

Servo Motor Tahrikli Eksantrik Pres: Mekanik eksantrik presler, endüstride en yaygın kullanılan ve en güvenilir pres tipleri arasında yer alır. Bu presler, adını koçun hareketini sağlayan eksantrik mekanizmadan alır; yani krank mili veya eksantrik disk aracılığıyla lineer koç hareketi elde edilir. Mekanik eksantrik presler, özellikle metal şekillendirme, kesme, bükme, derin çekme ve progresif kalıp uygulamaları için idealdir. Basit ama güçlü mekanik yapıları sayesinde uzun ömürlü ve yüksek üretim hızına sahip makineler olarak bilinirler.
Mekanik yapı ve tahrik sistemi, bu preslerin performansının temelini oluşturur. Koç hareketi genellikle tek veya çift krank mili, biyel kollar ve yatak sistemleri ile sağlanır. Mekanik sistemler, enerji transferini doğrudan koç hareketine dönüştürür ve bu sayede basma kuvveti stabil, hızlı ve tekrar edilebilir bir şekilde uygulanır. Mekanik eksantrik presler, farklı tonajlarda üretilebildiği için hem hafif sanayi tiplerinden ağır sanayi uygulamalarına kadar geniş bir yelpazede kullanılabilir.
Kalıp entegrasyonu ve uygulama çeşitliliği, mekanik eksantrik preslerin en büyük avantajlarından biridir. Açık veya kapalı kolon tasarımı, presin erişim kolaylığını belirlerken kalıp tablası genellikle hidrolik veya mekanik sabitleme sistemleri ile donatılır. Bu preslerde progresif kalıplar, derin çekme kalıpları veya kesme kalıpları kolayca monte edilebilir. Kalıp tasarımı, işlenecek malzeme türü, kalınlığı ve geometrisine göre optimize edilir, böylece hem parça kalitesi artırılır hem de presin mekanik ömrü korunur.
Üretim hızı ve hassasiyet, mekanik eksantrik preslerin güçlü yönlerindendir. Mekanik sistemler, koç vuruşlarının yüksek hızda ve tekrar edilebilir şekilde gerçekleşmesini sağlar. Koçun hareket profili, eksantrik mekanizma sayesinde istenilen basma kuvveti ve hızıyla uyumlu şekilde ayarlanabilir. Bu sayede yüksek seri üretim hatlarında üretim verimliliği maksimize edilir. Mekanik presler, özellikle standart geometrili parçaların şekillendirilmesinde ve seri üretim uygulamalarında tercih edilir.
Dayanıklılık ve bakım avantajları, mekanik eksantrik presleri öne çıkarır. Mekanik yapıları basit ve sağlamdır; aşınan parçalar kolayca değiştirilebilir. Biyel kollar, yataklar ve eksantrik miller, düzenli yağlama ile uzun ömürlü çalışır. Ayrıca mekanik preslerde elektrik veya hidrolik sistemlere kıyasla arıza oranı düşüktür, bu da plansız duruşların önüne geçer.
İş güvenliği, mekanik eksantrik preslerde operatör için kritik bir konudur. Modern makinelerde ışık perdeleri, acil durdurma sistemleri, mekanik ve elektronik emniyet kapıları gibi güvenlik donanımları standart olarak bulunur. Bu sistemler, operatörün güvenli çalışmasını sağlarken üretim sürekliliğini de korur.
Uygulama alanları, mekanik eksantrik presleri geniş bir yelpazede kullanıma uygun kılar. Otomotiv, beyaz eşya, elektronik, metal eşya üretimi ve küçük-orta ölçekli endüstriyel atölyeler, bu preslerin yoğun olarak kullanıldığı sektörlerdir. Hafif sanayi preslerinden yüksek tonajlı ağır sanayi preslerine kadar çeşitli modeller mevcuttur.
Sonuç olarak, mekanik eksantrik presler, yüksek üretim hızı, tekrar edilebilirlik, dayanıklılık ve düşük bakım ihtiyacı ile metal şekillendirme sektöründe vazgeçilmez bir araçtır. Kompakt tasarım, farklı kalıp entegrasyonu imkânı, yüksek tonaj ve üretim kapasitesi, bu presleri hem küçük atölyeler hem de büyük üretim tesisleri için ideal kılar.
İstersen bir sonraki adımda sana mekanik eksantrik preslerde koç hareket optimizasyonu, tonaj seçimi, kalıp tasarımı ve seri üretim hatlarına entegrasyonu ile ilgili teknik detayları da uzun bir yazı halinde aktarabilirim.
Mekanik eksantrik presler, endüstriyel üretim süreçlerinde güvenilirlik, hız ve hassasiyet açısından tercih edilen makineler arasında öne çıkar. Bu presler, adını koç hareketini sağlayan eksantrik mekanizmadan alır; yani krank mili veya eksantrik disk aracılığıyla lineer koç hareketi elde edilir. Mekanik eksantrik presler, basit ama sağlam yapıları sayesinde uzun ömürlüdür ve yüksek üretim hızına ulaşabilirler. Genellikle metal şekillendirme, kesme, bükme, derin çekme, progresif ve çok istasyonlu kalıp uygulamaları gibi işlemlerde kullanılır.
Mekanik yapı ve tahrik sistemi, bu preslerin performansını belirleyen en kritik unsurlardır. Koç hareketi, genellikle tek veya çift krank mili, biyel kollar ve yatak sistemleri aracılığıyla sağlanır. Mekanik tahrik sistemi, enerjiyi doğrudan koç hareketine dönüştürerek basma kuvvetini stabil ve tekrar edilebilir şekilde uygular. Mekanik eksantrik presler, farklı tonajlarda üretilebildiği için hem hafif sanayi uygulamalarında hem de ağır sanayi işlemlerinde kullanılabilir. Tonaj seçimi, işlenecek malzemenin türü, kalınlığı ve kalıp tasarımına göre belirlenir; bu sayede üretimde optimum verimlilik ve kalite sağlanır.
Kalıp entegrasyonu ve montaj kolaylığı, mekanik eksantrik preslerin esnekliğini artıran önemli faktörlerdir. Açık veya kapalı kolon tasarımı, presin erişim kolaylığını ve operatör konforunu etkiler. Kalıp tablası genellikle hidrolik veya mekanik sabitleme sistemleri ile donatılır ve kalıplar pres tablasına güvenli bir şekilde sabitlenir. Mekanik preslerde progresif kalıplar, derin çekme kalıpları ve kesme kalıpları rahatlıkla kullanılabilir. Kalıp tasarımı, işlenecek malzemenin türü ve geometrisine göre optimize edilir; böylece hem parçaların boyutsal hassasiyeti korunur hem de presin mekanik ömrü artırılır.
Üretim hızı ve hassasiyet, mekanik eksantrik preslerin en güçlü yönlerindendir. Mekanik sistemler, koç vuruşlarının yüksek hızda ve tekrar edilebilir şekilde gerçekleşmesini sağlar. Koçun hareket profili, eksantrik mekanizma sayesinde istenilen basma kuvveti ve hız ile uyumlu hale getirilebilir. Bu özellik, özellikle seri üretim hatlarında verimliliğin maksimize edilmesini sağlar. Standart geometrili parçaların şekillendirilmesinde ve tekrarlanabilir üretimlerde mekanik eksantrik presler, güvenilirlikleri ile ön plana çıkar.
Dayanıklılık ve bakım kolaylığı, mekanik eksantrik preslerin uzun süre güvenle kullanılmasını sağlar. Mekanik yapıları basit ve sağlamdır, bu sayede aşınan parçalar kolaylıkla değiştirilebilir. Biyel kollar, yataklar ve eksantrik miller, düzenli yağlama ile uzun ömürlü çalışır. Ayrıca mekanik preslerde elektrik veya hidrolik sistemlere kıyasla arıza oranı düşüktür; plansız duruşlar minimuma iner. Bu durum, üretim maliyetlerini azaltırken üretim sürekliliğini artırır.
İş güvenliği, mekanik eksantrik preslerde kritik bir faktördür. Modern makinelerde ışık perdeleri, acil durdurma sistemleri, mekanik ve elektronik emniyet kapıları gibi donanımlar standart olarak bulunur. Bu sistemler, operatörün güvenli çalışmasını sağlarken üretim süreçlerinin kesintisiz devam etmesine yardımcı olur. Ayrıca presin mekanik yapısı, ani yüklenmeler ve titreşimlere karşı dayanıklı olacak şekilde tasarlanır; bu da güvenli ve stabil bir üretim ortamı sağlar.
Uygulama alanları, mekanik eksantrik presleri endüstride çok yönlü kılar. Otomotiv sektöründe metal gövde parçalarının şekillendirilmesinde, beyaz eşya üretiminde, elektronik ve küçük metal eşya üretiminde yoğun şekilde kullanılır. Hafif sanayi tiplerinden yüksek tonajlı ağır sanayi preslerine kadar farklı modeller mevcuttur. Mekanik eksantrik presler, hem tek parça üretimlerinde hem de seri üretim hatlarında güvenilir ve ekonomik çözümler sunar.
Enerji verimliliği ve üretim optimizasyonu, mekanik eksantrik preslerin diğer avantajlarındandır. Mekanik tahrik sistemi, enerji kaybını minimuma indirir ve verimli bir şekilde koç hareketini sağlar. Bazı modellerde servo motor veya elektronik kontrol sistemleri entegrasyonu ile üretim hızı ve basma kuvveti optimize edilebilir. Otomatik yağlama sistemleri ve düzenli bakım uygulamaları, presin mekanik ömrünü uzatır ve arıza risklerini azaltır.
Sonuç olarak, mekanik eksantrik presler, yüksek üretim hızı, dayanıklılık, tekrar edilebilirlik ve düşük bakım ihtiyacı ile endüstriyel üretimde vazgeçilmez makineler arasında yer alır. Kompakt tasarımı, farklı kalıp entegrasyonu imkânı, yüksek tonaj kapasitesi ve uzun ömrü, hem küçük atölyeler hem de büyük üretim tesisleri için ideal çözümler sunar.
İstersen bir sonraki adımda sana mekanik eksantrik preslerde ileri seviye koç ve kalıp optimizasyonu, titreşim analizi, farklı malzeme tipleri için işlem parametreleri ve seri üretim hattına entegrasyon teknikleri hakkında detaylı bir rehber sunabilirim.
Mekanik eksantrik presler, endüstriyel üretimde güç, hız ve hassasiyeti bir arada sunan makineler olarak öne çıkar. Bu presler, koç hareketini sağlayan eksantrik mekanizma sayesinde iş parçasına doğrusal ve kontrollü bir basma kuvveti uygular. Mekanik eksantrik preslerin temel avantajı, enerjiyi doğrudan mekanik tahrik sisteminden alarak yüksek üretim hızında bile tekrar edilebilir ve sabit kuvvet uygulayabilmesidir. Bu özellik, özellikle metal şekillendirme, derin çekme, bükme, kesme, progresif kalıp ve çok istasyonlu üretim uygulamalarında vazgeçilmez bir avantaj sağlar.
Mekanik tasarım ve tahrik sistemi, presin performansını belirleyen en önemli unsurlardır. Mekanik eksantrik preslerde koç hareketi genellikle tek veya çift krank mili, biyel kollar ve yüksek hassasiyetli yatak sistemleri ile sağlanır. Bu mekanik düzenleme, koç hareketinin dengeli ve titreşimsiz olmasını garanti eder. Aynı zamanda bu yapı, presin mekanik ömrünü uzatır ve uzun süreli üretimde bile basma kuvvetinin sabit kalmasını sağlar. Yüksek tonajlı modellerde rijit kolon yapısı ve sağlam tabla tasarımı, ağır yük altında bile presin stabil çalışmasını destekler.
Kalıp entegrasyonu, mekanik eksantrik preslerin kullanım alanını genişleten bir diğer önemli özelliktir. Açık veya kapalı kolon yapısı, pres tablasına kalıpların hızlı ve güvenli bir şekilde monte edilmesine olanak tanır. Kalıp tablası genellikle hidrolik veya mekanik sıkma sistemleri ile donatılmıştır ve kalıpların güvenli bir şekilde sabitlenmesini sağlar. Bu sayede progresif kalıplar, derin çekme kalıpları, kesme kalıpları ve özel şekillendirme kalıpları kolaylıkla kullanılabilir. Kalıp tasarımı, işlenecek malzemenin türü, kalınlığı ve geometrisine göre optimize edilir, böylece parçaların boyutsal hassasiyeti korunur ve presin mekanik ömrü uzatılır.
Üretim hızı ve hassasiyet, mekanik eksantrik preslerin öne çıkan özelliklerindendir. Koçun hareket profili, eksantrik mekanizma sayesinde istenilen basma kuvveti ve hız ile uyumlu hale getirilebilir. Bu mekanik hassasiyet sayesinde özellikle seri üretim uygulamalarında verimlilik maksimum seviyeye çıkar. Mekanik presler, standart geometrili parçaların şekillendirilmesinde yüksek tekrar edilebilirlik ve stabilite sağlar. Koç hızı, vuruş mesafesi ve basma kuvveti, makine tasarımına göre hassas şekilde ayarlanabilir, böylece üretim süreçlerinde kalite sürekli olarak korunur.
Dayanıklılık ve bakım kolaylığı, mekanik eksantrik preslerin uzun süre güvenle kullanılmasını sağlar. Mekanik yapısı basit ve sağlam olduğundan aşınan parçalar kolayca değiştirilebilir. Biyel kollar, yataklar ve eksantrik miller düzenli yağlama ile uzun ömürlü çalışır. Mekanik presler, elektrik veya hidrolik sistemlere kıyasla arıza oranı düşük olan makineler olarak öne çıkar. Plansız duruşlar minimuma indirilir ve bu da üretim sürekliliğini artırır.
İş güvenliği, mekanik eksantrik preslerde kritik bir faktördür. Modern makinelerde ışık perdeleri, acil durdurma sistemleri, mekanik ve elektronik emniyet kapıları gibi güvenlik donanımları standart olarak bulunur. Bu sistemler operatörün güvenli çalışmasını sağlarken, üretim süreçlerinin kesintisiz devam etmesine de yardımcı olur. Mekanik presin rijit ve sağlam yapısı, ani yüklenmeler ve titreşimler karşısında stabil bir çalışma ortamı sağlar ve operatör güvenliğini maksimum seviyeye çıkarır.
Uygulama alanları, mekanik eksantrik presleri çok yönlü kılar. Otomotiv sektöründe gövde ve metal parça üretiminde, beyaz eşya ve elektronik sektörlerinde, küçük ve orta ölçekli atölyelerde yoğun şekilde kullanılır. Hafif sanayi tiplerinden yüksek tonajlı ağır sanayi preslerine kadar farklı modeller mevcuttur. Mekanik eksantrik presler, hem tek parça üretimlerinde hem de seri üretim hatlarında güvenilir ve ekonomik çözümler sunar.
Enerji verimliliği ve otomasyon entegrasyonu, modern mekanik eksantrik preslerde önemli avantajlar sağlar. Mekanik tahrik sistemi, enerjiyi doğrudan koç hareketine aktarır ve kayıpları minimuma indirir. Bazı modellerde servo motor veya elektronik kontrol sistemleri ile koç hızı, vuruş mesafesi ve basma kuvveti optimize edilebilir. Otomatik yağlama sistemleri ve önleyici bakım programları sayesinde presin mekanik ömrü uzatılır ve arıza riskleri azaltılır. Bu sayede üretim maliyetleri düşer ve üretim sürekliliği sağlanır.
Sonuç olarak, mekanik eksantrik presler, yüksek üretim hızı, dayanıklılık, hassasiyet, düşük bakım ihtiyacı ve uzun ömür gibi özellikleri ile endüstriyel üretimde vazgeçilmez makineler olarak öne çıkar. Kompakt ve sağlam tasarımı, farklı kalıp entegrasyonu imkânı, yüksek tonaj kapasitesi ve tekrar edilebilir üretim performansı, hem küçük atölyeler hem de büyük üretim tesisleri için ideal çözümler sunar.
Mekanik eksantrik presler, endüstriyel üretimde yüksek verimlilik, dayanıklılık ve hassasiyet sağlayan makineler olarak uzun yıllardır tercih edilmektedir. Bu presler, adını koç hareketini sağlayan eksantrik mekanizmadan alır; yani krank mili veya eksantrik disk aracılığıyla lineer bir koç hareketi elde edilir. Mekanik eksantrik presler, özellikle metal şekillendirme, bükme, kesme, derin çekme, progresif kalıplar ve çok istasyonlu üretim hatları gibi işlemler için tasarlanmıştır ve küçük atölyelerden büyük üretim tesislerine kadar geniş bir kullanım alanına sahiptir.
Mekanik yapı ve tahrik sistemi, bu preslerin performansını belirleyen en kritik unsurlardır. Koç hareketi, genellikle tek veya çift krank mili, biyel kollar ve yüksek hassasiyetli yatak sistemleri aracılığıyla sağlanır. Bu mekanik düzenleme sayesinde koç hareketi dengeli ve titreşimsiz olur, basma kuvveti stabil ve tekrar edilebilir bir şekilde iş parçasına uygulanır. Mekanik eksantrik presler, farklı tonajlarda üretilebildiği için hem hafif sanayi tiplerinde hem de ağır sanayi uygulamalarında kullanılabilir. Tonaj seçimi, işlenecek malzemenin türü, kalınlığı ve kalıp tasarımına göre yapılır; bu sayede üretimde optimum kalite ve verimlilik sağlanır.
Kalıp entegrasyonu ve montaj kolaylığı, mekanik eksantrik preslerin öne çıkan özelliklerinden biridir. Açık veya kapalı kolon yapısı, operatörün pres tablasına ve kalıplara kolay erişimini sağlar. Kalıp tablası, genellikle hidrolik veya mekanik sıkma sistemleri ile donatılmıştır ve kalıplar güvenli bir şekilde sabitlenir. Bu sayede progresif kalıplar, derin çekme kalıpları, kesme kalıpları ve özel şekillendirme kalıpları rahatlıkla kullanılabilir. Kalıp tasarımı, işlenecek malzemenin türü, kalınlığı ve geometrisine göre optimize edilir; böylece parçaların boyutsal hassasiyeti korunur ve presin mekanik ömrü artırılır.
Üretim hızı ve hassasiyet, mekanik eksantrik preslerin en güçlü yönlerindendir. Koçun hareket profili, eksantrik mekanizma sayesinde istenilen basma kuvveti ve hız ile uyumlu hale getirilebilir. Bu mekanik hassasiyet sayesinde özellikle seri üretim hatlarında verimlilik maksimum seviyeye çıkar. Mekanik presler, standart geometrili parçaların şekillendirilmesinde yüksek tekrar edilebilirlik ve stabilite sağlar. Koç hızı, vuruş mesafesi ve basma kuvveti, makine tasarımına göre hassas şekilde ayarlanabilir; bu sayede üretim süreçlerinde kalite sürekli olarak korunur ve hatalı ürün oranı minimuma iner.
Dayanıklılık ve bakım kolaylığı, mekanik eksantrik preslerin uzun süre güvenle kullanılmasını sağlar. Mekanik yapıları basit ve sağlam olduğundan aşınan parçalar kolayca değiştirilebilir. Biyel kollar, yataklar ve eksantrik miller düzenli yağlama ile uzun ömürlü çalışır. Mekanik presler, elektrik veya hidrolik sistemlere kıyasla arıza oranı düşük olan makineler olarak öne çıkar. Plansız duruşlar minimuma indirilir, bu da üretim sürekliliğini artırır ve maliyetleri düşürür.
İş güvenliği, mekanik eksantrik preslerde kritik bir öneme sahiptir. Modern makinelerde ışık perdeleri, acil durdurma sistemleri, mekanik ve elektronik emniyet kapıları gibi güvenlik donanımları standart olarak bulunur. Bu sistemler, operatörün güvenli çalışmasını sağlarken üretim süreçlerinin kesintisiz devam etmesine de yardımcı olur. Mekanik presin rijit ve sağlam yapısı, ani yüklenmeler ve titreşimler karşısında stabil bir çalışma ortamı sağlar ve operatör güvenliğini maksimum seviyeye çıkarır.
Uygulama alanları, mekanik eksantrik preslerin endüstride çok yönlü kullanılmasına imkân verir. Otomotiv sektöründe metal gövde parçalarının şekillendirilmesinde, beyaz eşya üretiminde, elektronik ve küçük metal eşya üretiminde yoğun olarak kullanılır. Hafif sanayi tiplerinden yüksek tonajlı ağır sanayi preslerine kadar farklı modeller mevcuttur. Mekanik eksantrik presler, hem tek parça üretimlerinde hem de seri üretim hatlarında güvenilir ve ekonomik çözümler sunar.
Enerji verimliliği ve otomasyon entegrasyonu, modern mekanik eksantrik preslerde üretim maliyetlerini düşüren ve verimliliği artıran diğer önemli avantajlardır. Mekanik tahrik sistemi, enerjiyi doğrudan koç hareketine aktarır ve kayıpları minimuma indirir. Bazı modellerde servo motor veya elektronik kontrol sistemleri ile koç hızı, vuruş mesafesi ve basma kuvveti optimize edilebilir. Otomatik yağlama sistemleri ve önleyici bakım programları sayesinde presin mekanik ömrü uzatılır ve arıza riski azaltılır. Bu sayede üretim sürekliliği sağlanır ve işletme maliyetleri düşer.
Titreşim ve mekanik denge optimizasyonu, mekanik eksantrik preslerde yüksek hassasiyetli üretim için kritik bir unsurdur. Koç ve biyel sistemleri, doğru balans ve rijitlik ile tasarlanarak titreşimlerin minimuma indirilmesini sağlar. Bu, özellikle hassas metal şekillendirme ve derin çekme uygulamalarında parçaların boyutsal doğruluğunu artırır. Aynı zamanda presin uzun ömürlü ve güvenli çalışmasını destekler.
Sonuç olarak, mekanik eksantrik presler, yüksek üretim hızı, tekrar edilebilirlik, dayanıklılık, düşük bakım ihtiyacı ve uzun ömür gibi özellikleriyle endüstriyel üretimde vazgeçilmez makineler arasında yer alır. Kompakt ve sağlam tasarımı, farklı kalıp entegrasyonu imkânı, yüksek tonaj kapasitesi ve hassas üretim performansı, hem küçük atölyeler hem de büyük üretim tesisleri için ideal çözümler sunar. Modern mekanik eksantrik presler, ayrıca otomasyon sistemleri ve dijital izleme teknolojileriyle birleştirildiğinde üretim verimliliğini ve kaliteyi en üst düzeye çıkarır.
İstersen bir sonraki adımda sana mekanik eksantrik preslerde ileri düzey koç ve kalıp optimizasyonu, tonaj hesaplamaları, farklı malzeme tipleri için basma parametreleri, seri üretim hatlarına entegrasyon ve titreşim analiz yöntemleri hakkında kapsamlı ve teknik bir rehber hazırlayabilirim.
Eksantrik pres
Eksantrik pres, mekanik presler sınıfına giren, döner hareketi doğrusal sıkıştırma kuvvetine dönüştürerek metal, plastik veya diğer malzemelerin şekillendirilmesinde kullanılan bir makinedir. Temel prensibi, elektrik motoru veya tahrik sistemiyle döndürülen volanın (flywheel) krank mili ve biyel kolu aracılığıyla pres tablasına doğrusal ve güçlü bir baskı uygulamasıdır. Bu sayede kesme, delme, bükme, kabartma ve şekil verme gibi birçok işlem yüksek hızda ve tekrarlanabilir hassasiyetle yapılabilir.
