yüzeydeki büyük çapakları ve kaynak izlerini temizler. Orta istasyonlarda daha ince diskler ve fırçalar devreye girer; yüzey pürüzsüzleşir ve homojen bir parlaklık kazandırılır. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar ve parlatıcı diskler ile parçaya nihai parlaklık kazandırılır. Bu ardışık işlem zinciri, tüm yüzeylerin eşit şekilde işlenmesini ve kusursuz bir kalite elde edilmesini sağlar.
Otomatik çok işlevli polisaj makineleri, seri üretimde yüksek kapasite ve tekrarlanabilir kalite sunar. Binlerce parça, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. İşlem parametreleri, parçanın malzemesi, boyutu ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde farklı boyut ve şekillerdeki parçalar hızlı ve güvenli bir şekilde işlenebilir. İstasyon sayısı, disk ve mob fırça tipleri, devir hızları ve basınç değerleri parçanın özelliklerine göre optimize edilir ve üretim hattının esnekliği artırılır.
İş güvenliği ve ergonomi açısından bu makineler, manuel yöntemlere kıyasla önemli avantajlar sağlar. Operatörler, metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların yerleşimi, hatalı pozisyon veya aşırı basınç durumlarını anlık olarak algılar ve gerekirse makineyi durdurarak olası kazaları önler.
Enerji verimliliği ve bakım kolaylığı, çok işlevli polisaj makinelerinin öne çıkan diğer avantajlarıdır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır.
Otomatik çok işlevli polisaj makineleri, metal işleme, otomotiv, enerji, mobilya, beyaz eşya, havacılık ve medikal cihaz üretimi gibi geniş bir uygulama alanına sahiptir. Metal parçaların yüzey kalitesini artırmak, profilli parçaları homojen şekilde parlatmak, boru ve silindirlerin estetik ve fonksiyonel yüzeylerini optimize etmek için yoğun olarak kullanılır.
Gelişen teknoloji ile makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonlarda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı elde edilir.
Otomatik çok işlevli polisaj makineleri, üretim sürecinde yalnızca estetik ve fonksiyonel kaliteyi artırmakla kalmaz, aynı zamanda üretim süresini optimize eder, enerji ve hammadde kullanımını minimize eder ve bakım süreçlerini kolaylaştırır. Hızlı ve güvenli çalışma imkânı, yüksek üretim kapasitesi, esnek kullanım seçenekleri ve ileri otomasyon sistemi, bu makineleri modern üretim tesislerinin vazgeçilmez bir parçası hâline getirir.
Otomatik çok işlevli polisaj makineleri, endüstriyel üretim süreçlerinde yüzey işleme kalitesini artırmak, üretim hızını optimize etmek ve operasyonel verimliliği üst seviyeye taşımak amacıyla tasarlanmış kapsamlı sistemlerdir. Bu makineler, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerindeki çizik, çapak, kaynak izi, oksitlenme, yüzey pürüzlülüğü ve üretimden kaynaklanan diğer kusurları hızlı ve etkili şekilde giderir. Yüksek devirli diskler, mob fırçalar, farklı boyutlarda zımparalar ve parlatıcı aparat kombinasyonları, parçaların yüzeyine kısa sürede ve eşit basınçla temas ederek işlem süresini azaltır ve homojen, parlak bir yüzey elde edilmesini sağlar. Bu, özellikle seri üretim yapılan tesislerde kalite standardının korunmasına ve üretim kapasitesinin artırılmasına doğrudan katkı sağlar.
Makinenin en belirgin özelliği, çok işlevli ve modüler yapısıdır. Tek bir cihaz üzerinde zımparalama, kaba polisaj, ince polisaj, parlatma ve yüzey düzeltme işlemleri ardışık olarak gerçekleştirilebilir. İşlenecek parçalar, özel tutucular ve yönlendirme sistemleriyle hattan sabitlenir ve istasyonlar arasında kontrollü şekilde taşınır. İlk istasyonlarda kaba diskler ve mob fırçalar, yüzeydeki büyük çapakları, kaynak izlerini ve üretim deformasyonlarını temizler. Orta istasyonlarda daha ince diskler ve fırçalar devreye girerek yüzeyin pürüzsüzleşmesini ve parlaklığın artmasını sağlar. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar ve özel parlatıcı diskler ile parçaya nihai parlaklık ve homojen yüzey kalitesi kazandırılır. Bu ardışık işlem zinciri, parçanın tüm yüzeylerinin eşit şekilde işlenmesini garanti eder ve kusursuz bir kalite sağlar.
Otomatik çok işlevli polisaj makineleri, seri üretimde yüksek kapasite ve tekrarlanabilir kalite sunar. Binlerce parça, operatör müdahalesi olmadan aynı standartlarda işlenebilir. İşlem parametreleri, parçanın malzemesi, boyutu ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde farklı boyut ve şekillerdeki parçalar hızlı ve güvenli şekilde işlenebilir. İstasyon sayısı, disk ve mob fırça tipleri, devir hızları ve basınç değerleri, parçanın özelliklerine göre optimize edilir ve üretim hattının esnekliği artırılır. Bu yapı, üretim çeşitliliğini destekler ve farklı ürün serilerinin aynı hat üzerinde yüksek verimlilikle işlenmesine imkân tanır.
İş güvenliği ve ergonomi açısından makineler, manuel polisaj yöntemlerine kıyasla önemli avantajlar sağlar. Operatörler, metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların hattan doğru pozisyonda yerleşip yerleşmediğini, aşırı basınç uygulamasını veya istasyon hatalarını anlık olarak tespit eder ve gerekirse makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı, otomatik çok işlevli polisaj makinelerinin öne çıkan diğer avantajlarıdır. Modern motor ve kontrol sistemleri, yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Ayrıca, farklı boyut ve şekillerdeki parçaların eş zamanlı işlenmesini destekleyecek şekilde tasarlanmış olması, üretim kapasitesini artırır ve operasyonel verimliliği yükseltir.
Otomatik çok işlevli polisaj makineleri, metal işleme, otomotiv, enerji, mobilya, beyaz eşya, havacılık, gemi inşa ve medikal cihaz üretimi gibi çok geniş bir uygulama alanına sahiptir. Metal parçaların yüzey kalitesini artırmak, profilli parçaları homojen şekilde parlatmak, boru ve silindirlerin estetik ve fonksiyonel yüzeylerini optimize etmek için yoğun olarak kullanılır. Hat üzerindeki istasyonlar, parçaların boyut ve malzeme özelliklerine göre optimize edilmiştir; bu sayede hem düz hem profilli yüzeylerin kusursuz şekilde işlenmesi sağlanır.
Gelişen teknoloji ile makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonlarda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı elde edilir.
Otomatik çok işlevli polisaj makineleri, üretim sürecinde yalnızca estetik ve fonksiyonel kaliteyi artırmakla kalmaz, aynı zamanda üretim süresini optimize eder, enerji ve hammadde kullanımını minimize eder ve bakım süreçlerini kolaylaştırır. Hızlı ve güvenli çalışma imkânı, yüksek üretim kapasitesi, esnek kullanım seçenekleri ve ileri otomasyon sistemi, bu makineleri modern üretim tesislerinin vazgeçilmez bir parçası hâline getirir.
Gelişmiş sensörler, proses kontrol yazılımları ve modüler istasyon yapısı sayesinde makineler, üretim hattındaki tüm parçaları gerçek zamanlı olarak izler, kalite parametrelerini kontrol eder ve herhangi bir sapma durumunda otomatik düzeltme mekanizmaları ile müdahale eder. Bu sayede üretim hattında hata payı minimuma iner ve standart kalite sürekli korunur.
Otomatik çok işlevli polisaj makineleri, modern endüstriyel üretimde yalnızca yüzey estetiğini artırmakla kalmaz, aynı zamanda üretim süreçlerinin verimliliğini, esnekliğini ve sürdürülebilirliğini üst düzeye taşır. Bu makineler, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerindeki çizik, çapak, kaynak izi, oksitlenme ve diğer üretimden kaynaklanan kusurları hızlı, homojen ve kontrollü bir şekilde giderir. Yüksek devirli diskler, mob fırçalar ve çeşitli parlatıcı aparat kombinasyonları, parçaların yüzeyine eşit basınçla temas ederek işlem süresini minimize eder ve homojen, parlak bir yüzey elde edilmesini sağlar. Bu, özellikle seri üretim yapılan tesislerde kalite standardının korunmasına, üretim kapasitesinin artırılmasına ve iş gücü maliyetlerinin azaltılmasına doğrudan katkı sağlar.
Makinenin en öne çıkan özelliği çok işlevli ve modüler yapısıdır. Tek bir cihaz üzerinde zımparalama, kaba polisaj, ince polisaj, parlatma ve yüzey düzeltme işlemleri ardışık olarak gerçekleştirilebilir. İşlenecek parçalar, özel tutucular ve yönlendirme sistemleri ile hattan sabitlenir ve istasyonlar arasında kontrollü bir şekilde taşınır. İlk istasyonlarda kaba diskler ve mob fırçalar, yüzeydeki büyük çapakları, kaynak izlerini ve üretim deformasyonlarını temizler. Orta istasyonlarda daha ince diskler ve fırçalar devreye girer; bu sayede yüzey pürüzsüzleşir ve homojen parlaklık kazanılır. Son istasyonlarda yüksek yoğunluklu mob fırçalar ve özel parlatıcı diskler ile parçaya nihai parlaklık ve estetik bir yüzey kalitesi kazandırılır. Bu ardışık işlem zinciri, parçanın tüm yüzeylerinin eşit şekilde işlenmesini garanti eder ve kusursuz bir kalite elde edilmesini sağlar.
Otomatik çok işlevli polisaj makineleri, seri üretimde yüksek kapasite ve tekrarlanabilir kalite sunar. Binlerce parça, operatör müdahalesi olmadan aynı kalite standardında işlenebilir. İşlem parametreleri, parçanın malzemesi, boyutu ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde farklı boyut ve şekillerdeki parçalar hızlı ve güvenli bir şekilde işlenebilir. İstasyon sayısı, disk ve mob fırça tipleri, devir hızları ve basınç değerleri, parçanın özelliklerine göre optimize edilir ve üretim hattının esnekliği artırılır. Bu yapı, üretim çeşitliliğini destekler ve farklı ürün serilerinin aynı hat üzerinde yüksek verimlilikle işlenmesine imkân tanır.
İş güvenliği ve ergonomi açısından makineler, manuel polisaj yöntemlerine göre büyük avantaj sağlar. Operatörler, metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların hattan doğru pozisyonda yerleşip yerleşmediğini, aşırı basınç uygulanıp uygulanmadığını veya istasyon hatalarını anlık olarak tespit eder ve gerekirse makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı, otomatik çok işlevli polisaj makinelerinin öne çıkan diğer avantajlarıdır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Ayrıca, farklı boyut ve şekillerdeki parçaların eş zamanlı işlenmesini destekleyecek şekilde tasarlanmış olması, üretim kapasitesini artırır ve operasyonel verimliliği yükseltir.
Otomatik çok işlevli polisaj makineleri, metal işleme, otomotiv, enerji, mobilya, beyaz eşya, havacılık, gemi inşa ve medikal cihaz üretimi gibi çok geniş bir uygulama alanına sahiptir. Metal parçaların yüzey kalitesini artırmak, profilli parçaları homojen şekilde parlatmak, boru ve silindirlerin estetik ve fonksiyonel yüzeylerini optimize etmek için yoğun olarak kullanılır. Hat üzerindeki istasyonlar, parçaların boyut ve malzeme özelliklerine göre optimize edilmiştir; böylece hem düz hem profilli yüzeylerin kusursuz şekilde işlenmesi sağlanır.
Gelişen teknoloji ile makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonlarda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı elde edilir.
Otomatik çok işlevli polisaj makineleri, üretim sürecinde yalnızca estetik ve fonksiyonel kaliteyi artırmakla kalmaz, aynı zamanda üretim süresini optimize eder, enerji ve hammadde kullanımını minimize eder ve bakım süreçlerini kolaylaştırır. Hızlı ve güvenli çalışma imkânı, yüksek üretim kapasitesi, esnek kullanım seçenekleri ve ileri otomasyon sistemi, bu makineleri modern üretim tesislerinin vazgeçilmez bir parçası hâline getirir.
Gelişmiş sensörler, proses kontrol yazılımları ve modüler istasyon yapısı sayesinde makineler, üretim hattındaki tüm parçaları gerçek zamanlı olarak izler, kalite parametrelerini kontrol eder ve herhangi bir sapma durumunda otomatik düzeltme mekanizmaları ile müdahale eder. Bu sayede üretim hattında hata payı minimuma iner ve standart kalite sürekli korunur.
Ek olarak, makineler çoklu işlem entegrasyonu sayesinde tek bir üretim hattında farklı boyut ve geometrilere sahip parçaların işlenmesini sağlar. Büyük yüzeyli parçalar için geniş çaplı diskler kullanılırken, dar ve profilli alanlar için hassas mob fırçalar devreye girer. Bu, üretim esnekliğini artırırken, operatör müdahalesini minimuma indirir ve her parçanın optimum yüzey kalitesine ulaşmasını sağlar.
Otomatik çok işlevli polisaj makineleri, modern endüstriyel üretim tesislerinde yüzey işleme süreçlerini bütünsel olarak optimize eden ileri teknoloji sistemlerdir. Bu makineler, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerindeki çizik, çapak, kaynak izi, oksitlenme, üretim deformasyonları ve diğer yüzey kusurlarını hızlı, homojen ve kontrollü bir şekilde giderir. Yüksek devirli diskler, mob fırçalar, zımpara bantları ve çeşitli parlatıcı aparat kombinasyonları, parçaların yüzeyine eşit basınçla temas ederek işlem süresini minimize eder ve homojen, parlak bir yüzey elde edilmesini sağlar. Bu özellik, özellikle seri üretim yapılan tesislerde kalite standardının korunmasına, üretim kapasitesinin artırılmasına ve iş gücü maliyetlerinin azaltılmasına doğrudan katkı sağlar.
Makinenin temel avantajlarından biri, çok işlevli ve modüler tasarımıdır. Tek bir cihaz üzerinde zımparalama, kaba polisaj, ince polisaj, parlatma ve yüzey düzeltme işlemleri ardışık olarak gerçekleştirilebilir. İşlenecek parçalar, özel tutucular ve yönlendirme mekanizmalarıyla hattan sabitlenir ve istasyonlar arasında kontrollü bir şekilde taşınır. İlk istasyonlarda kaba diskler ve mob fırçalar, yüzeydeki büyük çapakları, kaynak izlerini ve üretim deformasyonlarını giderir. Orta istasyonlarda daha ince diskler ve mob fırçalar devreye girer; yüzey pürüzsüzleşir ve homojen parlaklık kazanılır. Son istasyonlarda yüksek yoğunluklu mob fırçalar ve özel parlatıcı diskler ile parçaya nihai parlaklık ve estetik bir yüzey kalitesi kazandırılır. Bu ardışık işlem zinciri, parçanın tüm yüzeylerinin eşit şekilde işlenmesini ve kusursuz bir kalite elde edilmesini garanti eder.
Otomatik çok işlevli polisaj makineleri, seri üretimde yüksek kapasite ve tekrarlanabilir kalite sunar. Binlerce parça, operatör müdahalesi olmadan aynı standartlarda işlenebilir. İşlem parametreleri, parçanın malzemesi, boyutu ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım sayesinde farklı boyut ve şekillerdeki parçalar hızlı ve güvenli bir şekilde işlenebilir. İstasyon sayısı, disk ve mob fırça tipleri, devir hızları ve basınç değerleri, parçanın özelliklerine göre optimize edilir ve üretim hattının esnekliği artırılır. Bu yapı, üretim çeşitliliğini destekler ve farklı ürün serilerinin aynı hat üzerinde yüksek verimlilikle işlenmesini sağlar.
İş güvenliği ve ergonomi açısından makineler, manuel polisaj yöntemlerine göre büyük avantajlar sunar. Operatörler, metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların hattan doğru pozisyonda yerleşip yerleşmediğini, aşırı basınç uygulanıp uygulanmadığını veya istasyon hatalarını anlık olarak tespit eder ve gerekirse makineyi durdurarak olası kazaları önler. Bu sayede hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı, otomatik çok işlevli polisaj makinelerinin öne çıkan diğer özelliklerindendir. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Ayrıca, farklı boyut ve şekillerdeki parçaların eş zamanlı işlenmesini destekleyecek şekilde tasarlanmış olması, üretim kapasitesini artırır ve operasyonel verimliliği yükseltir.
Otomatik çok işlevli polisaj makineleri, metal işleme, otomotiv, enerji, mobilya, beyaz eşya, havacılık, gemi inşa ve medikal cihaz üretimi gibi geniş bir uygulama alanına sahiptir. Metal parçaların yüzey kalitesini artırmak, profilli parçaları homojen şekilde parlatmak, boru ve silindirlerin estetik ve fonksiyonel yüzeylerini optimize etmek için yoğun olarak kullanılır. Hat üzerindeki istasyonlar, parçaların boyut ve malzeme özelliklerine göre optimize edilmiştir; böylece hem düz hem profilli yüzeylerin kusursuz şekilde işlenmesi sağlanır.
Gelişen teknoloji ile makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek hangi istasyonlarda optimizasyon gerektiğini belirler. Bazı ileri sistemlerde, parçaların yüzey özellikleri gerçek zamanlı ölçülür ve işlem parametreleri otomatik olarak ayarlanır; böylece maksimum kalite ve minimum hata oranı elde edilir.
Otomatik çok işlevli polisaj makineleri, üretim sürecinde yalnızca estetik ve fonksiyonel kaliteyi artırmakla kalmaz, aynı zamanda üretim süresini optimize eder, enerji ve hammadde kullanımını minimize eder ve bakım süreçlerini kolaylaştırır. Hızlı ve güvenli çalışma imkânı, yüksek üretim kapasitesi, esnek kullanım seçenekleri ve ileri otomasyon sistemi, bu makineleri modern üretim tesislerinin vazgeçilmez bir parçası hâline getirir.
Gelişmiş sensörler, proses kontrol yazılımları ve modüler istasyon yapısı sayesinde makineler, üretim hattındaki tüm parçaları gerçek zamanlı olarak izler, kalite parametrelerini kontrol eder ve herhangi bir sapma durumunda otomatik düzeltme mekanizmaları ile müdahale eder. Bu sayede üretim hattında hata payı minimuma iner ve standart kalite sürekli korunur.
Ek olarak, makineler çoklu işlem entegrasyonu sayesinde tek bir üretim hattında farklı boyut ve geometrilere sahip parçaların işlenmesini sağlar. Büyük yüzeyli parçalar için geniş çaplı diskler kullanılırken, dar ve profilli alanlar için hassas mob fırçalar devreye girer. Bu, üretim esnekliğini artırırken, operatör müdahalesini minimuma indirir ve her parçanın optimum yüzey kalitesine ulaşmasını sağlar.
Ayrıca makineler, otomatik izleme ve veri kaydı özellikleri ile donatılmıştır. Üretim sırasında her istasyonun performansı, disk ve fırça devir hızları, basınç değerleri ve işlem süreleri sensörler aracılığıyla kaydedilir. Bu veriler, kalite kontrol, bakım planlaması ve üretim optimizasyonu için analiz edilir. Yapay zekâ destekli sistemler, bu verilerden öğrenerek işlem parametrelerini optimize eder ve sürekli iyileştirme döngüsü oluşturur.
İstersen bir sonraki adımda sana otomatik çok işlevli polisaj makinesinin tüm istasyonlarının teknik detayları, kullanılan disk ve mob fırça tipleri, basınç ve hız kontrol sistemleri, sensör ve otomasyon entegrasyonları ile verimlilik optimizasyon yöntemleri hakkında daha kapsamlı ve teknik bir metin hazırlayabilirim.
Otomatik Dairesel Zımpara ve Parlatma Makinesi
Otomatik dairesel zımpara ve parlatma makineleri, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerini hızlı, homojen ve yüksek hassasiyetle işlemek için tasarlanmış endüstriyel makineler arasında önemli bir yere sahiptir. Bu makineler, yüzeydeki çizik, çapak, oksitlenme, kaynak izi ve üretimden kaynaklanan diğer kusurları giderirken, parçaya parlak ve pürüzsüz bir yüzey kazandırır. Dairesel hareketli diskler, zımpara bantları ve mob fırçalar, parçanın yüzeyine sürekli ve eşit basınç uygulayarak işlem süresini minimuma indirir ve homojen bir yüzey elde edilmesini sağlar.
Makinenin en belirgin özelliği otomatik çalışma sistemidir. İş parçaları, özel tutucular veya yönlendirme sistemleri sayesinde hattan sabitlenir ve dairesel hareketli zımpara ve parlatma istasyonları boyunca kontrollü şekilde taşınır. İlk istasyonlarda kaba zımpara diskleri yüzeydeki büyük çapakları ve üretim deformasyonlarını giderir. Orta istasyonlarda daha ince diskler ve mob fırçalar devreye girer; yüzey pürüzsüzleşir ve homojen parlaklık kazanır. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar ve parlatıcı diskler ile parçaya nihai parlaklık kazandırılır. Bu ardışık işlem zinciri, parçanın tüm yüzeylerinde eşit kalite ve parlaklık sağlar.
Otomatik dairesel zımpara ve parlatma makineleri, seri üretimde yüksek kapasite ve tekrarlanabilir kalite sağlar. Binlerce parça, operatör müdahalesi olmadan aynı standartlarda işlenebilir. İşlem parametreleri, parçanın malzemesi, boyutu ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarımı sayesinde farklı boyut ve şekillerdeki parçalar hızlı ve güvenli şekilde işlenebilir. Disk ve fırça tipleri, devir hızları ve basınç değerleri, parçanın özelliklerine göre optimize edilir; bu sayede üretim hattının esnekliği artırılır.
İş güvenliği ve ergonomi açısından makineler, manuel yöntemlere kıyasla büyük avantaj sağlar. Operatörler, metal tozları ve yüksek titreşimden korunur; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların doğru pozisyonda yerleşip yerleşmediğini, aşırı basınç uygulanıp uygulanmadığını ve istasyon hatalarını anlık olarak tespit eder, gerekirse makineyi durdurarak olası kazaları önler.
Enerji verimliliği ve bakım kolaylığı, otomatik dairesel zımpara ve parlatma makinelerinin öne çıkan diğer avantajlarıdır. Modern motor ve kontrol sistemleri, yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz bir şekilde gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır.