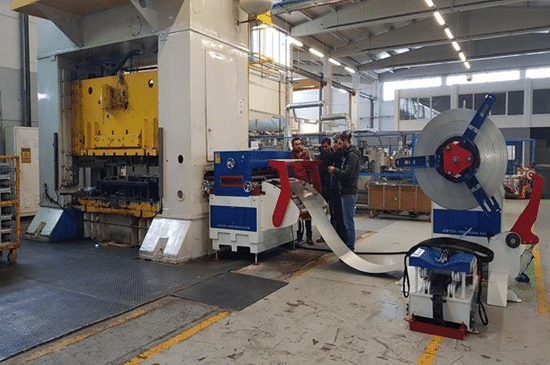
Eksantrik presler; kompakt yapıları, hızlı çevrim süreleri ve farklı tonaj seçenekleriyle, özellikle seri üretim hatlarında yaygın olarak tercih edilir. Gövdesi genellikle dökme çelikten imal edilir ve titreşimleri sönümleyecek şekilde tasarlanır. Çalışma tablası (kalıp bağlama yüzeyi) ile koç (ram) kısmı arasında kalıp setleri yerleştirilir. Makine, pedal veya otomatik besleme sistemleriyle çalıştırılabilir; güvenlik açısından çift el butonu, ışık bariyeri ve koruma kafesi gibi donanımlar eklenir.
Başlıca türleri:
- C Tipi Eksantrik Pres: Açık gövdeli, küçük ve orta tonaj işlerde yaygın.
- H Tipi Eksantrik Pres: Kapalı gövdeli, yüksek tonaj ve ağır işlerde kullanılır.
- Tek Vuruşlu (Single Stroke): Her komutta tek baskı yapar.
- Sürekli Vuruşlu (Continuous Stroke): Seri üretim için aralıksız çalışır.
- Yarı Otomatik / Otomatik Beslemeli: Sac levha veya şerit malzemeyi otomatik ilerleten sistemlere sahiptir.
Eksantrik presler, hassasiyet ve hız gerektiren endüstrilerde — özellikle otomotiv, beyaz eşya, elektronik, savunma ve bağlantı elemanları üretiminde — kritik öneme sahiptir. Doğru kalıp tasarımı ve pres ayarları ile hem üretim verimliliği artar hem de malzeme israfı minimuma iner.
Eksantrik presler, endüstriyel imalatın en temel ve en eski makine gruplarından biri olarak, günümüzde hala yüksek verimlilik ve tekrarlanabilir kalite gerektiren üretim süreçlerinin merkezinde yer alır. Temel amacı, mekanik enerji biriktirerek bu enerjiyi kısa sürede ve kontrollü bir biçimde iş parçasına aktarmaktır. Bu işlem, volan adı verilen ağır ve dengeli bir tekerleğin motor yardımıyla yüksek devirlere ulaşması, ardından bu dönme hareketinin krank-biyel sistemiyle doğrusal harekete çevrilmesiyle gerçekleşir. Koç adı verilen hareketli parça, bu doğrusal hareket sayesinde kalıp setinin üst kısmına kuvvet uygular ve malzeme kalıp boşluğunda istenilen şekle girer.
Eksantrik preslerde güç, iki ana unsura bağlıdır: presin tonaj kapasitesi ve vuruş uzunluğu. Tonaj, presin maksimum baskı kuvvetini belirlerken, vuruş uzunluğu kalıbın hareket mesafesini ifade eder. Çoğu zaman, maksimum baskı kuvveti sadece krankın belirli bir açısında, yani koç alt ölü noktaya (BDC – Bottom Dead Center) çok yakınken elde edilir. Bu nedenle, pres ayarları yapılırken kalıbın kapanma noktası ve malzemenin sıkıştırılacağı konum çok hassas bir şekilde belirlenmelidir.
Bu makineler, küçük atölyelerden devasa üretim tesislerine kadar her ölçekte kullanılabilir. Küçük tonajlı modeller ince sac kesme, delme ve küçük parçaların şekillendirilmesinde tercih edilirken; yüksek tonajlı, kapalı gövdeli modeller otomotiv endüstrisinde kaporta panelleri, şasi parçaları gibi büyük ve kalın malzemelerin şekillendirilmesinde vazgeçilmezdir. Modern üretim hatlarında eksantrik presler çoğunlukla otomatik besleme üniteleri, şerit ilerletme mekanizmaları, hurda boşaltma sistemleri ve robotik kol entegrasyonlarıyla donatılır. Bu sayede insan müdahalesi azalır, üretim hızı artar ve iş güvenliği seviyesi yükselir.
Eksantrik preslerin gövdesi, genellikle tek parça dökme çelikten üretilir. Bu yapı, baskı sırasında oluşan yüksek kuvvetleri sönümleyerek makine ömrünü uzatır ve titreşim kaynaklı ölçü sapmalarını önler. Volan sistemi ise torku depolayarak motorun her vuruşta aşırı zorlanmasını engeller. Yağlama sistemleri, hem krank mekanizmasının hem de sürtünmeye maruz kalan diğer parçaların uzun süre sorunsuz çalışmasını sağlar. Günümüzde, pek çok üretici bu makinelerde merkezi otomatik yağlama sistemlerini standart olarak sunar.
Güvenlik konusu eksantrik preslerde son derece kritiktir. Makinenin kontrol paneline entegre çift el butonu, operatörün ellerinin baskı alanından uzak olmasını garanti eder. Işık bariyerleri, çalışma alanına herhangi bir cisim girdiğinde makineyi otomatik olarak durdurarak kazaları önler. Bazı gelişmiş modeller, presin yük altında anormal kuvvet hissetmesi durumunda acil durdurma mekanizmasını devreye sokar ve hidrolik yük sınırlayıcılarla kalıp veya pres gövdesinin zarar görmesini engeller.
Üretim ekonomisi açısından bakıldığında, eksantrik preslerin en büyük avantajı, çok yüksek üretim hızlarına ulaşabilmeleridir. Uygun kalıplar ve malzeme besleme sistemleriyle dakikada yüzlerce parça üretmek mümkündür. Bu da birim başına düşen maliyeti önemli ölçüde düşürür. Ayrıca, bu makineler uzun yıllar boyunca doğru bakım ile sorunsuz çalışabildiğinden yatırım geri dönüş süreleri oldukça kısadır.
İstersen, bir sonraki adımda sana eksantrik preslerde kullanılan kalıp tiplerini ve bu kalıpların hangi işlerde tercih edildiğini detaylı şekilde anlatabilirim. Bu, konuyu çok daha tamamlayıcı hale getirir.
Eksantrik presler, hem teknolojik gelişmelere uyum sağlayabilen hem de mekanik basitliğinden dolayı uzun ömürlü ve güvenilir çalışma özelliklerini koruyan makineler olarak, sanayinin neredeyse tüm alanlarında vazgeçilmez bir rol üstlenir. Temel çalışma mantığı, mekanik enerjiyi kısa bir zaman diliminde yoğun bir kuvvete dönüştürmek olsa da, bu sürecin arka planında oldukça hassas mühendislik unsurları yer alır. Presin krank mili, biyel kolu ve koç mekanizması, yüksek hızlarda bile minimum boşluk (backlash) ve maksimum rijitlik sağlayacak şekilde üretilir. Bu sayede, kalıp içinde şekillendirilecek malzeme her vuruşta aynı hassasiyetle işlenir.
Preslerde enerji yönetimi büyük önem taşır. Volan, motorun sağladığı torku depolayarak ani güç ihtiyacında bu enerjiyi serbest bırakır. Bu özellik, elektrik motorunun gereksiz yere yüksek güçte seçilmesini önler ve enerji verimliliğini artırır. Modern eksantrik preslerde volan hız kontrolü, frekans invertörleri sayesinde yapılabilir. Böylece, farklı iş parçaları ve malzemeler için en uygun vuruş hızı kolayca ayarlanır.
Eksantrik preslerin üretimde sağladığı avantajlardan biri de çok çeşitli kalıp tipleriyle uyumlu çalışabilmesidir. Tek istasyonlu kesme kalıplarından, çok kademeli (progressive) kalıplara, transfer kalıplarından bükme ve derin çekme kalıplarına kadar geniş bir yelpazede üretim yapılabilir. Çok kademeli kalıplar sayesinde, bir sac şerit presin her vuruşunda farklı bir işlem görür ve sonunda bitmiş ürün olarak çıkar. Bu, üretim süresini kısaltırken malzeme israfını da minimuma indirir.
Ağır hizmet tipi eksantrik presler, özellikle otomotiv, beyaz eşya ve tarım makineleri endüstrisinde, kalın sacların şekillendirilmesinde veya yüksek mukavemetli çeliklerin işlenmesinde kullanılır. Daha küçük tonajlı modeller ise bağlantı elemanları üretimi, elektrik-elektronik bileşenlerin damgalanması, ince metal parçaların perforasyonu gibi hassas işlerde tercih edilir. Örneğin, bir vida başının şekillendirilmesinde kullanılan kalıp seti, milimetrik hassasiyet ister; eksantrik presler bu tekrarlanabilirliği sağlamakta son derece başarılıdır.
Bakım ve işletme açısından eksantrik preslerin düzenli kontrolü, makinenin ömrünü uzatır ve üretim kalitesini garanti eder. Yağ seviyeleri, yatak boşlukları, krank mili hizası, koç paralelliği ve kalıp bağlama noktaları belirli periyotlarla kontrol edilmelidir. Ayrıca, çalışma sırasında oluşabilecek titreşimler ve gürültü seviyeleri, presin mekanik sağlığı hakkında önemli ipuçları verir. Titreşimde artış, çoğu zaman rulmanlarda aşınma, biyel kolunda boşluk veya koç kılavuzlarında hizalama sorunu olduğuna işaret eder.
Eksantrik preslerde iş güvenliği, sadece koruma ekipmanlarıyla değil, aynı zamanda operatör eğitimleriyle de sağlanır. Operatörlerin kalıp değişimi, malzeme besleme, hurda temizleme ve arıza durumlarında doğru müdahale tekniklerini bilmesi, kazaların önlenmesinde kritik rol oynar. Günümüzde, bazı modern preslerde sensör destekli akıllı güvenlik sistemleri bulunur; bu sistemler, kalıbın yanlış bağlanması, malzemenin hatalı konumlanması veya presin aşırı yüklenmesi durumlarında otomatik olarak uyarı verir ya da makineyi durdurur.
Üretim planlamasında eksantrik preslerin bir diğer avantajı, farklı üretim partilerine kolayca uyarlanabilmeleridir. Kalıp değişim sürelerini kısaltan hızlı bağlama sistemleri, aynı presin gün içinde farklı ürünler üretmesini mümkün kılar. Bu özellik, esnek üretim stratejileri izleyen işletmeler için ciddi bir zaman ve maliyet tasarrufu sağlar.
Eksantrik preslerde enerji verimliliği konusu, günümüz endüstrisinde maliyet kontrolü ve sürdürülebilirlik hedefleri açısından öne çıkan bir başlıktır. Geleneksel mekanik preslerde enerji tüketimi, volanın sürekli dönmesi ve presin her çevrimde motor gücü kullanmasıyla gerçekleşirken, modern sistemlerde bu süreç optimize edilmiştir. Frekans invertörleri ile volan hızının iş yüküne göre ayarlanabilmesi, gereksiz enerji sarfiyatını önler. Ayrıca servo motor destekli hibrit pres sistemleri, sadece vuruş anında enerji çekerek klasik tasarımlara kıyasla önemli ölçüde tasarruf sağlar.
Otomasyon entegrasyonu da eksantrik preslerin üretim kapasitesini ve güvenliğini büyük oranda artırır. Otomatik şerit besleme üniteleri, malzemenin hassas adımlarla ilerlemesini sağlayarak hem hız hem de kalite açısından avantaj sunar. Bu sistemlerde servo kontrollü rulo açıcılar ve düzleştiriciler kullanılarak sac malzemenin her vuruş öncesi formu düzeltilir. Böylece kalıp ömrü uzar, ürün ölçüleri daha tutarlı hale gelir. Robotik kol entegrasyonu ise özellikle ağır ve tehlikeli işlerde operatörün çalışma alanından uzak tutulmasını sağlar; robotlar kalıba parça yerleştirip alabilir, hurda malzemeyi güvenli şekilde uzaklaştırabilir.
Modern eksantrik preslerde bir diğer önemli gelişme, gerçek zamanlı izleme ve veri toplama sistemleridir. Presin krank mili konumu, vuruş hızı, tonaj yüklemesi, kalıp sıcaklığı gibi veriler sensörler aracılığıyla sürekli izlenir. Bu veriler, hem anlık üretim optimizasyonu hem de bakım planlaması için kullanılır. Örneğin, presin bir bölgesinde normalden yüksek titreşim tespit edilirse sistem bunu operatöre uyarı olarak iletir, böylece arıza oluşmadan bakım yapılabilir. Bu yaklaşım, kestirimci bakım (predictive maintenance) konseptiyle birleştiğinde, plansız duruşların önüne geçer.
Eksantrik preslerin tasarımında gövde rijitliği, üretim hassasiyetinin temel belirleyicisidir. Yüksek tonajlı modellerde çift kolonlu kapalı gövde yapısı tercih edilerek hem koç paralelliği korunur hem de kalıp içinde malzemenin eşit basınçla şekillenmesi sağlanır. Bu özellik, özellikle derin çekme işlemlerinde kırışma ve yırtılma riskini azaltır. Ayrıca gövde tasarımında kullanılan gelişmiş döküm teknikleri ve yüksek mukavemetli çelikler, makinenin uzun yıllar boyunca yapısal dayanıklılığını korumasına yardımcı olur.
Kalıp bağlama sistemleri de modern preslerde büyük ölçüde gelişmiştir. Hızlı bağlama kolları, hidrolik sıkma üniteleri ve otomatik kalıp değişim sistemleri sayesinde, bir presin farklı üretim hattına geçiş süresi dakikalardan saniyelere inebilir. Bu, düşük adetli ama çok çeşitli ürün talebinin olduğu sektörlerde büyük rekabet avantajı sağlar.
İş güvenliği tarafında, yalnızca mekanik koruma ekipmanları değil, aynı zamanda yazılımsal güvenlik protokolleri de devreye alınmıştır. Bazı presler, güvenlik kapakları veya ışık bariyerleri devre dışı bırakıldığında çalışmayı otomatik olarak durdurur. Ayrıca operatör hatalarını azaltmak için dokunmatik ekranlı kontrol panellerinde rehberli işlem adımları gösterilir; bu sayede deneyimsiz personel bile kısa sürede güvenli bir şekilde çalışabilir.
Endüstride eksantrik presler, yalnızca yüksek üretim hızı ve hassasiyetleriyle değil, aynı zamanda geniş uygulama alanlarıyla da değer görür. Metal sac, alüminyum, pirinç, bakır, hatta bazı plastik malzemelerin şekillendirilmesinde etkin rol oynar. Otomotiv sektöründe kaporta parçalarından motor bileşenlerine, beyaz eşyada panel ve gövde parçalarından iç donanım elemanlarına kadar pek çok ürün bu makinelerle üretilir. Elektronik sektöründe ise mikro ölçekte hassas delme ve damgalama işlemleri yine eksantrik preslerin hız ve doğruluk avantajıyla yapılır.
Eğer istersen buradan devamla sana eksantrik preslerde kullanılan tipik üretim senaryolarını ve adım adım işlem akışını detaylıca yazabilirim; böylece presin gerçek bir üretim hattındaki rolü çok net anlaşılır.
Dijital Panel Kontrollü Eksantrik Pres
Dijital panel kontrollü eksantrik pres, klasik mekanik pres teknolojisinin modern kontrol sistemleriyle birleştirilmiş versiyonudur. Bu tip preslerde, krank mili ve volan sistemi yine temel güç üretim mekanizması olarak görev yapar; ancak makinenin tüm çalışma parametreleri — vuruş hızı, koç konumu, tonaj yüklemesi, çalışma modu, kalıp kapanma mesafesi, bekleme süreleri gibi — dijital bir kontrol paneli üzerinden hassas şekilde ayarlanabilir. Bu durum, operatöre hem üretim sürecini esnek biçimde yönetme imkânı hem de yüksek tekrar hassasiyeti sağlar.
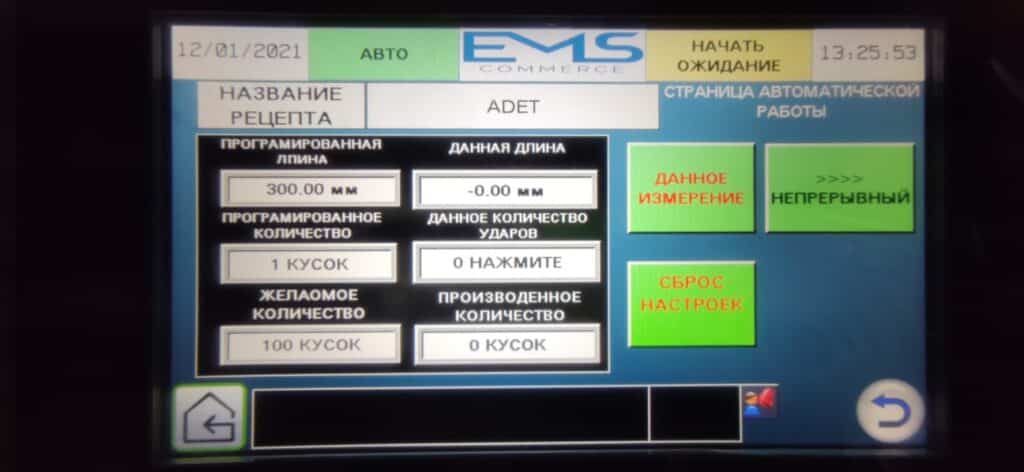
Dijital panel, genellikle dokunmatik ekran şeklindedir ve kullanıcı dostu bir arayüz sunar. Menü üzerinden farklı iş parçaları için önceden kaydedilmiş programlar seçilebilir; böylece kalıp değişiminden sonra tekrar ayar yapmak gerekmez. Ayrıca panel, presin anlık durumunu gösteren gerçek zamanlı göstergelere sahiptir: krank mili açısı, mevcut vuruş sayısı, kalan çevrim sayısı, motor sıcaklığı, yağlama durumu ve tonaj yükü gibi bilgiler sürekli olarak takip edilebilir.
Bu tip preslerde otomasyon entegrasyonu çok daha kolaydır. Dijital panel üzerinden otomatik besleme sistemleri, robot kollar, rulo açıcılar ve hurda taşıma üniteleriyle senkronizasyon sağlanabilir. Özellikle çok kademeli kalıp kullanılan hatlarda, presin besleme adımı ve vuruş zamanı milisaniye hassasiyetinde ayarlanarak hem üretim hızında hem de ürün kalitesinde iyileşme elde edilir.
Güvenlik açısından da dijital kontrol sistemleri büyük avantaj sunar. Panel üzerinden ışık bariyeri, çift el butonu, kapak sensörü gibi güvenlik ekipmanlarının durumu izlenebilir; herhangi bir hata veya ihlal anında pres otomatik olarak durur. Ayrıca modern sistemlerde arıza kodları ekranda ayrıntılı olarak gösterilir, böylece bakım ekibi sorunu hızla tespit edebilir.
Enerji yönetimi tarafında, dijital panel kontrollü eksantrik presler genellikle frekans invertörlü motorlarla donatılır. Bu sayede, volan hızı sadece gerektiğinde artırılır veya azaltılır; gereksiz enerji tüketimi engellenir. Panelde yer alan enerji izleme modülleri, presin her çevrimde ne kadar enerji harcadığını raporlar. Bu veriler, işletmenin enerji verimliliği hedeflerine ulaşmasına katkı sağlar.
Üretim esnekliği açısından, dijital panel kontrollü modeller küçük parti üretimlerinden büyük ölçekli seri üretimlere kadar her tür uygulamaya uygundur. Hızlı kalıp değişim sistemleri ve kaydedilebilir üretim reçeteleri sayesinde, aynı gün içinde farklı ürünlere geçiş yapmak mümkündür.
Dijital panel kontrollü eksantrik presler, modern üretim hatlarının gereksinim duyduğu hız, hassasiyet, esneklik ve veri yönetimi ihtiyaçlarını karşılamak üzere geliştirilmiş ileri seviye makineler olarak öne çıkar. Klasik eksantrik preslerde mekanik bileşenler üzerinden manuel ayarlarla yapılan hız, strok uzunluğu veya tonaj kontrolü, bu yeni nesil preslerde tamamen dijital kontrol ünitesi üzerinden gerçekleştirilir. Böylece insan hatası minimize edilir, tekrarlanabilirlik en üst seviyeye çıkar ve farklı üretim partileri arasında geçiş süreleri büyük ölçüde kısalır.
Presin kontrol merkezi niteliğindeki dijital panel, genellikle endüstriyel tip dokunmatik HMI (Human Machine Interface) ekranlardan oluşur. Bu ekran üzerinden operatör, krank mili konumunu anlık olarak takip edebilir, istenen vuruş hızını (SPM – Strokes Per Minute) hassas biçimde ayarlayabilir, koçun alt ölü noktadaki durma süresini (dwell time) programlayabilir. Ayrıca, farklı ürünler için oluşturulan parametre setleri panel hafızasında saklanır; böylece kalıp değişiminden sonra yalnızca ilgili program seçilerek üretime hızla başlanabilir.
Dijital kontrol sistemi, yalnızca ayar kolaylığı sağlamakla kalmaz; aynı zamanda presin tüm çalışma verilerini sürekli olarak toplar ve analiz eder. Tonaj sensörleri, her vuruşta uygulanan gerçek kuvveti ölçerek kalıbın aşırı yüklenmesini önler. Yağlama sistemi sensörleri, yağ basıncını ve yağ debisini izler; herhangi bir sapma durumunda operatörü uyarır veya presi durdurur. Motor sıcaklığı, titreşim değerleri ve enerji tüketimi gibi parametreler de sürekli izlenerek bakım planlaması için kayıt altına alınır. Bu yaklaşım, kestirimci bakım stratejilerinin uygulanmasına imkân tanır ve plansız duruş sürelerini minimuma indirir.
Otomasyon sistemleriyle entegrasyon, dijital panel kontrollü eksantrik preslerin en önemli avantajlarından biridir. Pres, servo kontrollü şerit besleme sistemleri, rulo açıcı-düzleştirici üniteler, robotik kol yükleme/boşaltma mekanizmaları ve hurda taşıma bantlarıyla senkronize çalışacak şekilde programlanabilir. Bu senkronizasyon sayesinde, malzemenin pres alanına tam zamanında gelmesi, kalıp içinde doğru pozisyonda işlenmesi ve bitmiş parçanın güvenli şekilde alınması garanti edilir. Özellikle çok kademeli (progressive) kalıplarda, bu hassas senkronizasyon hatasız üretimin temelini oluşturur.
Güvenlik sistemleri de dijital panel üzerinden yönetilir. Işık bariyerleri, kapak anahtarları, acil durdurma butonları ve çift el butonu gibi ekipmanların durumu panelde anlık olarak görüntülenir. Güvenlik bölgesi ihlali veya ekipman arızası anında sistem otomatik olarak durur ve ekranda ayrıntılı hata mesajı gösterilir. Bazı gelişmiş modellerde, hatanın türüne göre ekranda çözüm önerileri veya bakım talimatları da sunulur; bu özellik, bakım personelinin işini hızlandırır.
Enerji verimliliği tarafında, dijital panel kontrollü eksantrik presler genellikle değişken hızlı motor sürücüleri (VFD – Variable Frequency Drive) ile donatılır. Bu sistemler sayesinde pres, sadece ihtiyaç duyulan hızda çalışır; boşta geçen zamanlarda enerji tüketimi en aza iner. Panelde yer alan enerji izleme modülleri, üretim sırasında harcanan toplam enerjiyi ve parça başına düşen enerji maliyetini hesaplayarak yönetime raporlanabilir.