Bu makineler, metal işleme, otomotiv, beyaz eşya, enerji, mobilya ve havacılık sektörlerinde yaygın olarak kullanılır. Büyük yüzeyli parçaların yanı sıra profilli ve dar parçaların da yüksek hassasiyetle işlenmesini sağlar. Modüler istasyon yapısı, üretim hattında farklı boyut ve geometrilere sahip parçaların aynı cihaz üzerinde işlenmesini mümkün kılar. Büyük yüzeyler için geniş çaplı diskler, dar alanlar için hassas mob fırçalar kullanılır ve böylece her parçanın optimum yüzey kalitesine ulaşması sağlanır.
Gelişmiş sistemlerde makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilmiştir. Robotik kollar parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek işlem parametrelerini optimize eder ve maksimum kaliteyi garanti eder. Bu sayede üretim hattında hata payı minimuma iner ve standart kalite sürekli korunur.
Otomatik dairesel zımpara ve parlatma makineleri, modern endüstriyel üretimde yüksek hassasiyet, hızlı işleme ve tekrarlanabilir kaliteyi bir araya getiren kompleks sistemler olarak öne çıkar. Bu makineler, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerindeki çizik, çapak, kaynak izi, oksitlenme ve üretimden kaynaklanan diğer kusurları giderirken, aynı zamanda parçaya homojen parlaklık ve pürüzsüzlük kazandırır. Dairesel hareketli diskler, yüksek devirli mob fırçalar ve özel parlatıcı aparat kombinasyonları, parçanın yüzeyine eşit ve kontrollü basınç uygular; bu sayede işlem süresi minimuma iner ve yüzey kalitesi tutarlı şekilde elde edilir. Özellikle seri üretim yapılan tesislerde, üretim kapasitesinin artırılması, iş gücü maliyetlerinin azaltılması ve kalite standardının korunması açısından kritik bir rol oynar.
Makinelerin otomatik ve modüler yapısı, farklı işleme işlemlerinin ardışık şekilde tek bir hat üzerinde gerçekleştirilmesini sağlar. İş parçaları, özel tutucular ve yönlendirme sistemleri ile hattan sabitlenir ve dairesel zımpara ile parlatma istasyonları boyunca kontrollü şekilde taşınır. İlk istasyonlarda kaba zımpara diskleri, yüzeydeki büyük çapakları, üretim deformasyonlarını ve kaynak izlerini giderir. Orta istasyonlarda daha ince zımpara ve mob fırçalar devreye girerek yüzey pürüzsüzleşmesini ve homojen parlaklık oluşmasını sağlar. Son istasyonlarda yüksek yoğunluklu mob fırçalar ve özel parlatıcı diskler kullanılarak parçaya nihai parlaklık kazandırılır. Bu ardışık işlem zinciri, tüm yüzeylerin eşit şekilde işlenmesini ve kusursuz bir kalite elde edilmesini garanti eder.
Otomatik dairesel zımpara ve parlatma makineleri, seri üretimde yüksek kapasite ve tekrarlanabilir kalite sunar. Binlerce parça, operatör müdahalesi olmadan aynı standartlarda işlenebilir. İşlem parametreleri, parçanın malzemesi, boyutu ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım, farklı boyut ve şekillerdeki parçaların hızlı ve güvenli şekilde işlenmesine imkân tanır. Disk ve mob fırça tipleri, devir hızları ve uygulanan basınç değerleri, parçanın özelliklerine göre optimize edilir. Bu sayede üretim hattının esnekliği ve verimliliği artırılır, farklı ürün serileri aynı hat üzerinde işlenebilir.
İş güvenliği ve ergonomi açısından makineler, manuel yöntemlere kıyasla büyük avantajlar sağlar. Operatörler, metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların doğru pozisyonda yerleşip yerleşmediğini, aşırı basınç uygulanıp uygulanmadığını ve istasyon hatalarını anlık olarak tespit eder. Gerekirse makineyi durdurarak olası kazaları önler, böylece hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı, otomatik dairesel zımpara ve parlatma makinelerinin öne çıkan diğer avantajlarıdır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Ayrıca, farklı boyut ve şekillerdeki parçaların eş zamanlı işlenmesini destekleyecek şekilde tasarlanmış olması, üretim kapasitesini artırır ve operasyonel verimliliği yükseltir.
Otomatik dairesel zımpara ve parlatma makineleri, metal işleme, otomotiv, beyaz eşya, enerji, mobilya ve havacılık sektörlerinde yoğun şekilde kullanılır. Büyük yüzeyli parçaların yanı sıra dar ve profilli parçaların da yüksek hassasiyetle işlenmesini sağlar. Modüler istasyon yapısı sayesinde üretim hattında farklı boyut ve geometrilere sahip parçalar aynı cihaz üzerinde işlenebilir. Büyük yüzeyler için geniş çaplı diskler, dar alanlar için hassas mob fırçalar kullanılır; bu sayede her parçanın optimum yüzey kalitesine ulaşması sağlanır.
Gelişmiş sistemlerde makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek işlem parametrelerini optimize eder ve maksimum kaliteyi garanti eder. Bu sayede üretim hattında hata payı minimuma iner ve kalite standardı sürekli korunur.
Ayrıca makineler, otomatik izleme ve veri kaydı özellikleri ile donatılmıştır. Üretim sırasında her istasyonun performansı, disk ve fırça devir hızları, basınç değerleri ve işlem süreleri sensörler aracılığıyla kaydedilir. Bu veriler, kalite kontrol, bakım planlaması ve üretim optimizasyonu için analiz edilir. Yapay zekâ destekli sistemler, bu verilerden öğrenerek işlem parametrelerini sürekli optimize eder ve üretim sürecinde maksimum verimlilik sağlar.
Otomatik dairesel zımpara ve parlatma makineleri, endüstriyel üretimde parçaların yüzey kalitesini en üst seviyeye çıkarmak ve üretim verimliliğini artırmak amacıyla tasarlanmış kapsamlı sistemlerdir. Bu makineler, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerindeki çizik, çapak, oksitlenme, kaynak izi ve üretim kaynaklı diğer kusurları giderir, aynı zamanda parçaya homojen parlaklık ve pürüzsüzlük kazandırır. Dairesel hareketli diskler, yüksek hızlı mob fırçalar ve özel parlatıcı aparat kombinasyonları, parçanın yüzeyine eşit ve kontrollü basınç uygular. Bu sayede işlem süresi minimuma iner ve tüm parçalar aynı kalitede işlenmiş olur, özellikle seri üretim yapan tesislerde kalite standardının korunması sağlanır.
Makinelerin modüler ve otomatik yapısı, farklı işlem adımlarının ardışık olarak tek bir hat üzerinde yürütülmesine olanak tanır. İş parçaları, özel tutucular ve yönlendirme sistemleri ile hattan sabitlenir ve dairesel zımpara ve parlatma istasyonları boyunca kontrollü bir şekilde taşınır. İlk istasyonlarda kaba zımpara diskleri, yüzeydeki büyük çapakları, üretim deformasyonlarını ve kaynak izlerini giderir. Orta istasyonlarda daha ince diskler ve mob fırçalar devreye girer; yüzey pürüzsüzleşir ve homojen parlaklık kazanır. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar ve özel parlatıcı diskler kullanılarak parçaya nihai parlaklık kazandırılır. Bu ardışık işlem zinciri, parçanın tüm yüzeylerinin eşit şekilde işlenmesini sağlar ve kusursuz bir kalite elde edilmesini garanti eder.
Otomatik dairesel zımpara ve parlatma makineleri, seri üretimde yüksek kapasite ve tekrarlanabilir kalite sunar. Binlerce parça, operatör müdahalesi olmadan aynı standartlarda işlenebilir. İşlem parametreleri, parçanın malzemesi, boyutu ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım, farklı boyut ve şekillerdeki parçaların hızlı ve güvenli bir şekilde işlenmesini sağlar. Disk ve mob fırça tipleri, devir hızları ve basınç değerleri, parçanın özelliklerine göre optimize edilir; bu da üretim hattının esnekliğini ve verimliliğini artırır.
İş güvenliği ve ergonomi, otomatik dairesel zımpara ve parlatma makinelerinin önemli avantajlarıdır. Operatörler, metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların doğru pozisyonda yerleşip yerleşmediğini, aşırı basınç uygulanıp uygulanmadığını ve istasyon hatalarını anlık olarak tespit eder. Gerekirse makineyi durdurarak olası kazaları önler, böylece hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı, makinelerin öne çıkan diğer avantajlarıdır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Ayrıca, farklı boyut ve şekillerdeki parçaların eş zamanlı işlenmesini destekleyecek şekilde tasarlanmış olması, üretim kapasitesini artırır ve operasyonel verimliliği yükseltir.
Otomatik dairesel zımpara ve parlatma makineleri, metal işleme, otomotiv, beyaz eşya, enerji, mobilya ve havacılık sektörlerinde yaygın olarak kullanılır. Büyük yüzeyli parçaların yanı sıra dar ve profilli parçaların da yüksek hassasiyetle işlenmesini sağlar. Modüler istasyon yapısı, üretim hattında farklı boyut ve geometrilere sahip parçaların aynı cihaz üzerinde işlenmesini mümkün kılar. Büyük yüzeyler için geniş çaplı diskler, dar alanlar için hassas mob fırçalar kullanılır; bu sayede her parçanın optimum yüzey kalitesine ulaşması sağlanır.
Gelişmiş sistemlerde makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek işlem parametrelerini optimize eder ve maksimum kaliteyi garanti eder. Bu sayede üretim hattında hata payı minimuma iner ve kalite standardı sürekli korunur.
Ek olarak makineler, otomatik izleme ve veri kaydı özellikleri ile donatılmıştır. Üretim sırasında her istasyonun performansı, disk ve fırça devir hızları, basınç değerleri ve işlem süreleri sensörler aracılığıyla kaydedilir. Bu veriler kalite kontrol, bakım planlaması ve üretim optimizasyonu için analiz edilir. Yapay zekâ destekli sistemler, bu verilerden öğrenerek işlem parametrelerini sürekli optimize eder ve üretim sürecinde maksimum verimlilik sağlar.
Otomatik dairesel zımpara ve parlatma makineleri, üretim sürecinde yalnızca estetik ve fonksiyonel kaliteyi artırmakla kalmaz; aynı zamanda üretim süresini optimize eder, enerji ve hammadde kullanımını minimize eder ve bakım süreçlerini kolaylaştırır. Hızlı ve güvenli çalışma imkânı, yüksek üretim kapasitesi, esnek kullanım seçenekleri ve ileri otomasyon sistemi, bu makineleri modern üretim tesislerinin vazgeçilmez bir parçası hâline getirir.
Otomatik dairesel zımpara ve parlatma makineleri, endüstriyel üretim süreçlerinde yüksek verimlilik, tutarlı kalite ve güvenlik sağlamak amacıyla tasarlanmış kapsamlı sistemlerdir. Bu makineler, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerindeki çizik, çapak, kaynak izi, oksitlenme ve üretim kaynaklı diğer kusurları hızlı ve homojen bir şekilde giderirken, parçaya estetik açıdan üstün ve fonksiyonel olarak pürüzsüz bir yüzey kazandırır. Dairesel hareketli diskler, yüksek hızlı mob fırçalar ve özel parlatıcı aparat kombinasyonları, parçanın yüzeyine eşit ve kontrollü basınç uygular. Bu sayede işlem süresi minimuma iner ve tüm parçalar aynı kalite standardında işlenmiş olur, özellikle seri üretim yapan tesislerde üretim kapasitesi artırılır ve kalite standardı korunur.
Makinenin modüler ve otomatik tasarımı, farklı işlem adımlarının ardışık olarak tek bir hat üzerinde yürütülmesine olanak tanır. İş parçaları, özel tutucular ve yönlendirme sistemleri aracılığıyla hattan sabitlenir ve dairesel zımpara ile parlatma istasyonları boyunca kontrollü bir şekilde taşınır. İlk istasyonlarda kaba zımpara diskleri yüzeydeki büyük çapakları, üretim deformasyonlarını ve kaynak izlerini giderir. Orta istasyonlarda daha ince diskler ve mob fırçalar devreye girerek yüzeyin pürüzsüzleşmesini ve homojen parlaklık kazanmasını sağlar. Son istasyonlarda yüksek yoğunluklu mob fırçalar ve özel parlatıcı diskler kullanılarak parçaya nihai parlaklık kazandırılır. Bu ardışık işlem zinciri, parçanın tüm yüzeylerinin eşit şekilde işlenmesini sağlar ve kusursuz bir kalite elde edilmesini garanti eder.
Otomatik dairesel zımpara ve parlatma makineleri, seri üretimde yüksek kapasite ve tekrarlanabilir kalite sunar. Binlerce parça, operatör müdahalesi olmadan aynı standartlarda işlenebilir. İşlem parametreleri, parçanın malzemesi, boyutu ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım, farklı boyut ve şekillerdeki parçaların hızlı ve güvenli bir şekilde işlenmesini sağlar. Disk ve mob fırça tipleri, devir hızları ve basınç değerleri, parçanın özelliklerine göre optimize edilir; bu sayede üretim hattının esnekliği ve verimliliği artırılır.
İş güvenliği ve ergonomi, makinelerin öne çıkan avantajlarıdır. Operatörler, metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların doğru pozisyonda yerleşip yerleşmediğini, aşırı basınç uygulanıp uygulanmadığını ve istasyon hatalarını anlık olarak tespit eder. Gerekirse makineyi durdurarak olası kazaları önler; böylece hem çalışan güvenliği sağlanır hem de üretim hattının kesintisiz çalışması garanti edilir.
Enerji verimliliği ve bakım kolaylığı, otomatik dairesel zımpara ve parlatma makinelerinin önemli avantajlarıdır. Modern motor ve kontrol sistemleri, yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Ayrıca, farklı boyut ve şekillerdeki parçaların eş zamanlı işlenmesini destekleyecek şekilde tasarlanmış olması, üretim kapasitesini artırır ve operasyonel verimliliği yükseltir.
Otomatik dairesel zımpara ve parlatma makineleri, metal işleme, otomotiv, beyaz eşya, enerji, mobilya ve havacılık sektörlerinde yaygın olarak kullanılır. Büyük yüzeyli parçaların yanı sıra dar ve profilli parçaların da yüksek hassasiyetle işlenmesini sağlar. Modüler istasyon yapısı, üretim hattında farklı boyut ve geometrilere sahip parçaların aynı cihaz üzerinde işlenmesini mümkün kılar. Büyük yüzeyler için geniş çaplı diskler, dar alanlar için hassas mob fırçalar kullanılır; bu sayede her parçanın optimum yüzey kalitesine ulaşması sağlanır.
Gelişmiş sistemlerde makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar, parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek işlem parametrelerini optimize eder ve maksimum kaliteyi garanti eder. Bu sayede üretim hattında hata payı minimuma iner ve kalite standardı sürekli korunur.
Ayrıca makineler, otomatik izleme ve veri kaydı özellikleri ile donatılmıştır. Üretim sırasında her istasyonun performansı, disk ve fırça devir hızları, basınç değerleri ve işlem süreleri sensörler aracılığıyla kaydedilir. Bu veriler kalite kontrol, bakım planlaması ve üretim optimizasyonu için analiz edilir. Yapay zekâ destekli sistemler, bu verilerden öğrenerek işlem parametrelerini sürekli optimize eder ve üretim sürecinde maksimum verimlilik sağlar.
Otomatik dairesel zımpara ve parlatma makineleri, üretim sürecinde yalnızca estetik ve fonksiyonel kaliteyi artırmakla kalmaz; aynı zamanda üretim süresini optimize eder, enerji ve hammadde kullanımını minimize eder ve bakım süreçlerini kolaylaştırır. Hızlı ve güvenli çalışma imkânı, yüksek üretim kapasitesi, esnek kullanım seçenekleri ve ileri otomasyon sistemi, bu makineleri modern üretim tesislerinin vazgeçilmez bir parçası hâline getirir.
İstersen bir sonraki adımda sana otomatik dairesel zımpara ve parlatma makinesinin tüm istasyonlarının teknik detayları, kullanılan disk ve mob fırça tipleri, basınç ve hız kontrol sistemleri, sensör ve otomasyon entegrasyonları ile verimlilik optimizasyon yöntemleri hakkında çok daha kapsamlı ve detaylı bir teknik metin hazırlayabilirim.
Otomatik Döner Tablalı Polisaj ve Cilalama Hattı
Otomatik döner tablalı polisaj ve cilalama hatları, modern üretim tesislerinde yüksek verimlilik ve üstün yüzey kalitesi elde etmek amacıyla tasarlanmış endüstriyel sistemler arasında özel bir yere sahiptir. Bu makineler, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerindeki çizik, çapak, oksitlenme, kaynak izi ve üretim kaynaklı diğer kusurları hızla giderirken, parçaya eşit parlaklık ve pürüzsüz bir yüzey kazandırır. Döner tablalı tasarım, parçaların hem yatay hem dikey eksenlerde kontrollü şekilde hareket etmesini sağlayarak, tüm yüzeylerin homojen şekilde işlenmesine olanak tanır.
Makinenin en önemli özelliği otomatik ve döner tablalı taşıma sistemidir. İş parçaları, tablalara sabitlenir ve döner hareket sayesinde zımpara, polisaj ve cilalama istasyonları boyunca kontrollü bir şekilde taşınır. Bu döner hareket, parçanın farklı açılardan işlenmesini sağlar; özellikle profilli veya karmaşık geometrili parçaların tüm yüzeylerine eşit işlem uygulanabilir. İlk istasyonlarda kaba zımpara diskleri yüzeydeki büyük çapakları ve deformasyonları giderirken, orta istasyonlarda daha ince zımpara ve mob fırçalar devreye girer ve yüzey pürüzsüzleşir. Son istasyonlarda yüksek yoğunluklu mob fırçalar ve parlatıcı diskler kullanılarak parçaya nihai parlaklık kazandırılır. Bu ardışık işlem süreci, üretim hattında kusursuz ve tekrarlanabilir kaliteyi garanti eder.
Otomatik döner tablalı polisaj ve cilalama hatları, seri üretimde yüksek kapasite ve standart kalite sağlar. İş parçaları, operatör müdahalesine minimum gereksinimle hattan geçer ve aynı parametrelerde işlenir. İşlem süreleri, disk ve mob fırça devir hızları, uygulanan basınç ve tablanın dönme hızı parçanın özelliklerine göre ayarlanabilir. Modüler tasarım sayesinde farklı boyut ve şekillerdeki parçalar aynı hat üzerinde işlenebilir; bu, üretim esnekliğini ve kapasitesini artırır.
İş güvenliği ve ergonomi, döner tablalı hatların önemli avantajlarındandır. Operatörler, metal tozları ve yüksek titreşimden korunur; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Sensörler ve akıllı kontrol sistemleri, parçaların doğru pozisyonda yerleşip yerleşmediğini, aşırı basınç uygulanıp uygulanmadığını ve istasyon hatalarını anlık olarak tespit eder. Gerekirse makineyi durdurarak olası kazaları önler ve üretim hattının kesintisiz çalışmasını sağlar.
Enerji verimliliği ve bakım kolaylığı, döner tablalı hatların diğer avantajlarıdır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır.
Otomatik döner tablalı polisaj ve cilalama hatları, metal işleme, otomotiv, beyaz eşya, enerji, mobilya ve havacılık sektörlerinde yaygın şekilde kullanılır. Büyük yüzeyli parçaların yanı sıra dar, profilli veya karmaşık geometrili parçaların da yüksek hassasiyetle işlenmesini sağlar. Döner tablalı sistem, her parçanın tüm yüzeylerinde eşit parlaklık ve pürüzsüzlük elde edilmesini garanti eder.
Gelişmiş sistemlerde makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek işlem parametrelerini optimize eder. Bu sayede üretim hattında hata payı minimuma iner ve kalite standardı sürekli korunur.
Ayrıca makineler, otomatik izleme ve veri kaydı ile donatılmıştır. Her istasyonun performansı, disk ve mob fırça devir hızları, basınç değerleri ve işlem süreleri sensörler aracılığıyla kaydedilir. Bu veriler kalite kontrol, bakım planlaması ve üretim optimizasyonu için analiz edilir. Yapay zekâ destekli sistemler, bu verilerden öğrenerek işlem parametrelerini sürekli optimize eder ve üretim sürecinde maksimum verimlilik sağlar.
Otomatik döner tablalı polisaj ve cilalama hatları, endüstriyel üretimde yüksek kalite, verimlilik ve güvenliği bir araya getiren kompleks sistemler olarak tasarlanmıştır. Bu makineler, metal, alaşım, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerindeki çizik, çapak, oksitlenme, kaynak izi ve üretim kaynaklı diğer kusurları hızlı, homojen ve kontrollü bir şekilde giderirken, parçaya estetik açıdan üstün ve fonksiyonel olarak pürüzsüz bir yüzey kazandırır. Döner tablalı tasarım, parçaların yatay ve dikey eksenlerde eş zamanlı hareket etmesini sağlayarak, karmaşık geometrili parçaların tüm yüzeylerinin eşit şekilde işlenmesini mümkün kılar.
Makinenin otomatik döner tablalı taşıma sistemi, üretim sürecinde hem hız hem de hassasiyet sağlar. İş parçaları tablalara sabitlenir ve döner hareket sayesinde zımpara, polisaj ve cilalama istasyonları boyunca taşınır. Bu döner hareket, parçaların farklı açılardan işlenmesine imkân vererek özellikle profilli veya köşe yüzeyli parçaların tüm yüzeylerinin kusursuz şekilde işlenmesini garanti eder. İlk istasyonlarda kaba zımpara diskleri, yüzeydeki büyük çapakları ve üretim deformasyonlarını giderirken, orta istasyonlarda daha ince zımpara diskleri ve mob fırçalar devreye girer; yüzey pürüzsüzleşir ve parlaklık kazanır. Son istasyonlarda yüksek yoğunluklu mob fırçalar ve özel parlatıcı diskler kullanılarak parçaya nihai parlaklık kazandırılır. Bu ardışık işlem süreci, üretim hattında kusursuz ve tekrarlanabilir kaliteyi garanti eder.
Otomatik döner tablalı polisaj ve cilalama hatları, seri üretimde yüksek kapasite ve sürekli kalite standardı sağlar. Binlerce parça, operatör müdahalesine minimum ihtiyaçla hattan geçer ve her bir parça aynı parametrelerde işlenir. İşlem süreleri, disk ve mob fırça devir hızları, uygulanan basınç ve tablanın dönme hızı parçanın malzemesi ve yüzey özelliklerine göre ayarlanabilir. Modüler tasarım, farklı boyut ve şekillerdeki parçaların aynı hat üzerinde hızlı ve güvenli şekilde işlenmesini sağlar; bu, üretim esnekliğini artırır ve farklı ürün serilerinin tek hat üzerinde işlenmesine imkân tanır.