Endüstri 4.0 uyumlu preslerde, dijital panel yalnızca bir kontrol arayüzü değil, aynı zamanda bir veri iletişim merkezi görevi görür. Ethernet, Modbus veya Profinet gibi endüstriyel iletişim protokolleri üzerinden üretim yönetim yazılımlarıyla (MES – Manufacturing Execution System) bağlantı kurulabilir. Böylece presin çalışma verileri, üretim planına entegre edilerek otomatik raporlama ve kalite izleme yapılır. Bu özellik, yüksek hassasiyetli üretim yapan otomotiv, elektronik ve savunma sanayi gibi sektörlerde kalite güvence süreçlerini büyük ölçüde hızlandırır.
Dijital panel kontrollü eksantrik preslerin bir başka avantajı da operatör eğitim süresini kısaltmasıdır. Panel arayüzünde görsel ikonlar, renk kodları ve adım adım işlem talimatları yer alır; bu sayede operatörler karmaşık mekanik ayarlarla uğraşmadan üretime başlayabilir. Ayrıca, bazı modellerde uzaktan erişim desteği bulunur; bu sayede üretici firma veya bakım ekibi, internet üzerinden panele bağlanarak sorun teşhis ve çözüm işlemlerini yerinde bulunmadan gerçekleştirebilir.
Dijital panel kontrollü eksantrik preslerin tipik bir üretim süreci, makinenin ilk açılışından üretimin tamamlanmasına kadar uzanan bir dizi adımı kapsar ve her aşama, panel üzerinden hem kontrol edilir hem de kayıt altına alınır. Makine çalışmaya başlamadan önce, operatör panel ekranından günlük bakım kontrol listesine erişir. Bu listede yağlama sisteminin durumu, acil durdurma butonlarının işlevselliği, güvenlik bariyerlerinin çalışırlığı ve basınç sensörlerinin kalibrasyonu gibi maddeler yer alır. Dijital panel, bu kontrollerin her birinin tamamlandığını onaylamadan presin çalışmasına izin vermez; bu sayede hem güvenlik hem de ekipman sağlığı garanti altına alınır.
Üretim hazırlığında, panel üzerinden ilgili ürün reçetesi (recipe) seçilir. Bu reçete, önceden belirlenmiş tüm parametreleri içerir: vuruş hızı, strok mesafesi, alt ölü noktada bekleme süresi, malzeme besleme adımı, tonaj limiti ve otomasyon ekipmanlarının çalışma zamanlaması. Operatör bu programı seçtikten sonra, presin bağlı olduğu şerit besleme ünitesi ve rulo açıcı sistem otomatik olarak senkronize olur. Eğer sistem çok kademeli kalıpla çalışıyorsa, besleme adımı panel üzerinden mikron seviyesinde ayarlanabilir.
Üretim başladıktan sonra, dijital panel sürekli olarak canlı verileri gösterir. Krank mili pozisyonu, mevcut vuruş sayısı, anlık tonaj yükü ve enerji tüketim değeri ekranda anlık güncellenir. Eğer sistem nominal tonajın üzerinde bir kuvvet algılarsa, bu durum kırmızı uyarı ekranı ile operatöre bildirilir ve pres otomatik olarak durur. Bu özellik, hem kalıbın hem de makine gövdesinin hasar görmesini engeller.
Üretim sürecinde dijital panel, yalnızca izleme değil aynı zamanda kalite kontrol görevini de üstlenir. Bazı modellerde, kalıp içine yerleştirilen sensörler aracılığıyla işlenen parçanın formu, delik pozisyonları veya malzeme varlığı kontrol edilir. Panel, bu sensörlerden gelen sinyalleri analiz ederek hatalı ürün tespit edildiğinde presi durdurabilir veya parçayı hurda hattına yönlendirebilir. Bu otomatik kalite kontrol mekanizması, özellikle seri üretimde hatalı ürün sayısını ciddi oranda düşürür.
Panelin sunduğu bir diğer kritik özellik, üretim verilerinin kayıt altına alınmasıdır. Vuruş sayıları, üretim süreleri, duruş nedenleri, enerji tüketim verileri ve hata kayıtları belirli aralıklarla hafızaya kaydedilir. Bu bilgiler, üretim planlaması ve bakım yönetimi açısından değerli raporlar oluşturur. Örneğin, sistemin en çok hangi hatalarla durduğu, hangi ürün reçetelerinin daha fazla enerji tükettiği veya hangi vardiyada daha az üretim yapıldığı kolayca analiz edilebilir.
Dijital panelin bakım planlamasında da önemli bir rolü vardır. Makine belirli bir vuruş sayısına ulaştığında, panel bakım zamanı geldiğini ekranda bildirir. Bazı gelişmiş sistemlerde, bakım adımları görsel ve yazılı talimatlarla operatöre sunulur. Böylece, bakım işlemlerinin atlanması veya eksik yapılması riski ortadan kalkar.
Üretim tamamlandığında, operatör panel üzerinden üretim raporu oluşturabilir. Bu raporda toplam üretilen parça sayısı, hurda oranı, makinenin toplam çalışma süresi, duruş süreleri ve enerji tüketim değerleri yer alır. Eğer pres, fabrika üretim yönetim sistemine (MES) bağlıysa, bu veriler otomatik olarak merkezi veri tabanına aktarılır ve üretim zincirinin diğer halkalarıyla entegre edilir.
Dijital panel kontrollü eksantrik presler, yalnızca bir üretim makinesi değil, aynı zamanda bir veri toplama ve analiz merkezi haline gelmiştir. Bu sayede işletmeler, üretim süreçlerini daha verimli hale getirebilir, bakım maliyetlerini düşürebilir ve kalite kontrol süreçlerini çok daha etkin şekilde yürütebilir.
Dijital panel kontrollü eksantrik preslerde kullanılan sensörler, makinenin hem güvenli hem de verimli çalışmasının temel yapı taşlarından biridir. Bu sensörler, presin mekanik bileşenlerinden kalıp içindeki parçaya kadar uzanan geniş bir izleme alanını kapsar ve topladıkları verileri anlık olarak dijital panele iletir. Panel bu verileri işleyerek operatöre görsel, sesli veya yazılı uyarılar sunar ve gerektiğinde makineyi otomatik olarak durdurarak koruma sağlar.
En temel sensörlerden biri krank mili pozisyon sensörüdür. Bu sensör, presin krank milinin hangi açıda bulunduğunu milisaniye hassasiyetinde ölçer. Böylece vuruş hızı, malzeme besleme adımı ve alt ölü noktada bekleme süresi gibi kritik parametreler doğru zamanda uygulanır. Örneğin, çok kademeli kalıplarda malzeme, pres koçu alt ölü noktadayken değil, yalnızca üst ölü noktaya yaklaşırken beslenmelidir. Pozisyon sensörü bu senkronizasyonu garanti altına alır.
Tonaj sensörleri ise koçun her vuruşta uyguladığı gerçek baskı kuvvetini ölçer. Bu, hem kalıp sağlığı hem de ürün kalitesi için kritiktir. Eğer tonaj, kalıbın dayanabileceği maksimum değeri aşarsa panel otomatik olarak uyarı verir veya presi durdurur. Bu sensörler ayrıca malzeme hatalarından kaynaklanan aşırı yüklenmeleri de tespit edebilir. Örneğin, malzeme kalınlığı beklenenden fazla olduğunda tonaj değeri yükselir ve sensör bunu hemen fark eder.
Yağlama sensörleri, presin mekanik aksamında yağ basıncını, debisini ve sıcaklığını izler. Eksantrik preslerde krank mili, biyel kolları ve koç kızakları sürekli yağlanmalıdır; yağlama kesilirse aşınma hızla artar ve arıza riski yükselir. Dijital panelli sistemlerde, yağ seviyesi kritik eşiğin altına düştüğünde panelde uyarı çıkar ve makine çalışmaya devam etmez.
Malzeme varlık sensörleri özellikle otomatik besleme sistemlerinde kritik rol oynar. Bu sensörler, malzemenin kalıp bölgesine doğru pozisyonda gelip gelmediğini algılar. Eğer malzeme yanlış hizalanmışsa, sensör panel üzerinden operatöre hata bildirir ve vuruş gerçekleşmez. Bu durum, hem kalıbın zarar görmesini hem de hatalı ürün üretimini engeller.
Işık bariyerleri ve güvenlik sensörleri, operatör güvenliği için vazgeçilmezdir. Çalışma alanına el, kol veya herhangi bir yabancı cisim girdiğinde bariyer ışınları kesilir ve pres anında durur. Dijital panel bu kesintiyi kayıt altına alır, durma sebebini raporlar ve yeniden başlatma için operatörün onayını ister.
Bunlara ek olarak, gelişmiş dijital panelli preslerde titreşim sensörleri ve sıcaklık sensörleri de bulunur. Titreşim sensörleri, makinede oluşan anormal titreşimleri tespit ederek rulman aşınması, hizalama bozukluğu veya gevşemiş bağlantılar gibi sorunların erken fark edilmesini sağlar. Sıcaklık sensörleri ise motor, fren sistemi ve hidrolik bileşenlerdeki ısınmaları izleyerek aşırı ısınma kaynaklı arızaların önüne geçer.
Tüm bu sensörlerden gelen veriler, dijital panel üzerinde hem anlık olarak görüntülenir hem de uzun vadeli analizler için depolanır. Örneğin, tonaj sensöründen alınan veriler, kalıbın ömrünü tahmin etmekte kullanılabilir. Yağlama verileri, bakım planlamasında hangi periyotların daha uygun olduğunu belirlemede yardımcı olur. Titreşim verileri ise presin hangi parçasında bakım veya değişim gerektiğini erkenden ortaya çıkarır.
Bu sensör teknolojileri, yalnızca arıza önleme açısından değil, aynı zamanda üretim kalitesini sürekli olarak yüksek tutmak açısından da önemlidir. Sensörler sayesinde, üretim hattında oluşabilecek sapmalar anında tespit edilip düzeltilebilir. Örneğin, malzeme kalınlığı tolerans dışına çıkarsa veya besleme adımı milimetre seviyesinde kayarsa, sistem bunu fark edip operatöre bildirir.
Ben istersen buradan devam edip bu sensör verilerinin dijital panel üzerinden Endüstri 4.0 tabanlı üretim yönetim sistemlerine nasıl aktarıldığını, hangi veri formatlarının kullanıldığını ve bu entegrasyonun üretim verimliliğine etkilerini uzun uzun açıklayabilirim. Bu, konuyu hem teknik hem de pratik açıdan tamamlayıcı hale getirir.
Çok Amaçlı Kombine İşlem Eksantrik Presi

Çok amaçlı kombine işlem eksantrik presler, tek bir makinede birden fazla metal şekillendirme ve kesme operasyonunu ardışık olarak yapabilme yeteneği ile öne çıkan, yüksek verimlilik odaklı pres sistemleridir. Bu tip makinelerde amaç, farklı üretim aşamalarını tek bir çalışma çevriminde birleştirerek hem zamandan hem de iş gücünden tasarruf sağlamak, hem de kalıp değişim sürelerini ve malzeme taşıma işlemlerini en aza indirmektir.
Bu presler, klasik eksantrik pres mantığıyla çalışır; yani krank mili ve biyel mekanizması aracılığıyla döner hareket doğrusal harekete çevrilir. Ancak kombine işlem özelliği sayesinde tek bir kalıp takımında birden fazla işlem istasyonu bulunur. Örneğin, aynı vuruş döngüsünde kesme, delme, bükme, derin çekme, form verme gibi işlemler ardışık olarak gerçekleştirilebilir. Bunun için genellikle progresif kalıplar veya transfer kalıpları kullanılır.
Kombine işlem eksantrik preslerin en büyük avantajlarından biri, malzeme akışının sürekli olmasıdır. Otomatik besleme sistemi, rulo halindeki sacı kalıp istasyonlarına milimetrik hassasiyetle ilerletir. İlk istasyonda kesme yapılırken, ikinci istasyonda delik açma, üçüncü istasyonda kenar kıvırma, dördüncü istasyonda ise bükme veya çekme işlemi tamamlanabilir. Her vuruşta iş parçası bir adım ilerler ve presin her döngüsünde bir bitmiş ürün çıkar.
Bu yapı, üretim hattında tek operasyonlu makinelerin sayısını azaltır. Normalde ayrı ayrı makinelerde yapılacak işlemler, tek bir kombine işlem presinde tek kalıpta yapılabildiği için hem yer tasarrufu sağlanır hem de malzeme taşıma sırasında oluşabilecek deformasyon riskleri ortadan kalkar. Ayrıca, işlem süresi kısaldığı için üretim kapasitesi önemli ölçüde artar.
Modern çok amaçlı kombine işlem eksantrik preslerde dijital kontrol panelleri ve otomasyon sistemleri bulunur. Bu paneller üzerinden besleme adımı, pres hızı, koç alt ölü noktada bekleme süresi ve sensör ayarları yapılabilir. Ayrıca kalıp içinde malzeme konumunu denetleyen sensörler, hatalı besleme durumunda presi durdurarak kalıp ve makineyi korur. Tonaj izleme sistemleri ise her istasyonda uygulanan kuvveti ölçerek üretimin güvenli sınırlar içinde olmasını sağlar.
Kombine işlem preslerde hız ve senkronizasyon kritik bir noktadır. Çünkü farklı istasyonlarda yapılan işlemler birbirini doğrudan etkiler. Malzeme ilerleme adımı doğru ayarlanmazsa, sonraki istasyonda işlem hataları oluşur. Bu yüzden, bu tip preslerde servo kontrollü besleme üniteleri ve hassas pozisyonlama sistemleri sıkça kullanılır.
Kullanım alanları oldukça geniştir. Otomotiv endüstrisinde gövde parçaları, menteşe elemanları, bağlantı braketleri; beyaz eşya sektöründe iç panel, kapak, montaj parçaları; elektrik-elektronik sektöründe sac kutular, şase parçaları; inşaat sektöründe bağlantı plakaları ve profil parçalar bu preslerde verimli şekilde üretilebilir.
İleri seviye kombine işlem preslerde, hızlı kalıp değişim sistemleri (quick die change) ve otomatik kalıp bağlama mekanizmaları bulunur. Böylece farklı ürünlerin üretimine geçiş süresi dakikalar seviyesine iner. Bu, özellikle düşük adetli ve sık model değişimi yapılan üretimlerde büyük avantaj sağlar.
İstersen buradan devam ederek sana kombine işlem eksantrik preslerde kullanılan progresif ve transfer kalıp tasarımlarının detaylarını, istasyon sayısına göre verimlilik farklarını ve bakım gereksinimlerini uzun ve teknik bir şekilde açıklayabilirim. Bu, konuyu hem mühendislik hem de üretim yönetimi açısından tamamlar.
Çok amaçlı kombine işlem eksantrik preslerde kullanılan progresif kalıp sistemleri, üretim verimliliğini belirleyen en kritik unsurlardan biridir. Bu kalıplar, tek bir pres darbesiyle farklı istasyonlarda ardışık işlemleri gerçekleştirecek şekilde tasarlanır. Malzeme, genellikle rulo formunda pres besleme ünitesine yüklenir ve servo kontrollü besleme mekanizması sayesinde her vuruşta belirli bir adım ilerletilir. İlk istasyonda sacın belirli bir bölümü kesilerek ana şekil oluşturulur, sonraki istasyonlarda delikler açılır, kenar bükmeleri yapılır, form verme işlemleri uygulanır ve son istasyonda ürün sacdan tamamen ayrılır.
Transfer kalıp sistemleri ise progresif kalıplardan farklı olarak, malzemeyi istasyonlar arasında taşıyan özel mekanik kollar veya robotik aktarma üniteleri kullanır. Bu yöntem, özellikle derin çekme gerektiren karmaşık parçaların üretiminde tercih edilir. Çünkü parça, her istasyonda ayrı bir konumlandırma ile işlenir ve yüksek şekillendirme hassasiyeti sağlanır. Transfer sistemleri, parçanın kalıp içinde hasar görmesini önler ve çok boyutlu form verme işlemlerinde güvenli çalışma imkânı sunar.
Bu preslerin endüstride tercih edilmesinin temel nedenlerinden biri de yüksek hassasiyetli tekrarlanabilirlik yeteneğidir. Eksantrik tahrik mekanizması, krank mili hareketini her vuruşta aynı hız ve kuvvetle ilettiğinden, kalıpların ömrü boyunca ölçü hassasiyeti korunur. Modern modellerde, bu mekanizmanın üzerine entegre edilmiş servo motor destekli besleme sistemleri sayesinde, pres hızı malzemenin form alma özelliklerine göre otomatik olarak ayarlanabilir. Böylece hem kalıp aşınması hem de malzeme yıpranması minimum seviyeye indirilir.
Bakım ve işletme tarafında ise çok amaçlı kombine işlem eksantrik presler, düzenli yağlama sistemleri ve otomatik gresleme üniteleriyle donatılır. Kritik hareketli parçalar — özellikle biyel kolları, yatak burçları ve eksantrik mil yatakları — sürekli yağ film tabakasıyla korunur. Ayrıca, preslerde bulunan titreşim sönümleyici ayaklar ve gövde rijitliği, hem operatör konforunu artırır hem de hassas işlemlerde titreşim kaynaklı hataları ortadan kaldırır.
Enerji verimliliği açısından da bu makineler son yıllarda önemli gelişmeler göstermiştir. Geleneksel mekanik fren-kavrama sistemlerinin yerini alan pnomatik veya hidrolik kontrol sistemleri, presin sadece gerekli anda tam güç uygulamasını sağlar. Böylece gereksiz enerji tüketimi önlenir. Bazı gelişmiş modellerde, frenleme sırasında açığa çıkan kinetik enerji geri kazanılarak sistemin güç ihtiyacının bir kısmı karşılanır.
Operasyonel güvenlik ise kombine işlem preslerde vazgeçilmez bir unsurdur. Çift el kumanda, ışık perdeleri, otomatik acil durdurma sistemleri ve kalıp içi malzeme sensörleri, operatörün güvenliğini sağlamak için standart donanımlar arasındadır. Özellikle yüksek hızda çalışan preslerde, milisaniyelik bir hatanın bile kalıp kırılmasına veya malzeme israfına yol açabileceği göz önüne alındığında, bu güvenlik sistemlerinin önemi daha da artar.
Kombine işlem preslerin verimlilik potansiyeli, kullanılan istasyon sayısına ve kalıp tasarımına bağlı olarak değişir. Örneğin, 8 istasyonlu bir progresif kalıpta tek besleme ile sekiz farklı işlem tamamlanabilir ve her pres vuruşunda nihai ürün elde edilir. Bu da dakikada 40-80 adet bitmiş parça üretim kapasitesine ulaşılabileceği anlamına gelir. Daha yüksek hızlı modellerde, bu sayı dakikada 120 adedin üzerine çıkabilir.
Bu preslerin uygulama alanları özellikle seri üretim gerektiren sektörlerde öne çıkar. Otomotivde kaporta sac bağlantı elemanları, braketler, menteşeler; beyaz eşyada iç panel, kapak sacları, menteşe yuvaları; elektronik cihazlarda şase parçaları, metal muhafazalar; inşaat sektöründe çelik bağlantı plakaları ve profil parçaları bunlara örnek gösterilebilir.
Çok amaçlı kombine işlem eksantrik preslerde verimliliği artıran en önemli unsurlardan biri, otomasyon entegrasyonu ve robotik besleme sistemleridir. Bu makinelerde otomatik besleme sistemleri, rulo veya düz sac malzemeyi pres kalıplarına milimetrik hassasiyetle iletir. Besleme birimleri genellikle servo motorlar tarafından kontrol edilir; bu motorlar panel üzerinden ayarlanabilen hız ve adım uzunluğu değerlerine göre çalışır. Böylece malzeme her vuruşta doğru konumda işlenir ve kalıp içinde hatalı parçaların oluşması önlenir.
Robotik kollar, özellikle ağır veya tehlikeli parçaların pres içine yerleştirilmesi ve bitmiş parçaların çıkarılması süreçlerinde kullanılır. Bu kollar, presin dijital paneli üzerinden senkronize edilir; presin koçu alt ölü noktaya gelmeden önce parçayı kalıba yerleştirir ve vuruş tamamlandıktan sonra ürünü güvenli şekilde alarak hurda veya sevkiyat hattına bırakır. Bu sistem, hem operatör güvenliğini artırır hem de üretim hızını önemli ölçüde yükseltir.
Hızlı kalıp değişim sistemleri, kombine işlem preslerin bir diğer verimlilik unsuru olarak öne çıkar. Bu sistemlerde kalıp, hidrolik veya mekanik kilitleme mekanizmaları ile pres üzerine hızlıca monte edilebilir ve aynı şekilde çıkarılabilir. Geleneksel yöntemlerde kalıp değişimi saatler sürebilirken, hızlı değişim sistemleri bu süreyi dakikalara indirir. Panel üzerinden kalıp konumu ve kilitleme durumu izlenebilir; kilitlenme tamamlanmadan pres çalışmaz. Bu, hem operatör güvenliğini hem de kalıp hassasiyetini korur.
Dijital panel, otomasyon ve güvenlik sistemlerinin merkezi kontrol noktası olarak görev yapar. Malzeme varlık sensörleri, tonaj sensörleri, pozisyon sensörleri ve güvenlik sensörlerinden gelen veriler panelde birleştirilir. Operatör, bu verileri tek bir ekrandan takip edebilir; anlık arıza, duruş ve üretim verilerini görebilir. Ayrıca panel, üretim reçetelerini kaydedebilir ve farklı ürünler için hızlı geçiş yapılmasına olanak tanır. Böylece aynı pres, gün içinde farklı ürünleri üretme kapasitesine sahip olur.
Enerji verimliliği açısından kombine işlem presler, modern sürücü ve frenleme teknolojileri ile donatılmıştır. Pres, yalnızca koç vuruş anında maksimum güç çeker; boşta veya geri dönüş hareketinde enerji tüketimi minimize edilir. Bazı gelişmiş modellerde, kinetik enerji geri kazanım sistemleri kullanılır; böylece frenleme sırasında açığa çıkan enerji, tekrar pres sistemine kazandırılır. Panel üzerinden enerji tüketimi izlenebilir ve parçaya düşen enerji maliyeti hesaplanabilir.
Bakım planlaması da otomasyon ve panel desteğiyle kolaylaşır. Sensörlerden alınan titreşim, sıcaklık ve tonaj verileri analiz edilerek kestirimci bakım uygulanabilir. Örneğin, belirli bir rulman veya biyel kolu aşınmaya başlamadan önce panel operatörü uyarır ve planlı bakım yapılabilir. Bu yaklaşım, plansız duruşları azaltır ve üretim hattının verimliliğini artırır.
Çok amaçlı kombine işlem eksantrik preslerin üretim hattındaki rolü, birden fazla bağımsız presin yerine geçerek alan, zaman ve maliyet tasarrufu sağlamaktır. Tek bir vuruşta birden fazla işlem yapılması, malzeme kaybını minimuma indirir, ürün kalitesini artırır ve üretim hızını yükseltir. Otomasyon ve dijital panel entegrasyonu sayesinde, bu makineler modern fabrikalarda yüksek hacimli ve yüksek hassasiyetli üretim için vazgeçilmez hale gelmiştir.
Çok amaçlı kombine işlem eksantrik preslerde üretim verimliliğini belirleyen bir diğer kritik unsur, kalıp tasarımı ve istasyon sayısı optimizasyonudur. Bu preslerde kullanılan progresif veya transfer kalıplar, presin her vuruşunda birden fazla işlem yapabilme kapasitesine sahip olacak şekilde tasarlanır. İstasyon sayısı arttıkça, tek bir vuruşta gerçekleştirilen işlem sayısı artar; ancak bu durum, kalıp tasarımının karmaşıklığını ve presin senkronizasyon hassasiyetini de yükseltir. Bu nedenle üretim mühendisleri, işlem sırası ve istasyon geometrilerini optimize ederek hem kaliteyi hem de üretim hızını maksimum seviyeye çıkarır.