İş güvenliği ve ergonomi, döner tablalı hatların öne çıkan avantajlarındandır. Operatörler, metal tozları, yüksek titreşim ve gürültüye maruz kalmaz; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların doğru pozisyonda yerleşip yerleşmediğini, aşırı basınç uygulanıp uygulanmadığını ve istasyon hatalarını anlık olarak tespit eder. Gerekirse makineyi durdurarak olası kazaları önler ve üretim hattının kesintisiz çalışmasını sağlar.
Enerji verimliliği ve bakım kolaylığı, döner tablalı hatların diğer kritik avantajlarıdır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Ayrıca farklı boyut ve şekillerdeki parçaların eş zamanlı işlenmesini destekleyen tasarım, üretim kapasitesini artırır ve operasyonel verimliliği yükseltir.
Otomatik döner tablalı polisaj ve cilalama hatları, metal işleme, otomotiv, beyaz eşya, enerji, mobilya ve havacılık sektörlerinde yoğun şekilde kullanılır. Büyük yüzeyli parçaların yanı sıra dar, profilli veya karmaşık geometrili parçaların da yüksek hassasiyetle işlenmesini sağlar. Döner tablalı sistem, her parçanın tüm yüzeylerinde eşit parlaklık ve pürüzsüzlük elde edilmesini garanti eder.
Gelişmiş sistemlerde makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek parametreleri optimize eder ve maksimum kaliteyi garanti eder. Bu sayede üretim hattında hata payı minimuma iner ve kalite standardı sürekli korunur.
Ayrıca makineler, otomatik izleme ve veri kaydı ile donatılmıştır. Her istasyonun performansı, disk ve mob fırça devir hızları, basınç değerleri ve işlem süreleri sensörler aracılığıyla kaydedilir. Bu veriler, kalite kontrol, bakım planlaması ve üretim optimizasyonu için analiz edilir. Yapay zekâ destekli sistemler, bu verilerden öğrenerek işlem parametrelerini sürekli optimize eder ve üretim sürecinde maksimum verimlilik sağlar.
Otomatik döner tablalı polisaj ve cilalama hatları, üretim sürecinde yalnızca estetik ve fonksiyonel kaliteyi artırmakla kalmaz; aynı zamanda üretim süresini optimize eder, enerji ve hammadde kullanımını minimize eder ve bakım süreçlerini kolaylaştırır. Hızlı ve güvenli çalışma imkânı, yüksek üretim kapasitesi, esnek kullanım seçenekleri ve ileri otomasyon sistemi, bu makineleri modern üretim tesislerinin vazgeçilmez bir parçası hâline getirir.
Otomatik döner tablalı polisaj ve cilalama hatları, endüstriyel üretim süreçlerinde parçaların yüzey kalitesini artırmak, üretim verimliliğini maksimize etmek ve üretim maliyetlerini azaltmak amacıyla tasarlanmış kapsamlı sistemlerdir. Bu makineler, metal, alaşım, paslanmaz çelik, alüminyum, plastik ve kompozit malzemelerden üretilmiş parçaların yüzeylerindeki çizik, çapak, kaynak izi, oksitlenme ve diğer üretim kaynaklı kusurları hızlı, homojen ve kontrollü bir şekilde giderir. Parçaların tüm yüzeylerine eşit basınç ve hız uygulanmasını sağlayan döner tablalı tasarım, özellikle karmaşık geometrili veya profilli parçaların işlenmesinde üstün bir performans sunar.
Makinenin otomatik döner tablalı taşıma sistemi, iş parçalarının tüm istasyonlardan geçerken hem sabit hem kontrollü bir şekilde yönlendirilmesini sağlar. İş parçaları tablaya sabitlendikten sonra döner hareket sayesinde zımpara, polisaj ve cilalama istasyonları boyunca taşınır. Bu döner hareket, parçaların farklı açılardan işlenmesine imkân tanır; böylece yüzeyin her noktası eşit şekilde işlenir ve nihai ürün pürüzsüz ve parlak bir görünüm kazanır. İlk istasyonlarda kaba zımpara diskleri yüzeydeki büyük çapakları ve üretim deformasyonlarını giderirken, orta istasyonlarda daha ince diskler ve mob fırçalar devreye girerek yüzeyin pürüzsüzleşmesini ve homojen parlaklık kazanmasını sağlar. Son istasyonlarda yüksek yoğunluklu mob fırçalar ve özel parlatıcı diskler kullanılarak parçaya nihai parlaklık kazandırılır. Bu ardışık işlem zinciri, her bir parçanın tüm yüzeylerinin eşit şekilde işlenmesini sağlar ve yüksek kalite standardını garanti eder.
Otomatik döner tablalı polisaj ve cilalama hatları, seri üretimde yüksek kapasite ve sürekli kalite standardı sunar. Binlerce parça, operatör müdahalesine minimum gereksinimle hattan geçebilir ve her biri aynı işlem parametreleriyle işlenir. İşlem süreleri, disk ve mob fırça devir hızları, uygulanan basınç ve tablanın dönme hızı, parçanın malzemesi, boyutu ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım, farklı boyut ve şekillerdeki parçaların aynı hat üzerinde hızlı ve güvenli şekilde işlenmesini sağlar; bu da üretim esnekliğini artırır ve farklı ürün serilerinin tek hat üzerinde işlenmesine olanak tanır.
İş güvenliği ve ergonomi, döner tablalı hatların öne çıkan avantajlarındandır. Operatörler, metal tozları, yüksek titreşim ve gürültüden korunur; tüm işlemler kapalı kabinler ve koruyucu sistemler içinde yürütülür. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların doğru pozisyonda yerleşip yerleşmediğini, aşırı basınç uygulanıp uygulanmadığını ve istasyon hatalarını anlık olarak tespit eder. Gerektiğinde makineyi durdurarak olası kazaları önler ve üretim hattının kesintisiz çalışmasını sağlar.
Enerji verimliliği ve bakım kolaylığı, döner tablalı hatların diğer kritik avantajlarıdır. Modern motor ve kontrol sistemleri, yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım, disk ve mob fırçaların hızlı ve kolay değiştirilmesini sağlar. Bakım süreçleri hızlı ve sorunsuz gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Farklı boyut ve şekillerdeki parçaların eş zamanlı işlenmesini destekleyen tasarım, üretim kapasitesini artırır ve operasyonel verimliliği yükseltir.
Otomatik döner tablalı polisaj ve cilalama hatları, metal işleme, otomotiv, beyaz eşya, enerji, mobilya ve havacılık sektörlerinde yoğun şekilde kullanılmaktadır. Büyük yüzeyli parçaların yanı sıra dar, profilli veya karmaşık geometrili parçaların da yüksek hassasiyetle işlenmesini sağlar. Döner tablalı sistem, her parçanın tüm yüzeylerinde eşit parlaklık ve pürüzsüzlük elde edilmesini garanti eder.
Gelişmiş sistemlerde makineler, robotik kollar ve akıllı kontrol sistemleri ile entegre edilebilir. Robotik kollar parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek parametreleri optimize eder ve maksimum kaliteyi garanti eder. Bu sayede üretim hattında hata payı minimuma iner ve kalite standardı sürekli korunur.
Ayrıca makineler, otomatik izleme ve veri kaydı ile donatılmıştır. Her istasyonun performansı, disk ve mob fırça devir hızları, basınç değerleri ve işlem süreleri sensörler aracılığıyla kaydedilir. Bu veriler kalite kontrol, bakım planlaması ve üretim optimizasyonu için analiz edilir. Yapay zekâ destekli sistemler, bu verilerden öğrenerek işlem parametrelerini sürekli optimize eder ve üretim sürecinde maksimum verimlilik sağlar.
Otomatik döner tablalı polisaj ve cilalama hatları, üretim sürecinde yalnızca estetik ve fonksiyonel kaliteyi artırmakla kalmaz; aynı zamanda üretim süresini optimize eder, enerji ve hammadde kullanımını minimize eder ve bakım süreçlerini kolaylaştırır. Hızlı ve güvenli çalışma imkânı, yüksek üretim kapasitesi, esnek kullanım seçenekleri ve ileri otomasyon sistemi, bu makineleri modern üretim tesislerinin vazgeçilmez bir parçası hâline getirir.
Otomatik döner tablalı polisaj ve cilalama hatları, modern endüstriyel üretim tesislerinde, yüksek kaliteli yüzey işleme ve üretim verimliliğini maksimum düzeye çıkarma amacıyla tasarlanmış entegre sistemlerdir. Bu makineler, metal, paslanmaz çelik, alüminyum, bakır, alaşım ve çeşitli kompozit malzemelerden üretilmiş parçaların yüzeylerindeki çizik, çapak, kaynak izi, oksitlenme ve üretim kaynaklı diğer kusurları hızlı, hassas ve homojen bir şekilde ortadan kaldırır. Döner tablalı tasarım, parçaların hem yatay hem de dikey eksenlerde kontrollü şekilde hareket etmesini sağlar; bu sayede karmaşık geometrili, profilli veya köşe yüzeyli parçalar bile tüm yüzeylerinde eşit kalite ve parlaklık elde edilebilir.
Makinenin otomatik döner tablalı taşıma sistemi, iş parçalarını tüm istasyonlar boyunca sabit, kontrollü ve programlanabilir bir hızda taşır. Parçalar tablaya güvenli bir şekilde sabitlenir ve döner hareket ile zımpara, polisaj ve cilalama istasyonları boyunca yönlendirilir. Bu sistem, parçaların farklı açılardan işlenmesine olanak tanır ve yüzeyin her noktasında homojen işleme sağlar. İlk istasyonlarda kaba zımpara diskleri, yüzeydeki büyük çapakları ve üretim deformasyonlarını giderir. Orta istasyonlarda daha ince zımpara diskleri ve mob fırçalar kullanılarak yüzey pürüzsüzleşir ve parlaklık kazanır. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar ve özel parlatıcı diskler ile parçaya nihai parlaklık ve estetik görünüm kazandırılır. Bu ardışık işlem zinciri, üretim hattında kusursuz ve tekrarlanabilir kalite sağlar.
Otomatik döner tablalı polisaj ve cilalama hatları, seri üretimde yüksek kapasite ve standart kalite sağlar. Operatör müdahalesi minimum seviyede tutulur ve binlerce parça aynı parametreler ile işlenebilir. İşlem süreleri, disk ve mob fırça devir hızları, uygulanan basınç ve tablanın dönme hızı, parçanın malzemesi ve yüzey özelliklerine göre kolayca ayarlanabilir. Modüler tasarım, farklı boyut ve geometrilerdeki parçaların aynı hat üzerinde işlenmesini mümkün kılar; bu, üretim hattının esnekliğini artırır ve farklı ürün serilerinin tek hat üzerinde üretilebilmesine olanak tanır.
İş güvenliği ve ergonomi, döner tablalı hatların öne çıkan avantajlarındandır. Operatörler, metal tozları, yüksek titreşim ve gürültüye maruz kalmaz. Tüm işlemler, kapalı kabinler ve koruyucu sistemler içerisinde gerçekleştirilir. Gelişmiş toz toplama ve filtreleme sistemleri, çalışma ortamını temiz ve sağlıklı tutar. Akıllı sensörler, parçaların doğru pozisyonda yerleşip yerleşmediğini, aşırı basınç uygulanıp uygulanmadığını ve istasyon hatalarını anlık olarak tespit eder. Gerekirse makineyi durdurarak olası kazaları önler ve üretim hattının kesintisiz çalışmasını sağlar.
Enerji verimliliği ve bakım kolaylığı, döner tablalı hatların diğer önemli avantajlarıdır. Modern motor ve kontrol sistemleri, yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler tasarım sayesinde disk ve mob fırçalar hızlı ve kolay bir şekilde değiştirilebilir. Bakım süreçleri sorunsuz gerçekleşir; üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır. Ayrıca, farklı boyut ve şekillerdeki parçaların eş zamanlı işlenmesini destekleyen tasarım, üretim kapasitesini artırır ve operasyonel verimliliği yükseltir.
Otomatik döner tablalı polisaj ve cilalama hatları, metal işleme, otomotiv, beyaz eşya, enerji, mobilya, havacılık ve savunma sanayii gibi sektörlerde yoğun şekilde kullanılmaktadır. Büyük yüzeyli parçaların yanı sıra dar, profilli veya karmaşık geometrili parçaların da yüksek hassasiyetle işlenmesini sağlar. Döner tablalı sistem, her parçanın tüm yüzeylerinde eşit parlaklık ve pürüzsüzlük elde edilmesini garanti eder.
Gelişmiş sistemlerde makineler, robotik kollar ve akıllı kontrol yazılımları ile entegre edilebilir. Robotik kollar, parçaları hattan alır, yönlendirir ve farklı açılarda işlenmesini sağlar. Yapay zekâ destekli yazılımlar, işlem verilerini analiz ederek parametreleri optimize eder ve maksimum kaliteyi garanti eder. Böylece üretim hattında hata payı minimuma iner ve kalite standardı sürekli korunur.
Ayrıca makineler, otomatik izleme ve veri kaydı özellikleri ile donatılmıştır. Her istasyonun performansı, disk ve mob fırça devir hızları, basınç değerleri ve işlem süreleri sensörler aracılığıyla kaydedilir. Bu veriler kalite kontrol, bakım planlaması ve üretim optimizasyonu için analiz edilir. Yapay zekâ destekli sistemler, bu verilerden öğrenerek işlem parametrelerini sürekli optimize eder ve üretim sürecinde maksimum verimlilik sağlar.
Otomatik döner tablalı polisaj ve cilalama hatları, üretim sürecinde yalnızca estetik ve fonksiyonel kaliteyi artırmakla kalmaz; aynı zamanda üretim süresini optimize eder, enerji ve hammadde kullanımını minimize eder ve bakım süreçlerini kolaylaştırır. Yüksek hız, güvenli çalışma, esnek kullanım seçenekleri ve ileri otomasyon sistemi, bu makineleri modern üretim tesislerinin vazgeçilmez bir parçası hâline getirir.
İstersen bir sonraki adımda sana otomatik döner tablalı polisaj ve cilalama hattının tüm istasyonlarının teknik işlevleri, kullanılan disk ve mob fırça tipleri, basınç ve hız kontrol sistemleri, sensör ve otomasyon entegrasyonları ile üretim optimizasyon yöntemleri hakkında çok daha kapsamlı ve teknik bir metin hazırlayabilirim.
Otomatik Tüp ve Boru Polisaj Makinesi
Otomatik tüp ve boru polisaj makineleri, özellikle metal boru ve tüplerin yüzeylerinin kusursuz şekilde parlatılması ve pürüzsüzleştirilmesi amacıyla tasarlanmış endüstriyel sistemlerdir. Bu makineler, paslanmaz çelik, alüminyum, bakır ve çeşitli alaşımlardan üretilmiş boruların hem iç hem de dış yüzeylerini yüksek hassasiyetle işler. Döner veya lineer taşıma sistemleri sayesinde tüpler, zımpara ve parlatma istasyonları boyunca kontrollü bir şekilde hareket eder; böylece tüm yüzeyler homojen olarak işlenir ve eşit parlaklık sağlanır.
Makinenin ilk aşamalarında, kaba zımpara veya aşındırıcı diskler kullanılarak boruların yüzeyindeki çapak, oksitlenme ve üretim kaynaklı deformasyonlar giderilir. Orta aşamalarda, ince zımpara diskleri ve özel mob fırçalar devreye girer; yüzeyin pürüzsüzleşmesini sağlar ve polisaj için hazırlık yapar. Son aşamalarda ise yüksek yoğunluklu mob fırçalar ve parlatıcı diskler ile borulara parlak ve estetik bir yüzey kazandırılır. Tüm bu işlemler otomatik olarak ve programlanabilir parametrelerle yürütülür, bu sayede üretimde tutarlılık ve tekrarlanabilir kalite elde edilir.
Otomatik tüp ve boru polisaj makineleri, yüksek üretim kapasitesine sahip olup, operatör müdahalesini minimuma indirir. İşlem süreleri, disk ve mob fırça devir hızları, uygulanan basınç ve borunun hattaki hareket hızı, boru çapı ve malzemesine göre ayarlanabilir. Modüler tasarım, farklı çap ve uzunluktaki boruların aynı hat üzerinde işlenmesini mümkün kılar; bu da üretim esnekliğini artırır.
Makinenin gelişmiş sensörleri ve kontrol sistemleri, boruların hat üzerindeki pozisyonunu sürekli izler ve olası hataları anında tespit eder. Aşırı basınç, yanlış yerleşim veya yüzeyde oluşabilecek hatalar sistem tarafından anında düzeltilir veya işlem durdurulur. Bu sayede hem ürün kalitesi korunur hem de iş güvenliği sağlanır.
Enerji verimliliği ve bakım kolaylığı, otomatik tüp ve boru polisaj makinelerinin diğer avantajlarıdır. Modern motor ve kontrol sistemleri yalnızca gerekli enerji miktarını kullanır. Modüler tasarım sayesinde disk ve mob fırçalar kolayca değiştirilebilir; bakım süreçleri hızlı ve sorunsuz gerçekleşir. Böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır.
Bu makineler, otomotiv, beyaz eşya, enerji, inşaat, mobilya ve metal işleme sektörlerinde yaygın olarak kullanılır. Boruların iç ve dış yüzeylerinin yüksek kaliteyle işlenmesini sağlayarak, hem estetik hem de fonksiyonel kaliteyi artırır. Gelişmiş modellerde robotik besleme sistemleri, otomatik ölçüm ve kontrol birimleri ile entegre edilerek, üretim hattının otomasyon seviyesini artırmak ve maksimum verimlilik sağlamak mümkündür.
Otomatik tüp ve boru polisaj makineleri, modern endüstriyel üretimde boruların yüzey kalitesini artırmak, üretim hızını yükseltmek ve maliyetleri düşürmek amacıyla tasarlanmış entegre sistemlerdir. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli alaşımlardan üretilmiş boruların hem iç hem de dış yüzeylerini hassas bir şekilde işler. İşlem sırasında döner veya lineer taşıma sistemleri, boruların zımpara, polisaj ve cilalama istasyonları boyunca kontrollü şekilde hareket etmesini sağlar; böylece tüm yüzeyler homojen olarak işlenir, çizik, çapak ve üretim kaynaklı deformasyonlar giderilir, yüzeye eşit parlaklık kazandırılır.
Makinenin işleyişi genellikle ardışık istasyonlardan oluşur. İlk istasyonlarda kaba zımpara diskleri veya aşındırıcı fırçalar, boru yüzeyindeki büyük çapakları, kaynak izlerini ve oksitlenmeleri temizler. Orta istasyonlarda daha ince zımpara diskleri ve mob fırçalar devreye girer; yüzeyin pürüzsüzleşmesini sağlar ve polisaj için optimum yüzey hazırlığını oluşturur. Son istasyonlarda yüksek yoğunluklu mob fırçalar, parlatıcı diskler ve özel cilalama ekipmanları kullanılarak borulara estetik açıdan kusursuz ve parlak bir yüzey kazandırılır. Tüm bu işlemler otomatik olarak, önceden programlanmış parametreler doğrultusunda gerçekleştirilir, bu da üretimde tutarlılık ve tekrarlanabilir kaliteyi garanti eder.
Otomatik tüp ve boru polisaj makineleri, yüksek üretim kapasitesine sahiptir ve operatör müdahalesini minimum seviyede tutar. İşlem süreleri, zımpara ve parlatma disklerinin devir hızları, uygulanan basınç ve boruların hattaki hareket hızı boru çapı, uzunluğu ve malzemesine göre ayarlanabilir. Modüler tasarım, farklı çap ve uzunluktaki boruların aynı hat üzerinde işlenmesine imkân tanır; böylece üretim esnekliği artar ve farklı ürün grupları tek bir hatta işlenebilir.
Makinenin gelişmiş sensörleri, boruların hat üzerindeki konumunu sürekli izler ve olası hataları anında tespit eder. Aşırı basınç, yanlış pozisyon veya yüzeyde oluşabilecek hatalar sistem tarafından algılanır; gerekirse işlem durdurulur veya otomatik düzeltme yapılır. Bu özellik, hem ürün kalitesini hem de iş güvenliğini yüksek seviyede tutar.
Enerji verimliliği ve bakım kolaylığı, otomatik tüp ve boru polisaj makinelerinin önemli avantajlarıdır. Modern motor ve kontrol sistemleri, yalnızca gerekli enerji miktarını kullanır ve gereksiz tüketimi önler. Modüler yapı sayesinde zımpara diskleri, mob fırçalar ve parlatıcı ekipmanlar hızlı ve kolay bir şekilde değiştirilebilir; bakım süreçleri kısa sürede tamamlanır. Böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır.
Bu makineler, otomotiv, beyaz eşya, enerji, inşaat, mobilya, metal işleme ve havacılık sektörlerinde yoğun olarak kullanılır. Boruların iç ve dış yüzeylerinin yüksek kalite ile işlenmesini sağlayarak hem estetik hem de fonksiyonel açıdan üstün ürünler elde edilir. Gelişmiş modeller, robotik besleme sistemleri, otomatik ölçüm ve kontrol birimleri ile entegre edilerek, üretim hattının otomasyon seviyesini artırır, işçilik maliyetlerini düşürür ve maksimum verimlilik sağlar.
Otomatik tüp ve boru polisaj makineleri, ayrıca üretim sırasında gerçek zamanlı veri toplama ve analiz sistemleri ile donatılabilir. Sensörler sayesinde her istasyonun performansı, disk ve mob fırça devir hızları, uygulanan basınç ve işlem süreleri kaydedilir. Bu veriler, kalite kontrol, bakım planlaması ve üretim optimizasyonu için analiz edilir. Yapay zekâ ve otomasyon yazılımları, bu verileri kullanarak işlem parametrelerini sürekli optimize eder ve üretim sürecinde maksimum verimlilik sağlar.
Sonuç olarak, otomatik tüp ve boru polisaj makineleri, endüstriyel üretimde yüksek kalite, hızlı ve güvenli işlem, enerji tasarrufu, bakım kolaylığı ve esnek üretim imkânları sunar. Yüksek hızda ve tekrarlanabilir kalitede üretim yapmak isteyen tesisler için vazgeçilmez bir çözüm sunar.
Otomatik tüp ve boru polisaj makineleri, yalnızca yüzey parlatma ve pürüzsüzleştirme işleviyle sınırlı kalmayan, aynı zamanda üretim hatlarında kaliteyi, hız ve verimliliği artırmak için geliştirilmiş kapsamlı sistemlerdir. Bu makinelerin en önemli avantajlarından biri, insan gücüne dayalı manuel polisaj işlemlerinde ortaya çıkan tutarsızlıkları ortadan kaldırmasıdır. İnsan elinden çıkan işlerde farklı operatörlerin uyguladığı basınç, hız, açı veya kullanılan malzeme çeşitliliği yüzey kalitesinde değişikliklere yol açarken, otomatik sistemler her boru parçasını aynı parametrelerle işler ve böylece seri üretimde mutlak standart yakalanır. Özellikle uluslararası standartların geçerli olduğu otomotiv, havacılık, medikal cihaz ve enerji sektörlerinde bu tür makinelerin tercih edilmesi kaçınılmazdır.
Bu sistemlerin işleyişi, boruların hattan alınmasından polisaj sonrası yüzey kontrolüne kadar uzanan bütünleşik bir süreçtir. Borular genellikle besleme üniteleri veya otomatik yükleme kolları aracılığıyla makineye yerleştirilir. Döner taşıyıcılar veya lineer hatlar üzerinden ilerleyen borular, işlem sırasına göre önce kaba zımpara istasyonuna girer. Burada kullanılan geniş çaplı, yüksek aşındırıcılığa sahip diskler veya silindirik fırçalar, boru yüzeyindeki üretim hatalarını, kaynak çapaklarını veya yüzeye sinmiş oksit tabakalarını tamamen temizler. Bu aşama, daha sonraki polisaj işlemlerinin etkinliğini doğrudan etkiler, çünkü yüzey ne kadar düzgün hazırlanırsa, parlatma o kadar kaliteli olur.
Orta aşamalarda daha ince tanecikli zımpara diskleri ve mob fırçalar devreye girer. Bu istasyonlar, yüzeyi kademeli olarak pürüzsüzleştirir, homojen bir yapı kazandırır ve borunun son parlatmaya hazır hale gelmesini sağlar. Çoğu modern makinede bu aşamalar CNC kontrollü servo motorlarla yönetilir, böylece hız, basınç ve temas süresi tamamen dijital olarak kontrol altında tutulur. Operatör, dokunmatik ekranlı bir kontrol paneli üzerinden parametreleri ayarlayabilir; farklı boru çapları veya malzemeler için önceden hazırlanmış programlar kolayca seçilerek işlem başlatılabilir.
Son aşamada ise parlatma ve cilalama istasyonları devreye girer. Burada kullanılan yumuşak yapılı mob fırçalar, keçe diskleri ve özel cilalama pastaları borulara yüksek parlaklık kazandırır. Parlatma, yalnızca estetik açıdan değil, aynı zamanda işlevsellik bakımından da önemlidir. Parlak yüzeyler daha az kir tutar, korozyona karşı daha dayanıklı hale gelir ve özellikle hijyenin kritik olduğu gıda, medikal ve kimya sanayilerinde kullanım ömrünü uzatır.
Otomatik tüp ve boru polisaj makineleri aynı zamanda iş güvenliği açısından da büyük avantaj sağlar. Manuel polisaj işlemleri sırasında operatörler yüksek hızda dönen disklerle doğrudan temas etmek zorunda kalır, bu da kesik, yanık ve ciddi iş kazaları riskini artırır. Otomatik sistemlerde ise tüm işlemler kapalı kabinler veya koruma panelleri içerisinde gerçekleşir, böylece operatör yalnızca makineyi kontrol eder ve doğrudan temas ortadan kalkar. Ayrıca modern makinelerde aşırı basınç sensörleri, dengesiz yük algılayıcıları ve acil durdurma mekanizmaları bulunur. Bu da üretim güvenliğini en üst seviyeye taşır.
Enerji verimliliği, bu makinelerin öne çıkan diğer bir özelliğidir. Gelişmiş modeller, yalnızca işlem sırasında gerekli motorları çalıştırır, boşta dönen istasyonları kapatır ve böylece ciddi enerji tasarrufu sağlar. Ayrıca disk ve fırça ömürlerini uzatmak için otomatik yağlama ve temizlik sistemleriyle donatılabilir. Bu sayede sarf malzeme maliyetleri azalır, üretim kesintileri minimuma iner.
Endüstride bu tür makineler, farklı alanlarda farklı çözümler sunar. Otomotiv sektöründe egzoz boruları, süspansiyon parçaları ve dekoratif metal aksamların polisajında; beyaz eşya sektöründe çamaşır makinesi tamburları ve metal gövde parçalarında; inşaat sektöründe paslanmaz korkuluklar, borular ve profillerde; tıbbi cihazlarda ise cerrahi aletler, tüpler ve medikal boruların pürüzsüzleştirilmesinde geniş bir kullanım alanı bulur. Ayrıca mobilya ve dekorasyon sektöründe parlak paslanmaz borular estetik bir görünüm sağlarken, enerji sektöründe kullanılan boruların dayanıklılığı artırılır.
Sonuç olarak, otomatik tüp ve boru polisaj makineleri, yalnızca üretim hızını ve kapasitesini artırmakla kalmayıp, kalite standartlarını güvence altına alır, iş güvenliği risklerini ortadan kaldırır ve enerji/malzeme tasarrufu ile işletme maliyetlerini düşürür. Gelecekte bu makinelerin daha da gelişmiş sensör sistemleri, yapay zekâ tabanlı parametre ayarlamaları ve tamamen insansız üretim hatlarına entegre olması beklenmektedir. Böylece endüstride boru ve tüp polisajı, en verimli ve güvenilir yöntemlerden biri olmaya devam edecektir.
Otomatik tüp ve boru polisaj makineleri, endüstriyel üretimde yalnızca yüzey parlatma işlevi görmekle kalmaz; aynı zamanda üretim hattının genel verimliliğini artırmak, kaliteyi standartlaştırmak ve üretim maliyetlerini minimize etmek için tasarlanmış kapsamlı sistemlerdir. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli alaşımlardan üretilmiş boruların hem iç hem de dış yüzeylerini hassasiyetle işler. Döner veya lineer taşıma sistemleri, boruların zımpara, polisaj ve cilalama istasyonları boyunca kontrollü bir hız ve pozisyonda hareket etmesini sağlar. Böylece boruların yüzeylerinde homojen bir parlaklık ve pürüzsüzlük sağlanır, çizik, çapak ve üretim kaynaklı deformasyonlar tamamen giderilir.
Makinenin işleyişi genellikle ardışık istasyonlar üzerinden yürütülür. İlk istasyonlarda kaba zımpara diskleri veya aşındırıcı fırçalar kullanılır. Bu istasyonlar boruların yüzeyindeki büyük çapakları, kaynak izlerini ve oksit tabakasını temizler. Bu aşama, sonraki işlemlerin kalitesini doğrudan etkiler; çünkü yüzey ne kadar düzgün hazırlanırsa, polisaj ve cilalama işlemleri o kadar etkili olur. Orta istasyonlarda, daha ince zımpara diskleri ve mob fırçalar devreye girer. Bu aşamalar boru yüzeyini kademeli olarak pürüzsüzleştirir ve parlatma için optimum yüzey hazırlığını oluşturur. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar, keçe diskler ve cilalama pastaları ile borulara estetik açıdan kusursuz bir parlaklık kazandırılır.
Otomatik tüp ve boru polisaj makineleri, yüksek üretim kapasitesine sahip olup, operatör müdahalesini minimum seviyeye indirir. İşlem süreleri, disk ve mob fırça devir hızları, uygulanan basınç ve borunun hattaki hareket hızı, boru çapı ve malzemesine göre programlanabilir. Modüler tasarım, farklı çap ve uzunluktaki boruların aynı hat üzerinde işlenmesini mümkün kılar; böylece üretim esnekliği artar ve farklı ürün grupları tek bir hatta işlenebilir.
Makinenin gelişmiş sensörleri, boruların hat üzerindeki pozisyonunu sürekli izler ve olası hataları anında tespit eder. Aşırı basınç, yanlış pozisyon veya yüzeyde oluşabilecek hatalar sistem tarafından algılanır; gerekirse işlem durdurulur veya otomatik düzeltme yapılır. Bu özellik, hem ürün kalitesini hem de iş güvenliğini en üst seviyede tutar.
Enerji verimliliği ve bakım kolaylığı, otomatik tüp ve boru polisaj makinelerinin öne çıkan avantajlarındandır. Modern motor ve kontrol sistemleri, yalnızca gerekli enerji miktarını kullanır. Modüler yapı sayesinde zımpara diskleri, mob fırçalar ve parlatıcı ekipmanlar hızlı ve kolay bir şekilde değiştirilebilir; bakım süreçleri kısa sürede tamamlanır. Böylece üretim hattının durma süresi minimuma iner ve işletme maliyetleri azalır.
Bu makineler, otomotiv sektöründe egzoz boruları, süspansiyon parçaları ve dekoratif metal aksamların polisajında; beyaz eşya sektöründe çamaşır makinesi tamburları ve metal gövde parçalarında; inşaat sektöründe paslanmaz korkuluklar, borular ve profillerde; medikal sektörde ise cerrahi aletler, tüpler ve medikal boruların yüzey işleme işlemlerinde yoğun olarak kullanılır. Ayrıca mobilya ve dekorasyon sektöründe parlak paslanmaz borular estetik bir görünüm sağlarken, enerji sektöründe kullanılan boruların dayanıklılığı artırılır.
Modern otomatik tüp ve boru polisaj makineleri, robotik besleme sistemleri, otomatik ölçüm ve kontrol birimleri ile entegre edilerek üretim hattının otomasyon seviyesini yükseltir. Bu sistemler, işçilik maliyetlerini azaltır, üretim hızını artırır ve hata payını minimuma indirir. İşlem sırasında gerçek zamanlı veri toplama ve analiz sistemleri ile her istasyonun performansı, disk ve mob fırça devir hızları, uygulanan basınç ve işlem süreleri kaydedilir. Bu veriler kalite kontrol, bakım planlaması ve üretim optimizasyonu için analiz edilir. Yapay zekâ destekli otomasyon yazılımları, bu verilerden öğrenerek parametreleri sürekli optimize eder ve üretimde maksimum verimlilik sağlar.
Otomatik tüp ve boru polisaj makineleri, sadece üretim hızını ve kapasitesini artırmakla kalmaz; aynı zamanda kalite standartlarını güvence altına alır, iş güvenliği risklerini minimize eder ve enerji/malzeme tasarrufu sağlar. Gelecekte bu makinelerin sensör sistemleri, yapay zekâ tabanlı parametre ayarlamaları ve tamamen insansız üretim hatlarına entegrasyonu ile daha da gelişmesi öngörülmektedir. Bu sayede endüstride boru ve tüp polisajı, daha verimli, güvenli ve tekrarlanabilir kalite sunan vazgeçilmez bir süreç hâline gelecektir.
Otomatik Mop Fırça Polisaj Makinesi
Otomatik mop fırça polisaj makineleri, metal parçaların yüzeylerini yüksek hassasiyetle parlatmak ve pürüzsüzleştirmek için tasarlanmış endüstriyel makineler arasında özel bir konuma sahiptir. Bu makineler, özellikle paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli alaşımlardan üretilmiş parçaların yüzeyinde çizik, oksit tabakası, kaynak izleri ve diğer üretim kaynaklı kusurları gidermek için kullanılır. Mop fırça sistemi, özellikle karmaşık geometrili veya profilli parçaların yüzeylerine eşit basınç uygulayabilmesi sayesinde manuel polisajın sağlayamadığı homojen parlaklığı garanti eder.
Makinenin işleyişi, genellikle otomatik besleme ve taşıma sistemleri ile entegre edilmiş bir yapıya sahiptir. Parçalar, makineye otomatik olarak yerleştirilir ve mop fırça istasyonlarına yönlendirilir. Mop fırçalar, yüksek yoğunluklu pamuk veya sentetik fiberlerden üretilmiş olup, parlatma sırasında özel parlatıcı pastalar veya macunlarla desteklenir. Bu kombinasyon, parçanın yüzeyine hem estetik bir parlaklık kazandırır hem de yüzeydeki mikroskobik çiziklerin giderilmesini sağlar.
Otomatik mop fırça polisaj makineleri, yüksek üretim kapasitesine sahip olup, operatör müdahalesini minimuma indirir. İşlem parametreleri, mop fırça devir hızı, uygulanan basınç, temas süresi ve parçanın hat üzerindeki hareket hızı gibi değişkenler programlanabilir. Böylece farklı boyut ve geometrideki parçalar aynı makinede sorunsuz ve tekrarlanabilir kalite ile işlenebilir.
Makine tasarımı, enerji verimliliği ve iş güvenliği açısından modern standartlara uygundur. Mop fırçalar kapalı kabinler içerisinde çalıştırılır ve operatör doğrudan dönen parçalar veya fırçalar ile temas etmez. Aşırı basınç, dengesiz yük veya hatalı parça yerleşimi sensörler tarafından anında algılanır ve işlem durdurularak olası kazalar önlenir. Ayrıca gelişmiş makinelerde toz ve artık parçacıkların havaya yayılmasını önleyen filtreleme sistemleri de bulunur.
Mop fırça polisaj makineleri, genellikle otomotiv, beyaz eşya, havacılık, medikal cihaz ve metal dekorasyon sektörlerinde yoğun olarak kullanılır. Egzoz parçaları, dekoratif borular, çelik profiller, alüminyum yüzeyler veya paslanmaz çelik aksesuarlar gibi parçalar, mop fırçalı polisaj sistemi sayesinde estetik ve fonksiyonel açıdan yüksek kaliteye ulaşır.
Modern otomatik modellerde, mop fırçalar farklı sertlik ve yoğunluklarda seçilebilen modüler sistemlerle donatılmıştır. Bu sayede hassas parçalar için yumuşak mop fırçalar, daha sert yüzeyler için ise yoğun ve sert mop fırçalar kullanılabilir. Bazı sistemlerde, mop fırçaların devir yönü, basıncı ve temas süresi CNC kontrollü servo motorlar ile programlanabilir, bu da parçaların tüm yüzeylerinde eşit parlaklık ve pürüzsüzlük sağlar.
Enerji verimliliği ve bakım kolaylığı da bu makinelerin önemli avantajlarındandır. Modern motor sistemleri, yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini önler. Mop fırçaların değiştirilmesi ve bakım işlemleri hızlı ve basittir; böylece üretim hattının durma süresi minimuma iner.
Sonuç olarak, otomatik mop fırça polisaj makineleri, yüksek üretim kapasitesi, tekrarlanabilir kalite, iş güvenliği, enerji tasarrufu ve bakım kolaylığı ile endüstriyel üretimde önemli bir rol oynar. Karmaşık yüzeyli parçaların dahi homojen şekilde parlatılmasını sağlayarak, hem estetik hem de fonksiyonel kaliteyi garanti eder.
Otomatik mop fırça polisaj makineleri, modern endüstriyel üretimde metal yüzeylerin işlenmesinde kritik bir rol oynayan gelişmiş sistemlerdir. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli alaşımlardan üretilmiş parçaların hem iç hem de dış yüzeylerini yüksek hassasiyetle işleyerek, pürüzsüz ve homojen parlaklık sağlar. Mop fırçalar, doğal veya sentetik liflerden üretilmiş olup, parlatma sırasında özel macun veya pastalarla desteklenir. Bu kombinasyon, özellikle karmaşık geometrili parçaların tüm yüzeylerinde eşit basınç uygulanmasını sağlar ve manuel polisajın sağlayamayacağı kaliteyi garanti eder.
Makinenin işleyişi genellikle otomatik besleme ve taşıma sistemleri ile başlar. Parçalar, hat boyunca ilerleyerek birden fazla polisaj istasyonuna yönlendirilir. İlk istasyonlarda, kaba mop fırçalar veya hafif aşındırıcı moblar kullanılarak yüzeydeki büyük çapaklar, üretim kaynaklı deformasyonlar ve oksit tabakaları temizlenir. Orta istasyonlarda, daha ince lifli mop fırçalar ve özel parlatıcı pastalar devreye girer; yüzeyin pürüzsüzlüğü artırılır, çizik ve mikro deformasyonlar giderilir. Son istasyonlarda ise yüksek yoğunluklu, yumuşak mop fırçalar ve cilalama ekipmanları kullanılarak parçaya estetik açıdan kusursuz bir parlaklık kazandırılır.
Otomatik mop fırça polisaj makineleri, yüksek üretim kapasitesine sahip olup, operatör müdahalesini minimuma indirir. İşlem parametreleri, fırça devir hızı, uygulanan basınç, temas süresi ve parçanın hat üzerindeki hareket hızı gibi değişkenler programlanabilir. Bu sayede farklı boyut, çap ve malzemeye sahip parçalar aynı makinede sorunsuz ve tekrarlanabilir kalite ile işlenebilir.
Makine tasarımı, iş güvenliği ve enerji verimliliği açısından modern standartlara uygundur. Mop fırçalar kapalı kabinler veya koruyucu paneller içerisinde çalışır ve operatör doğrudan dönen parçalarla temas etmez. Aşırı basınç, yanlış parça yerleşimi veya hatalı pozisyon sensörler tarafından algılanır ve işlem durdurularak olası kazalar önlenir. Gelişmiş sistemlerde, toz ve artık parçacıkların havaya yayılmasını önleyen filtreleme ve vakum sistemleri bulunur. Bu özellik, hem iş sağlığı hem de makinenin uzun ömürlü çalışması açısından büyük önem taşır.
Endüstride otomatik mop fırça polisaj makineleri, otomotiv, beyaz eşya, havacılık, medikal cihaz ve metal dekorasyon sektörlerinde yoğun şekilde kullanılır. Egzoz boruları, çelik profiller, dekoratif borular, alüminyum yüzeyler ve paslanmaz aksesuarlar, mop fırça sistemi sayesinde hem estetik hem de fonksiyonel kalite kazanır. Yüzeyler pürüzsüz olduğu için korozyona karşı daha dayanıklı olur, hijyen gerektiren sektörlerde temizlenmesi ve bakım süreçleri kolaylaşır.
Modern makinelerde mop fırçalar farklı sertlik ve yoğunluklarda seçilebilir. Hassas parçalar için yumuşak fırçalar, sert yüzeyler için yoğun ve sert mop fırçalar kullanılabilir. Fırçaların devir yönü, basıncı ve temas süresi CNC kontrollü servo motorlarla programlanabilir. Bu sayede parçaların tüm yüzeylerinde eşit parlaklık ve homojen pürüzsüzlük sağlanır.
Enerji verimliliği ve bakım kolaylığı da makinelerin öne çıkan avantajlarındandır. Modern motor sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini önler. Mop fırçaların değiştirilmesi ve bakım işlemleri hızlı ve basittir, böylece üretim hattının durma süresi minimuma iner. Ayrıca otomatik yağlama ve temizlik sistemleri, mop fırçaların ömrünü uzatarak bakım maliyetlerini düşürür.
Otomatik mop fırça polisaj makineleri, yalnızca üretim hızını artırmakla kalmaz; aynı zamanda kalite standartlarını güvence altına alır, iş güvenliği risklerini azaltır ve enerji/malzeme tasarrufu sağlar. Gelişmiş otomasyon, sensör ve veri toplama sistemleri ile entegre edilerek, üretim parametreleri gerçek zamanlı olarak izlenir ve optimize edilir. Yapay zekâ destekli kontrol yazılımları, işlem parametrelerini sürekli analiz ederek en verimli çalışma koşullarını uygular ve üretim hattının maksimum kapasiteyle çalışmasını sağlar.
Bu makineler, gelecekte daha gelişmiş sensör sistemleri, tamamen insansız üretim hatlarına entegrasyon ve yapay zekâ tabanlı parametre optimizasyonları ile endüstride boru ve tüp polisajının en güvenilir, hızlı ve kaliteli yöntemlerinden biri olmaya devam edecektir.
Otomatik mop fırça polisaj makineleri, endüstriyel üretimde yüksek kalite ve tekrarlanabilirlik sağlamak için tasarlanmış kapsamlı sistemlerdir. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli metal alaşımlarından üretilmiş parçaların yüzeylerinde estetik ve fonksiyonel kaliteyi bir arada sunar. Mop fırçalar, doğal pamuk lifleri veya sentetik malzemelerden üretilmiş olup, parlatma sırasında özel parlatıcı macun veya pastalarla desteklenir. Bu kombinasyon, özellikle karmaşık geometrili parçaların tüm yüzeylerinde eşit basınç uygulanmasını sağlar ve manuel polisajın sağlayamadığı homojen parlaklığı temin eder.
Makineler, otomatik besleme sistemleri sayesinde parçaları üretim hattına hızlı ve düzenli bir şekilde aktarır. Parçalar, hat boyunca birden fazla istasyondan geçerek her aşamada farklı işlem teknikleriyle işlenir. İlk istasyonlarda kullanılan kaba mop fırçalar ve hafif aşındırıcılar, yüzeydeki büyük çapakları, kaynak izlerini ve oksit tabakalarını giderir. Bu aşama, sonraki polisaj ve cilalama işlemlerinin etkinliğini doğrudan belirler. Orta aşamalarda, daha ince lifli mop fırçalar ve uygun parlatıcı pastalar ile yüzeyin pürüzsüzlüğü artırılır, mikro çizikler ve yüzey deformasyonları tamamen temizlenir. Son aşamalarda ise yüksek yoğunluklu, yumuşak mop fırçalar ve cilalama ekipmanları devreye girer; böylece parçalar estetik açıdan kusursuz bir parlaklık kazanır.
Otomatik mop fırça polisaj makineleri, yüksek üretim kapasitesine sahiptir ve operatör müdahalesini minimuma indirir. CNC kontrollü servo motorlar sayesinde, fırçaların devir hızı, uygulanan basınç, temas süresi ve parçaların hat üzerindeki hareket hızı hassas şekilde ayarlanabilir. Bu, farklı çap, uzunluk ve malzemeye sahip parçaların tek bir makinede sorunsuz ve tekrarlanabilir kaliteyle işlenmesini sağlar.
Makine tasarımı, iş güvenliği ve enerji verimliliği açısından modern standartlara uygundur. Mop fırçalar kapalı kabinler veya koruyucu paneller içinde çalışır, operatör doğrudan dönen parçalarla temas etmez. Aşırı basınç, hatalı parça yerleşimi veya dengesiz yük sensörler tarafından algılanır ve işlem durdurularak olası kazalar önlenir. Gelişmiş sistemlerde, işlem sırasında ortaya çıkan toz ve metal parçacıklarının yayılmasını önleyen vakum ve filtreleme sistemleri de bulunur.
Endüstride mop fırça polisaj makineleri, otomotiv, beyaz eşya, havacılık, medikal cihaz ve metal dekorasyon sektörlerinde yoğun olarak kullanılır. Egzoz boruları, çelik profiller, dekoratif borular, alüminyum yüzeyler ve paslanmaz aksesuarlar, mop fırçalı sistem sayesinde hem estetik hem de fonksiyonel kalite kazanır. Parlatılan yüzeyler korozyona karşı dayanıklı olur, hijyen gerektiren uygulamalarda temizliği kolaylaşır ve kullanım ömrü uzar.
Modern otomatik modellerde mop fırçalar farklı sertlik ve yoğunluk seçenekleri ile modüler yapıya sahiptir. Hassas parçalar için yumuşak fırçalar, sert yüzeyler için yoğun ve sert mop fırçalar kullanılabilir. Fırçaların devir yönü, basıncı ve temas süresi programlanabilir; böylece parçaların tüm yüzeylerinde eşit parlaklık ve homojen pürüzsüzlük sağlanır.