Progresif kalıplarda, malzeme rulo halinden beslenir ve kalıp üzerindeki istasyonlar boyunca adım adım ilerler. Her istasyonda farklı bir işlem yapılır: ilk istasyon kesme, ikinci istasyon delme, üçüncü istasyon kenar bükme, dördüncü istasyon form verme gibi. Son istasyonda ise bitmiş ürün sacdan ayrılır. Transfer kalıplarda ise malzeme, istasyonlar arasında robotik veya mekanik transfer kolları ile taşınır. Bu yöntem, derin çekme veya karmaşık şekillendirme gerektiren parçalar için idealdir.
İstasyon sayısının artırılması, üretim kapasitesini yükseltirken, presin mekanik ve elektronik bileşenlerinin hassasiyetini de artırmayı gerektirir. Çok istasyonlu kalıplarda, her istasyonun işlemi milisaniye hassasiyetinde senkronize edilmelidir; aksi takdirde malzeme yanlış konumlanır ve işlem hataları oluşur. Bu senkronizasyon, dijital panel ve servo kontrollü besleme sistemleri sayesinde sağlanır. Panel, presin krank mili konumu, koç hızı ve malzeme besleme adımlarını sürekli izleyerek tüm istasyonların uyumlu çalışmasını garanti eder.
Kalıp tasarımında kullanılan malzeme ve sertlik de üretim verimliliğini etkiler. Yüksek mukavemetli çelik veya özel alaşımlar, uzun ömürlü kalıp kullanımına olanak tanır ve kalıbın her vuruşta aynı hassasiyetle işlev görmesini sağlar. Kalıp yüzeylerinde özel kaplamalar ve sertleştirme işlemleri, aşınmayı azaltır ve bakım gereksinimlerini minimuma indirir. Ayrıca, hızlı kalıp değişim sistemleri (quick die change) ile kalıp montaj ve sökme süreleri dakikalar seviyesine indirilebilir; bu, farklı ürün üretimlerine hızlı geçiş imkânı sağlar.
Otomasyon modülleri, çok amaçlı preslerde üretim verimliliğini artıran diğer önemli bir bileşendir. Robotik besleme kolları, malzemeyi kalıba doğru pozisyonda yerleştirir ve bitmiş parçayı güvenli bir şekilde çıkarır. Otomatik hurda ayırma sistemleri, hatalı parçaları veya sac artıklarını pres alanından uzaklaştırır. Tüm bu modüller, dijital panel üzerinden senkronize edilir ve operatör müdahalesine gerek kalmadan çalışır. Bu sayede, insan hatasından kaynaklanan duruşlar ve üretim kayıpları azaltılır.
Enerji yönetimi de üretim verimliliği açısından kritik bir faktördür. Modern kombine işlem preslerde frekans invertörleri, servo motorlar ve enerji geri kazanım sistemleri kullanılarak enerji tüketimi optimize edilir. Pres sadece ihtiyaç duyduğu anda maksimum güç çeker; boşta veya geri dönüş hareketinde enerji tüketimi minimuma indirilir. Panel üzerinden izlenen enerji verileri, üretim maliyetlerini analiz etmek ve iyileştirme yapmak için kullanılabilir.
Bakım ve kestirimci bakım uygulamaları da üretim sürekliliğini doğrudan etkiler. Dijital panel, presin titreşim, sıcaklık ve tonaj verilerini sürekli izler. Bu veriler, hangi parçaların aşınmak üzere olduğunu, hangi rulmanların veya biyel kollarının bakım gerektirdiğini önceden bildirir. Planlı bakım sayesinde pres, plansız duruş yaşamadan uzun süre yüksek kapasitede çalışabilir.
Kombine işlem eksantrik preslerin uygulama alanları oldukça geniştir. Otomotiv sektöründe kaporta parçaları, menteşe elemanları ve bağlantı braketleri; beyaz eşya sektöründe iç paneller, kapak sacları ve menteşe yuvaları; elektronik ve elektrik sektörlerinde şase parçaları ve metal muhafazalar; inşaat sektöründe çelik bağlantı plakaları ve profil parçaları bu makinelerle yüksek hassasiyetle üretilebilir.
Eğer istersen buradan devam ederek sana çok amaçlı kombine işlem preslerde dijital panel üzerinden üretim süreci optimizasyonu, sensör veri analizleri ve gerçek zamanlı kalite kontrol uygulamalarının nasıl yapıldığını ayrıntılı ve teknik bir şekilde anlatabilirim. Bu, konuyu hem mühendislik hem de üretim yönetimi perspektifiyle tamamlar.
Ağır Gövdeli Sanayi Tipi Eksantrik Pres
Ağır gövdeli sanayi tipi eksantrik presler, yüksek tonajlı ve zorlu metal şekillendirme işlemleri için tasarlanmış, dayanıklılığı ve rijitliği ön planda tutan endüstriyel makineler arasında yer alır. Bu tip presler, sac metal, alüminyum, bakır veya çelik gibi yüksek mukavemetli malzemelerin kesme, bükme, delme, form verme ve derin çekme gibi işlemlerini güvenli ve hassas şekilde gerçekleştirebilmek için büyük ve sağlam bir gövdeye sahiptir. Gövde tasarımı, presin çalışma sırasında oluşan yüksek kuvvetleri absorbe ederek titreşimleri minimuma indirir ve kalıp ile malzemenin yüksek hassasiyetle işlenmesini sağlar.
Ağır gövdeli eksantrik preslerin mekanik yapısı, klasik eksantrik pres mantığı üzerine kuruludur: krank mili, volan ve biyel mekanizması aracılığıyla dönme hareketi doğrusal koç hareketine dönüştürülür. Ancak gövde yapısının kalınlığı ve dayanıklılığı, presin yüksek tonajlarda uzun süre aralıksız çalışmasına olanak tanır. Bu sayede, otomotiv, beyaz eşya ve ağır sanayi sektörlerinde yüksek hacimli ve büyük parçaların üretimi mümkün olur.
Bu makinelerde tonaj kapasitesi, üretim hedefleri ve malzeme kalınlığına göre çok geniş bir aralıkta ayarlanabilir. Dijital veya analog kontrol panelleri üzerinden tonaj sınırları belirlenebilir; tonaj sensörleri, koçun her vuruşta uyguladığı kuvveti ölçerek presi aşırı yükten korur. Bu, kalıp ömrünü uzatır ve ürün kalitesini artırır.
Ağır gövdeli preslerin avantajlarından biri de kalıp boyutları ve çeşitliliği açısından esnek olmalarıdır. Büyük gövde yapısı sayesinde, uzun ve geniş progresif veya transfer kalıplar rahatlıkla monte edilebilir. Bu özellik, tek pres üzerinde birden fazla işlem yapılabilmesine ve üretim hattında yer tasarrufu sağlanmasına imkan tanır. Ayrıca kalıp değişimi, hidrolik veya mekanik hızlı kalıp bağlama sistemleri ile kolaylaştırılmıştır; böylece üretim kesintileri minimize edilir.
Güvenlik, ağır gövdeli preslerde kritik bir unsurdur. Çift el kumanda, ışık perdeleri, kapak sensörleri ve acil durdurma sistemleri standart donanımlar arasında yer alır. Yüksek tonajlı ve ağır parçaların işlendiği bu makinelerde operatör güvenliği için sensörlerin ve dijital panelin koordinasyonu büyük önem taşır. Panel, sensörlerden gelen uyarıları anlık olarak ekranda gösterir ve herhangi bir tehlike durumunda presi durdurur.
Enerji yönetimi de ağır gövdeli preslerde önemli bir konudur. Modern modeller, frekans invertörlü motorlar ve enerji geri kazanım sistemleri ile donatılmıştır. Bu sayede pres, yalnızca ihtiyaç duyduğu anda maksimum güç çeker; geri dönüş ve bekleme hareketlerinde enerji tüketimi minimum seviyeye indirilir. Panel üzerinden enerji kullanım verileri takip edilebilir ve üretim maliyetleri optimize edilebilir.
Bakım açısından, ağır gövdeli presler uzun ömürlü çalışmayı destekleyen sistemlerle donatılmıştır. Otomatik yağlama ve gresleme üniteleri, kritik hareketli parçaların sürekli korunmasını sağlar. Panel üzerinden titreşim, sıcaklık ve tonaj verileri izlenerek kestirimci bakım uygulanabilir; böylece plansız duruşlar ve üretim kayıpları minimuma indirilir.
Ağır gövdeli sanayi tipi eksantrik presler, otomotiv sektöründe büyük kaporta parçalarının, şasi elemanlarının ve braketlerin; beyaz eşya sektöründe iç paneller ve kapak saclarının; inşaat sektöründe büyük bağlantı plakalarının ve profillerin üretiminde yaygın olarak kullanılır. Bu makineler, yüksek tonaj kapasiteleri ve dayanıklı gövde yapıları sayesinde, zorlu üretim koşullarında bile uzun süre güvenilir ve kaliteli üretim yapabilirler.
İstersen bir sonraki adımda sana ağır gövdeli eksantrik preslerin mekanik tasarım özelliklerini, volan ve koç sistemlerinin tonaj ve hız ilişkilerini, bakım ve güvenlik prosedürlerini detaylı olarak anlatabilirim. Bu sayede hem mühendislik hem de operasyon perspektifinden tam bir teknik değerlendirme elde edebilirsin.
Ağır gövdeli sanayi tipi eksantrik preslerin mekanik tasarımı, yüksek tonajlı ve sürekli çalışmaya uygun olacak şekilde optimize edilmiştir. Gövde, genellikle dökme veya kaynaklı çelik konstrüksiyondan üretilir ve kalınlık ile rijitlik değerleri, presin çalışması sırasında oluşan yüksek dinamik kuvvetleri absorbe edecek biçimde hesaplanır. Bu sayede, presin koçu ve kalıp üzerindeki yüksek basınçlar gövde deformasyonuna neden olmaz; böylece hem parçaların ölçü hassasiyeti korunur hem de kalıp ömrü uzar.
Presin enerji depolama ve iletimi, volan sistemi üzerinden gerçekleşir. Ağır gövdeli eksantrik preslerde volan, yüksek kütleye sahip olup kinetik enerjiyi depolayabilir. Krank mili hareketi, volan tarafından depolanan enerji sayesinde koça aktarılır ve pres vuruşu sırasında gerekli tonajı sağlar. Volan ve koç sisteminin uyumu, presin hem yüksek tonaj hem de yüksek hız gerektiren uygulamalarda güvenle çalışmasını mümkün kılar. Dijital veya analog kontrol panelleri, volan hızı ve koç hareketini senkronize ederek istenen tonaj ve strok uzunluğunu hassas şekilde ayarlar.
Koç hareketi, presin üretim kapasitesini ve işlem hassasiyetini doğrudan etkiler. Ağır gövdeli preslerde koç, yüksek sertlikte çelikten üretilmiş olup, biyel kolu aracılığıyla krank miline bağlanır. Bu yapı, koçun yüksek kuvvetleri deformasyon olmadan malzemeye aktarmasını sağlar. Koç alt ölü noktada bekleme süresi (dwell time), panel üzerinden ayarlanabilir; bu süre, özellikle derin çekme veya hassas bükme işlemlerinde malzemenin doğru formu alması için kritik öneme sahiptir.
Kalıp sistemleri, ağır gövdeli preslerin bir diğer kritik bileşenidir. Büyük ve ağır kalıplar, presin geniş gövde yapısı sayesinde monte edilebilir. Progresif veya transfer kalıplar, tek bir vuruşta birden fazla işlem yapılmasını sağlar; bu sayede üretim hattında işlem sayısı artarken, malzeme taşıma ve işleme hataları minimuma iner. Hidrolik veya mekanik hızlı kalıp bağlama sistemleri, kalıp değişim sürelerini önemli ölçüde kısaltır ve farklı ürünlerin üretimine hızlı geçiş imkânı tanır.
Güvenlik sistemleri ağır gövdeli preslerde özel bir önem taşır. Çift el kumanda, ışık bariyerleri, acil durdurma butonları, kapak sensörleri ve tonaj sınır uyarı sistemleri presin güvenli çalışmasını sağlar. Dijital panel, tüm bu güvenlik verilerini gerçek zamanlı izler ve herhangi bir tehlike durumunda presi durdurur. Özellikle yüksek tonajlı uygulamalarda, operatörün güvenliği ve kalıp ile malzeme bütünlüğü bu sistemler sayesinde garanti altına alınır.
Enerji yönetimi, modern ağır gövdeli preslerde üretim verimliliğini artıran bir diğer önemli unsurdur. Pres, frekans invertörlü motorlar ve enerji geri kazanım sistemleri ile donatıldığında, yalnızca vuruş anında maksimum güç çeker. Boşta veya geri dönüş hareketlerinde enerji tüketimi minimuma iner. Panel üzerinden izlenen enerji verileri, parça başına düşen enerji maliyeti ve üretim hattının verimliliği hakkında yönetime detaylı raporlar sunar.
Bakım ve kestirimci bakım uygulamaları, ağır gövdeli preslerin uzun ömürlü ve kesintisiz çalışmasını sağlar. Dijital panel, presin titreşim, sıcaklık, yağ basıncı ve tonaj verilerini sürekli izler. Bu sayede hangi rulman, biyel kolu veya yatak ünitesinin bakım gerektirdiği önceden tespit edilebilir. Otomatik yağlama ve gresleme sistemleri ile kritik hareketli parçalar korunur; plansız duruşlar ve üretim kayıpları minimize edilir.
Ağır gövdeli sanayi tipi eksantrik presler, otomotiv sektöründe şasi elemanları ve kaporta parçalarının; beyaz eşya sektöründe iç paneller ve kapak saclarının; inşaat sektöründe büyük bağlantı plakalarının üretiminde yüksek verimlilik sağlar. Bu makineler, dayanıklı gövde yapısı, yüksek tonaj kapasitesi, hassas koç ve kalıp sistemleri, gelişmiş güvenlik ve otomasyon entegrasyonu sayesinde, zorlu üretim koşullarında bile güvenilir ve sürekli üretim gerçekleştirebilir.
İstersen buradan devam edip sana ağır gövdeli eksantrik preslerde kullanılan volan ve koç mekanizmalarının teknik detaylarını, tonaj-hız ilişkilerini, kalıp montaj sistemlerini ve operatör kullanım prosedürlerini uzun ve detaylı bir şekilde anlatabilirim. Bu bölüm, makinenin mühendislik ve operasyonel açıdan tam bir teknik resmini ortaya koyar
Ağır gövdeli sanayi tipi eksantrik preslerin volan ve koç mekanizmaları, makinenin yüksek tonajlı işlemleri güvenli ve hassas şekilde gerçekleştirebilmesinde kritik bir rol oynar. Volan, presin enerji depolama elemanı olarak görev yapar ve büyük kütlesi sayesinde kinetik enerjiyi biriktirir. Krank mili hareketi sırasında volanda depolanan enerji, koç hareketine aktarılır ve pres vuruşu sırasında malzemeye gerekli kuvveti uygular. Ağır gövdeli preslerde volan, sadece enerji sağlamakla kalmaz; aynı zamanda koç hareketinin düzenli ve titreşimsiz olmasına da katkıda bulunur. Bu özellik, özellikle kalın sac veya yüksek mukavemetli malzeme işlenirken, malzemenin deformasyonunu ve kalıp aşınmasını azaltır.
Koç mekanizması ise volandan gelen enerjiyi malzemeye ileten doğrudan temas elemanıdır. Ağır gövdeli preslerde koç, yüksek dayanımlı çelikten üretilir ve biyel kolu ile krank miline bağlanır. Koçun alt ölü noktada bekleme süresi (dwell time), derin çekme ve hassas bükme işlemleri için kritik öneme sahiptir. Bu süre dijital panel üzerinden ayarlanabilir ve işlemin malzemenin özelliklerine uygun şekilde tamamlanmasını garanti eder. Koçun sertliği ve rijitliği, yüksek tonajlı vuruşlarda bile minimum deformasyon sağlar ve üretim kalitesinin sürekliliğini temin eder.
Ağır gövdeli preslerde tonaj-hız ilişkisi de önemlidir. Presin tonaj kapasitesi ve koç hızı, işlenecek malzemenin türüne, kalınlığına ve işlem tipine göre optimize edilmelidir. Dijital panel üzerinden yapılan ayarlamalar sayesinde koç hızı ve vuruş sıklığı, malzemeye zarar vermeden üretim kapasitesini artıracak şekilde kontrol edilebilir. Ayrıca tonaj sensörleri, koçun uyguladığı kuvveti gerçek zamanlı olarak ölçer ve aşırı yüklenme durumunda presin otomatik olarak durmasını sağlar. Bu özellik, hem kalıbın hem de malzemenin güvenliğini garanti eder.
Kalıp montaj sistemleri de ağır gövdeli eksantrik preslerin verimliliğini doğrudan etkiler. Büyük ve ağır kalıpların pres üzerine hızlı ve güvenli bir şekilde monte edilebilmesi için hidrolik veya mekanik kilitleme sistemleri kullanılır. Bu sistemler sayesinde kalıp değişim süresi dakikalar seviyesine iner ve farklı ürünlerin üretimine hızlı geçiş sağlanır. Kalıp montajı sırasında panel, kalıp pozisyonu ve kilitlenme durumunu sürekli izler; kilitlenme tamamlanmadan pres çalışmaz. Bu, operatör güvenliği ve kalıp hassasiyeti açısından kritik bir özelliktir.
Enerji yönetimi ve verimlilik açısından, modern ağır gövdeli presler frekans invertörlü motorlar ve enerji geri kazanım sistemleri ile donatılmıştır. Bu sayede pres yalnızca koç vuruş anında maksimum güç çeker; geri dönüş hareketinde ve boşta çalışma sırasında enerji tüketimi minimum seviyeye indirilir. Panel üzerinden izlenen enerji verileri, parça başına düşen enerji maliyeti ve üretim hattının genel verimliliği hakkında operatör ve yönetime detaylı raporlar sunar.
Güvenlik sistemleri, ağır gövdeli preslerde vazgeçilmezdir. Çift el kumanda, ışık bariyerleri, acil durdurma butonları ve tonaj sınır uyarı sistemleri, presin güvenli çalışmasını sağlar. Dijital panel, tüm bu güvenlik verilerini gerçek zamanlı olarak izler; herhangi bir tehlike durumunda presin çalışmasını durdurur ve operatörü uyarır. Bu sistemler, özellikle yüksek tonajlı ve ağır parçaların işlendiği operasyonlarda hem operatör güvenliğini hem de kalıp ile malzeme bütünlüğünü garanti eder.
Bakım ve kestirimci bakım uygulamaları da ağır gövdeli eksantrik preslerin uzun ömürlü ve kesintisiz çalışmasını sağlar. Dijital panel, presin titreşim, sıcaklık, yağ basıncı ve tonaj verilerini sürekli izleyerek hangi parçaların bakım gerektirdiğini önceden bildirir. Otomatik yağlama ve gresleme sistemleri ile kritik hareketli parçalar korunur; plansız duruşlar ve üretim kayıpları minimize edilir.
Ağır gövdeli sanayi tipi eksantrik presler, dayanıklı gövde yapısı, yüksek tonaj kapasitesi, hassas koç ve kalıp sistemleri, gelişmiş güvenlik ve otomasyon entegrasyonu sayesinde zorlu üretim koşullarında dahi sürekli ve güvenilir üretim yapabilir. Otomotiv sektöründe şasi elemanları ve kaporta parçaları; beyaz eşya sektöründe iç paneller ve kapak sacları; inşaat sektöründe büyük bağlantı plakaları ve profillerin üretiminde tercih edilen bu makineler, yüksek performans ve uzun ömür vaat eder.
Ağır gövdeli sanayi tipi eksantrik preslerin otomasyon entegrasyonu ve dijital panel yönetimi, günümüz endüstri standartlarında verimlilik, güvenlik ve kaliteyi artıran kritik unsurlardan biridir. Bu preslerde dijital panel, tüm üretim sürecinin merkezi kontrol ünitesi olarak görev yapar; koç hareketini, volan hızı ve tonaj değerlerini, malzeme besleme adımlarını, kalıp pozisyonlarını ve sensörlerden gelen verileri gerçek zamanlı olarak izler ve yönetir. Operatör, panel üzerinden yalnızca makineyi çalıştırmakla kalmaz, aynı zamanda üretim reçetelerini kaydedebilir, farklı ürünlerin üretimine hızlı geçişler yapabilir ve üretim parametrelerini değiştirerek proses optimizasyonu sağlayabilir.
Otomasyon entegrasyonu, özellikle robotik besleme ve çıkarma sistemleri ile tamamlanır. Ağır gövdeli preslerde kullanılan robotik kollar, malzemeyi pres kalıplarına doğru pozisyonda yerleştirir ve bitmiş ürünleri güvenli bir şekilde sevkiyat hattına iletir. Bu sistemler, operatörün fiziksel müdahalesini minimuma indirerek iş güvenliğini artırır ve üretim hızını yükseltir. Robotik sistemler, presin vuruş hızıyla senkronize çalışacak şekilde programlanır; malzeme hatalı konumlandırıldığında pres otomatik olarak durur ve panel üzerinden uyarı verir. Bu, hem kalıp bütünlüğünü korur hem de hatalı üretimi önler.
Dijital panel ayrıca sensör verilerini birleştirerek üretim kalitesini sürekli izler. Tonaj sensörleri, koçun her vuruşta uyguladığı kuvveti ölçer; pozisyon sensörleri, malzemenin kalıp içindeki doğru konumda olup olmadığını kontrol eder; yağlama ve sıcaklık sensörleri ise makinenin mekanik bileşenlerinin güvenli çalışma koşullarını takip eder. Panel, bu verileri anlık olarak görselleştirir ve üretim kayıtları için depolar. Böylece presin performansı, bakım gereksinimleri ve enerji tüketimi detaylı şekilde analiz edilebilir.
Ağır gövdeli preslerde kalite kontrol uygulamaları da dijital panel ve otomasyon sistemiyle entegre edilmiştir. Üretim sırasında malzemenin boyutsal toleransları, bükme açısı, delik konumları ve kalıp formu sensörlerle izlenir. Herhangi bir sapma meydana geldiğinde pres otomatik olarak durur veya üretim parametrelerini düzeltecek şekilde uyarı verir. Bu sayede, hatalı parçaların üretimi engellenir ve kalite standartları korunur.
Enerji verimliliği de otomasyon sistemleri ile optimize edilir. Frekans invertörlü motorlar, presin koç hareketine uygun şekilde güç sağlar ve yalnızca ihtiyaç duyulan anda maksimum enerji kullanılır. Geri dönüş hareketleri ve bekleme süreçlerinde enerji tüketimi minimum seviyeye çekilir. Bazı ileri modellerde, presin frenleme sırasında açığa çıkan kinetik enerji geri kazanılarak sistemin enerji ihtiyacının bir kısmı karşılanır. Panel üzerinden enerji kullanım verileri takip edilerek, parça başına düşen enerji maliyeti hesaplanabilir ve üretim hattının verimliliği artırılabilir.
Bakım ve kestirimci bakım uygulamaları, ağır gövdeli eksantrik preslerin uzun ömürlü ve kesintisiz çalışmasını garanti eder. Dijital panel, presin titreşim, sıcaklık, tonaj ve yağ basıncı gibi verilerini analiz ederek hangi parçaların aşınmakta olduğunu veya bakım gerektirdiğini önceden bildirir. Otomatik yağlama ve gresleme sistemleri, kritik hareketli parçaların korunmasını sağlar ve plansız duruşlar minimize edilir. Bu, özellikle yüksek tonajlı ve sürekli çalışan preslerde üretim sürekliliği için büyük önem taşır.
Sonuç olarak, ağır gövdeli sanayi tipi eksantrik presler, dijital panel ve otomasyon entegrasyonu sayesinde yüksek tonajlı ve zorlu üretim süreçlerinde hem güvenli hem de verimli çalışma sağlar. Operatör müdahalesini minimize eden robotik sistemler, sensör tabanlı kalite kontrol ve enerji verimliliği özellikleri, üretim hızını ve kalitesini artırırken maliyetleri düşürür. Bu makineler, otomotiv, beyaz eşya, inşaat ve ağır sanayi sektörlerinde yüksek performans ve uzun ömür ile güvenilir üretim için vazgeçilmez bir rol oynar.