Enerji verimliliği ve bakım kolaylığı makinelerin diğer önemli avantajlarıdır. Modern motor sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini önler. Mop fırçaların değiştirilmesi ve bakım işlemleri hızlı ve basittir; üretim hattının durma süresi minimuma iner. Otomatik yağlama ve temizlik sistemleri mop fırçaların ömrünü uzatır ve bakım maliyetlerini düşürür.
Otomatik mop fırça polisaj makineleri, üretim hızını artırmanın yanı sıra kaliteyi güvence altına alır, iş güvenliği risklerini azaltır ve enerji ile malzeme tasarrufu sağlar. Gelişmiş sensörler ve veri toplama sistemleri, işlem parametrelerini gerçek zamanlı olarak izler ve optimize eder. Yapay zekâ destekli kontrol yazılımları, toplanan verilerden öğrenerek parametreleri sürekli ayarlar ve üretim hattının maksimum kapasiteyle çalışmasını sağlar.
Gelecekte mop fırça polisaj makinelerinin daha gelişmiş sensör sistemleri, yapay zekâ tabanlı parametre optimizasyonları ve tamamen insansız üretim hatlarına entegrasyonu ile endüstride boru, tüp ve profil polisajı, daha güvenli, hızlı ve yüksek kaliteli bir süreç hâline gelecektir.
Otomatik mop fırça polisaj makineleri, endüstriyel üretimde metal yüzeylerin işlenmesinde kritik öneme sahip yüksek teknoloji ürünleridir. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli alaşımlardan üretilmiş parçaların hem estetik hem de fonksiyonel kalitesini yükseltmek amacıyla tasarlanmıştır. Mop fırçalar, doğal pamuk lifleri veya yüksek dayanımlı sentetik malzemelerden üretilir ve özel parlatıcı macunlar veya pastalar ile desteklenir. Bu kombinasyon, özellikle karmaşık geometrili veya profilli parçaların tüm yüzeylerinde eşit basınç uygulanmasını sağlayarak manuel polisajın sağlayamayacağı homojen parlaklığı garanti eder ve üretim standardını yüksek seviyede tutar.
Makinenin çalışma prensibi, otomatik besleme sistemleri ile başlar. Parçalar hat boyunca belirli istasyonlara yönlendirilir. İlk istasyonlarda kaba mop fırçalar veya hafif aşındırıcı moblar kullanılarak yüzeydeki büyük çapaklar, kaynak izleri ve oksit tabakaları temizlenir. Bu aşama, sonraki polisaj ve cilalama işlemlerinin etkinliğini doğrudan etkiler; yüzey ne kadar düzgün hazırlanırsa, parlatma o kadar kaliteli ve homojen olur. Orta istasyonlarda, daha ince lifli mop fırçalar ve özel parlatıcı pastalar devreye girer; yüzey pürüzsüzleştirilir, mikro çizikler ve küçük deformasyonlar giderilir. Son aşamalarda ise yüksek yoğunluklu, yumuşak mop fırçalar ve cilalama ekipmanları kullanılarak parçaya estetik açıdan kusursuz bir parlaklık kazandırılır. Bu aşamada, parçaların tüm yüzeylerinde homojen bir parlaklık ve pürüzsüzlük sağlanır.
Otomatik mop fırça polisaj makineleri, yüksek üretim kapasitesine sahiptir ve operatör müdahalesini minimum seviyeye indirir. CNC kontrollü servo motorlar ile fırçaların devir hızı, uygulanan basınç, temas süresi ve parçanın hat üzerindeki hareket hızı hassas şekilde ayarlanabilir. Böylece farklı çap, uzunluk ve malzemeye sahip parçalar aynı makinede sorunsuz ve tekrarlanabilir kaliteyle işlenebilir. Ayrıca bazı gelişmiş modellerde parçaların hat üzerindeki hareketleri sensörlerle izlenir; hatalı veya dengesiz yerleşmiş parçalar otomatik olarak algılanarak işlem durdurulur veya düzeltme yapılır.
Makine tasarımı, iş güvenliği açısından modern standartlara uygundur. Mop fırçalar kapalı kabinler veya koruyucu paneller içinde çalışır, operatör doğrudan dönen parçalarla temas etmez. Aşırı basınç, hatalı parça yerleşimi veya dengesiz yük sensörler tarafından anında tespit edilir ve işlem durdurulur, böylece olası kazalar önlenir. Gelişmiş sistemlerde toz ve metal parçacıklarının havaya yayılmasını önleyen vakum ve filtreleme sistemleri de bulunur, bu da hem iş sağlığı hem de makinenin uzun ömürlü çalışması açısından önemlidir.
Endüstride bu makineler, otomotiv, beyaz eşya, havacılık, medikal cihaz ve metal dekorasyon sektörlerinde yoğun olarak kullanılır. Egzoz boruları, çelik profiller, dekoratif borular, alüminyum yüzeyler ve paslanmaz aksesuarlar, mop fırçalı sistem sayesinde hem estetik hem de fonksiyonel kalite kazanır. Parlatılmış yüzeyler korozyona karşı dayanıklı hale gelir, hijyen gerektiren sektörlerde temizlenmesi kolaylaşır ve kullanım ömrü uzar.
Modern otomatik modellerde mop fırçalar farklı sertlik ve yoğunluk seçeneklerine sahiptir. Hassas parçalar için yumuşak fırçalar, sert yüzeyler için yoğun ve sert mop fırçalar kullanılabilir. Fırçaların devir yönü, basıncı ve temas süresi CNC kontrollü sistemlerle programlanabilir; bu sayede parçaların tüm yüzeylerinde eşit parlaklık ve homojen pürüzsüzlük sağlanır. Ayrıca makineler, enerji verimliliği ve bakım kolaylığı açısından da tasarlanmıştır. Modern motor sistemleri yalnızca işlem sırasında çalışır, gereksiz enerji tüketimini önler ve mop fırçaların değiştirilmesi ile bakım işlemleri hızlı ve basittir. Otomatik yağlama ve temizlik sistemleri mop fırçaların ömrünü uzatır ve bakım maliyetlerini azaltır.
Otomatik mop fırça polisaj makineleri, üretim hızını artırmakla kalmaz; aynı zamanda kaliteyi güvence altına alır, iş güvenliği risklerini azaltır ve enerji ile malzeme tasarrufu sağlar. Sensörler ve veri toplama sistemleri, işlem parametrelerini gerçek zamanlı olarak izler ve optimize eder. Yapay zekâ destekli kontrol yazılımları, toplanan verilerden öğrenerek parametreleri sürekli ayarlar ve üretim hattının maksimum kapasiteyle çalışmasını sağlar.
Gelecekte bu makinelerin daha gelişmiş sensör sistemleri, yapay zekâ tabanlı parametre optimizasyonları ve tamamen insansız üretim hatlarına entegrasyonu ile endüstride boru, tüp ve profil polisajı, daha güvenli, hızlı ve yüksek kaliteli bir süreç hâline gelecektir.
Otomatik Silindirik Metal Zımpara ve Polisaj Hattı
Otomatik silindirik metal zımpara ve polisaj hatları, endüstriyel üretimde silindirik parçaların yüzey işleme sürecini optimize etmek ve yüksek kalite standartlarını sağlamak amacıyla geliştirilmiş kapsamlı sistemlerdir. Bu hatlar, paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli alaşımlardan üretilmiş silindirik parçaların yüzeylerini hem kaba hem de ince işlem aşamalarında işleyerek, pürüzsüz ve homojen parlaklık sağlar. Hat üzerindeki tüm işlemler otomatik olarak yürütülür; bu sayede üretim hızı artırılır, operatör müdahalesi minimize edilir ve kalite standartları sürekli olarak korunur.
Hat, genellikle modüler istasyonlardan oluşur. İlk istasyonlarda, kaba zımpara diskleri veya mob fırçalar ile parçaların yüzeyindeki büyük çapaklar, kaynak izleri ve oksit tabakaları giderilir. Bu aşama, sonraki polisaj işlemlerinin etkinliğini doğrudan etkiler; yüzey düzgün değilse cilalama ve ince parlatma işlemlerinden istenilen sonuç alınamaz. Orta istasyonlarda, daha ince zımpara diskleri ve mob fırçalar ile yüzey pürüzsüzleştirilir, mikro çizikler ve küçük deformasyonlar giderilir. Son istasyonlarda ise yüksek yoğunluklu cilalama ekipmanları ve mob fırçalar kullanılarak silindirik parçalar estetik ve fonksiyonel açıdan kusursuz bir parlaklık kazanır.
Otomatik silindirik metal zımpara ve polisaj hatlarında kullanılan sistemler, CNC kontrollü servo motorlar ile yönetilir. Bu sayede zımpara disklerinin ve fırçaların devir hızı, uygulanan basınç, temas süresi ve parçaların hat üzerindeki hareket hızı hassas şekilde ayarlanabilir. Farklı çap ve uzunluktaki silindirik parçalar aynı hat üzerinde işlenebilir; böylece üretim esnekliği artırılır ve tek bir hat üzerinden çok sayıda ürün grubu işlenebilir.
Makine tasarımı, iş güvenliği ve enerji verimliliği açısından modern standartlara uygundur. Zımpara ve polisaj istasyonları kapalı kabinler veya koruyucu paneller ile çevrilidir ve operatör doğrudan dönen parçalarla temas etmez. Aşırı basınç, hatalı parça yerleşimi veya dengesiz yük sensörler tarafından algılanır ve işlem durdurularak olası kazalar önlenir. Ayrıca hat üzerinde toz ve metal parçacıklarının yayılmasını önleyen filtreleme ve vakum sistemleri de bulunur.
Endüstride bu hatlar, otomotiv, beyaz eşya, havacılık, medikal cihaz ve metal dekorasyon sektörlerinde yoğun olarak kullanılır. Silindirik borular, akslar, profiller, tamburlar ve çeşitli makine parçaları, zımpara ve polisaj hattı sayesinde hem estetik hem de fonksiyonel kalite kazanır. Parlatılmış yüzeyler korozyona karşı daha dayanıklı hale gelir, hijyen gerektiren uygulamalarda temizliği kolaylaşır ve kullanım ömrü artar.
Modern otomatik hatlarda, zımpara diskleri ve mob fırçalar farklı sertlik ve yoğunluklarda seçilebilir. Hassas parçalar için yumuşak fırçalar veya ince zımpara diskleri, daha sert yüzeyler için yoğun ve sert ekipmanlar kullanılabilir. CNC kontrollü sistemler sayesinde, devir yönü, basınç ve temas süresi hassas şekilde programlanır; bu da tüm parçaların yüzeyinde homojen bir parlaklık ve pürüzsüzlük sağlar.
Enerji verimliliği ve bakım kolaylığı, hatların öne çıkan avantajlarındandır. Modern motor sistemleri yalnızca işlem sırasında çalışır, gereksiz enerji tüketimi önlenir. Zımpara diskleri ve mob fırçaların değiştirilmesi ile bakım işlemleri hızlı ve basittir, böylece üretim hattının durma süresi minimuma iner. Otomatik yağlama ve temizlik sistemleri ekipman ömrünü uzatır ve bakım maliyetlerini azaltır.
Otomatik silindirik metal zımpara ve polisaj hatları, üretim hızını artırırken kaliteyi güvence altına alır, iş güvenliği risklerini azaltır ve enerji ile malzeme tasarrufu sağlar. Gelişmiş sensörler ve veri toplama sistemleri sayesinde işlem parametreleri gerçek zamanlı olarak izlenir ve optimize edilir. Yapay zekâ destekli kontrol yazılımları, verileri analiz ederek parametreleri sürekli ayarlar ve hattın maksimum kapasite ile çalışmasını sağlar.
Gelecekte bu hatların, sensör sistemleri, yapay zekâ tabanlı parametre optimizasyonları ve tamamen insansız üretim hatları ile entegre edilmesiyle silindirik metal parçaların zımpara ve polisaj süreçleri daha güvenli, hızlı ve yüksek kaliteli hale gelecektir.
Otomatik silindirik metal zımpara ve polisaj hatları, modern endüstriyel üretimde silindirik parçaların yüzey işlemlerinde kaliteyi ve üretim verimliliğini artırmak amacıyla geliştirilmiş kapsamlı sistemlerdir. Bu hatlar, paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli alaşımlardan üretilmiş silindirik parçaların yüzeylerini hem kaba hem de ince işlem aşamalarında işleyerek, pürüzsüz, homojen ve parlak bir yüzey elde edilmesini sağlar. Hat üzerindeki tüm işlemler otomatik olarak yürütülür, böylece üretim hızı önemli ölçüde artırılır, operatör müdahalesi minimuma indirilir ve ürünlerin kalite standardı sürekli korunur.
Hat, modüler istasyonlardan oluşur ve her istasyonun kendine özgü işlevi vardır. İlk istasyonlarda, kaba zımpara diskleri veya mob fırçalar kullanılarak parçaların yüzeyindeki büyük çapaklar, kaynak izleri, oksit tabakaları ve üretim kaynaklı düzensizlikler giderilir. Bu aşama, sonraki polisaj işlemlerinin etkinliğini doğrudan belirler; yüzey düzgün hazırlanmazsa cilalama ve ince parlatma işlemlerinden istenilen sonuç alınamaz. Orta istasyonlarda, daha ince zımpara diskleri ve mob fırçalar devreye girer. Bu aşamada yüzey pürüzsüzleştirilir, mikro çizikler ve küçük deformasyonlar giderilir ve parçanın parlaklık seviyesi artırılır. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar ve cilalama ekipmanları kullanılarak silindirik parçalar estetik açıdan kusursuz bir parlaklık kazanır. Bu süreç, tüm parçaların yüzeylerinde homojen bir parlaklık ve pürüzsüzlük sağlamayı hedefler.
Otomatik silindirik metal zımpara ve polisaj hatları, CNC kontrollü servo motorlar ve hassas kontrol sistemleri ile çalışır. Bu sayede zımpara disklerinin ve fırçaların devir hızı, uygulanan basınç, temas süresi ve parçaların hat üzerindeki hareket hızı hassas şekilde ayarlanabilir. Farklı çap, uzunluk ve malzemeye sahip silindirik parçalar aynı hat üzerinde işlenebilir. Bu da üretim esnekliğini artırır ve tek bir hat üzerinden çok sayıda ürün grubunun işlenmesini sağlar. Bazı gelişmiş sistemlerde parçaların hat üzerindeki hareketleri sensörler tarafından izlenir; hatalı veya dengesiz yerleştirilmiş parçalar otomatik olarak tespit edilip işlem durdurulur veya düzeltme yapılır.
Makine tasarımı, iş güvenliği ve enerji verimliliği açısından modern standartlara uygundur. Zımpara ve polisaj istasyonları kapalı kabinler veya koruyucu paneller ile çevrilidir, böylece operatör doğrudan dönen parçalarla temas etmez. Aşırı basınç, hatalı parça yerleşimi veya dengesiz yük sensörler tarafından algılanır ve işlem durdurularak olası kazalar önlenir. Hat üzerinde toz ve metal parçacıklarının yayılmasını önleyen gelişmiş vakum ve filtreleme sistemleri bulunur. Bu sistemler hem iş sağlığı hem de makinenin uzun ömürlü çalışması açısından kritik öneme sahiptir.
Endüstride bu hatlar, otomotiv, beyaz eşya, havacılık, medikal cihaz ve metal dekorasyon sektörlerinde yoğun olarak kullanılır. Silindirik borular, akslar, tamburlar, profiller ve çeşitli makine parçaları zımpara ve polisaj hattı sayesinde hem estetik hem de fonksiyonel açıdan yüksek kalite kazanır. Parlatılmış yüzeyler korozyona karşı daha dayanıklı hale gelir, hijyen gerektiren uygulamalarda temizliği kolaylaşır ve kullanım ömrü uzar.
Modern otomatik hatlarda, zımpara diskleri ve mob fırçalar farklı sertlik ve yoğunluklarda seçilebilir. Hassas parçalar için yumuşak fırçalar veya ince zımpara diskleri, daha sert yüzeyler için yoğun ve sert ekipmanlar kullanılabilir. CNC kontrollü sistemler sayesinde devir yönü, basınç ve temas süresi hassas şekilde programlanır; bu sayede tüm parçaların yüzeyinde homojen parlaklık ve pürüzsüzlük sağlanır.
Enerji verimliliği ve bakım kolaylığı da hatların önemli avantajları arasındadır. Modern motor sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini önler. Zımpara diskleri ve mob fırçaların değiştirilmesi ile bakım işlemleri hızlı ve basittir; böylece üretim hattının durma süresi minimuma iner. Otomatik yağlama ve temizlik sistemleri ekipman ömrünü uzatır ve bakım maliyetlerini azaltır.
Otomatik silindirik metal zımpara ve polisaj hatları, üretim hızını artırmanın yanı sıra kaliteyi güvence altına alır, iş güvenliği risklerini azaltır ve enerji ile malzeme tasarrufu sağlar. Gelişmiş sensörler ve veri toplama sistemleri sayesinde işlem parametreleri gerçek zamanlı olarak izlenir ve optimize edilir. Yapay zekâ destekli kontrol yazılımları, verileri analiz ederek parametreleri sürekli ayarlar ve hattın maksimum kapasite ile çalışmasını sağlar.
Gelecekte bu hatların, sensör sistemleri, yapay zekâ tabanlı parametre optimizasyonları ve tamamen insansız üretim hatlarına entegrasyonu ile silindirik metal parçaların zımpara ve polisaj süreçleri daha güvenli, hızlı ve yüksek kaliteli bir süreç hâline gelecektir.
Otomatik silindirik metal zımpara ve polisaj hatları, endüstriyel üretimde silindirik parçaların yüzey işlemlerini hem hızlı hem de yüksek kalitede gerçekleştirmek üzere tasarlanmış ileri teknoloji sistemleridir. Bu hatlar, paslanmaz çelik, alüminyum, bakır, pirinç ve diğer alaşımlardan üretilmiş silindirik parçaların yüzeylerinde hem kaba hem de ince işleme aşamalarını gerçekleştirerek, pürüzsüz, homojen ve parlak bir yüzey elde edilmesini sağlar. Hat üzerindeki tüm işlemler otomatik olarak yürütüldüğünden, üretim hızı maksimum seviyeye çıkar, operatör müdahalesi minimuma iner ve ürünlerin kalite standardı sürekli korunur.
Hat, modüler istasyonlardan oluşur ve her istasyonun kendine özgü işlevi vardır. İlk istasyonlarda, kaba zımpara diskleri veya mob fırçalar kullanılarak parçaların yüzeyindeki büyük çapaklar, kaynak izleri, oksit tabakaları ve üretim kaynaklı düzensizlikler giderilir. Bu aşama, sonraki polisaj ve cilalama işlemlerinin etkinliğini doğrudan etkiler; yüzey düzgün hazırlanmazsa, sonraki aşamalardan istenilen kalite ve parlaklık elde edilemez. Orta istasyonlarda, daha ince zımpara diskleri ve mob fırçalar devreye girer. Bu aşamada yüzey pürüzsüzleştirilir, mikro çizikler ve küçük deformasyonlar giderilir ve parlaklık seviyesi artırılır. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar ve cilalama ekipmanları kullanılarak silindirik parçalar estetik ve fonksiyonel açıdan kusursuz bir parlaklık kazanır. Bu süreç, tüm parçaların yüzeyinde homojen parlaklık ve pürüzsüzlük sağlamayı hedefler ve özellikle hassas toleranslı parçalar için kritik öneme sahiptir.
Otomatik silindirik metal zımpara ve polisaj hatları, CNC kontrollü servo motorlar ve hassas kontrol sistemleri ile çalışır. Zımpara disklerinin ve mob fırçaların devir hızı, uygulanan basınç, temas süresi ve parçaların hat üzerindeki hareket hızı programlanabilir. Bu sayede farklı çap, uzunluk ve malzemeye sahip silindirik parçalar tek bir hat üzerinde sorunsuz ve tekrarlanabilir kalite ile işlenebilir. Gelişmiş sistemlerde, parçaların hat üzerindeki hareketleri sensörler aracılığıyla izlenir; hatalı veya dengesiz yerleştirilmiş parçalar otomatik olarak tespit edilir ve işlem durdurularak veya düzeltilerek üretimde hata riski minimize edilir.
Makine tasarımı, iş güvenliği ve enerji verimliliği açısından modern standartlara uygundur. Zımpara ve polisaj istasyonları kapalı kabinler veya koruyucu paneller ile çevrilmiştir, bu sayede operatör doğrudan dönen parçalarla temas etmez. Aşırı basınç, hatalı parça yerleşimi veya dengesiz yük sensörler tarafından algılanır ve işlem durdurularak olası kazalar önlenir. Hat üzerinde toz ve metal parçacıklarının yayılmasını önleyen vakum ve filtreleme sistemleri de bulunur. Bu sistemler, hem iş sağlığı hem de makinenin uzun ömürlü çalışması açısından kritik öneme sahiptir.
Endüstride bu hatlar, otomotiv, beyaz eşya, havacılık, medikal cihaz ve metal dekorasyon sektörlerinde yoğun şekilde kullanılır. Silindirik borular, akslar, tamburlar, profiller ve makine parçaları, zımpara ve polisaj hattı sayesinde hem estetik hem de fonksiyonel kalite kazanır. Parlatılmış yüzeyler korozyona karşı daha dayanıklı hale gelir, hijyen gerektiren sektörlerde temizliği kolaylaşır ve parçaların kullanım ömrü uzar.
Modern otomatik hatlarda, zımpara diskleri ve mob fırçalar farklı sertlik ve yoğunluklarda seçilebilir. Hassas parçalar için yumuşak fırçalar veya ince zımpara diskleri, daha sert yüzeyler için yoğun ve sert ekipmanlar kullanılabilir. CNC kontrollü sistemler sayesinde, devir yönü, basınç ve temas süresi hassas şekilde programlanır ve tüm parçaların yüzeyinde homojen parlaklık ile pürüzsüzlük sağlanır.
Enerji verimliliği ve bakım kolaylığı, hatların öne çıkan avantajlarındandır. Modern motor sistemleri yalnızca işlem sırasında çalışır, gereksiz enerji tüketimini önler. Zımpara diskleri ve mob fırçaların değiştirilmesi ile bakım işlemleri hızlı ve basittir, bu sayede üretim hattının durma süresi minimuma iner. Otomatik yağlama ve temizlik sistemleri ekipman ömrünü uzatır ve bakım maliyetlerini azaltır.
Otomatik silindirik metal zımpara ve polisaj hatları, üretim hızını artırmanın yanı sıra kaliteyi güvence altına alır, iş güvenliği risklerini azaltır ve enerji ile malzeme tasarrufu sağlar. Gelişmiş sensörler ve veri toplama sistemleri sayesinde işlem parametreleri gerçek zamanlı olarak izlenir ve optimize edilir. Yapay zekâ destekli kontrol yazılımları, verileri analiz ederek parametreleri sürekli ayarlar ve hattın maksimum kapasite ile çalışmasını sağlar.
Gelecekte bu hatların, sensör sistemleri, yapay zekâ tabanlı parametre optimizasyonları ve tamamen insansız üretim hatlarına entegrasyonu ile silindirik metal parçaların zımpara ve polisaj süreçleri daha güvenli, hızlı ve yüksek kaliteli bir süreç hâline gelecektir. Bu sayede endüstriyel üretim hatlarında hem maliyetler düşecek hem de kalite standartları üst seviyede korunacaktır.
Otomatik silindirik metal zımpara ve polisaj hatları, endüstriyel üretimde silindirik parçaların yüzey işlemlerinde kalite, verimlilik ve tekrarlanabilirliği en üst düzeye çıkarmak amacıyla tasarlanmış kapsamlı ve ileri teknoloji sistemleridir. Bu hatlar, paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli metal alaşımlarından üretilmiş silindirik parçaların yüzeylerini hem kaba hem de ince işlem aşamalarında işleyerek, pürüzsüz, homojen ve yüksek parlaklıkta bir yüzey elde edilmesini sağlar. Hat üzerindeki tüm işlemler tamamen otomatik olarak yürütülür; bu sayede üretim hızı önemli ölçüde artırılır, operatör müdahalesi minimuma iner ve ürünlerin kalite standardı sürekli korunur.
Hat, modüler istasyonlardan oluşur ve her istasyonun kendine özgü işlevi vardır. İlk istasyonlarda kaba zımpara diskleri veya mob fırçalar kullanılarak parçaların yüzeyinde bulunan büyük çapaklar, kaynak izleri, oksit tabakaları ve üretim kaynaklı düzensizlikler giderilir. Bu aşama, sonraki polisaj ve cilalama işlemlerinin etkinliğini doğrudan belirler; yüzey düzgün hazırlanmazsa sonraki aşamalardan beklenen kalite ve parlaklık elde edilemez. Orta istasyonlarda, daha ince zımpara diskleri ve mob fırçalar ile yüzey pürüzsüzleştirilir, mikro çizikler ve küçük deformasyonlar giderilir ve parlaklık seviyesi artırılır. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar ve cilalama ekipmanları kullanılarak silindirik parçalar estetik ve fonksiyonel açıdan kusursuz bir parlaklık kazanır. Bu aşamada parçaların tüm yüzeylerinde homojen bir parlaklık ve pürüzsüzlük sağlanır, özellikle hassas toleranslı parçalar için bu süreç kritik öneme sahiptir.
Otomatik silindirik metal zımpara ve polisaj hatları, CNC kontrollü servo motorlar ve hassas kontrol sistemleri ile çalışır. Zımpara disklerinin ve mob fırçaların devir hızı, uygulanan basınç, temas süresi ve parçaların hat üzerindeki hareket hızı programlanabilir. Böylece farklı çap, uzunluk ve malzemeye sahip silindirik parçalar tek bir hat üzerinde sorunsuz ve tekrarlanabilir kalite ile işlenebilir. Gelişmiş sistemlerde, parçaların hat üzerindeki hareketleri sensörler aracılığıyla izlenir; hatalı veya dengesiz yerleştirilmiş parçalar otomatik olarak tespit edilir ve işlem durdurularak veya düzeltilerek üretimde hata riski minimize edilir.
Makine tasarımı, iş güvenliği ve enerji verimliliği açısından modern standartlara uygundur. Zımpara ve polisaj istasyonları kapalı kabinler veya koruyucu paneller ile çevrilmiştir; bu sayede operatör doğrudan dönen parçalarla temas etmez. Aşırı basınç, hatalı parça yerleşimi veya dengesiz yük sensörler tarafından algılanır ve işlem durdurularak olası kazalar önlenir. Hat üzerinde toz ve metal parçacıklarının yayılmasını önleyen vakum ve filtreleme sistemleri de bulunur, bu sistemler hem iş sağlığı hem de makinenin uzun ömürlü çalışması açısından kritik öneme sahiptir.
Endüstride bu hatlar, otomotiv, beyaz eşya, havacılık, medikal cihaz ve metal dekorasyon sektörlerinde yoğun şekilde kullanılır. Silindirik borular, akslar, tamburlar, profiller ve çeşitli makine parçaları, zımpara ve polisaj hattı sayesinde hem estetik hem de fonksiyonel kalite kazanır. Parlatılmış yüzeyler korozyona karşı dayanıklı hale gelir, hijyen gerektiren uygulamalarda temizliği kolaylaşır ve parçaların kullanım ömrü artar.
Modern otomatik hatlarda, zımpara diskleri ve mob fırçalar farklı sertlik ve yoğunluklarda seçilebilir. Hassas parçalar için yumuşak fırçalar veya ince zımpara diskleri, daha sert yüzeyler için yoğun ve sert ekipmanlar kullanılabilir. CNC kontrollü sistemler sayesinde devir yönü, basınç ve temas süresi hassas şekilde programlanır ve tüm parçaların yüzeyinde homojen parlaklık ve pürüzsüzlük sağlanır.
Enerji verimliliği ve bakım kolaylığı da hatların öne çıkan avantajları arasındadır. Modern motor sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini önler. Zımpara diskleri ve mob fırçaların değiştirilmesi ile bakım işlemleri hızlı ve basittir; bu sayede üretim hattının durma süresi minimuma iner. Otomatik yağlama ve temizlik sistemleri ekipman ömrünü uzatır ve bakım maliyetlerini azaltır.
Otomatik silindirik metal zımpara ve polisaj hatları, üretim hızını artırmanın yanı sıra kaliteyi güvence altına alır, iş güvenliği risklerini azaltır ve enerji ile malzeme tasarrufu sağlar. Gelişmiş sensörler ve veri toplama sistemleri sayesinde işlem parametreleri gerçek zamanlı olarak izlenir ve optimize edilir. Yapay zekâ destekli kontrol yazılımları, verileri analiz ederek parametreleri sürekli ayarlar ve hattın maksimum kapasite ile çalışmasını sağlar.
Gelecekte bu hatların, sensör sistemleri, yapay zekâ tabanlı parametre optimizasyonları ve tamamen insansız üretim hatlarına entegrasyonu ile silindirik metal parçaların zımpara ve polisaj süreçleri daha güvenli, hızlı ve yüksek kaliteli bir hâle gelecektir. Endüstriyel üretimde bu teknolojik gelişmeler, hem maliyetleri düşürecek hem de kalite standartlarını üst seviyede tutacaktır.
Otomatik endüstriyel disk zımpara makineleri, metal yüzeylerin işlenmesinde yüksek verimlilik ve hassasiyet sağlayan, modern üretim tesislerinde yoğun olarak kullanılan ileri teknoloji ekipmanlardır. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli alaşımlardan üretilmiş parçaların yüzeylerindeki pürüzleri, çapakları, kaynak izlerini ve üretimden kaynaklanan düzensizlikleri hızlı ve etkili bir şekilde gidermek için tasarlanmıştır. Otomatik çalışma prensibi sayesinde, operatör müdahalesi minimuma indirilir, üretim hızı artırılır ve yüzey işleme kalitesi sürekli olarak yüksek standartlarda tutulur.
Makinenin çalışma sistemi, disk zımparaların dönme hareketi ile yüzeye kontrollü basınç uygulayarak pürüzsüz bir yüzey oluşturmasına dayanır. Otomatik kontrollü sistemler sayesinde disklerin devir hızı, temas süresi ve uygulanan basınç hassas şekilde ayarlanabilir. Bu özellik, farklı malzemeye sahip parçaların aynı makine üzerinde işlenmesini mümkün kılar ve tüm parçaların yüzeyinde homojen bir kalite sağlar.
Otomatik endüstriyel disk zımpara makinelerinde genellikle modüler yapı bulunur. İlk aşamalarda kaba diskler ile yüzeyin kaba düzeltmeleri yapılırken, sonraki aşamalarda daha ince ve hassas diskler kullanılarak yüzey pürüzsüzleştirilir. Gelişmiş modellerde, zımpara diskleri ve fırçalar farklı sertlik ve yoğunluk seçeneklerine sahiptir; böylece hassas parçalar için yumuşak, dayanıklı yüzeyler için daha sert diskler tercih edilebilir.
Makine tasarımında iş güvenliği öncelikli olarak ele alınmıştır. Disk zımpara sistemleri koruyucu paneller ve kapaklarla çevrilmiş olup, operatörün dönen disklerle doğrudan temas etmesi engellenir. Ayrıca, hatalı parça yerleşimi veya aşırı basınç durumunda sensörler otomatik olarak sistemi durdurarak olası kazaları önler. Toz ve metal parçacıklarının yayılmasını önleyen vakum ve filtreleme sistemleri sayesinde hem çalışma ortamı temiz kalır hem de makinenin uzun ömürlü çalışması sağlanır.
Otomatik endüstriyel disk zımpara makineleri, otomotiv, beyaz eşya, metal dekorasyon, havacılık ve medikal cihaz sektörlerinde yoğun olarak kullanılır. Bu makineler sayesinde metal parçalar hem estetik hem de fonksiyonel açıdan yüksek kaliteye ulaşır; yüzeyler pürüzsüzleşir, korozyon direnci artar ve hijyen gerektiren alanlarda temizliği kolaylaşır.
Enerji verimliliği ve bakım kolaylığı da bu makinelerin önemli avantajları arasındadır. Modern motor sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini önler. Disklerin değiştirilmesi ve bakım işlemleri hızlı ve pratiktir, bu sayede üretim hattının durma süresi minimuma iner. Ayrıca, otomatik yağlama ve temizlik sistemleri ekipmanın ömrünü uzatır ve bakım maliyetlerini azaltır.
Gelişmiş modellerde, makine parametreleri sensörler ve veri toplama sistemleri ile gerçek zamanlı olarak izlenir. Yapay zekâ destekli kontrol yazılımları, işlem parametrelerini analiz ederek optimize eder ve hattın maksimum kapasite ile çalışmasını sağlar. Böylece hem üretim hızı artırılır hem de her parçanın yüzey kalitesi standart ve homojen olur.
Otomatik endüstriyel disk zımpara makineleri, yüksek üretim hızını kalite ile birleştiren, enerji verimli, güvenli ve kullanıcı dostu sistemlerdir. Modern üretim tesislerinde bu makineler, üretim süresini kısaltırken, maliyetleri düşürür ve kalite standartlarını en üst seviyede tutar.
Otomatik endüstriyel disk zımpara makineleri, modern üretim süreçlerinde metal yüzeylerin işlenmesinde kritik rol oynayan yüksek teknolojili sistemlerdir. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve farklı alaşımlardan üretilmiş parçaların yüzeylerini hem kaba hem de ince işleme aşamalarında işleyerek, pürüzsüz, homojen ve yüksek parlaklıkta bir yüzey elde edilmesini sağlar. Otomatik çalışma prensibi sayesinde operatör müdahalesi minimuma indirilir, üretim hızı artırılır ve ürünlerin kalite standardı sürekli yüksek tutulur.
Makinenin temel çalışma prensibi, disk zımparaların yüksek devirle dönmesi ve yüzeye kontrollü basınç uygulanması üzerine kuruludur. Bu sayede yüzeydeki çapaklar, kaynak izleri, oksit tabakaları ve üretimden kaynaklanan düzensizlikler etkin şekilde giderilir. Otomatik kontrollü sistemler, disklerin devir hızı, temas süresi, uygulanan basınç ve parçaların hareket hızını hassas şekilde programlamaya olanak sağlar. Böylece farklı malzemeye sahip parçalar aynı makinede işlenebilir ve tüm parçalar yüzeyinde homojen kaliteye sahip olur.
Otomatik disk zımpara makineleri, genellikle modüler istasyonlardan oluşur. İlk istasyonlarda kaba diskler ile yüzeyin büyük pürüzleri giderilirken, orta istasyonlarda daha ince diskler devreye girerek yüzeyi pürüzsüzleştirir ve mikro çizikleri ortadan kaldırır. Son aşamada ise yüksek yoğunluklu cilalama veya ince diskler ile yüzey estetik ve fonksiyonel olarak tamamlanır. Gelişmiş modellerde zımpara diskleri ve fırçalar, farklı sertlik ve yoğunluklarda seçilebilir; hassas parçalar için yumuşak diskler, sert yüzeyler için yoğun ve sert diskler tercih edilir.
Makine tasarımında iş güvenliği öncelikli bir kriterdir. Disk zımpara sistemleri koruyucu paneller ve kapaklarla çevrilmiştir; bu sayede operatörün dönen disklerle doğrudan temas etmesi engellenir. Sensörler, hatalı parça yerleşimi, aşırı basınç veya dengesiz yük durumlarını algılar ve sistemi otomatik olarak durdurarak olası kazaları önler. Toz ve metal parçacıklarının yayılmasını önleyen gelişmiş vakum ve filtreleme sistemleri sayesinde hem çalışma ortamı temiz tutulur hem de makinenin uzun ömürlü çalışması sağlanır.
Otomatik disk zımpara makineleri, otomotiv, beyaz eşya, metal dekorasyon, havacılık, medikal cihaz ve enerji sektörlerinde yoğun olarak kullanılır. Bu makineler sayesinde silindirik veya düz parçalar, hem estetik hem de fonksiyonel açıdan yüksek kaliteye ulaşır. Parlatılmış yüzeyler korozyona karşı daha dayanıklı hale gelir, hijyen gerektiren uygulamalarda temizliği kolaylaşır ve parçaların kullanım ömrü uzar.
Enerji verimliliği ve bakım kolaylığı da makinelerin öne çıkan avantajlarındandır. Modern motor sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini önler. Disklerin değiştirilmesi ve bakım işlemleri hızlı ve pratiktir; üretim hattının durma süresi minimuma iner. Otomatik yağlama ve temizlik sistemleri, ekipmanın ömrünü uzatır ve bakım maliyetlerini azaltır.
Gelişmiş modellerde, makine parametreleri sensörler ve veri toplama sistemleri ile gerçek zamanlı olarak izlenir. Yapay zekâ destekli kontrol yazılımları, işlem parametrelerini analiz ederek optimize eder ve hattın maksimum kapasite ile çalışmasını sağlar. Bu sayede hem üretim hızı artırılır hem de her parçanın yüzey kalitesi homojen bir şekilde korunur.
Otomatik endüstriyel disk zımpara makineleri, yüksek üretim hızını kalite ile birleştiren, enerji verimli, güvenli ve kullanıcı dostu sistemler olarak ön plana çıkar. Modern üretim tesislerinde bu makineler, üretim süresini kısaltarken maliyetleri düşürür, kaliteyi üst seviyede tutar ve operatör güvenliğini maksimum düzeye çıkarır.
Bunun ötesinde, ileri seviye otomatik disk zımpara makineleri, modüler istasyonlar ve çok kademeli işleme seçenekleri sayesinde, tek bir hat üzerinde farklı malzeme ve boyutlardaki parçaların işlenmesine olanak sağlar. Böylece üretim esnekliği artar, hat üzerindeki işlem süreleri optimize edilir ve üretim kapasitesi maksimuma çıkarılır.
Otomatik endüstriyel disk zımpara makineleri, modern metal işleme ve üretim sektörlerinde yüksek hassasiyet, hızlı üretim ve tekrarlanabilir kalite sağlamak amacıyla geliştirilmiş ileri teknoloji ekipmanlardır. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli metal alaşımlarından üretilmiş parçaların yüzeylerini, hem kaba hem de ince işleme aşamalarında işleyerek, homojen, pürüzsüz ve yüksek parlaklıkta bir yüzey elde edilmesini sağlar. Otomatik çalışma prensibi sayesinde operatör müdahalesi minimuma indirilir, üretim hızı artırılır ve ürünlerin kalite standardı sürekli olarak yüksek seviyede korunur.
Makinenin çalışma prensibi, dönen disk zımparaların yüzeye kontrollü basınç uygulayarak pürüzleri ve yüzey düzensizliklerini gidermesi esasına dayanır. Otomatik kontrollü sistemler sayesinde disklerin devir hızı, temas süresi ve uygulanan basınç hassas bir şekilde ayarlanabilir. Bu, farklı çap, uzunluk ve malzemeye sahip parçaların aynı makine üzerinde işlenmesine olanak tanır ve her parçanın yüzeyinde homojen bir kalite sağlar. Disklerin malzeme türüne ve sertliğine göre seçimi, işlenecek yüzeyin hassasiyetine göre ayarlanabilir; hassas parçalar için yumuşak ve ince diskler, sert veya dayanıklı yüzeyler için yoğun ve sert diskler kullanılır.
Otomatik disk zımpara makineleri genellikle modüler yapıdadır ve işleme süreci birkaç istasyondan oluşur. İlk istasyonlarda kaba diskler ile yüzeyin büyük pürüzleri ve çapaklar giderilirken, orta istasyonlarda daha ince diskler devreye girer ve yüzey pürüzsüzleştirilir, mikro çizikler ve küçük deformasyonlar ortadan kaldırılır. Son istasyonlarda ise yüksek yoğunluklu cilalama ekipmanları veya ince diskler ile yüzey estetik ve fonksiyonel olarak tamamlanır. Bu çok kademeli işleme sistemi, parçaların tüm yüzeylerinde homojen parlaklık ve pürüzsüzlük sağlamayı garanti eder.
Makine tasarımı, iş güvenliği ve enerji verimliliği açısından modern standartlara uygundur. Disk zımpara sistemleri kapalı kabinler veya koruyucu paneller ile çevrilmiş olup, operatörün dönen disklerle doğrudan teması engellenir. Sensörler, aşırı basınç, hatalı parça yerleşimi veya dengesiz yük durumlarını anında algılar ve sistemi otomatik olarak durdurarak olası kazaları önler. Makinede bulunan gelişmiş vakum ve filtreleme sistemleri, metal tozu ve parçacıkların yayılmasını önler; bu sayede hem çalışma ortamı temiz tutulur hem de makinenin uzun ömürlü çalışması sağlanır.
Otomatik endüstriyel disk zımpara makineleri, otomotiv, beyaz eşya, metal dekorasyon, havacılık, medikal cihaz ve enerji sektörlerinde yoğun olarak kullanılır. Bu makineler sayesinde silindirik, düz veya özel profilli parçalar hem estetik hem de fonksiyonel açıdan yüksek kaliteye ulaşır. Parlatılmış yüzeyler korozyona karşı daha dayanıklı hale gelir, hijyen gerektiren sektörlerde temizliği kolaylaşır ve parçaların kullanım ömrü uzar.
Enerji verimliliği ve bakım kolaylığı, makinelerin öne çıkan avantajları arasındadır. Modern motor sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini önler. Disklerin değiştirilmesi, fırçaların veya cilalama ekipmanlarının bakımı hızlı ve pratiktir; bu sayede üretim hattının durma süresi minimuma iner. Otomatik yağlama ve temizlik sistemleri ekipmanın ömrünü uzatır ve bakım maliyetlerini azaltır.
Gelişmiş modellerde makine parametreleri, sensörler ve veri toplama sistemleri ile gerçek zamanlı olarak izlenir. Yapay zekâ destekli kontrol yazılımları, işlem parametrelerini analiz ederek optimize eder ve hattın maksimum kapasite ile çalışmasını sağlar. Bu sayede hem üretim hızı artırılır hem de her parçanın yüzey kalitesi homojen bir şekilde korunur. Ayrıca, ileri teknoloji sistemler ile üretim hattındaki istasyonlar, disk çeşitleri, devir ve basınç değerleri, parça boyutları ve işleme süreleri sürekli olarak optimize edilir.
Otomatik endüstriyel disk zımpara makineleri, yüksek üretim hızını kalite ile birleştiren, enerji verimli, güvenli ve kullanıcı dostu sistemler olarak endüstride öne çıkar. Modern üretim tesislerinde bu makineler, üretim süresini kısaltırken maliyetleri düşürür, kaliteyi üst seviyede tutar ve operatör güvenliğini maksimuma çıkarır. Ayrıca, modüler yapı sayesinde farklı boyut ve malzemeye sahip parçalar tek bir hat üzerinde işlenebilir; bu da üretim esnekliğini ve kapasitesini artırır.
Otomatik endüstriyel disk zımpara makineleri, metal yüzeylerin işlenmesinde yüksek hassasiyet ve verimlilik sağlamak üzere tasarlanmış, endüstri standartlarını belirleyen ileri teknoloji sistemlerdir. Bu makineler, paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli alaşımlardan üretilmiş parçaların yüzeylerinde hem kaba hem de ince işleme aşamalarını gerçekleştirerek, pürüzsüz, homojen ve yüksek parlaklıkta bir yüzey elde edilmesini sağlar. Otomatik çalışma prensibi sayesinde operatör müdahalesi minimuma indirilir, üretim hızı artırılır ve ürünlerin kalite standardı sürekli olarak yüksek tutulur.
Makinenin temel çalışma mantığı, dönen disk zımparaların yüzeye kontrollü basınç uygulaması ve dönme hareketi ile yüzeydeki pürüzleri, çapakları, kaynak izlerini ve üretimden kaynaklanan düzensizlikleri gidermesidir. Otomatik kontrollü sistemler sayesinde disklerin devir hızı, temas süresi ve uygulanan basınç hassas bir şekilde programlanabilir. Bu özellik, farklı malzeme, çap ve uzunluktaki parçaların tek bir makinede işlenmesine olanak tanır ve tüm parçaların yüzeyinde homojen kalite elde edilmesini garanti eder. Disklerin malzeme türüne ve sertliğine göre seçimi, işlenecek yüzeyin hassasiyetine göre ayarlanabilir; hassas parçalar için yumuşak ve ince diskler, dayanıklı veya sert yüzeyler için yoğun ve sert diskler kullanılır.
Otomatik disk zımpara makineleri genellikle modüler bir yapıdadır ve işleme süreci birkaç istasyondan oluşur. İlk istasyonlarda kaba diskler ile yüzeyin büyük pürüzleri ve çapaklar giderilirken, orta istasyonlarda daha ince diskler devreye girer ve yüzey pürüzsüzleştirilir, mikro çizikler ve küçük deformasyonlar ortadan kaldırılır. Son istasyonlarda ise yüksek yoğunluklu cilalama ekipmanları veya ince diskler kullanılarak yüzey estetik ve fonksiyonel olarak tamamlanır. Bu çok kademeli işleme sistemi, parçaların tüm yüzeylerinde homojen parlaklık ve pürüzsüzlük sağlamayı garanti eder.