İstersen buradan devam ederek sana ağır gövdeli eksantrik preslerde kullanılan sensör tipleri, robotik besleme ve çıkarma sistemleri ile dijital panel entegrasyonunun teknik detaylarını ve üretim optimizasyonu stratejilerini daha uzun ve detaylı şekilde anlatabilirim. Bu, makinenin mühendislik, operasyon ve üretim yönetimi açısından eksiksiz bir değerlendirmesini sağlar.
Mini Boy Eksantrik Pres

Mini boy eksantrik presler, kompakt boyutları ve hafif yapılarıyla ön plana çıkan, küçük ve orta ölçekli üretim uygulamaları için tasarlanmış preslerdir. Bu makineler, özellikle atölye tipi üretimlerde, prototip çalışmalarda veya düşük adetli seri üretimlerde tercih edilir. Boyutlarının küçük olması, hem yer tasarrufu sağlar hem de taşınabilirlik açısından avantaj sunar; bununla birlikte, tonaj kapasitesi ağır gövdeli sanayi tipi preslere kıyasla sınırlıdır, ancak küçük parçaların kesme, bükme, delme ve form verme işlemleri için yeterlidir.
Mini eksantrik preslerin mekanik yapısı, klasik eksantrik pres prensiplerine dayanır: krank mili, biyel ve koç mekanizması aracılığıyla döner hareket doğrusal koç hareketine dönüştürülür. Küçük boyutları nedeniyle presin koç ve volan sistemleri daha kompakt ve hafif tasarlanmıştır, bu da vuruş hızının yüksek olmasına ve hızlı seri üretim yapılmasına olanak tanır. Ancak tonaj sınırlı olduğundan, pres daha ince saclar veya düşük mukavemetli malzemeler üzerinde maksimum verimle çalışacak şekilde optimize edilmiştir.
Bu preslerde dijital veya analog kontrol panelleri kullanılabilir. Panel üzerinden koç hızı, vuruş sayısı, duruş süreleri ve bazı mini modellerde besleme adımları ayarlanabilir. Dijital panel kullanımı, özellikle küçük seri üretimlerde hassasiyetin artırılmasını ve üretim parametrelerinin kaydedilmesini sağlar. Ayrıca panel üzerinden güvenlik sistemleri yönetilebilir; pres, sensörlerden gelen uyarılar doğrultusunda operatörü koruyacak şekilde durdurulabilir.
Mini boy eksantrik presler, genellikle progresif kalıplar veya tek istasyonlu kalıplar ile çalışır. Küçük boyutları nedeniyle transfer kalıp sistemleri nadiren kullanılır; bunun yerine tek vuruşta bir işlem veya kısa istasyonlu progresif kalıplar tercih edilir. Bu özellik, mini presleri küçük parçaların üretiminde pratik ve ekonomik hale getirir.
Enerji verimliliği, mini preslerde de önemlidir. Daha düşük tonaj gerektiren bu makinelerde, motorlar ve koç sistemleri düşük güç tüketimiyle çalışacak şekilde tasarlanmıştır. Bazı modern mini pres modellerinde, elektrikli servo motorlar kullanılarak koç hareketi daha hassas ve enerji tasarruflu hale getirilmiştir.
Bakım açısından mini eksantrik presler, basit ve kullanıcı dostu tasarımları sayesinde kolay bakım yapılabilen makineler olarak bilinir. Kritik hareketli parçalar, düzenli yağlama ile korunur ve çoğu modelde otomatik yağlama sistemleri mevcuttur. Küçük boyutları ve basit mekanikleri, operatörlerin hızlı müdahale etmesini ve parçaların kolay değiştirilebilmesini sağlar.
Mini boy eksantrik presler, takı üretimi, elektronik parçalar, küçük braketler, metal kutular, aparat üretimi ve prototip çalışmaları gibi alanlarda yaygın olarak kullanılır. Küçük üretim hacimleri için ekonomik ve verimli bir çözüm sunarken, hassas işleme kabiliyeti sayesinde kaliteyi de korur.
Mini boy eksantrik preslerde kalıp tasarımı ve tonaj optimizasyonu, makinenin verimli ve hassas çalışmasını sağlayan en kritik unsurlardan biridir. Küçük boyutları ve sınırlı tonaj kapasiteleri nedeniyle, kalıp tasarımı daha kompakt ve malzeme akışını optimize edecek şekilde yapılır. Mini preslerde genellikle tek istasyonlu kalıplar veya kısa progresif kalıplar kullanılır; bu kalıplar, her vuruşta tek bir işlem yapacak veya birkaç küçük işlem zincirini gerçekleştirecek biçimde tasarlanır. Böylece küçük parçalar hassasiyet kaybı olmadan işlenebilir ve malzeme israfı minimuma indirilir.
Koç ve volan mekanizmaları, mini preslerin performansını belirleyen diğer önemli bileşenlerdir. Küçük boyutları nedeniyle koç hafif ve kompakt tasarlanmış olup, volan sistemi de sınırlı tonaj gereksinimlerine uygun şekilde optimize edilmiştir. Koçun alt ölü noktada bekleme süresi, panel üzerinden ayarlanabilir; bu özellik, özellikle hassas bükme veya delme işlemlerinde parçanın deformasyona uğramadan doğru form almasını sağlar. Mini preslerde koç hareketi genellikle yüksek hızda olup, dakikada yüzlerce vuruş yapabilme kapasitesi sunar. Bu da küçük parçaların seri üretiminde büyük avantaj sağlar.
Dijital panel kullanımı, mini eksantrik preslerde hem üretim kontrolünü hem de kalite güvenceyi artırır. Panel üzerinden koç hızı, vuruş sayısı, duruş süresi ve bazı modellerde besleme adımı ayarlanabilir. Ayrıca sensörlerden gelen uyarılar, panelde görselleştirilir ve pres, herhangi bir güvenlik ihlali durumunda otomatik olarak durdurulur. Bu sistemler, özellikle atölye veya prototip üretimlerinde operatör güvenliği ve üretim hatalarının önlenmesi açısından önemlidir.
Enerji verimliliği, mini preslerde kompakt tasarım ve düşük tonaj kapasitesi ile uyumlu bir şekilde optimize edilmiştir. Motor ve koç sistemi, yalnızca gerekli olduğunda maksimum güç kullanacak şekilde tasarlanır. Bazı modern mini pres modellerinde servo motorlu koç sistemleri kullanılır; bu sistemler, hareketin hassas kontrolünü sağlarken enerji tüketimini de minimize eder. Ayrıca bekleme ve geri dönüş hareketlerinde enerji tüketimi düşük seviyede tutulur, bu da küçük üretim hatlarında maliyet avantajı sağlar.
Mini preslerin bakım ve operasyon kolaylığı, küçük boyutlarından kaynaklanan bir avantajdır. Kritik hareketli parçalar, düzenli yağlama ile korunur ve çoğu modelde otomatik yağlama sistemleri bulunur. Basit mekanik yapısı sayesinde arıza tespiti ve parça değişimi hızlı bir şekilde yapılabilir. Bu özellik, küçük atölye ve prototip üretimlerinde makinenin kesintisiz çalışmasını destekler.
Uygulama alanları açısından mini boy eksantrik presler oldukça geniştir. Takı ve aksesuar üretiminde küçük metal parçaların kesilmesi, bükülmesi ve şekillendirilmesi; elektronik sektöründe devre ve şase parçalarının hassas işlenmesi; küçük aparat üretiminde braket, kelepçe veya kutu gibi parçaların seri üretimi; prototip ve deneme üretimlerinde çeşitli malzemelerin hızlı şekilde test edilmesi gibi alanlarda kullanılır. Bu presler, küçük boyutlarına rağmen hassasiyet ve üretim hızı açısından etkili çözümler sunar.
İstersen bundan sonra sana mini boy eksantrik preslerde kullanılan farklı progresif kalıp tipleri, tek vuruş ve çok vuruşlu işleme teknikleri, operatör kontrol panellerinin detaylı fonksiyonları ve çeşitli sektörlerdeki uygulama örneklerini uzun ve detaylı düz yazı şeklinde aktarabilirim.
Mini boy eksantrik preslerde kullanılan kalıp tipleri, makinenin üretim kapasitesini ve işlem çeşitliliğini doğrudan etkiler. Tek vuruşlu kalıplar, her vuruşta yalnızca bir işlem gerçekleştirir ve genellikle basit parçalar için tercih edilir. Bu kalıplar, kesme, delme veya küçük bükme işlemlerinde yüksek hassasiyet sağlar. Tek vuruşlu kalıplar, mini preslerin kompakt yapısı ile uyumlu olup düşük tonaj gerektiren işlemler için idealdir. Progresif kalıplar ise malzemeyi kalıp boyunca adım adım ilerleterek birden fazla işlem gerçekleştirir. Mini preslerde kısa progresif kalıplar kullanılarak tek vuruşta iki veya üç işlem yapılabilir; bu, üretim hızını artırırken malzeme kullanımını optimize eder.
Mini preslerde kalıp montajı ve değişimi genellikle basit ve hızlıdır. Hafif ve kompakt kalıp yapısı sayesinde operatörler kalıpları manuel veya küçük hidrolik sistemler yardımıyla kolayca monte edebilir. Bazı modern mini pres modellerinde hızlı kalıp değiştirme sistemleri bulunur; bu sistemler, kalıp montaj süresini dakikalar seviyesine indirerek küçük seri üretimlerde üretim kaybını minimize eder. Ayrıca, dijital panel üzerinden kalıp pozisyonu izlenebilir ve presin çalışması için güvenli kilitlenme sağlanır.
Operatör kontrol panelleri, mini boy preslerde üretim süreçlerinin hassas yönetimini sağlar. Panel üzerinden koç hızı, vuruş sayısı, duruş süresi, tonaj limiti ve bazı modellerde besleme adımları ayarlanabilir. Sensörler ve panel entegrasyonu sayesinde, malzeme yanlış pozisyonlandığında veya tonaj limiti aşıldığında pres otomatik olarak durur ve uyarı verir. Bu özellikler, özellikle prototip üretimlerinde veya küçük seri üretimlerde kaliteyi garanti altına alır.
Mini preslerin üretim teknikleri, kullanılan kalıp tipine göre çeşitlilik gösterir. Tek vuruşlu işlemler, genellikle kesme, delme ve basit bükme için kullanılır. Progresif kalıplar ile yapılan işlemler ise kesme, bükme ve form verme gibi zincirleme işlemleri tek vuruşta gerçekleştirebilir. Bazı mini preslerde, malzeme besleme sistemi ile entegre edilmiş robotik kol veya mekanik besleyiciler bulunur; bu sistemler, malzemeyi kalıba doğru pozisyonda iletir ve bitmiş parçayı güvenli bir şekilde alır. Böylece operatör müdahalesi minimuma indirilir ve üretim hızı artırılır.
Enerji verimliliği mini preslerde de önemli bir unsurdur. Servo motorlu koç sistemleri, yüksek hassasiyet ve düşük enerji tüketimi sağlar. Boşta veya geri dönüş hareketlerinde enerji minimum seviyeye çekilir. Bazı modellerde enerji geri kazanım sistemleri bulunur; koçun frenleme sırasında açığa çıkan kinetik enerji, pres sistemine yeniden kazandırılır. Bu, küçük üretim hatlarında enerji maliyetlerini düşürür ve çevresel verimliliği artırır.
Mini boy eksantrik preslerin bakım ve işletim kolaylığı, atölye ve küçük üretim ortamları için idealdir. Kritik hareketli parçalar düzenli yağlama ile korunur; otomatik yağlama sistemleri bulunan modellerde bu bakım adımı operatör müdahalesi gerektirmez. Basit mekanik yapısı sayesinde arızalar hızlıca tespit edilebilir ve parçalar kolayca değiştirilebilir. Bu özellikler, küçük seri üretimlerde üretim sürekliliğini destekler.
Uygulama alanları açısından mini presler oldukça çeşitlidir. Takı ve aksesuar üretiminde küçük metal parçaların hassas işlenmesinde; elektronik sektöründe devre ve şase parçalarının üretiminde; küçük aparat ve braketlerin imalatında; prototip ve deneme üretimlerinde farklı malzemelerin hızlı şekilde test edilmesinde kullanılır. Küçük boyutlarına rağmen yüksek hassasiyet ve üretim hızı sağlayarak, atölye ve küçük üretim tesislerinde ekonomik ve güvenilir çözümler sunar.
İstersen bundan sonra sana mini boy eksantrik preslerde kullanılan farklı progresif kalıp tiplerini, tek vuruş ve çok vuruşlu işleme tekniklerini, robotik besleme sistemlerinin entegrasyonu ve sektörlere göre uygulama örneklerini uzun ve detaylı düz yazı formatında anlatabilirim.
Kompakt Atölye Tipi Eksantrik Pres
Kompakt atölye tipi eksantrik presler, küçük üretim alanlarına sahip atölyeler, prototip üretim tesisleri veya düşük ve orta hacimli seri üretim hatları için özel olarak tasarlanmış makineler arasında yer alır. Bu presler, mini boy eksantrik preslere benzer şekilde kompakt ve hafif yapıya sahiptir, ancak genellikle biraz daha yüksek tonaj kapasitesi ve genişletilmiş fonksiyon seçenekleri sunar. Kompakt tasarım, sınırlı alanlarda yer tasarrufu sağlarken, aynı zamanda operatörün makineye kolay erişimini ve hızlı işlem gerçekleştirmesini mümkün kılar.
Bu tip preslerde, klasik eksantrik mekanizma kullanılır; krank mili, volan ve biyel kolu aracılığıyla dönme hareketi doğrusal koç hareketine dönüştürülür. Koç, yüksek hassasiyet ve hızlı tepki süreleri ile çalışacak şekilde tasarlanmıştır. Küçük boyutlarına rağmen kompakt atölye tipi presler, kesme, delme, bükme ve form verme gibi çeşitli metal şekillendirme işlemlerini gerçekleştirebilir. Tonaj kapasitesi, genellikle 5 ila 30 ton arasında değişir; bu da küçük ve orta ölçekli üretim ihtiyaçlarını karşılayacak seviyededir.
Kompakt preslerde kullanılan kalıp sistemleri, atölye ortamına uygun olarak basit ama etkili tasarlanmıştır. Tek vuruşlu kalıplar, küçük parçaların kesilmesi veya delinmesi için idealdir. Progresif kalıplar ise, birkaç küçük işlem adımını tek vuruşta gerçekleştirebilecek şekilde optimize edilmiştir. Bu kalıplar, malzemenin kalıp boyunca adım adım ilerlemesini sağlar; böylece üretim hızı artar ve malzeme israfı minimum seviyeye iner. Kalıp montajı genellikle kolaydır ve hafif kalıplar sayesinde operatörler hızlı değişim yapabilir. Bazı modellerde hızlı kalıp değiştirme sistemleri de bulunur; bu sistemler, üretim esnekliğini artırır ve atölye verimliliğini optimize eder.
Dijital veya analog kontrol panelleri, kompakt atölye tipi preslerde üretim sürecinin hassas yönetimini sağlar. Dijital paneller, koç hızı, vuruş sayısı, duruş süresi ve tonaj limitlerini ayarlamanın yanı sıra, üretim reçetelerini kaydetmeye ve üretim parametrelerini farklı ürünlere hızlı bir şekilde uygulamaya imkan tanır. Sensör entegrasyonu ile pres, malzemenin doğru pozisyonda olup olmadığını, tonaj limitlerini veya herhangi bir güvenlik ihlalini sürekli izler ve gerektiğinde otomatik durdurma uygular. Bu, hem kaliteyi garanti altına alır hem de operatör güvenliğini artırır.
Enerji verimliliği, kompakt preslerde de önemli bir tasarım unsurudur. Servo motor veya frekans invertörlü motor sistemleri, presin yalnızca ihtiyaç duyduğu anda maksimum güç çekmesini sağlar. Boşta veya geri dönüş hareketlerinde enerji tüketimi minimum seviyeye çekilir. Bazı modern kompakt preslerde enerji geri kazanım sistemleri de bulunur; koçun frenleme sırasında açığa çıkan kinetik enerji sisteme geri kazandırılır, böylece enerji maliyetleri düşürülür ve çevresel verimlilik artırılır.
Kompakt atölye tipi preslerin bakım ve işletim kolaylığı, küçük üretim ortamları için büyük avantaj sağlar. Basit ve kullanıcı dostu mekanik yapısı sayesinde arıza tespiti hızlıdır, kritik parçalar kolayca değiştirilebilir ve otomatik yağlama sistemleri ile hareketli parçalar sürekli korunur. Bu, küçük ve orta ölçekli üretim hatlarında duruş sürelerini minimize eder ve üretim sürekliliğini sağlar.
Uygulama alanları açısından, kompakt atölye tipi eksantrik presler oldukça çeşitlidir. Küçük metal parçaların kesilmesi ve şekillendirilmesi, takı ve aksesuar üretimi, elektronik ve elektrik sektörü komponentleri, prototip ve deneme üretimleri, küçük aparat ve braket imalatı gibi alanlarda yaygın olarak kullanılır. Kompakt boyutları, esnek kullanım ve hassas üretim kabiliyeti ile küçük atölye ve üretim tesisleri için ideal bir çözüm sunar.
İstersen bundan sonra sana kompakt atölye tipi eksantrik preslerde kullanılan farklı kalıp tipleri, tonaj ve hız optimizasyonu, dijital panel üzerinden üretim kontrolü ve çeşitli sektörlerdeki uygulama örneklerini uzun ve detaylı düz yazı formatında anlatabilirim.
Kompakt atölye tipi eksantrik preslerin kalıp ve işleme sistemleri, küçük üretim alanlarında maksimum verim ve hassasiyet sağlayacak şekilde tasarlanmıştır. Bu makinelerde kullanılan tek vuruşlu kalıplar, her vuruşta tek bir işlem gerçekleştirir; genellikle küçük parçaların kesilmesi, delinmesi veya basit bükme işlemleri için idealdir. Progresif kalıplar ise malzemeyi kalıp boyunca adım adım hareket ettirerek birden fazla işlemi tek vuruşta gerçekleştirir. Küçük boyutlu progresif kalıplar, presin kompakt yapısı ile uyumlu olarak tasarlanır ve birkaç işlem adımını tek vuruşta yapabilme kapasitesi sayesinde küçük seri üretimlerde verimliliği artırır.
Kompakt preslerde kalıp montajı ve değiştirilmesi oldukça pratiktir. Hafif ve kompakt kalıp yapısı, operatörün hızlı ve güvenli şekilde kalıbı monte etmesini sağlar. Bazı modellerde hızlı kalıp değiştirme sistemleri bulunur; bu sistemler, kalıp değişim sürelerini dakikalar seviyesine indirerek atölye ortamında üretim esnekliğini artırır. Dijital paneller, kalıp pozisyonunu ve kilitlenme durumunu gerçek zamanlı izleyerek, presin güvenli bir şekilde çalışmasını garanti eder.
Dijital kontrol panelleri, kompakt atölye tipi preslerde üretim süreçlerinin hassas yönetimini sağlar. Koç hızı, vuruş sayısı, duruş süreleri, tonaj limiti ve malzeme besleme adımları panel üzerinden ayarlanabilir. Sensörler ile entegre edilen sistem, malzemenin doğru pozisyonda olup olmadığını, tonaj limitlerini ve güvenlik ihlallerini sürekli izler; olası bir sorun durumunda pres otomatik olarak durur ve operatörü uyarır. Bu sayede hem kalite standartları korunur hem de operatör güvenliği sağlanır.
Koç ve volan mekanizmaları, kompakt preslerin performansında kritik bir rol oynar. Koç, yüksek hassasiyet ve hızlı tepki süreleriyle çalışacak şekilde tasarlanmıştır. Alt ölü noktada bekleme süresi (dwell time), özellikle hassas bükme ve form verme işlemlerinde malzemenin deformasyona uğramadan istenen formu almasını sağlar. Volan sistemi ise kinetik enerjiyi depolar ve koç hareketine aktarır; böylece pres, tonaj kapasitesini sabit ve güvenli bir şekilde uygulayabilir. Küçük boyutlara rağmen bu sistemler, dakikada yüzlerce vuruş yapabilecek performans sağlar.
Enerji verimliliği, kompakt preslerde modern motor ve kontrol sistemleri ile optimize edilmiştir. Servo motor veya frekans invertörlü motor sistemleri, yalnızca gerekli anda maksimum güç sağlar; geri dönüş ve bekleme hareketlerinde enerji tüketimi minimum seviyeye çekilir. Bazı modellerde koç frenleme sırasında açığa çıkan kinetik enerji geri kazanılarak presin enerji ihtiyacına katkı sağlanır. Bu, hem enerji maliyetlerini düşürür hem de atölye tipi üretimlerde çevresel verimliliği artırır.
Kompakt atölye tipi preslerin bakım ve işletim kolaylığı, küçük üretim tesisleri için büyük avantaj sunar. Mekanik yapısı basit ve kullanıcı dostudur; kritik parçalar hızlıca kontrol edilir ve gerekirse değiştirilebilir. Otomatik yağlama sistemleri sayesinde hareketli parçalar sürekli korunur ve plansız duruşlar minimize edilir. Bu özellikler, küçük üretim hatlarında hem iş akışının sürekliliğini sağlar hem de operatör verimliliğini artırır.
Uygulama alanları açısından kompakt atölye tipi eksantrik presler, küçük metal parçaların kesilmesi ve şekillendirilmesi, takı ve aksesuar üretimi, elektronik ve elektrik sektöründeki komponent üretimi, küçük aparat ve braket imalatı ile prototip ve deneme üretimleri gibi geniş bir yelpazeye sahiptir. Küçük boyutlarına rağmen hassas üretim kabiliyeti ve hızlı vuruş performansı ile, atölye ve küçük ölçekli üretim tesisleri için ekonomik ve güvenilir bir çözüm sunar.
İstersen bundan sonraki adımda sana kompakt atölye tipi eksantrik preslerde sensör sistemlerinin teknik detayları, robotik besleme ve çıkarma sistemleri ile dijital panel entegrasyonunun üretim optimizasyonuna etkilerini uzun ve detaylı şekilde aktarabilirim.
Kompakt atölye tipi eksantrik preslerde sensör sistemleri ve dijital panel entegrasyonu, makinenin güvenli, verimli ve hassas çalışmasını sağlayan en önemli bileşenler arasında yer alır. Bu makinelerde kullanılan sensörler, üretim sürecinin her aşamasında kritik verileri toplar ve dijital panele ileterek operatöre veya kontrol sistemine anlık geri bildirim sağlar. Örneğin, tonaj sensörleri koçun malzemeye uyguladığı kuvveti ölçer; bu sayede pres, belirlenen maksimum tonaj sınırını aşmadan çalışır ve hem kalıp hem de malzeme güvenliği sağlanır. Pozisyon sensörleri, malzemenin kalıp içindeki doğru konumda olup olmadığını kontrol eder; malzeme hatalı yerleştirildiğinde pres otomatik olarak durur ve operatöre uyarı verir. Bu özellik, özellikle hassas kesme, bükme veya delme işlemlerinde üretim hatalarının önlenmesi açısından kritik öneme sahiptir.
Dijital panel, bu sensörlerden gelen tüm verileri merkezi bir arayüzde toplar ve analiz eder. Operatör, panel üzerinden koç hızı, vuruş sayısı, duruş süresi, tonaj limiti ve besleme adımlarını hassas bir şekilde ayarlayabilir. Ayrıca üretim reçeteleri kaydedilerek farklı ürünlerin seri üretimine hızlı geçişler yapılabilir. Panel, üretim sırasında herhangi bir anormallik veya güvenlik ihlali durumunda otomatik olarak alarm verir ve presin durmasını sağlar. Bu, atölye tipi kompakt preslerde hem kaliteyi hem de operatör güvenliğini garanti eder.
Kompakt preslerde robotik besleme ve çıkarma sistemlerinin entegrasyonu, operatör müdahalesini minimuma indirir ve üretim hızını artırır. Küçük parçaların kalıba doğru pozisyonda beslenmesi ve bitmiş parçaların güvenli şekilde alınması, robotik kollar veya mekanik besleyici sistemler aracılığıyla sağlanır. Bu sistemler, presin vuruş hızı ile senkronize çalışacak şekilde programlanır; malzeme yanlış konumlandırıldığında pres durur ve panel üzerinden uyarı verilir. Bu sayede hem kalıp bütünlüğü korunur hem de hatalı üretim önlenir.
Koç ve volan mekanizmaları, sensörler ve dijital panel ile entegre çalışarak üretim optimizasyonunu sağlar. Koçun alt ölü noktada bekleme süresi (dwell time), malzemenin deformasyona uğramadan doğru form almasını garantiler. Volan sistemi, kinetik enerjiyi depolayarak koç hareketine aktarır ve presin tonaj kapasitesini sabit ve güvenli bir şekilde uygulamasına olanak tanır. Küçük boyutlara rağmen bu sistemler, yüksek hız ve hassasiyetle çalışarak atölye üretimlerinde verimliliği artırır.
Enerji verimliliği, kompakt atölye tipi preslerde dijital panel ve motor kontrol sistemleri ile optimize edilmiştir. Servo motor veya frekans invertörlü motorlar, yalnızca ihtiyaç duyulduğunda maksimum güç sağlar; geri dönüş ve boşta çalışma hareketlerinde enerji tüketimi minimum seviyeye çekilir. Bazı modern modellerde, koç frenleme sırasında açığa çıkan kinetik enerji geri kazanılarak sisteme kazandırılır; bu, enerji maliyetlerini düşürür ve çevresel sürdürülebilirliği artırır.
Bakım açısından, sensör ve dijital panel entegrasyonu, kompakt preslerin uzun ömürlü ve kesintisiz çalışmasını destekler. Dijital panel, titreşim, sıcaklık, tonaj ve yağ basıncı verilerini sürekli izler ve hangi parçaların bakım gerektirdiğini önceden bildirir. Kritik hareketli parçalar otomatik yağlama sistemleri ile korunur; plansız duruşlar minimize edilir ve küçük atölye üretimlerinde iş akışı sürekliliği sağlanır.
Kompakt atölye tipi eksantrik presler, küçük metal parçaların kesilmesi, bükülmesi ve şekillendirilmesi; takı ve aksesuar üretimi; elektronik sektöründe şase ve komponent üretimi; küçük aparat ve braket imalatı; prototip ve deneme üretimleri gibi alanlarda yüksek verim ve hassasiyetle çalışır. Sensör tabanlı dijital panel entegrasyonu ve robotik besleme sistemleri ile desteklenen bu makineler, küçük boyutlarına rağmen atölye üretimlerinde güvenilir, hızlı ve ekonomik bir çözüm sunar.
Kompakt atölye tipi eksantrik preslerde kullanılan sensör sistemleri, presin verimli ve güvenli çalışmasını sağlamak için farklı türlerde tasarlanmıştır. Tonaj sensörleri, koçun malzemeye uyguladığı kuvveti hassas bir şekilde ölçer ve presin belirlenen maksimum tonaj değerini aşmasını engeller. Bu sayede hem kalıp hem de iş parçası korunur. Pozisyon sensörleri, malzemenin kalıp içindeki doğru konumda olup olmadığını kontrol eder; malzeme hatalı yerleştirildiğinde pres durur ve panel üzerinden uyarı verir. Bu, özellikle küçük parçaların hassas bükme, delme veya kesme işlemlerinde kritik öneme sahiptir. Ayrıca koç pozisyon sensörleri, koçun alt ve üst ölü noktadaki konumunu takip ederek vuruşların hassas ve tekrarlanabilir olmasını sağlar.
Basınç ve sıcaklık sensörleri ise presin mekanik sistemlerini sürekli izler. Yağ basıncı sensörleri, koç ve volan sisteminin düzgün yağlandığını kontrol eder; yağ basıncı düşerse pres durur ve panel üzerinden operatöre uyarı gönderilir. Sıcaklık sensörleri ise motor ve mekanik parçaların aşırı ısınmasını önler. Tüm bu sensörler dijital panel ile entegre çalışarak operatöre anlık veri sağlar ve üretim güvenliğini artırır.
Robotik besleme ve çıkarma sistemleri, kompakt atölye tipi preslerde üretim otomasyonunun önemli bir parçasıdır. Küçük parçaların kalıba doğru pozisyonda beslenmesi ve bitmiş parçaların güvenli şekilde alınması, robotik kollar veya mekanik besleyici sistemler aracılığıyla gerçekleştirilir. Bu sistemler presin vuruş hızı ile senkronize çalışacak şekilde programlanır; malzeme hatalı yerleştirildiğinde pres durur ve uyarı verir. Bu, hem kalıp bütünlüğünü korur hem de hatalı üretimi önler. Robotik sistemler, küçük parçaların hassas pozisyonlandırılması için özel tutucular ve sensörlerle desteklenir, böylece seri üretimlerde yüksek doğruluk sağlanır.
Dijital panel, sensörlerden ve robotik sistemlerden gelen verileri merkezi bir arayüzde toplar. Operatör panel üzerinden koç hızı, vuruş sayısı, duruş süreleri, tonaj limiti ve besleme adımlarını hassas bir şekilde ayarlayabilir. Ayrıca üretim reçeteleri kaydedilerek farklı ürünlerin seri üretimine hızlı geçişler yapılabilir. Panel, üretim sırasında herhangi bir anormallik veya güvenlik ihlali durumunda otomatik alarm verir ve presin durmasını sağlar. Bu özellik, atölye tipi preslerde hem kaliteyi hem de operatör güvenliğini garanti eder.
Enerji verimliliği, kompakt atölye tipi preslerde modern motor ve kontrol sistemleri ile optimize edilmiştir. Servo motor veya frekans invertörlü motorlar, yalnızca ihtiyaç duyulduğunda maksimum güç sağlar. Boşta veya geri dönüş hareketlerinde enerji tüketimi minimum seviyeye çekilir. Bazı modellerde, koç frenleme sırasında açığa çıkan kinetik enerji geri kazanılarak pres sistemine kazandırılır; bu, enerji maliyetlerini düşürür ve çevresel sürdürülebilirliği artırır.
Bakım ve işletim kolaylığı, kompakt atölye tipi preslerin bir diğer önemli avantajıdır. Dijital panel, titreşim, sıcaklık, tonaj ve yağ basıncı verilerini sürekli izler ve hangi parçaların bakım gerektirdiğini önceden bildirir. Kritik hareketli parçalar otomatik yağlama sistemleri ile korunur, plansız duruşlar minimize edilir ve üretim sürekliliği sağlanır. Basit mekanik yapısı sayesinde arıza tespiti ve parça değişimi hızlıdır; bu da küçük atölye üretimlerinde verimliliği artırır.
Kompakt atölye tipi eksantrik presler, küçük metal parçaların kesilmesi, bükülmesi ve şekillendirilmesi; takı ve aksesuar üretimi; elektronik sektöründe şase ve komponent üretimi; küçük aparat ve braket imalatı; prototip ve deneme üretimleri gibi geniş uygulama alanlarına sahiptir. Sensör tabanlı dijital panel entegrasyonu ve robotik besleme sistemleri ile desteklenen bu makineler, küçük boyutlarına rağmen yüksek hassasiyet, hızlı vuruş performansı ve güvenilirlik sunar.
İstersen bundan sonra sana kompakt atölye tipi eksantrik preslerde robotik besleme sistemlerinin mekanik ve yazılım entegrasyonu, sensör tabanlı üretim optimizasyonu stratejileri ve farklı sektörlerdeki uygulama örneklerini çok daha detaylı ve uzun düz yazı formatında anlatabilirim.
Dişli Çark Tahrikli Eksantrik Pres
Dişli çark tahrikli eksantrik presler, klasik eksantrik preslerden farklı olarak, koç hareketini krank mili yerine dişli çark sistemi aracılığıyla elde eden özel tasarımlardır. Bu tasarım, özellikle yüksek hassasiyet gerektiren, tekrarlanabilirliği kritik olan ve ağır tonajlı işlemlerde tercih edilir. Dişli çark tahriki, mekanik verimliliği artırırken titreşimleri ve enerji kaybını minimize eder; bu sayede presin performansı ve uzun ömürlülüğü artar. Bu tip presler, hem küçük hem de orta ölçekli üretimlerde güvenilir bir çözüm sunar.
Dişli çark tahrikli preslerde koç hareketi, volan tarafından sağlanan dönme hareketinin dişli çark sistemi aracılığıyla doğrusal harekete dönüştürülmesiyle elde edilir. Bu mekanizma, koç hareketinde minimum sapma ve yüksek tekrarlanabilirlik sağlar. Özellikle hassas bükme, kesme veya delme işlemlerinde, dişli çark tahriki sayesinde koçun alt ve üst ölü noktadaki konumu kesin bir şekilde kontrol edilir. Bu, hem kalıp ömrünü uzatır hem de iş parçasının boyutsal toleranslarını garanti eder.
Dişli çark tahrikli presler, ağır tonajlı işlemler için optimize edilmiştir. Koç ve volan sistemleri, presin tonaj kapasitesini güvenli bir şekilde uygulayacak şekilde tasarlanmıştır. Dişli çark mekanizması, yüksek kuvvet iletimini sağlamasının yanı sıra düşük bakım ihtiyacı ve uzun ömür ile öne çıkar. Bu presler, genellikle 20 ton ve üzeri tonaj kapasitelerine sahip olup, otomotiv parçaları, metal aparat ve büyük sac parçalarının işlenmesinde kullanılır.
Kalıp sistemleri açısından, dişli çark tahrikli presler hem tek vuruşlu hem de progresif kalıplarla uyumludur. Tek vuruşlu kalıplar, yüksek tonaj gerektiren kesme veya delme işlemlerinde tercih edilirken, progresif kalıplar birden fazla işlem adımını tek vuruşta gerçekleştirebilir. Bu sayede üretim hızı artarken, malzeme israfı minimum seviyeye indirilir. Kalıp montajı genellikle standart preslere göre biraz daha ağır ve hassastır; bu nedenle bazı modellerde hızlı kalıp değiştirme sistemleri bulunur, böylece üretim esnekliği artırılır.
Dijital panel ve sensör entegrasyonu, dişli çark tahrikli preslerde de büyük önem taşır. Tonaj sensörleri, koçun uyguladığı kuvveti sürekli izler; pozisyon sensörleri ise koçun ve malzemenin doğru konumda olduğunu teyit eder. Panel üzerinden koç hızı, vuruş sayısı, duruş süresi ve tonaj limiti ayarlanabilir. Sensörler ile entegre dijital sistem, herhangi bir anormallik durumunda presin durmasını sağlar ve operatörü uyarır. Bu özellik, yüksek tonajlı preslerde güvenlik ve kalite kontrol açısından kritik öneme sahiptir.
Enerji verimliliği, dişli çark tahrikli preslerde mekanik tasarım ve motor kontrol sistemleri ile optimize edilmiştir. Dişli çark mekanizması, yüksek verimli kuvvet iletimi sağlarken, motor sistemleri yalnızca gerekli anda maksimum güç sağlar. Geri dönüş ve bekleme hareketlerinde enerji tüketimi minimum seviyeye çekilir. Bazı ileri modellerde, koç frenleme sırasında açığa çıkan kinetik enerji geri kazanılarak pres sistemine kazandırılır; bu, enerji maliyetlerini düşürür ve çevresel verimliliği artırır.
Bakım ve işletim açısından, dişli çark tahrikli presler yüksek dayanıklılık ve uzun ömür sunar. Dişli sistemleri düzenli yağlama ile korunur ve mekanik aşınmalar minimum seviyede olur. Dijital panel, tonaj, sıcaklık ve titreşim verilerini izleyerek bakım gereksinimlerini önceden bildirir. Bu sayede plansız duruşlar azaltılır ve üretim sürekliliği sağlanır.
Dişli çark tahrikli eksantrik presler, otomotiv, beyaz eşya, inşaat ve ağır sanayi sektörlerinde büyük sac parçalarının kesilmesi, bükülmesi ve delinmesi; otomotiv komponentleri ve metal aparat üretimi gibi yüksek hassasiyet ve tonaj gerektiren uygulamalarda yaygın olarak kullanılır. Bu presler, mekanik verimlilik, yüksek tekrarlanabilirlik ve uzun ömür ile ağır sanayi üretim süreçlerinin vazgeçilmez bir parçasıdır.
Dişli çark tahrikli eksantrik preslerin kalıp sistemleri, yüksek tonaj ve hassasiyet gereksinimlerini karşılayacak şekilde tasarlanır. Bu preslerde tek vuruşlu kalıplar, özellikle kesme, delme veya bükme işlemlerinde yüksek tonaj uygulamak için idealdir. Tek vuruşta uygulanan kuvvet, dişli çark mekanizması sayesinde son derece stabil ve tekrarlanabilir olur. Bu, hem kalıbın hem de iş parçasının uzun ömürlü olmasını sağlar. Progresif kalıplar ise birden fazla işlem adımını tek vuruşta gerçekleştirebilir; malzeme, kalıp boyunca adım adım hareket ettirilerek kesme, bükme, delme ve form verme işlemleri zincirleme bir şekilde yapılır. Bu sistem, özellikle küçük veya orta ölçekli seri üretimlerde üretim hızını artırırken malzeme israfını minimuma indirir.
Kalıp montajı ve değişimi, dişli çark tahrikli preslerde standart eksantrik preslere göre daha hassastır. Kalıplar ağır ve yüksek tonajlı işlemler için tasarlandığından, montaj sırasında doğru hizalama kritik öneme sahiptir. Bu nedenle bazı modern pres modellerinde hızlı kalıp değiştirme sistemleri ve kalıp hizalama sensörleri bulunur; bu sistemler, kalıp değişim süresini minimize ederken presin güvenli ve verimli çalışmasını sağlar.
Dijital panel ve sensör entegrasyonu, dişli çark tahrikli preslerde üretim optimizasyonunu artıran en önemli bileşenler arasında yer alır. Tonaj sensörleri, koçun uyguladığı kuvveti sürekli izler ve belirlenen limitin aşılmasını engeller. Pozisyon sensörleri, koçun alt ve üst ölü noktadaki konumunu hassas bir şekilde takip ederek işlemlerin tekrarlanabilirliğini garanti eder. Ayrıca malzemenin kalıp içindeki doğru pozisyonu sürekli kontrol edilir; malzeme hatalı yerleştirilmişse pres durur ve panel üzerinden operatöre uyarı gönderilir. Bu sistemler, özellikle hassas parçaların üretildiği sektörlerde kalite güvence açısından kritik öneme sahiptir.
Koç ve volan sistemleri, dişli çark mekanizması ile entegre çalışarak yüksek tonajlı işlemlerde stabil kuvvet iletimini sağlar. Koçun alt ölü noktada bekleme süresi (dwell time), hassas bükme ve form verme işlemlerinde iş parçasının deformasyona uğramadan istenen formu almasına olanak tanır. Volan sistemi, kinetik enerjiyi depolayarak koç hareketine aktarır ve yüksek tonajın sabit bir şekilde uygulanmasını sağlar. Dişli çark mekanizması, mekanik verimliliği artırırken titreşimleri ve enerji kaybını minimize eder.
Enerji verimliliği açısından, dişli çark tahrikli preslerde mekanik tasarım ve motor kontrol sistemleri optimize edilmiştir. Servo motor veya frekans invertörlü motorlar, yalnızca ihtiyaç duyulduğunda maksimum güç sağlar; geri dönüş ve boşta çalışma hareketlerinde enerji tüketimi minimum seviyeye çekilir. Bazı ileri modellerde, koç frenleme sırasında açığa çıkan kinetik enerji geri kazanılarak pres sistemine kazandırılır. Bu, hem enerji maliyetlerini düşürür hem de çevresel sürdürülebilirliği artırır.
Bakım ve işletim kolaylığı, dişli çark tahrikli preslerin uzun ömürlü çalışmasını destekler. Dişli sistemleri düzenli yağlama ile korunur ve aşınma minimum seviyede gerçekleşir. Dijital panel, titreşim, sıcaklık, tonaj ve yağ basıncı verilerini sürekli izler ve bakım gereksinimlerini önceden bildirir. Bu sayede plansız duruşlar azaltılır ve üretim sürekliliği sağlanır.
Uygulama alanları açısından dişli çark tahrikli eksantrik presler, otomotiv sektöründe ağır sac ve metal parçaların kesilmesi, bükülmesi ve delinmesi; beyaz eşya ve elektronik sektöründe komponent üretimi; inşaat ve makine imalatında yüksek tonaj gerektiren metal işleme uygulamaları için idealdir. Bu presler, yüksek tonaj, hassasiyet ve tekrarlanabilirlik gerektiren üretim süreçlerinin vazgeçilmez bir parçasıdır.
Dişli çark tahrikli eksantrik preslerde kalıp tasarımı ve işleme stratejileri, presin yüksek tonaj kapasitesi ve hassasiyet özellikleri göz önüne alınarak optimize edilir. Tek vuruşlu kalıplar, özellikle büyük sac parçalarının kesilmesi, delinmesi veya bükülmesi gibi yüksek tonaj gerektiren işlemlerde tercih edilir. Bu kalıplar, her vuruşta tek bir işlem gerçekleştirir ve dişli çark tahriki sayesinde koç hareketi son derece stabil ve tekrarlanabilir olur. Bu, hem kalıp hem de iş parçasının uzun ömürlü olmasını sağlar ve ağır sanayi uygulamalarında güvenli üretim koşulları sunar.
Progresif kalıplar, dişli çark tahrikli preslerde üretim hızını ve verimliliği artırmak için kullanılır. Bu kalıplar, malzemeyi adım adım ilerleterek birden fazla işlem adımını tek vuruşta gerçekleştirir. Kesme, bükme, delme ve form verme işlemleri zincirleme bir şekilde yapılır ve malzeme israfı minimuma indirilir. Progresif kalıplar, özellikle seri üretim hatlarında, aynı anda birden fazla parçayı işleyebilme kapasitesi sayesinde verimliliği artırır ve üretim sürelerini kısaltır.
Kalıp montajı, dişli çark tahrikli preslerde standart preslere göre daha hassastır. Kalıplar, yüksek tonajlı işlemler için ağır yapıda tasarlanır ve montaj sırasında doğru hizalama kritik öneme sahiptir. Bazı modern pres modellerinde hızlı kalıp değiştirme sistemleri ve kalıp hizalama sensörleri bulunur; bu sistemler, kalıp değişim süresini dakikalar seviyesine indirir ve üretim esnekliğini artırır. Kalıp pozisyon sensörleri, presin çalışması sırasında kalıbın doğru konumda olduğunu sürekli kontrol eder ve olası sapmaları önler.
Dijital panel ve sensör sistemi entegrasyonu, dişli çark tahrikli preslerde üretim kalitesi ve güvenliğini artıran kritik bir unsurdur. Tonaj sensörleri, koçun uyguladığı kuvveti hassas bir şekilde ölçer; bu sayede pres, belirlenen maksimum tonaj değerini aşmaz ve hem kalıp hem de iş parçası korunur. Pozisyon sensörleri, koçun alt ve üst ölü noktadaki konumunu hassas bir şekilde takip eder, malzemenin kalıp içindeki doğru pozisyonunu doğrular. Bu veriler, dijital panel üzerinden operatöre anlık olarak iletilir ve panel, herhangi bir anormallik veya güvenlik ihlali durumunda presin durmasını sağlar. Bu sistemler, özellikle hassas ve yüksek tonajlı üretim süreçlerinde kalite güvence açısından kritik öneme sahiptir.
Koç ve volan mekanizmaları, dişli çark tahriki ile entegre çalışarak yüksek tonajlı işlemlerde stabil kuvvet iletimini sağlar. Koçun alt ölü noktada bekleme süresi (dwell time), özellikle hassas bükme ve form verme işlemlerinde iş parçasının deformasyona uğramadan istenen formu almasına imkan tanır. Volan sistemi, kinetik enerjiyi depolayarak koç hareketine aktarır ve yüksek tonajın sabit şekilde uygulanmasını sağlar. Dişli çark mekanizması, mekanik verimliliği artırırken titreşimleri ve enerji kaybını minimize eder.
Enerji verimliliği, dişli çark tahrikli preslerde mekanik tasarım ve motor kontrol sistemleri ile optimize edilmiştir. Servo motor veya frekans invertörlü motorlar, yalnızca ihtiyaç duyulduğunda maksimum güç sağlar; geri dönüş ve boşta çalışma hareketlerinde enerji tüketimi minimum seviyeye çekilir. Bazı modern pres modellerinde koç frenleme sırasında açığa çıkan kinetik enerji geri kazanılarak pres sistemine kazandırılır; bu, enerji maliyetlerini düşürür ve çevresel sürdürülebilirliği artırır.
Bakım ve işletim kolaylığı, dişli çark tahrikli preslerin uzun ömürlü çalışmasını destekler. Dişli sistemleri düzenli yağlama ile korunur ve aşınma minimum seviyede gerçekleşir. Dijital panel, titreşim, sıcaklık, tonaj ve yağ basıncı verilerini sürekli izler ve bakım gereksinimlerini önceden bildirir. Bu sayede plansız duruşlar azaltılır ve üretim sürekliliği sağlanır.
Uygulama alanları açısından dişli çark tahrikli eksantrik presler, otomotiv sektöründe ağır sac ve metal parçaların kesilmesi, bükülmesi ve delinmesi; beyaz eşya ve elektronik sektöründe komponent üretimi; inşaat ve makine imalatında yüksek tonaj gerektiren metal işleme uygulamaları için idealdir. Bu presler, yüksek tonaj, hassasiyet ve tekrarlanabilirlik gerektiren üretim süreçlerinin vazgeçilmez bir parçasıdır.
Dişli çark tahrikli eksantrik preslerde kullanılan ileri kalıp tipleri, presin yüksek tonaj kapasitesi ve hassasiyet gereksinimleri göz önünde bulundurularak tasarlanır ve üretim süreçlerinin verimliliğini maksimize eder. Tek vuruşlu kalıplar, özellikle büyük ve ağır sac parçalarının kesilmesi, delinmesi veya bükülmesi gibi işlemlerde kullanılır. Bu kalıplar, her vuruşta tek bir işlem gerçekleştirir ve dişli çark tahriki sayesinde koç hareketi son derece stabil ve tekrarlanabilir olur. Bu özellik, hem kalıp hem de iş parçasının uzun ömürlü olmasını sağlar ve ağır sanayi uygulamalarında güvenli üretim koşulları sunar.
Progresif kalıplar, dişli çark tahrikli preslerde üretim hızını ve verimliliği artırmak için özel olarak tasarlanır. Bu kalıplar, malzemeyi adım adım ilerleterek birden fazla işlem adımını tek vuruşta gerçekleştirir. Kesme, bükme, delme ve form verme işlemleri zincirleme bir şekilde yapılır ve malzeme israfı minimuma indirilir. Progresif kalıplar, özellikle seri üretim hatlarında, aynı anda birden fazla parçayı işleyebilme kapasitesi sayesinde verimliliği artırır ve üretim sürelerini kısaltır. Kalıp tasarımında kullanılan yüksek mukavemetli çelikler ve ısıl işlemle sertleştirilmiş yüzeyler, hem uzun ömür sağlar hem de yüksek tonajlı işlemler sırasında deformasyonu önler.