Makine tasarımında iş güvenliği öncelikli bir kriterdir. Disk zımpara sistemleri koruyucu paneller ve kapaklarla çevrilmiş olup, operatörün dönen disklerle doğrudan teması engellenir. Sensörler, aşırı basınç, hatalı parça yerleşimi veya dengesiz yük durumlarını anında algılar ve sistemi otomatik olarak durdurarak olası kazaları önler. Ayrıca, gelişmiş vakum ve filtreleme sistemleri sayesinde metal tozu ve parçacıkların yayılması önlenir; bu sayede hem çalışma ortamı temiz kalır hem de makinenin uzun ömürlü çalışması sağlanır.
Otomatik disk zımpara makineleri, otomotiv, beyaz eşya, metal dekorasyon, havacılık, medikal cihaz ve enerji sektörlerinde yoğun olarak kullanılır. Bu makineler sayesinde silindirik, düz veya özel profilli parçalar hem estetik hem de fonksiyonel açıdan yüksek kaliteye ulaşır. Parlatılmış yüzeyler korozyona karşı dayanıklı hale gelir, hijyen gerektiren sektörlerde temizliği kolaylaşır ve parçaların kullanım ömrü artar.
Enerji verimliliği ve bakım kolaylığı, makinelerin öne çıkan avantajlarındandır. Modern motor sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini önler. Disklerin değiştirilmesi, fırçaların veya cilalama ekipmanlarının bakımı hızlı ve pratiktir; bu sayede üretim hattının durma süresi minimuma iner. Otomatik yağlama ve temizlik sistemleri ekipmanın ömrünü uzatır ve bakım maliyetlerini azaltır.
Gelişmiş modellerde makine parametreleri, sensörler ve veri toplama sistemleri ile gerçek zamanlı olarak izlenir. Yapay zekâ destekli kontrol yazılımları, işlem parametrelerini analiz ederek optimize eder ve hattın maksimum kapasite ile çalışmasını sağlar. Bu sayede hem üretim hızı artırılır hem de her parçanın yüzey kalitesi homojen bir şekilde korunur. Ayrıca, ileri teknoloji sistemler ile üretim hattındaki istasyonlar, disk çeşitleri, devir ve basınç değerleri, parça boyutları ve işleme süreleri sürekli olarak optimize edilir.
Otomatik disk zımpara makineleri, yüksek üretim hızını kalite ile birleştiren, enerji verimli, güvenli ve kullanıcı dostu sistemler olarak endüstride öne çıkar. Modern üretim tesislerinde bu makineler, üretim süresini kısaltırken maliyetleri düşürür, kaliteyi üst seviyede tutar ve operatör güvenliğini maksimuma çıkarır. Modüler yapıları sayesinde farklı boyut ve malzemeye sahip parçalar tek bir hat üzerinde işlenebilir, bu da üretim esnekliğini ve kapasitesini artırır.
Bunun ötesinde, ileri seviye otomatik disk zımpara makineleri, çok kademeli istasyonları, sensör tabanlı kontrol sistemleri ve optimize edilmiş zımpara ve cilalama ekipmanları ile üretim hattındaki her parçanın yüzey kalitesini garanti eder. İşlem parametreleri, operatör müdahalesi olmadan gerçek zamanlı olarak izlenir ve optimize edilir; bu sayede hata oranı minimuma iner, üretim süreleri optimize edilir ve yüksek standartlarda kalite sürekliliği sağlanır.
Otomatik Pas Giderme ve Cilalama Makinesi
Otomatik pas giderme ve cilalama makineleri, metal işleme sektöründe yüzey kalitesini artırmak, parçaları korozyondan korumak ve estetik açıdan kusursuz bir görünüm sağlamak amacıyla tasarlanmış ileri teknoloji ekipmanlardır. Bu makineler, paslanmış veya oksitlenmiş metal parçaların yüzeylerindeki pas tabakasını hızlı ve etkili bir şekilde temizler ve ardından cilalama işlemiyle pürüzsüz, parlak ve homojen bir yüzey elde edilmesini sağlar. Otomatik çalışma prensibi sayesinde operatör müdahalesi minimuma indirilir, üretim hızı artırılır ve işlenen parçaların kalite standardı sürekli olarak yüksek tutulur.
Makinenin temel çalışma prensibi, paslı metal yüzeylere kontrollü mekanik veya elektro-mekanik etkiler uygulamak ve ardından cilalama ekipmanları ile yüzeyi tamamlamaktır. Pas giderme aşamasında dönen fırçalar, tel fırçalar veya aşındırıcı diskler kullanılır. Bu ekipmanlar, metal yüzeydeki pas tabakasını, oksitlenmiş bölgeleri ve yüzeydeki diğer istenmeyen tortuları etkili bir şekilde temizler. Ardından cilalama istasyonunda, mob fırçalar, yumuşak diskler veya cilalama bezleri ile yüzey pürüzsüzleştirilir, mikro çizikler giderilir ve metal yüzeye estetik parlaklık kazandırılır.
Otomatik pas giderme ve cilalama makineleri genellikle modüler bir yapıya sahiptir. İlk istasyonlarda kaba pas giderme işlemi yapılırken, orta istasyonlarda yüzey daha ince aşındırıcılarla işlenir ve cilalama için hazırlanır. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar veya cilalama bezleri ile yüzey estetik olarak tamamlanır. Modüler yapı, farklı metal türleri ve yüzey hassasiyetleri için farklı işlem kombinasyonlarına olanak sağlar.
Makine tasarımı, iş güvenliği ve verimlilik açısından modern standartlara uygundur. Pas giderme ve cilalama istasyonları koruyucu panellerle çevrilmiş olup, operatörün dönen ekipmanlarla doğrudan temas etmesi engellenir. Sensörler, aşırı basınç, hatalı parça yerleşimi veya dengesiz yük durumlarını anında algılar ve sistemi durdurarak olası kazaları önler. Ayrıca, toz ve metal parçacıklarının yayılmasını önleyen vakum ve filtreleme sistemleri sayesinde hem iş güvenliği sağlanır hem de makinenin uzun ömürlü çalışması mümkün olur.
Otomatik pas giderme ve cilalama makineleri, otomotiv, beyaz eşya, metal dekorasyon, havacılık ve enerji sektörlerinde yoğun olarak kullanılır. Bu makineler sayesinde parçaların yüzeyi hem estetik hem de fonksiyonel açıdan yüksek kaliteye ulaşır; korozyon direnci artırılır, hijyen gerektiren alanlarda temizliği kolaylaşır ve parçaların kullanım ömrü uzar.
Enerji verimliliği ve bakım kolaylığı, makinelerin önemli avantajları arasındadır. Modern motor ve kontrol sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini önler. Fırça ve disklerin değiştirilmesi, cilalama bezlerinin bakımı hızlı ve pratiktir; bu sayede üretim hattının durma süresi minimuma iner. Otomatik yağlama ve temizlik sistemleri ekipmanın ömrünü uzatır ve bakım maliyetlerini düşürür.
Gelişmiş modellerde, makine parametreleri sensörler ve veri toplama sistemleri ile gerçek zamanlı olarak izlenir. Yapay zekâ destekli kontrol yazılımları, işlem parametrelerini analiz ederek optimize eder ve hattın maksimum kapasite ile çalışmasını sağlar. Bu sayede hem üretim hızı artırılır hem de her parçanın yüzey kalitesi standart ve homojen olarak korunur.
Otomatik pas giderme ve cilalama makineleri, yüksek üretim hızını kalite ile birleştiren, enerji verimli, güvenli ve kullanıcı dostu sistemlerdir. Modern üretim tesislerinde bu makineler, üretim süresini kısaltırken maliyetleri düşürür, kaliteyi üst seviyede tutar ve operatör güvenliğini en üst düzeye çıkarır.
İstersen bir sonraki aşamada sana otomatik pas giderme ve cilalama makinelerinin tüm istasyonları, kullanılan fırça ve disk çeşitleri, devir ve basınç kontrol sistemleri, sensör yerleşimleri, cilalama malzemeleri ve üretim optimizasyon teknikleri hakkında detaylı ve kapsamlı bir rehber hazırlayabilirim.
Otomatik pas giderme ve cilalama makineleri, metal işleme ve üretim sektöründe paslı, oksitlenmiş veya yüzeyinde üretimden kaynaklı düzensizlikler bulunan parçaların temizlenmesi ve parlatılması için geliştirilmiş yüksek verimli ekipmanlardır. Bu makineler, özellikle paslanmaz çelik, alüminyum, bakır, pirinç ve çeşitli alaşımlardan üretilmiş parçaların yüzeylerini hem mekanik hem de kimyasal işlem teknikleriyle işleyerek, pürüzsüz, parlak ve homojen bir yüzey elde edilmesini sağlar. Otomatik yapısı sayesinde operatör müdahalesi minimuma indirilir, üretim hızı artırılır ve yüzey kalitesi sürekli olarak standart seviyede tutulur.
Makinenin çalışma prensibi, metal yüzeydeki pas tabakasını ve oksitleri kaldırmak için dönen fırçalar, tel fırçalar veya aşındırıcı diskler kullanmak üzerine kuruludur. Pas giderme işlemi sırasında kontrollü basınç ve devir ayarı ile metal yüzeye zarar verilmeden pas tabakası temizlenir. Temizlik işleminden sonra cilalama istasyonunda, mob fırçalar, cilalama bezleri veya ince diskler kullanılarak yüzey pürüzsüzleştirilir ve estetik parlaklık kazandırılır. Bu iki aşamalı işleme sistemi, hem fonksiyonel hem de estetik olarak yüksek kaliteli bir sonuç elde edilmesini sağlar.
Otomatik pas giderme ve cilalama makineleri genellikle modüler istasyonlardan oluşur. İlk istasyonlarda kaba pas giderme yapılırken, orta istasyonlarda yüzey daha ince aşındırıcılarla işlenir ve cilalama için hazırlanır. Son istasyonlarda ise yüzey, yüksek yoğunluklu mob fırçalar veya cilalama bezleri ile son rötuşları alır. Modüler yapı, farklı metal türleri, parça boyutları ve yüzey hassasiyetleri için çeşitli işlem kombinasyonlarına olanak sağlar ve esnek üretim imkanı sunar.
Makine tasarımı, iş güvenliği ve kullanım kolaylığı açısından modern standartlara uygundur. Pas giderme ve cilalama istasyonları koruyucu panellerle çevrilmiş olup, operatörün dönen ekipmanlarla doğrudan temas etmesi engellenir. Sensörler, aşırı basınç, hatalı parça yerleşimi veya dengesiz yük durumlarını algılayarak sistemi durdurur ve olası kazaları önler. Ayrıca, metal tozu ve parçacıkların yayılmasını önleyen vakum ve filtreleme sistemleri sayesinde hem çalışma ortamı temiz tutulur hem de makinenin uzun ömürlü çalışması sağlanır.
Otomatik pas giderme ve cilalama makineleri, otomotiv, beyaz eşya, metal dekorasyon, havacılık, medikal cihaz ve enerji sektörlerinde yoğun olarak kullanılır. Bu makineler sayesinde metal parçalar hem estetik hem de fonksiyonel açıdan yüksek kaliteye ulaşır. Parlatılmış yüzeyler korozyona karşı dayanıklı hale gelir, hijyen gerektiren alanlarda temizliği kolaylaşır ve parçaların kullanım ömrü uzar.
Enerji verimliliği ve bakım kolaylığı, makinelerin önemli avantajlarındandır. Modern motor ve kontrol sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini önler. Fırçaların, disklerin ve cilalama malzemelerinin bakımı hızlı ve pratiktir; üretim hattının durma süresi minimuma iner. Otomatik yağlama ve temizlik sistemleri, ekipmanın ömrünü uzatır ve bakım maliyetlerini azaltır.
Gelişmiş modellerde, makine parametreleri sensörler ve veri toplama sistemleri ile gerçek zamanlı olarak izlenir. Yapay zekâ destekli kontrol yazılımları, işlem parametrelerini analiz ederek optimize eder ve hattın maksimum kapasite ile çalışmasını sağlar. Bu sayede hem üretim hızı artırılır hem de her parçanın yüzey kalitesi homojen bir şekilde korunur.
Otomatik pas giderme ve cilalama makineleri, yüksek üretim hızını kalite ile birleştiren, enerji verimli, güvenli ve kullanıcı dostu sistemlerdir. Modern üretim tesislerinde bu makineler, üretim süresini kısaltırken maliyetleri düşürür, kaliteyi üst seviyede tutar ve operatör güvenliğini maksimum düzeye çıkarır.
Otomatik pas giderme ve cilalama makineleri, metal işleme endüstrisinin en kritik ekipmanlarından biri olarak, üretim hattındaki metal parçaların yüzey kalitesini maksimum düzeye çıkarmak ve üretim verimliliğini artırmak için tasarlanmıştır. Bu makineler, paslı, oksitlenmiş veya üretim sürecinden kaynaklı yüzey kusurlarına sahip metal parçaları temizlerken, aynı zamanda cilalama işlemiyle estetik ve fonksiyonel açıdan üstün bir yüzey sağlar. Kullanım alanları arasında otomotiv sektörü, beyaz eşya üretimi, metal dekorasyon, havacılık, enerji sektörü ve medikal cihaz üretimi gibi yüksek hassasiyet ve kalite gerektiren endüstriler bulunur.
Makinenin temel işlevi, metal yüzeydeki pas tabakasını ve oksitlenmiş bölgeleri güvenli ve etkili bir şekilde temizlemektir. Pas giderme işlemi sırasında, dönen tel fırçalar, aşındırıcı diskler veya özel tasarlanmış mekanik fırçalar kullanılır. Bu ekipmanlar, metal yüzeye zarar vermeden pas tabakasını ve yüzeydeki diğer istenmeyen tortuları temizler. İşlem sırasında, disklerin veya fırçaların devir hızı, yüzeye uygulanan basınç ve iş parçasının hareket hızı hassas bir şekilde kontrol edilir. Bu kontrol, farklı malzemeler ve yüzey tipleri için optimum temizlik ve cilalama performansı sağlar.
Pas giderme işlemi tamamlandıktan sonra, cilalama istasyonları devreye girer. Bu istasyonlarda mob fırçalar, yumuşak diskler veya cilalama bezleri kullanılarak yüzey pürüzsüzleştirilir, mikro çizikler giderilir ve metal parçaya homojen bir parlaklık kazandırılır. Çok kademeli işleme sistemi, yüzeyin her bölgesinde aynı kaliteyi garanti eder ve özellikle hassas parçaların üretiminde büyük avantaj sağlar.
Otomatik pas giderme ve cilalama makineleri, genellikle modüler bir yapıya sahiptir. İlk istasyonlarda kaba pas giderme işlemi yapılır, orta istasyonlarda yüzey daha ince aşındırıcılarla işlenir ve cilalama için hazırlanır. Son istasyonlarda ise yüzey, yüksek yoğunluklu cilalama ekipmanlarıyla son rötuşları alır. Bu modüler yapı, farklı boyut ve şekle sahip parçaların tek bir hat üzerinde işlenmesini mümkün kılar ve üretim esnekliğini artırır.
Makinenin tasarımında iş güvenliği ön planda tutulur. Pas giderme ve cilalama istasyonları, operatörün dönen ekipmanlarla doğrudan temasını engelleyen koruyucu panellerle çevrilmiştir. Ayrıca, sensörler aracılığıyla aşırı basınç, hatalı parça yerleşimi veya dengesiz yük durumları anında tespit edilir ve sistem otomatik olarak durdurulur. Bu, olası kazaları önler ve operatör güvenliğini sağlar. Metal tozu ve partiküller, gelişmiş vakum ve filtreleme sistemleriyle toplanarak çalışma ortamının temiz ve güvenli kalması sağlanır.
Enerji verimliliği ve bakım kolaylığı da bu makinelerin öne çıkan avantajları arasındadır. Modern motor ve kontrol sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini önler. Disklerin, fırçaların ve cilalama malzemelerinin bakımı hızlı ve pratiktir; böylece üretim hattının durma süresi minimuma indirilir. Otomatik yağlama ve temizlik sistemleri, ekipmanın ömrünü uzatır ve bakım maliyetlerini azaltır.
Gelişmiş modellerde, tüm işlem parametreleri sensörler ve veri toplama sistemleri aracılığıyla gerçek zamanlı olarak izlenir. Yapay zekâ destekli kontrol yazılımları, işlem parametrelerini analiz ederek optimize eder ve hattın maksimum kapasite ile çalışmasını sağlar. Bu sayede hem üretim hızı artırılır hem de her parçanın yüzey kalitesi homojen şekilde korunur. Ayrıca, veri analitiği ile makinelerin bakım gereksinimleri önceden belirlenebilir ve üretim duruşları minimize edilir.
Otomatik pas giderme ve cilalama makineleri, yüksek üretim hızını kalite ile birleştiren, enerji verimli, güvenli ve kullanıcı dostu sistemler olarak endüstride öne çıkar. Bu makineler, modern üretim tesislerinde üretim süresini kısaltırken maliyetleri düşürür, kaliteyi üst seviyede tutar ve operatör güvenliğini en üst düzeye çıkarır.
Otomatik pas giderme ve cilalama makineleri, metal işleme sektöründe üretim kalitesini artırmak ve üretim hattının verimliliğini maksimuma çıkarmak için tasarlanmış, son derece gelişmiş mühendislik ürünleridir. Bu makineler, paslanmış, oksitlenmiş veya üretim sürecinden kaynaklı yüzey kusurları olan metal parçaların yüzeylerini temizlerken aynı zamanda cilalama işlemi ile parçaların estetik ve fonksiyonel değerini artırır. Kullanım alanları arasında otomotiv üretimi, beyaz eşya sektörü, metal dekorasyon, havacılık, enerji sektörü ve medikal cihaz üretimi gibi yüksek hassasiyet ve kalite gerektiren endüstriler yer alır.
Makinenin çalışma prensibi, metal yüzeylerdeki pas tabakası, oksitlenmiş bölgeler ve yüzeydeki küçük düzensizliklerin mekanik olarak giderilmesine dayanır. Pas giderme aşamasında dönen tel fırçalar, aşındırıcı diskler veya özel tasarlanmış mekanik fırçalar kullanılır. Bu ekipmanlar, metal yüzeyin doğal yapısına zarar vermeden pas tabakasını ve yüzeydeki diğer istenmeyen tortuları temizler. İşlem sırasında devir hızı, yüzeye uygulanan basınç ve iş parçasının hareket hızı hassas bir şekilde kontrol edilir. Bu kontrol, farklı metal türleri ve yüzey hassasiyetleri için optimum temizlik ve cilalama performansını sağlar.
Pas giderme işleminin ardından cilalama aşaması devreye girer. Bu aşamada, mob fırçalar, yumuşak diskler veya cilalama bezleri kullanılarak yüzey pürüzsüzleştirilir, mikro çizikler giderilir ve metal parçaya homojen bir parlaklık kazandırılır. Çok kademeli işleme sistemi, yüzeyin her bölgesinde aynı kaliteyi garanti eder. Özellikle hassas parçalar için tasarlanan makinelerde, her istasyonun basınç ve devir ayarları ayrı ayrı optimize edilebilir; bu sayede parçaların hem estetik hem de fonksiyonel özellikleri korunur.
Otomatik pas giderme ve cilalama makineleri genellikle modüler bir yapıya sahiptir. İlk istasyonlarda kaba pas giderme ve yüzey temizliği yapılırken, orta istasyonlarda daha ince aşındırıcılarla yüzey hazırlanır ve cilalama için optimize edilir. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar veya cilalama bezleri ile yüzeyin son rötuşları tamamlanır. Modüler yapı, farklı boyut ve şekle sahip parçaların tek bir hat üzerinde işlenmesine olanak tanır ve üretim esnekliğini artırır.
Makine tasarımında iş güvenliği kritik bir öneme sahiptir. Pas giderme ve cilalama istasyonları, operatörün dönen ekipmanlarla doğrudan temasını engelleyen koruyucu panellerle çevrilmiştir. Ayrıca sensörler, aşırı basınç, hatalı parça yerleşimi veya dengesiz yük durumlarını anında algılar ve sistemi durdurarak olası kazaları önler. Metal tozu ve partiküller, gelişmiş vakum ve filtreleme sistemleri ile ortamdan uzaklaştırılır; bu sayede hem çalışma alanı temiz kalır hem de makinenin uzun ömürlü çalışması sağlanır.
Enerji verimliliği ve bakım kolaylığı da makinelerin öne çıkan avantajları arasındadır. Modern motor ve kontrol sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini önler. Fırça ve disklerin değiştirilmesi, cilalama malzemelerinin bakımı hızlı ve pratiktir; üretim hattının durma süresi minimuma indirilir. Otomatik yağlama ve temizlik sistemleri, ekipmanın ömrünü uzatır ve bakım maliyetlerini düşürür.
Gelişmiş otomatik pas giderme ve cilalama makinelerinde, işlem parametreleri sensörler ve veri toplama sistemleri aracılığıyla gerçek zamanlı olarak izlenir. Yapay zekâ destekli kontrol yazılımları, işlem parametrelerini analiz ederek optimize eder ve hattın maksimum kapasite ile çalışmasını sağlar. Bu sayede hem üretim hızı artırılır hem de parçaların yüzey kalitesi homojen olarak korunur. Veri analitiği ile bakım gereksinimleri önceden belirlenebilir ve üretim duruşları minimuma indirilir.
Otomatik pas giderme ve cilalama makineleri, yüksek üretim hızını kalite ile birleştiren, enerji verimli, güvenli ve kullanıcı dostu sistemlerdir. Modern üretim tesislerinde, bu makineler üretim süresini kısaltırken maliyetleri düşürür, kaliteyi üst seviyede tutar ve operatör güvenliğini maksimum düzeye çıkarır. Ayrıca modüler ve esnek yapısı sayesinde farklı boyut ve malzemeye sahip parçaların tek bir hat üzerinde işlenmesine olanak sağlar, böylece üretim kapasitesi ve esnekliği artırılır.
Otomatik boru iç ve dış zımpara makineleri, özellikle boru ve profil üretimi yapan endüstrilerde kullanılan yüksek verimli ve hassas işleme ekipmanlarıdır. Bu makineler, hem boruların iç yüzeylerinde hem de dış yüzeylerinde bulunan çapak, pürüz ve üretim kaynaklı düzensizlikleri gidererek, parçaların hem estetik hem de fonksiyonel açıdan üst düzey kalitede olmasını sağlar. Otomatik çalışma prensibi sayesinde operatör müdahalesi minimuma indirilir, üretim hızı artırılır ve işlenen parçaların yüzey kalitesi sürekli olarak standart seviyede tutulur.
Makinenin çalışma prensibi, borunun iç ve dış yüzeylerine kontrollü basınç ve dönme hareketi uygulayan zımpara diskleri, fırçalar veya aşındırıcı sistemler aracılığıyla yüzeyi temizlemek ve düzeltmektir. Dış yüzey zımparalama istasyonları, boru dışındaki çapakları, kaynak izlerini ve pürüzleri ortadan kaldırırken, iç yüzey zımparalama istasyonları boru içindeki çapakları, oksitlenmiş bölgeleri ve üretim sırasında oluşmuş düzensizlikleri giderir. Bu çift yönlü işleme sistemi, boruların her iki yüzeyinde homojen bir kalite sağlar.