Dişli çark tahrikli preslerde kalıp montajı ve değişimi standart eksantrik preslere göre daha hassastır. Kalıplar ağır ve yüksek tonajlı işlemler için tasarlandığından, montaj sırasında doğru hizalama kritik öneme sahiptir. Modern pres modellerinde hızlı kalıp değiştirme sistemleri, kalıp değiştirme süresini dakikalar seviyesine indirir ve üretim esnekliğini artırır. Kalıp hizalama sensörleri, pres çalışırken kalıbın doğru pozisyonda olduğunu sürekli izler; böylece olası sapmalar ve hatalı üretimler önlenir.
Dijital panel ve sensör entegrasyonu, dişli çark tahrikli preslerde üretim kalitesi ve güvenliğini artıran temel bileşenlerdir. Tonaj sensörleri, koçun uyguladığı kuvveti hassas bir şekilde ölçer; belirlenen maksimum tonaj değerini aşmamak için pres otomatik olarak kontrol edilir. Pozisyon sensörleri, koçun alt ve üst ölü noktadaki konumunu ve malzemenin kalıp içindeki pozisyonunu takip eder. Bu sensörler, dijital panel üzerinden operatöre anlık veri sağlar ve olası bir anormallik veya güvenlik ihlali durumunda presin durmasını sağlar. Bu sistemler, özellikle hassas ve yüksek tonajlı üretim süreçlerinde kalite güvence açısından kritik öneme sahiptir.
Koç ve volan mekanizmaları, dişli çark tahriki ile entegre çalışarak yüksek tonajlı işlemlerde stabil kuvvet iletimini sağlar. Koçun alt ölü noktada bekleme süresi (dwell time), hassas bükme ve form verme işlemlerinde iş parçasının deformasyona uğramadan istenen formu almasını sağlar. Volan sistemi, kinetik enerjiyi depolayarak koç hareketine aktarır ve yüksek tonajın sabit bir şekilde uygulanmasını garanti eder. Dişli çark mekanizması, mekanik verimliliği artırırken titreşimleri ve enerji kaybını minimuma indirir; böylece hem pres hem de kalıp uzun ömürlü olur.
Enerji verimliliği, dişli çark tahrikli preslerde mekanik tasarım ve motor kontrol sistemleri ile optimize edilmiştir. Servo motorlar veya frekans invertörlü motor sistemleri, yalnızca ihtiyaç duyulduğunda maksimum güç sağlar; geri dönüş ve boşta çalışma hareketlerinde enerji tüketimi minimum seviyeye çekilir. Koç frenleme sırasında açığa çıkan kinetik enerji bazı modern modellerde geri kazanılarak pres sistemine kazandırılır. Bu, enerji maliyetlerini düşürür ve çevresel sürdürülebilirliği artırır.
Bakım ve işletim kolaylığı, dişli çark tahrikli preslerin uzun ömürlü çalışmasını destekler. Dişli sistemleri düzenli yağlama ile korunur ve aşınma minimum seviyede gerçekleşir. Dijital panel, titreşim, sıcaklık, tonaj ve yağ basıncı verilerini sürekli izler ve bakım gereksinimlerini önceden bildirir. Bu sayede plansız duruşlar azaltılır ve üretim sürekliliği sağlanır.
Uygulama alanları açısından dişli çark tahrikli eksantrik presler, otomotiv sektöründe ağır sac ve metal parçaların kesilmesi, bükülmesi ve delinmesi; beyaz eşya ve elektronik sektöründe komponent üretimi; inşaat ve makine imalatında yüksek tonaj gerektiren metal işleme uygulamaları için idealdir. Ayrıca, enerji ve savunma sanayii gibi ağır sanayi sektörlerinde yüksek hassasiyet ve tekrarlanabilirlik gerektiren kritik parçaların üretiminde de tercih edilir.
Dişli çark tahrikli eksantrik preslerde robotik malzeme besleme sistemleri, yüksek üretim verimliliği ve kalite standardını korumak için kritik bir rol oynar. Bu sistemler, presin koç hareketi ile tamamen senkronize çalışacak şekilde tasarlanmıştır ve iş parçasının kalıp içine doğru hassas bir şekilde yerleştirilmesini sağlar. Küçük veya ağır parçaların doğru pozisyonda kalması, presin uyguladığı tonajın doğru şekilde iş parçalarına aktarılması açısından hayati öneme sahiptir. Robotik besleme sistemleri genellikle servo motor kontrollü kollar, pnömatik tutucular ve pozisyon sensörleri ile donatılır. Bu sensörler, parçanın doğru yerleştiğini doğrular ve malzeme hatalı yerleştirilmişse presin otomatik olarak durmasını sağlar. Böylece hem kalıp hem de iş parçası korunur ve hatalı üretim minimuma indirilir.
Robotik besleme sistemlerinin yazılım entegrasyonu, dijital panel üzerinden presin üretim süreci ile doğrudan kontrol edilebilir. Panel üzerinden besleme hızı, parçaların kalıba yerleştirilme sırası, bekleme süreleri ve koç vuruş hızı gibi parametreler ayarlanabilir. Sistem, üretim reçetelerini kaydederek farklı ürünlerin seri üretimine hızlı geçiş yapılmasına olanak tanır. Bu sayede presin kullanım alanı genişler ve atölye veya fabrika ortamında esnek üretim imkânı sağlar. Ayrıca, yazılım algoritmaları sayesinde robotik sistemler, operatör müdahalesine gerek kalmadan parçaları otomatik olarak besler ve bitmiş parçaları güvenli bir şekilde çıkarır.
Dişli çark tahrikli preslerde sensör tabanlı üretim optimizasyonu, üretim kalitesini ve verimliliğini önemli ölçüde artırır. Tonaj sensörleri, koçun uyguladığı kuvveti sürekli izler; malzemenin kalıp üzerindeki deformasyonunu önler ve tonaj sınırının aşılmasını engeller. Pozisyon sensörleri ise koçun alt ve üst ölü noktadaki konumunu takip ederek işlemlerin yüksek doğrulukla tekrarlanmasını sağlar. Kalıp içindeki malzemenin doğru konumda olup olmadığı da sensörler aracılığıyla doğrulanır. Sensörlerden alınan veriler, dijital panelde anlık olarak görüntülenir ve üretim süreci boyunca kalite kontrol sağlanır.
Enerji verimliliği, dişli çark tahrikli preslerde mekanik tasarım, motor kontrolü ve robotik sistem entegrasyonu ile optimize edilmiştir. Servo motor veya frekans invertörlü motorlar yalnızca ihtiyaç duyulduğunda maksimum güç sağlar; boşta veya geri dönüş hareketlerinde enerji tüketimi minimum seviyeye indirilir. Koç frenleme sırasında açığa çıkan kinetik enerji geri kazanılarak sistemin enerji verimliliğine katkı sağlanır. Bu, hem enerji maliyetlerini düşürür hem de çevresel sürdürülebilirliği artırır.
Bakım ve işletim kolaylığı açısından, robotik besleme sistemleri ve dijital panel entegrasyonu büyük avantaj sağlar. Robotik kolların ve tutucuların hareketli parçaları otomatik yağlama ile korunur, titreşim ve aşınma minimuma indirilir. Dijital panel, sensörlerden aldığı verilerle olası arızaları önceden bildirir ve plansız duruşları azaltır. Bu sayede üretim hatları sürekli ve kesintisiz çalışabilir, küçük ve büyük üretim tesislerinde operasyon verimliliği artırılır.
Dişli çark tahrikli eksantrik presler, robotik besleme sistemleri ve sensör tabanlı üretim optimizasyonu ile birlikte otomotiv sektöründe ağır sac ve metal parçaların seri üretiminde; beyaz eşya ve elektronik sektöründe hassas komponent üretiminde; inşaat ve makine imalatında yüksek tonaj gerektiren metal işleme süreçlerinde; enerji ve savunma sanayinde kritik parçaların üretiminde etkin bir şekilde kullanılmaktadır. Bu makineler, yüksek hassasiyet, tekrarlanabilirlik ve güvenilirlik gerektiren endüstriyel üretim süreçlerinin vazgeçilmez bir parçası olarak ön plana çıkar.
Dişli çark tahrikli eksantrik preslerde ileri robotik otomasyon sistemleri, üretim hattının tam otomasyon seviyesinde çalışmasını sağlayarak hem verimliliği hem de üretim kalitesini artırır. Bu sistemler, pres ile senkronize çalışan çok eksenli robot kollar, otomatik malzeme besleme üniteleri, malzeme pozisyon doğrulama sensörleri ve bitmiş parça çıkarma istasyonlarından oluşur. Robotik kollar, parçaları kalıba doğru hassas bir şekilde yerleştirirken aynı zamanda kalıp yüzeyine çarpma, pozisyon hatası veya malzeme kayması gibi riskleri önler. Besleme sistemleri, farklı boyut ve geometrideki parçaları algılayacak şekilde programlanabilir ve presin üretim reçeteleriyle entegre çalışır. Bu, aynı üretim hattında farklı ürünlerin hızlı bir şekilde seri üretimine olanak sağlar ve üretim esnekliğini maksimuma çıkarır.
Sensör tabanlı gerçek zamanlı kalite kontrol algoritmaları, presin verimliliğini ve üretim güvenliğini sürekli olarak optimize eder. Tonaj sensörleri, koçun malzemeye uyguladığı kuvveti milisaniye düzeyinde takip eder ve önceden belirlenmiş tonaj limitlerinin aşılmasını önler. Pozisyon sensörleri, hem koç hem de kalıp içerisindeki malzemenin doğru konumda olup olmadığını izler. Eğer herhangi bir sapma veya hatalı yerleşim tespit edilirse, sistem anında presin durmasını sağlar ve operatöre uyarı gönderir. Ayrıca, sensörler aracılığıyla elde edilen veriler dijital panelde kaydedilir ve üretim analizleri için kullanılabilir. Bu sayede üretim hattının performansı, hata oranları ve kalite düzeyi sürekli olarak izlenebilir ve iyileştirilir.
Robotik otomasyon ve sensör tabanlı kontrol sistemlerinin entegrasyonu, üretim optimizasyonu stratejilerinin uygulanmasını kolaylaştırır. Örneğin, koç vuruş hızı, dwell time ve tonaj uygulaması gibi parametreler, üretim reçetelerine göre optimize edilebilir. Küçük parçaların hassas bükme veya delme işlemlerinde, robotik besleme sistemleri presin vuruş hızıyla senkronize edilerek yüksek doğruluk sağlar ve malzeme israfını minimuma indirir. Büyük parçaların ağır tonajlı işlemlerinde ise dişli çark tahriki, robotik besleme sistemi ile birlikte presin stabil ve tekrarlanabilir kuvvet uygulamasını garanti eder.
Enerji yönetimi de bu sistemlerin önemli bir parçasıdır. Servo motor ve frekans invertörlü motorlar, yalnızca gerekli olduğunda maksimum güç sağlar. Koç frenleme sırasında açığa çıkan kinetik enerji geri kazanılarak enerji verimliliği artırılır. Robotik sistemler, gereksiz hareketleri minimize edecek şekilde programlanır ve enerji tüketimi optimize edilir. Bu sayede pres ve robotik otomasyon sistemlerinin birlikte çalışması hem enerji maliyetlerini düşürür hem de çevresel sürdürülebilirliğe katkı sağlar.
Bakım ve işletim kolaylığı, ileri robotik otomasyon sistemlerinin bir diğer avantajıdır. Robotik kollar ve malzeme besleme sistemlerinin hareketli parçaları otomatik yağlama sistemleri ile korunur. Dijital panel ve sensörler aracılığıyla pres ve robotik sistemlerin titreşim, tonaj ve sıcaklık verileri sürekli izlenir; olası arızalar önceden tespit edilir. Bu, plansız duruşları minimize eder ve üretim sürekliliğini sağlar. Ayrıca, sistemin yazılımı, operatöre bakım ve parça değişimi zamanlarını önceden bildirerek atölye veya fabrika yönetimini kolaylaştırır.
Dişli çark tahrikli eksantrik preslerde ileri robotik otomasyon sistemleri, sensör tabanlı kalite kontrol ve üretim optimizasyonu, otomotiv sektöründe ağır sac ve metal parçaların seri üretimi; beyaz eşya ve elektronik sektöründe hassas komponent üretimi; inşaat ve makine imalatında yüksek tonaj gerektiren metal işleme süreçleri; enerji ve savunma sanayinde kritik parçaların üretimi gibi çeşitli sektörlerde etkin bir şekilde kullanılmaktadır. Bu entegre sistemler, yüksek hassasiyet, tekrarlanabilirlik, güvenilirlik ve üretim esnekliği gerektiren endüstriyel süreçlerin vazgeçilmez bir parçasıdır.
Dişli çark tahrikli eksantrik preslerde üretim hattı entegrasyonu, modern sanayide verimlilik ve kaliteyi maksimize etmek için kritik bir unsurdur. Bu presler, robotik malzeme besleme sistemleri, sensör tabanlı kalite kontrol modülleri ve dijital panel üzerinden merkezi kontrol sistemleri ile entegre bir şekilde çalışır. Üretim hattı entegrasyonu sayesinde, pres bir fabrika otomasyon sistemiyle senkronize edilerek, malzeme girişinden bitmiş ürünün çıkışına kadar tüm süreç otomatik ve kontrollü bir şekilde yönetilir. Bu sistemler, özellikle seri üretim hatlarında duruş sürelerini azaltır, hatalı üretim oranlarını minimuma indirir ve operatör güvenliğini üst seviyeye çıkarır.
Sensör ve robotik sistemlerle veri toplama ve analiz, üretim hattındaki performansı gerçek zamanlı olarak izleme ve iyileştirme imkânı sağlar. Tonaj sensörleri, koçun uyguladığı kuvveti milisaniye hassasiyetinde ölçer ve dijital panel aracılığıyla kaydeder. Pozisyon sensörleri, hem koçun alt ve üst ölü noktadaki konumunu hem de malzemenin kalıp içindeki pozisyonunu doğrular. Robotik besleme sistemleriyle birlikte çalışan bu sensörler, olası hatalı yerleşim veya malzeme kaymalarını anında tespit ederek presin durmasını sağlar. Toplanan veriler, üretim analizi ve raporlama için kullanılabilir; bu sayede üretim süreçleri optimize edilir ve gelecekteki üretim hataları minimize edilir.
Kalite izleme ve hata önleme stratejileri, dişli çark tahrikli eksantrik preslerde otomatik olarak uygulanabilir. Dijital panel ve kontrol yazılımı, koç vuruş hızı, dwell time, tonaj limiti ve malzeme besleme sırası gibi parametreleri sürekli izler. Eğer herhangi bir değer önceden belirlenen tolerans sınırlarını aşarsa, sistem otomatik olarak presin çalışmasını durdurur ve operatöre uyarı gönderir. Bu sayede hem kalıp hem de iş parçası korunur, hatalı üretim önlenir ve üretim süreci kesintisiz bir şekilde devam eder. Ayrıca, yazılım algoritmaları, geçmiş üretim verilerini analiz ederek üretim hattındaki potansiyel darboğazları ve iyileştirme fırsatlarını belirler.
Enerji yönetimi, dişli çark tahrikli preslerin üretim hattı entegrasyonu ile daha etkin hale gelir. Servo motor ve frekans invertörlü motorlar, yalnızca ihtiyaç duyulduğunda maksimum güç sağlar ve boşta veya geri dönüş hareketlerinde enerji tüketimi minimuma düşürülür. Koç frenleme sırasında açığa çıkan kinetik enerji bazı sistemlerde geri kazanılarak pres ve robotik otomasyon ekipmanlarının enerji verimliliği artırılır. Bu, hem maliyetleri düşürür hem de çevresel sürdürülebilirliği destekler.
Bakım ve işletim kolaylığı, üretim hattı entegrasyonu sayesinde optimize edilir. Robotik kollar, malzeme besleme sistemleri ve pres mekanizmaları, otomatik yağlama ve sensör tabanlı izleme sistemleriyle korunur. Titreşim, sıcaklık ve tonaj değerleri sürekli olarak izlenir ve olası arızalar önceden tespit edilerek plansız duruşların önüne geçilir. Dijital panel, operatöre bakım zamanı ve değişmesi gereken parçalar hakkında önceden bilgi vererek üretim sürekliliğini garanti eder.
Dişli çark tahrikli eksantrik preslerde üretim hattı entegrasyonu, sensör tabanlı veri toplama ve analiz, otomatik kalite izleme ve hata önleme stratejileri, otomotiv, beyaz eşya, elektronik, inşaat, makine imalatı, enerji ve savunma sanayinde yüksek tonajlı, hassas ve tekrarlanabilir üretim süreçlerinde etkin bir şekilde uygulanır. Bu entegre sistemler, üretim esnekliği, güvenilirlik ve yüksek kaliteyi garanti eder.
İstersen bundan sonra sana bu entegre üretim sistemlerinde veri analitiği, IoT tabanlı üretim takibi, verimlilik optimizasyonu ve farklı endüstriyel uygulamalara dair örnek senaryoları çok daha uzun ve detaylı düz yazı formatında aktarabilirim.
Kayış Kasnak Tahrikli Eksantrik Pres

Kayış kasnak tahrikli eksantrik presler, mekanik enerji iletiminde kayış ve kasnak sistemlerini kullanan, özellikle küçük ve orta tonajlı metal şekillendirme işlemleri için geliştirilmiş preslerdir. Bu pres tipi, krank mili veya dişli çark tahrikli preslere kıyasla daha esnek bir mekanizma sunar ve düşük ile orta tonajlı uygulamalarda ekonomik ve güvenilir bir çözüm sağlar. Kayış kasnak sistemi, motor tarafından üretilen dönme hareketini pres koçuna aktarır; bu sayede koç, belirli bir hız ve kuvvetle hareket ederek kesme, bükme, delme veya form verme işlemlerini gerçekleştirir.
Kayış kasnak tahrikli presler, mekanik basitliği ve düşük bakım gereksinimi ile öne çıkar. Kayışlar, uygun gerilim ve yağlama ile uzun süreli kullanım sağlar ve ani yük değişimlerinde mekanizmayı koruyacak esnekliğe sahiptir. Bu sayede pres, operatör veya malzeme kaynaklı küçük hatalara karşı daha toleranslı çalışır. Kasnak sistemi, motorun devir hızına göre koç hızını ayarlamak için farklı çaplarda kasnaklar kullanılmasına olanak tanır. Bu, üretimde farklı malzeme ve kalınlıklara göre hızlı hız ve tonaj ayarlamaları yapılabilmesini sağlar.
Kayış kasnak tahrikli eksantrik presler, genellikle kompakt boyutlu ve atölye tipi üretimlerde tercih edilir. Küçük boyutları sayesinde dar alanlarda rahatlıkla kullanılabilir ve montajı kolaydır. Ayrıca kayış kasnak mekanizması, titreşimleri azaltır ve presin sessiz çalışmasına katkıda bulunur. Bu da özellikle kapalı atölye ortamlarında ve hassas üretim gerektiren uygulamalarda avantaj sağlar.
Dijital panel veya basit mekanik kontrol sistemleri ile donatılmış kayış kasnak tahrikli preslerde, koç vuruş hızı ve duruş süresi ayarlanabilir. Bu sayede farklı üretim reçetelerine uygun işlemler yapılabilir. Bazı modern modellerde, sensör tabanlı tonaj ve pozisyon izleme sistemleri de entegre edilebilir; böylece presin performansı, koç hareketi ve uygulanan kuvvet sürekli izlenebilir ve kalite kontrol sağlanabilir.
Kullanım alanları açısından, kayış kasnak tahrikli eksantrik presler; otomotiv yan sanayi parçaları, metal aparat üretimi, küçük sac parçaların kesilmesi ve bükülmesi, elektronik komponent üretimi ve eğitim atölyeleri gibi küçük veya orta ölçekli üretim faaliyetlerinde yaygın olarak kullanılır. Bu presler, yüksek tonaj kapasitesi gerektirmeyen ancak hassasiyet ve tekrarlanabilirlik aranan uygulamalar için idealdir.
Kayış kasnak tahrikli eksantrik preslerin mekanik tasarımı, basitliği ve esnekliği ile öne çıkar. Motor tarafından üretilen dönme hareketi, kayış ve kasnak sistemi aracılığıyla koç hareketine aktarılır; bu sayede pres, belirli bir hız ve kuvvetle kesme, bükme, delme veya form verme işlemlerini gerçekleştirir. Kayışlar, uygun gerilim ve düzenli bakım ile uzun ömürlü çalışır. Sistem, ani yük değişimlerine karşı esneklik sağladığı için pres mekanizması aşırı zorlanmalardan korunur. Bu özellik, özellikle küçük veya orta tonajlı üretim hatlarında hem güvenliği hem de makine ömrünü artırır.
Kayış kasnak tahrikli preslerde kasnak çaplarının değiştirilmesi, koç hızının kolayca ayarlanabilmesini sağlar. Bu, farklı malzeme kalınlıkları ve çeşitleri için üretim parametrelerinin hızlı bir şekilde uyarlanmasına olanak verir. Örneğin, ince saclar için daha düşük hız ve tonaj, kalın saclar veya sert metaller için daha yüksek tonaj uygulanabilir. Bu esneklik, atölye veya küçük ölçekli üretim tesislerinde üretim çeşitliliğini artırır ve yatırım maliyetlerinin optimize edilmesini sağlar.
Kayış kasnak tahrikli presler, kompakt ve atölye tipi üretim için ideal boyutlarda tasarlanır. Küçük alanlarda rahatlıkla yerleştirilebilir ve montajı oldukça kolaydır. Kasnak ve kayış sistemi, titreşimleri minimize ederek presin sessiz çalışmasına katkıda bulunur; bu, özellikle kapalı alanlarda ve hassas üretim gerektiren uygulamalarda büyük bir avantajdır. Ayrıca, kayış kasnak sistemlerinin mekanik basitliği, arıza durumlarında hızlı müdahale ve bakım yapılabilmesini sağlar.
Kalıp çeşitliliği açısından, kayış kasnak tahrikli presler hem tek vuruşlu hem de progresif kalıplarla uyumludur. Tek vuruşlu kalıplar, kesme, delme ve basit bükme işlemleri için idealdir; progresif kalıplar ise malzemeyi adım adım ilerleterek zincirleme işlemler gerçekleştirir. Bu sayede birden fazla üretim adımı tek vuruşta tamamlanabilir ve malzeme verimliliği artırılır. Küçük tonajlı preslerde progresif kalıpların uygulanması, üretim hızını artırırken malzeme israfını azaltır.
Kontrol ve otomasyon açısından, kayış kasnak tahrikli presler basit mekanik kontrol sistemleri veya dijital panel ile donatılabilir. Dijital paneller, koç vuruş hızı, duruş süresi ve tonaj limitlerini ayarlamaya olanak tanır. Daha gelişmiş modellerde sensör tabanlı tonaj ve pozisyon izleme sistemleri de entegre edilebilir. Bu sistemler, koçun alt ve üst ölü noktadaki konumunu ve malzemenin kalıp içindeki yerleşimini sürekli kontrol ederek hatalı üretimi önler. Böylece hem kalite güvence sağlanır hem de kalıp ve iş parçasının ömrü uzatılır.
Kayış kasnak tahrikli eksantrik presler, kullanım kolaylığı ve ekonomik yapısı sayesinde otomotiv yan sanayi parçalarının üretimi, küçük sac ve metal parçaların kesilmesi, elektronik komponent üretimi, metal aparat üretimi ve eğitim atölyeleri gibi alanlarda yaygın olarak tercih edilir. Bu presler, yüksek tonaj gerektirmeyen ancak hassasiyet, tekrarlanabilirlik ve esneklik aranan üretim süreçleri için idealdir.