Otomatik boru iç ve dış zımpara makineleri genellikle modüler bir yapıya sahiptir. İlk istasyonlarda kaba zımparalama işlemi gerçekleştirilirken, orta istasyonlarda daha ince aşındırıcılar devreye girer ve yüzeyin pürüzsüzleştirilmesi sağlanır. Son istasyonlarda ise cilalama veya polisaj ekipmanları ile boruların yüzeyleri estetik olarak tamamlanır. Modüler yapı, farklı çap ve uzunluktaki boruların tek bir hat üzerinde işlenmesini mümkün kılar ve üretim esnekliğini artırır.
Makinenin tasarımında iş güvenliği ve kullanım kolaylığı ön plandadır. Zımpara ve fırça istasyonları, operatörün dönen ekipmanlarla doğrudan temasını engelleyen koruyucu panellerle çevrilmiştir. Sensörler aracılığıyla hatalı parça yerleşimi, dengesiz yük veya aşırı basınç gibi durumlar tespit edilir ve sistem otomatik olarak durdurulur. Bu sayede olası kazalar önlenir. Metal tozu ve partiküller, gelişmiş vakum ve filtreleme sistemleri ile ortamdan uzaklaştırılarak çalışma alanı temiz tutulur ve makinenin ömrü uzatılır.
Enerji verimliliği ve bakım kolaylığı, otomatik boru iç ve dış zımpara makinelerinin önemli avantajlarındandır. Modern motor ve kontrol sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini önler. Zımpara disklerinin, fırçaların ve cilalama malzemelerinin bakımı hızlı ve pratiktir; üretim hattının durma süresi minimuma indirilir. Otomatik yağlama ve temizlik sistemleri, ekipmanın uzun ömürlü olmasını sağlar ve bakım maliyetlerini azaltır.
Gelişmiş modellerde işlem parametreleri sensörler ve veri toplama sistemleri ile gerçek zamanlı olarak izlenir. Yapay zekâ destekli kontrol yazılımları, işlem parametrelerini analiz ederek optimize eder ve hattın maksimum kapasite ile çalışmasını sağlar. Bu sayede hem üretim hızı artırılır hem de her borunun iç ve dış yüzey kalitesi homojen bir şekilde korunur.
Otomatik boru iç ve dış zımpara makineleri, yüksek üretim hızını kalite ile birleştiren, enerji verimli, güvenli ve kullanıcı dostu sistemlerdir. Modern üretim tesislerinde bu makineler, boru üretim süreçlerini hızlandırırken maliyetleri düşürür, kaliteyi üst seviyede tutar ve operatör güvenliğini maksimuma çıkarır. Modüler ve esnek yapısı sayesinde farklı çap ve uzunluktaki boruların tek bir hat üzerinde işlenmesini sağlar, böylece üretim kapasitesi ve esnekliği artırılır.
Otomatik boru iç ve dış zımpara makineleri, modern metal işleme tesislerinde üretim kalitesini ve verimliliği artırmak amacıyla tasarlanmış, ileri teknoloji ekipmanlardır. Bu makineler, üretim hattında boruların iç ve dış yüzeylerindeki çapak, pürüz, kaynak izi, oksitlenme ve üretimden kaynaklı diğer düzensizlikleri hızlı ve etkili bir şekilde giderir. İşlenen borular, hem estetik olarak pürüzsüz ve parlak bir yüzeye sahip olur hem de fonksiyonel açıdan kullanım ömrü uzatılmış ve dayanıklılığı artırılmış bir ürün ortaya çıkar. Otomatik yapısı sayesinde operatör müdahalesi minimuma indirilir, üretim kapasitesi artırılır ve yüzey kalitesi sürekli olarak standart seviyede tutulur.
Makinenin çalışma prensibi, borunun hem iç hem de dış yüzeylerine uygulanan kontrollü mekanik zımparalama ve cilalama işlemlerine dayanır. Dış yüzey zımparalama istasyonları, boru üzerinde kalan çapakları, kaynak artıkları ve yüzey pürüzlerini temizlerken, iç yüzey zımparalama istasyonları borunun içerisindeki çapakları, oksitlenmiş alanları ve üretim sırasında oluşmuş düzensizlikleri giderir. Bu çift yönlü işleme sistemi sayesinde, boruların her iki yüzeyinde homojen ve yüksek kalite elde edilir. İşlem sırasında zımpara disklerinin ve fırçaların devir hızı, yüzeye uygulanan basınç ve borunun ilerleme hızı hassas bir şekilde kontrol edilir; bu sayede farklı çap ve malzemeye sahip borularda optimal sonuç sağlanır.
Otomatik boru iç ve dış zımpara makineleri genellikle modüler istasyonlardan oluşur. İlk istasyonlarda kaba zımparalama yapılır, orta istasyonlarda daha ince aşındırıcılar kullanılarak yüzey pürüzsüzleştirilir ve cilalama için hazırlanır. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar veya cilalama bezleri ile yüzeyin estetik parlaklığı sağlanır. Modüler yapı, farklı çap ve uzunluktaki boruların tek bir hat üzerinde işlenmesine imkan tanır ve üretim esnekliğini artırır. Ayrıca, modüler tasarım sayesinde hat üzerinde istasyon sayısı ihtiyaca göre artırılabilir veya azaltılabilir, bu da üretim kapasitesini optimize eder.
Makinenin tasarımında iş güvenliği en üst düzeyde tutulur. Zımpara ve cilalama istasyonları, operatörün dönen ekipmanlarla doğrudan temasını engelleyen koruyucu paneller ve kapaklarla çevrilmiştir. Sensörler, hatalı parça yerleşimi, dengesiz yük veya aşırı basınç gibi durumları algılar ve sistemi anında durdurarak olası kazaları önler. Toz ve metal parçacıkları, gelişmiş vakum ve filtreleme sistemleri ile ortamdan uzaklaştırılır; bu sayede hem çalışma alanı temiz ve güvenli olur hem de makinenin performansı ve ömrü korunur.
Enerji verimliliği ve bakım kolaylığı da makinelerin öne çıkan avantajlarındandır. Modern motor ve kontrol sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini önler. Zımpara diskleri, fırçalar ve cilalama malzemeleri hızlı ve pratik bir şekilde değiştirilebilir; bu sayede üretim hattının durma süresi minimuma indirilir. Otomatik yağlama ve temizlik sistemleri ekipmanın uzun ömürlü olmasını sağlar ve bakım maliyetlerini düşürür.
Gelişmiş modellerde, tüm işlem parametreleri sensörler ve veri toplama sistemleri aracılığıyla gerçek zamanlı olarak izlenir. Yapay zekâ destekli kontrol yazılımları, zımparalama ve cilalama parametrelerini analiz ederek optimize eder, böylece üretim hattının maksimum kapasite ile çalışmasını sağlar. Bu sistemler, hem üretim hızını artırır hem de boruların iç ve dış yüzeylerinin kalite ve homojenliğini sürekli olarak korur. Veri analitiği ile bakım gereksinimleri önceden belirlenebilir ve üretim duruşları minimuma indirilir.
Otomatik boru iç ve dış zımpara makineleri, yüksek üretim hızını kalite ile birleştiren, enerji verimli, güvenli ve kullanıcı dostu sistemlerdir. Modern üretim tesislerinde, bu makineler üretim süresini kısaltırken maliyetleri düşürür, kaliteyi üst seviyede tutar ve operatör güvenliğini en üst düzeye çıkarır. Modüler ve esnek yapısı sayesinde farklı çap, uzunluk ve malzemeye sahip boruların tek bir hat üzerinde işlenmesini sağlar; bu sayede üretim kapasitesi ve esnekliği maksimuma çıkar.
Otomatik boru iç ve dış zımpara makineleri, modern metal işleme endüstrisinin vazgeçilmez ekipmanları arasında yer alır ve özellikle yüksek üretim hacmi gerektiren tesislerde verimliliği ve yüzey kalitesini artırmak için tasarlanmıştır. Bu makineler, üretim sürecinden kaynaklanan çapak, pürüz, kaynak izi, oksitlenme ve diğer yüzey kusurlarını boruların hem iç hem de dış yüzeylerinden hızlı ve etkili bir şekilde giderir. İşlem sonucunda ortaya çıkan borular, estetik olarak pürüzsüz ve homojen bir görünüme sahip olurken, fonksiyonel açıdan da dayanıklılığı artırılmış ve kullanım ömrü uzatılmış olur. Otomatik işleyiş, operatör müdahalesini minimuma indirir, üretim hızını artırır ve ürün kalitesini sürekli standart seviyede tutar.
Makinenin çalışma prensibi, borunun iç ve dış yüzeylerine uygulanan kontrollü mekanik zımparalama ve cilalama işlemlerine dayanır. Dış yüzey zımparalama istasyonları, boru üzerinde kalan çapakları, kaynak artıkları ve yüzey düzensizliklerini giderirken, iç yüzey zımparalama istasyonları boru içindeki çapakları, oksitlenmiş alanları ve üretim sırasında oluşan düzensizlikleri temizler. Bu çift yönlü işleme sistemi sayesinde boruların her iki yüzeyinde eşit ve yüksek kaliteli bir yüzey elde edilir. İşlem sırasında zımpara disklerinin ve fırçaların devir hızı, uygulanan basınç ve borunun ilerleme hızı hassas bir şekilde kontrol edilir. Bu kontrol mekanizmaları, farklı çap ve malzemeye sahip borular için optimal zımparalama ve cilalama performansı sağlar.
Otomatik boru iç ve dış zımpara makineleri, genellikle modüler bir yapıya sahiptir. İlk istasyonlarda kaba zımparalama yapılır, orta istasyonlarda daha ince aşındırıcılar devreye girer ve yüzey pürüzsüzleştirilerek cilalama için hazırlanır. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar veya cilalama bezleri ile boruların estetik parlaklığı sağlanır. Modüler yapı, farklı çap ve uzunluktaki boruların tek bir hat üzerinde işlenmesine imkan tanır ve üretim esnekliğini artırır. İhtiyaca göre istasyon sayısı artırılabilir veya azaltılabilir, bu sayede üretim hattı optimize edilir ve maliyet etkinliği artırılır.
Makinenin tasarımında iş güvenliği ön plandadır. Zımpara ve cilalama istasyonları, operatörün dönen ekipmanlarla doğrudan temasını engelleyen koruyucu paneller ve kapaklarla çevrilmiştir. Sensörler, hatalı parça yerleşimi, dengesiz yük veya aşırı basınç gibi durumları anında algılar ve sistemi durdurarak olası kazaları önler. Toz ve metal parçacıkları, gelişmiş vakum ve filtreleme sistemleri aracılığıyla ortamdan uzaklaştırılır. Bu sayede hem çalışma alanı temiz ve güvenli olur hem de makinenin performansı ve ömrü korunur.
Enerji verimliliği ve bakım kolaylığı, otomatik boru iç ve dış zımpara makinelerinin önemli avantajlarındandır. Modern motor ve kontrol sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini engeller. Zımpara disklerinin, fırçaların ve cilalama malzemelerinin bakımı hızlı ve pratiktir; böylece üretim hattının durma süresi minimuma iner. Otomatik yağlama ve temizlik sistemleri, ekipmanın ömrünü uzatır ve bakım maliyetlerini azaltır.
Gelişmiş modellerde, işlem parametreleri sensörler ve veri toplama sistemleri aracılığıyla gerçek zamanlı olarak izlenir. Yapay zekâ destekli kontrol yazılımları, zımparalama ve cilalama parametrelerini analiz ederek optimize eder ve hattın maksimum kapasite ile çalışmasını sağlar. Bu sistemler, üretim hızını artırırken boruların iç ve dış yüzeylerinin kalite ve homojenliğini sürekli olarak korur. Ayrıca veri analitiği sayesinde bakım gereksinimleri önceden belirlenebilir, üretim duruşları minimuma indirilir ve makinelerin kullanım ömrü uzatılır.
Otomatik boru iç ve dış zımpara makineleri, yüksek üretim hızını kalite ile birleştiren, enerji verimli, güvenli ve kullanıcı dostu sistemler olarak endüstride öne çıkar. Modern üretim tesislerinde bu makineler, boru üretim süreçlerini hızlandırırken maliyetleri düşürür, kaliteyi üst seviyede tutar ve operatör güvenliğini maksimum düzeye çıkarır. Modüler ve esnek yapısı sayesinde farklı çap, uzunluk ve malzemeye sahip boruların tek bir hat üzerinde işlenmesini sağlar ve üretim kapasitesi ile esnekliğini artırır.
Otomatik boru iç ve dış zımpara makineleri, günümüz metal işleme endüstrisinin üretim verimliliğini ve yüzey kalitesini artırmak için geliştirilmiş ileri düzey mühendislik sistemleridir. Bu makineler, üretim sürecinde ortaya çıkan boruların iç ve dış yüzeylerindeki çapak, pürüz, kaynak izi, oksitlenme ve diğer üretim kaynaklı kusurları hızlı ve etkili bir şekilde giderir. İşlenen borular, hem estetik açıdan pürüzsüz ve homojen bir görünüme sahip olur hem de fonksiyonel açıdan dayanıklılığı artırılmış, kullanım ömrü uzatılmış ve güvenilirliği sağlanmış olur. Otomatik çalışma prensibi sayesinde operatör müdahalesi minimuma indirgenir, üretim kapasitesi artırılır ve yüzey kalitesi sürekli olarak standart seviyede korunur.
Makinenin temel çalışma prensibi, borunun iç ve dış yüzeylerine uygulanan kontrollü mekanik zımparalama ve cilalama işlemlerine dayanır. Dış yüzey zımparalama istasyonları, boru üzerinde kalan çapakları, kaynak artıkları ve yüzey düzensizliklerini giderirken, iç yüzey zımparalama istasyonları boru içindeki çapakları, oksitlenmiş alanları ve üretim sırasında oluşan küçük düzensizlikleri temizler. Bu çift yönlü işleme sistemi sayesinde boruların her iki yüzeyinde eşit ve yüksek kaliteli bir yüzey elde edilir. İşlem sırasında kullanılan zımpara disklerinin ve fırçaların devir hızı, yüzeye uygulanan basınç ve borunun ilerleme hızı hassas bir şekilde kontrol edilir. Bu kontrol mekanizmaları, farklı çap ve malzemeye sahip borular için optimum zımparalama ve cilalama performansı sağlar.
Otomatik boru iç ve dış zımpara makineleri genellikle modüler bir yapıya sahiptir. İlk istasyonlarda kaba zımparalama gerçekleştirilir, orta istasyonlarda daha ince aşındırıcılar devreye girer ve yüzey cilalama için hazırlanır. Son istasyonlarda ise yüksek yoğunluklu mob fırçalar veya cilalama bezleri kullanılarak boruların estetik parlaklığı sağlanır. Modüler yapı, farklı çap ve uzunluktaki boruların tek bir hat üzerinde işlenmesine imkan tanır ve üretim esnekliğini artırır. İhtiyaca göre istasyon sayısı artırılabilir veya azaltılabilir, böylece üretim hattı optimize edilir ve maliyet etkinliği yükseltilir.
Makinenin tasarımında iş güvenliği ve operatör konforu ön plandadır. Zımpara ve cilalama istasyonları, operatörün dönen ekipmanlarla doğrudan temasını engelleyen koruyucu paneller ve kapaklarla çevrilmiştir. Sensörler, hatalı parça yerleşimi, dengesiz yük veya aşırı basınç gibi durumları anında algılar ve sistemi durdurarak olası kazaları önler. Toz ve metal partiküller, gelişmiş vakum ve filtreleme sistemleri aracılığıyla ortamdan uzaklaştırılır; bu sayede hem çalışma alanı temiz ve güvenli olur hem de makinenin performansı ve ömrü korunur.
Enerji verimliliği ve bakım kolaylığı, otomatik boru iç ve dış zımpara makinelerinin önemli avantajlarındandır. Modern motor ve kontrol sistemleri yalnızca işlem sırasında çalışır ve gereksiz enerji tüketimini engeller. Zımpara disklerinin, fırçaların ve cilalama malzemelerinin bakımı hızlı ve pratiktir; böylece üretim hattının durma süresi minimuma indirilir. Otomatik yağlama ve temizlik sistemleri, ekipmanın uzun ömürlü olmasını sağlar ve bakım maliyetlerini düşürür.
Gelişmiş otomatik boru iç ve dış zımpara makinelerinde işlem parametreleri sensörler ve veri toplama sistemleri aracılığıyla gerçek zamanlı olarak izlenir. Yapay zekâ destekli kontrol yazılımları, zımparalama ve cilalama parametrelerini analiz ederek optimize eder ve hattın maksimum kapasite ile çalışmasını sağlar. Bu sistemler, üretim hızını artırırken boruların iç ve dış yüzeylerinin kalite ve homojenliğini sürekli olarak korur. Veri analitiği sayesinde bakım gereksinimleri önceden belirlenebilir, üretim duruşları minimuma indirilir ve makinelerin kullanım ömrü uzatılır.
Otomatik boru iç ve dış zımpara makineleri, yüksek üretim hızını kalite ile birleştiren, enerji verimli, güvenli ve kullanıcı dostu sistemler olarak endüstride öne çıkar. Modern üretim tesislerinde bu makineler, boru üretim süreçlerini hızlandırırken maliyetleri düşürür, kaliteyi üst seviyede tutar ve operatör güvenliğini maksimum düzeye çıkarır. Modüler ve esnek yapısı sayesinde farklı çap, uzunluk ve malzemeye sahip boruların tek bir hat üzerinde işlenmesini sağlar, böylece üretim kapasitesi ve esnekliği maksimuma çıkar.
Bu makineler, boruların yüzey kalitesini artırmanın ötesinde, üretim hattında zaman tasarrufu sağlar, hatalı ürün oranını azaltır ve metal işleme süreçlerinde enerji ve iş gücü verimliliğini yükseltir. Ayrıca, farklı sektörlerdeki üretim taleplerine hızlı bir şekilde uyum sağlayabilecek esnek bir yapı sunar. İstersen bir sonraki adımda sana otomatik boru iç ve dış zımpara makinelerinin tüm işleme istasyonları, kullanılan zımpara ve fırça çeşitleri, devir ve basınç kontrol sistemleri, sensör yerleşimleri, cilalama malzemeleri ve üretim optimizasyon teknikleri hakkında daha teknik ve kapsamlı bir rehber hazırlayabilirim.
EMS Metal İşleme Makineleri

EMS Metal İşleme Makineleri olarak, endüstriyel üretim süreçlerinizi daha verimli, hassas ve kaliteli hale getirecek geniş bir makine yelpazesi sunmaktan gurur duyuyoruz. Üstün mühendislik ve ileri teknoloji ürünlerimizle, metal işleme endüstrisinin tüm ihtiyaçlarını karşılayacak çözümler sağlıyoruz. İşte sunduğumuz başlıca ürünler:
Hidrolik Transfer Presleri
Yüksek verimlilik ve otomasyon gerektiren büyük ölçekli üretim hatları için ideal olan hidrolik transfer preslerimiz, çok aşamalı işlemleri hızlı ve etkin bir şekilde gerçekleştirir. Yüksek hassasiyetli kontrol sistemleri sayesinde, ürün kalitesini artırır ve işçilik maliyetlerini düşürür.
Hidrolik Derin Sıvama Presleri
Metal levhaların karmaşık ve derin şekillendirme işlemlerini mükemmel bir hassasiyetle gerçekleştiren hidrolik derin sıvama preslerimiz, otomotiv, havacılık ve beyaz eşya gibi çeşitli endüstrilerde yüksek performans sunar. Yüksek basınç kapasitesi ile kalın ve sert metallerin işlenmesi için uygundur.
CNC Metal Sıvama (Spinning) Makineleri
Yüksek hassasiyetli CNC kontrollü metal sıvama makinelerimiz, ince metal levhaları döndürerek şekillendirmek için idealdir. Karmaşık geometriler ve hassas ölçüler için mükemmel çözümler sunar.
Etek Kesme Kordon Boğma Makineleri
Metal kapların alt eteklerinin kesilmesi ve kordon boğma işlemlerini yüksek hassasiyetle gerçekleştiren makinelerimiz, özellikle kapak ve kap üretiminde kalite ve verimlilik sağlar.
Kenar Kıvırma ve Kenar Kapama Makineleri
Metal parçaların kenarlarını kıvırma ve kapama işlemlerini gerçekleştiren makinelerimiz, düzgün ve dayanıklı kenar işlemleri sunar. Bu makineler, ambalaj, otomotiv ve beyaz eşya endüstrilerinde yaygın olarak kullanılır.
Boru ve Profil Bükme Makineleri
Farklı çap ve şekillerdeki boru ve profillerin hassas bir şekilde bükülmesini sağlayan makinelerimiz, inşaat, otomotiv ve mobilya sektörlerinde kullanılır. Güçlü yapıları ve hassas kontrol sistemleri ile yüksek kalite sağlar.
Silindirik Kaynak Makineleri
Silindirik parçaların mükemmel doğrulukla kaynaklanmasını sağlayan makinelerimiz, boru, tank ve diğer silindirik yapıların üretiminde yüksek kalite sunar.
Otomatik Mop Polisaj ve Zımpara Makineleri
Metal yüzeylerin pürüzsüz ve parlak hale getirilmesi için kullanılan otomatik mop polisaj ve zımpara makinelerimiz, çeşitli metal işleme sektörlerinde üstün yüzey kalitesi sağlar.
Daire Kesme Makineleri
Metal levhaların dairesel kesim işlemlerini hassas ve hızlı bir şekilde gerçekleştiren daire kesme makinelerimiz, yüksek üretim kapasitesi ve düşük hurda oranları ile öne çıkar.
EMS olarak, siz değerli müşterilerimize en ileri teknolojilerle donatılmış, dayanıklı ve verimli makineler sunmaktan memnuniyet duyarız. Ürünlerimiz ve hizmetlerimiz hakkında daha fazla bilgi almak için bizimle iletişime geçin. Sizlere en iyi çözümleri sunmak için buradayız.
Cıvata ve Akıllı Vida Kafası Boyama Makinesi
Modern endüstriyel üretim süreçlerinde, kalite kontrol ve verimlilik büyük önem taşır. Bu bağlamda, cıvata ve vida üretiminde, özellikle kafa boyama işlemi kritik bir adımdır. Cıvata ve akıllı vida kafası boyama makineleri, üretim hattında otomasyonu ve hassasiyeti sağlayarak bu işlemi optimize eder. Bu makineler, geleneksel yöntemlere göre birçok avantaj sunar ve endüstride devrim niteliğinde yenilikler getirir.