Kayış kasnak tahrikli eksantrik preslerin tonaj kapasitesi, tasarım boyutlarına ve motor gücüne bağlı olarak değişiklik gösterir. Küçük boy atölye tiplerinden orta tonajlı üretim preslerine kadar farklı kapasite seçenekleri mevcuttur. Genellikle 5 ton ile 80 ton arasında tonaj kapasitesine sahip olan bu presler, ince saclardan orta kalınlıktaki metal plakaların kesilmesi, delinmesi ve bükülmesi işlemleri için idealdir. Tonaj kapasitesinin belirlenmesinde kayış ve kasnak sisteminin mekanik limitleri, motor gücü ve pres gövdesinin rijitliği dikkate alınır. Motor ve kayış kasnak sistemi, koçun uyguladığı kuvveti hassas bir şekilde iletecek şekilde tasarlanmıştır; bu sayede tonaj hem güvenli hem de tekrarlanabilir şekilde uygulanır.
Kalıp seçenekleri açısından, kayış kasnak tahrikli presler hem tek vuruşlu hem de progresif kalıplarla uyumludur. Tek vuruşlu kalıplar, kesme, delme ve basit bükme işlemleri için kullanılırken progresif kalıplar, malzemeyi adım adım ilerleterek birden fazla işlem adımını tek vuruşta gerçekleştirebilir. Küçük atölye ve orta ölçekli üretim hatlarında progresif kalıplar, malzeme verimliliğini artırır ve üretim hızını yükseltir. Kalıpların dayanıklılığı, pres gövdesinin rijitliği ve kayış kasnak sisteminin esnekliği ile doğrudan ilişkilidir; bu nedenle kaliteli çelikten üretilmiş ve ısıl işlem görmüş kalıplar tercih edilir.
Üretim hızları, kayış kasnak tahrikli preslerde motor hızı ve kasnak çapları ile ayarlanabilir. Kasnak sisteminin farklı çapları, koçun vuruş hızını ve kuvvet uygulama süresini değiştirmeye olanak tanır. Bu sayede ince saclar veya hassas parçalar için düşük hızda hassas işlemler yapılabilirken, daha kalın veya sert malzemeler için yüksek tonajlı ve hızlı vuruşlar uygulanabilir. Koçun alt ölü noktadaki bekleme süresi (dwell time), bükme veya form verme işlemlerinde parçanın deformasyona uğramadan istenilen şekli almasını sağlar.
Bakım ve işletim kolaylıkları, kayış kasnak tahrikli preslerin önemli avantajları arasındadır. Kayış ve kasnak sistemi, mekanik basitliği sayesinde hızlı ve ekonomik bakım yapılabilmesine olanak tanır. Kayışların gerilimi düzenli olarak kontrol edilir ve gerektiğinde değiştirilir; kasnak rulmanları ve yatakları yağlanarak presin uzun ömürlü çalışması sağlanır. Bu presler, karmaşık dişli sistemleri veya volan mekanizmalarına sahip olmadığı için arıza durumlarında müdahale ve parça değişimi oldukça hızlıdır. Ayrıca, dijital paneller veya mekanik kontrol sistemleri ile donatıldığında, koç hızı, vuruş süresi ve tonaj gibi parametreler kolayca ayarlanabilir.
Kayış kasnak tahrikli eksantrik preslerin sektörlerdeki kullanım alanları oldukça geniştir. Otomotiv yan sanayi, küçük metal aparat üretimi ve sac işleme atölyelerinde, elektronik komponentlerin üretiminde, beyaz eşya yan sanayinde ve eğitim amaçlı teknik atölyelerde etkin bir şekilde kullanılır. Bu presler, yüksek tonaj gerektirmeyen ancak hassasiyet, tekrarlanabilirlik ve esneklik aranan üretim süreçleri için ideal bir çözümdür. Ayrıca düşük gürültü seviyesi ve titreşimsiz çalışma özellikleri, küçük veya kapalı alanlarda kullanım avantajı sağlar.
İstersen bundan sonra sana kayış kasnak tahrikli eksantrik preslerde ileri otomasyon sistemleri, sensör entegrasyonu, kalite kontrol yöntemleri ve sektörel uygulamalara dair örnek senaryoları uzun ve detaylı düz yazı formatında aktarabilirim.
Kayış kasnak tahrikli eksantrik preslerde ileri otomasyon sistemleri, presin verimliliğini ve üretim kalitesini artırmak için tasarlanmıştır. Bu sistemler, robotik malzeme besleme üniteleri, sensör tabanlı izleme modülleri ve dijital kontrol panelleri ile entegre çalışır. Robotik besleme sistemleri, parçaları kalıba hassas ve doğru bir şekilde yerleştirir, yanlış pozisyonlama veya malzeme kaymasını önler. Küçük ve orta boyutlu parçaların üretiminde, robotik kolların senkronize çalışması presin yüksek doğrulukla çalışmasını sağlar ve operatör müdahalesine gerek kalmadan üretim süreci devam eder.
Sensör tabanlı izleme sistemleri, presin uyguladığı tonajı, koçun pozisyonunu ve kalıp içindeki malzemenin yerleşimini gerçek zamanlı olarak takip eder. Tonaj sensörleri, koçun malzemeye uyguladığı kuvveti hassas bir şekilde ölçer ve önceden belirlenmiş tonaj sınırlarının aşılmasını engeller. Pozisyon sensörleri ise koçun alt ve üst ölü noktadaki konumunu sürekli kontrol ederek her vuruşun tutarlılığını sağlar. Eğer herhangi bir anormallik tespit edilirse, sistem otomatik olarak presi durdurur ve operatöre uyarı gönderir. Bu sayede hem üretim güvenliği sağlanır hem de hatalı üretim minimize edilir.
Dijital kontrol panelleri, kayış kasnak tahrikli preslerde ileri otomasyonun merkezi olarak görev yapar. Koç hızı, vuruş süresi, tonaj limiti ve malzeme besleme sırası gibi parametreler panel üzerinden kolayca ayarlanabilir. Üretim reçeteleri kaydedilerek farklı ürünlerin hızlı ve hatasız şekilde seri üretimi sağlanır. Ayrıca, panel üzerinden üretim verileri kaydedilir ve analiz edilerek üretim süreçlerinin optimizasyonu yapılabilir. Bu sayede pres, üretim hatlarında hem esneklik hem de yüksek kalite sağlar.
Enerji verimliliği açısından, kayış kasnak tahrikli preslerde motor ve kayış sistemleri, ihtiyaç duyulan güçte çalışacak şekilde optimize edilmiştir. Servo motor veya frekans invertörlü motor sistemleri yalnızca gerekli olduğunda maksimum güç sağlar; boşta veya geri dönüş hareketlerinde enerji tüketimi minimum seviyeye çekilir. Bazı modellerde, koç frenleme sırasında açığa çıkan kinetik enerji geri kazanılarak sistemin enerji verimliliğine katkı sağlanır. Bu, hem maliyetleri düşürür hem de çevresel sürdürülebilirliği artırır.
Bakım ve işletim kolaylığı, kayış kasnak tahrikli preslerin bir diğer önemli avantajıdır. Kayışlar ve kasnaklar, otomatik yağlama ve sensör tabanlı izleme sistemleri ile korunur. Titreşim, tonaj ve sıcaklık verileri sürekli izlenir; olası arızalar önceden tespit edilerek plansız duruşlar önlenir. Robotik besleme sistemleri ve dijital panel ile entegre presler, operatöre bakım ve parça değişimi zamanlarını önceden bildirerek üretim sürekliliğini garanti eder.
Sektörel uygulama açısından, kayış kasnak tahrikli eksantrik presler; otomotiv yan sanayi parçalarının üretimi, küçük sac ve metal parçaların kesilmesi ve bükülmesi, elektronik komponentlerin üretimi, beyaz eşya yan sanayisi ve eğitim atölyelerinde yaygın olarak kullanılır. Bu presler, yüksek tonaj gerektirmeyen, fakat hassasiyet, tekrarlanabilirlik ve esneklik aranan üretim süreçlerinde ideal çözümler sunar. Sessiz çalışması, düşük titreşim seviyesi ve kompakt yapısı, özellikle küçük veya kapalı alanlarda kullanım avantajı sağlar.
İstersen bundan sonra sana kayış kasnak tahrikli eksantrik preslerde ileri üretim optimizasyon stratejileri, sensör ve robotik sistem entegrasyonu ile üretim hatlarında verimlilik artırıcı uygulamaları ve farklı sektörlerdeki örnek kullanım senaryolarını çok daha uzun ve detaylı düz yazı formatında aktarabilirim.
Elektrik Motorlu Direkt Tahrikli Eksantrik Pres
Elektrik motorlu direkt tahrikli eksantrik presler, geleneksel kayış-kasnak veya dişli çark tahrik sistemlerinin yerine, motor milinin doğrudan krank miline bağlandığı modern bir tahrik prensibine dayanır. Bu tasarım, güç aktarımındaki ara elemanları ortadan kaldırdığı için mekanik kayıpları minimize eder, daha sessiz ve titreşimsiz bir çalışma sunar. Motorun hareketi doğrudan koç mekanizmasına iletildiğinden, hız kontrolü ve vuruş hassasiyeti çok daha yüksek seviyelere ulaşır. Özellikle servo motor teknolojisinin entegre edildiği modellerde, presin vuruş süresi, hızı ve strok boyu milimetrik hassasiyetle ayarlanabilir.
Bu tip preslerde kullanılan yüksek torklu elektrik motorları, düşük devirde bile yüksek basma kuvveti üretebilir. Bu özellik, özellikle kalın sac şekillendirme, yüksek hassasiyet gerektiren elektronik komponent üretimi ve hassas delme işlemleri için büyük avantaj sağlar. Motorun doğrudan tahrik yapısı, enerji dönüşüm verimliliğini artırır; frenleme ve hız değiştirme sırasında oluşan enerji, rejeneratif sistemler aracılığıyla geri kazanılarak şebekeye veya batarya sistemlerine aktarılabilir. Böylece hem enerji tüketimi hem de işletme maliyeti düşer.
Elektrik motorlu direkt tahrikli preslerde mekanik boşluk (backlash) olmadığı için, koç hareketi her vuruşta tam olarak programlanan pozisyonda durur. Bu da kalıp aşınmasını azaltır, üretim toleranslarını minimum seviyeye çeker ve uzun süreli seri üretimlerde kalite tutarlılığını sağlar. Dijital kontrol üniteleri üzerinden presin tüm parametreleri izlenebilir, üretim reçeteleri kaydedilebilir ve farklı ürün tipleri arasında hızlı geçiş yapılabilir. Ayrıca, bu kontrol üniteleri çoğunlukla endüstriyel ağ protokollerine uyumlu olduğundan, pres kolayca otomasyon hatlarına entegre edilebilir.
Bakım açısından, direkt tahrik sistemleri kayış, kasnak veya dişli gibi düzenli değiştirilmesi gereken mekanik bileşenlere ihtiyaç duymadığından bakım maliyetlerini önemli ölçüde azaltır. Yalnızca motor rulmanları ve yağlama sistemlerinin periyodik kontrolü yeterlidir. Bu, özellikle yoğun üretim yapan fabrikalarda duruş sürelerini minimuma indirir. Gürültü seviyesi düşük olduğu için, presin çalıştığı ortamda ek ses yalıtımı gerektirmez; bu da hem iş güvenliği hem de çalışma konforu açısından önemli bir avantajdır.
Kullanım alanları arasında otomotiv yan sanayi, hassas metal parçaların seri üretimi, elektronik bileşen imalatı, ince ve orta kalınlıkta sac şekillendirme, medikal cihaz parçalarının üretimi ve küçük mekanik montaj parçalarının imalatı bulunur. Özellikle yüksek hassasiyet, düşük bakım maliyeti ve enerji verimliliği arayan işletmeler için elektrik motorlu direkt tahrikli eksantrik presler, geleceğe dönük en iyi yatırım seçeneklerinden biri olarak değerlendirilmektedir.
İstersen sana bir sonraki adımda, elektrik motorlu direkt tahrikli eksantrik preslerin servo kontrollü versiyonları ile geleneksel mekanik tahrikli modellerin teknik karşılaştırmasını yapabilirim; bu hem performans hem de işletme açısından farkları çok net gösterecektir.
Elektrik motorlu direkt tahrikli eksantrik presler, endüstriyel pres teknolojisinde son yıllarda en çok ilgi gören gelişmelerden biridir. Geleneksel kayış-kasnak veya dişli çark sistemlerinde, motor gücü önce ara tahrik mekanizmalarına iletilir, buradan da krank miline aktarılır. Bu süreçte hem mekanik kayıplar hem de sistemde boşluklar (backlash) meydana gelir. Direkt tahrikli tasarımda ise motor milinin krank miline doğrudan bağlanması sayesinde bu kayıplar tamamen ortadan kaldırılır, güç aktarımı neredeyse %100 verimle gerçekleşir. Bu durum, presin hem daha güçlü hem de daha hassas çalışmasını sağlar.
Motorun doğrudan tahrik sağlaması, özellikle hassas üretim gerektiren sektörlerde büyük bir avantaj yaratır. Örneğin otomotiv yan sanayisinde sac parçaların form verilmesi sırasında milimetrik toleranslar hayati önemdedir. Direkt tahrikli presler, vuruş başına pozisyon hatasını neredeyse sıfıra indirir. Ayrıca servo motor entegreli modeller, koç hareketini istenen hız profiline göre programlamaya imkân tanır. Bu sayede, kalıp yüzeyine ilk temas hızı düşük tutulabilir ve böylece kalıp ömrü uzatılır. Ardından, basma kuvvetinin en yüksek olduğu noktada motor maksimum torku devreye sokar, böylece şekillendirme işlemi hem malzeme hem de kalıp açısından daha güvenli gerçekleşir.
Enerji verimliliği, bu sistemlerin en güçlü yanlarından biridir. Klasik mekanik preslerde motor, pres çalışmasa bile belirli bir hızda sürekli dönmek zorundadır. Direkt tahrikli elektrik motorlarında ise pres yalnızca vuruş esnasında enerji çeker, geri kalan sürede motor neredeyse hiç enerji tüketmez. Ayrıca, servo sürücüler sayesinde frenleme sırasında ortaya çıkan kinetik enerji, rejeneratif olarak şebekeye geri verilebilir. Bu durum, özellikle yüksek adetli üretimlerde yıllık enerji maliyetlerini önemli ölçüde düşürür.
Bakım kolaylığı da bir diğer önemli avantajdır. Kayış, kasnak veya dişli bulunmadığından bu parçaların periyodik değişimine gerek kalmaz. Motor rulmanları, yağlama sistemleri ve elektrik bağlantılarının düzenli kontrolü dışında büyük bir bakım gerektirmez. Bu da hem işletme maliyetlerini düşürür hem de beklenmeyen arıza kaynaklı üretim duruşlarını minimuma indirir. Gürültü seviyesinin düşük olması, iş sağlığı ve güvenliği açısından da önemlidir; çalışanların maruz kaldığı titreşim ve gürültü yükü büyük ölçüde azalır.
Kullanım alanları bakımından, elektrik motorlu direkt tahrikli eksantrik presler çok yönlüdür. Hassas elektronik bileşenler, küçük metal bağlantı parçaları, ince sac şekillendirme işlemleri, medikal cihaz parçaları ve saat mekanizmaları gibi yüksek hassasiyet gerektiren ürünlerin üretiminde tercih edilir. Aynı zamanda otomotiv ve beyaz eşya sektöründe de yaygın şekilde kullanılır.
Bu presler ayrıca Endüstri 4.0 uyumlu üretim hatlarına entegre edilmek üzere tasarlanabilir. Gelişmiş kontrol panelleri üzerinden üretim verileri izlenebilir, uzaktan bakım yapılabilir ve proses parametreleri anlık olarak değiştirilebilir. Böylece üretim süreçleri hem esnek hem de izlenebilir hale gelir.
Eğer istersen, sana bir sonraki adımda bu tip preslerin yüksek hızlı versiyonlarının avantajlarını ve kullanım senaryolarını detaylı şekilde anlatabilirim; çünkü bu makineler özellikle elektronik ve ince sac sektöründe çok farklı bir performans seviyesine çıkıyor.
Yüksek hızlı versiyonları düşünüldüğünde, elektrik motorlu direkt tahrikli eksantrik presler, üretim kapasitesi açısından klasik sistemlerin çok ötesine geçebilir. Bu tip makinelerde kullanılan yüksek torklu ve hızlı tepki verebilen servo motorlar, koçun hareketini hem hız hem de ivme bakımından çok hassas şekilde kontrol eder. Böylece dakikada yüzlerce hatta belirli modellerde binin üzerinde vuruş yapmak mümkün olur. Bu özellik, özellikle küçük ve ince malzemelerle çalışan sektörlerde, üretim verimliliğini dramatik biçimde artırır. Örneğin elektronik bileşen üretiminde, bakır veya pirinçten üretilen ince konnektör parçaları saniyeler içinde preslenerek şekillendirilebilir.
Yüksek hızın yanında, bu presler darbe kuvvetini malzeme türüne göre anlık olarak ayarlayabildiğinden, farklı malzemeler arasında geçiş yapmak çok daha kolaydır. Geleneksel preslerde farklı malzeme kalınlıkları veya sertlikleri için mekanik ayarlar yapılması gerekirken, direkt tahrikli servo preslerde bu değişiklikler kontrol paneli üzerinden birkaç saniyede yapılabilir. Bu durum, kısa üretim serilerinde ve ürün çeşitliliğinin fazla olduğu imalat hatlarında zaman tasarrufu sağlar.
Böylesine yüksek hız ve hassasiyet, doğal olarak kalıp teknolojisini de olumlu etkiler. Servo motorun kontrol edilebilir hız profili sayesinde kalıp yüzeyine ani darbeler yerine kontrollü temas sağlanır. Bu hem kalıbın çatlama riskini azaltır hem de yüzey kalitesini artırır. Özellikle parlak yüzeyli paslanmaz çelik veya alüminyum parçaların üretiminde, yüzeyde deformasyon veya çizik oluşma ihtimali minimuma iner. Ayrıca servo kontrolün sunduğu yavaş temas ve hızlı geri çekilme kombinasyonu, ince duvarlı parçaların form bozulmadan üretilmesini mümkün kılar.
Enerji yönetimi açısından yüksek hızlı direkt tahrikli sistemler, klasik preslere kıyasla çok daha optimize çalışır. Çünkü servo motorlar sadece işin gerekli olduğu anlarda enerji tüketir ve her vuruş sonrasında rejeneratif enerji geri kazanımı sağlanır. Üretim temposu arttıkça enerji maliyetleri görece daha düşük kalır. Bu durum, uzun vadede işletmelerin kWh başına düşen ürün maliyetini önemli ölçüde azaltır.
Bununla birlikte, bu makinelerin ileri seviye otomasyon sistemleriyle entegrasyonu, üretim hatlarında tamamen operatörsüz çalışmaya kapı aralar. Presin çalışma parametreleri, üretim hattındaki robotik besleme sistemleri, malzeme yükleme-boşaltma kolları ve kalite kontrol kameralarıyla uyumlu şekilde senkronize edilir. Böylece pres sadece metal şekillendirme görevini değil, aynı zamanda süreç kontrolünü de akıllı bir şekilde yerine getirir.
Yüksek hızlı elektrik motorlu direkt tahrikli eksantrik presler, küçük boyutlu elektronik komponentlerden otomotiv endüstrisindeki hassas sac parçalarına kadar çok geniş bir yelpazede kullanılabilir. Medikal endüstride ise cerrahi alet parçalarının ve implant bileşenlerinin şekillendirilmesinde tercih edilir; çünkü bu ürünlerde yüzey düzgünlüğü, ölçü hassasiyeti ve tekrarlanabilirlik kritik önemdedir.
İşletmeler için bir diğer önemli avantaj, bu preslerin modüler yapıda tasarlanabilmesidir. Yani aynı gövde üzerine farklı motor güçleri, farklı vuruş mesafeleri ve farklı kontrol yazılımları entegre edilebilir. Böylece makine, üretim hattındaki değişen ihtiyaçlara göre kolayca uyarlanabilir. Bu esneklik, yatırımın uzun yıllar boyunca değerini korumasını sağlar.
İstersen buradan sonra sana bu preslerin bakım planlarının nasıl optimize edildiğini ve arıza öncesi tespit sistemlerinin nasıl çalıştığını da detaylıca anlatabilirim; çünkü direkt tahrikli preslerde bakım yaklaşımı klasik preslere göre tamamen farklı bir mantık üzerine kuruludur.
Elektrik motorlu direkt tahrikli eksantrik preslerin bakım felsefesi, klasik mekanik sistemlerdeki periyodik bakım mantığından çok daha ileri düzeydedir. Geleneksel preslerde çoğu bakım işlemi belirli saat veya çevrim sayısına göre yapılırken, bu modern makinelerde sensör tabanlı ve veri odaklı bir yaklaşım benimsenir. Makinenin servo motoru, rulmanları, eksantrik mil yatakları ve bağlantı noktaları sürekli olarak titreşim, sıcaklık, yağ basıncı ve akım tüketimi gibi parametreler açısından izlenir. Bu parametrelerde normalden sapma görüldüğünde sistem, bakım ekibini otomatik olarak uyarır ve hangi parçanın potansiyel arıza riski taşıdığını net bir şekilde raporlar. Bu sayede bakım “reaktif” değil “proaktif” bir şekilde yapılır.
Bu preslerde özellikle servo motor ve tahrik bileşenlerinin yağlama sistemi de hassasiyetle yönetilir. Yağlama noktalarına uygulanan otomatik merkezi yağlama sistemi, yağ viskozitesini, miktarını ve zamanlamasını sürekli optimize eder. Yağın sıcaklık veya nem oranı tolerans dışına çıkarsa, sistem bunu operatör ekranında bildirir. Bu özellik, yüksek hızda çalışan dişli kutusu veya rulmanlarda aşırı ısınma kaynaklı hasarların önüne geçer. Özellikle günde 2-3 vardiya çalışan üretim hatlarında bu durum, ciddi maliyet tasarrufu sağlar.
Arıza öncesi tespit teknolojilerinden bir diğeri de “titreşim analizi”dir. Makine üzerinde yer alan yüksek hassasiyetli ivmeölçerler, her vuruş sırasında gövde ve hareketli parçaların titreşim profilini kaydeder. Normal şartlarda belirli bir frekans ve genlik aralığında çalışan sistem, aşınma, gevşeme veya balans kaybı gibi durumlarda farklı titreşim imzaları verir. Bu farklılık erken dönemde fark edilirse, henüz üretim durmadan ilgili parça değiştirilir. Böylece plansız duruşların önüne geçilir.
Elektrik motorlu direkt tahrikli preslerin elektronik kontrol sistemleri, uzaktan bakım ve yazılım güncelleme imkânı da sunar. İnternet veya lokal ağ üzerinden makinenin kontrol ünitesine bağlanan teknik ekip, arıza tespiti yapabilir, yazılım optimizasyonları gerçekleştirebilir veya parametre güncellemeleri yapabilir. Bu yöntem, özellikle farklı şehirlerde veya ülkelerde üretim yapan firmaların bakım sürelerini ciddi ölçüde kısaltır.
Ayrıca bu presler, üretim sırasında topladığı verileri hem kalite kontrol hem de bakım planlama için kullanır. Örneğin, her üretim partisinde uygulanan basınç değerleri, strok hızları ve malzeme davranışları kayıt altına alınır. Eğer herhangi bir üretim partisinde anormal bir sapma tespit edilirse, sistem bunu hem bakım hem de kalite ekiplerine iletir. Böylece hem potansiyel makine arızası hem de ürün kusuru eş zamanlı olarak önlenmiş olur.
Uzun vadede, bu tür veri odaklı bakım yöntemleri işletmelere yalnızca makine ömrünü uzatma avantajı sağlamaz, aynı zamanda toplam ekipman verimliliğini (OEE) de yükseltir. Çünkü plansız duruşlar azalır, üretim temposu korunur ve bakım faaliyetleri minimum üretim kaybı ile gerçekleştirilir.
Eğer istersen buradan sonra sana bu preslerin üretim hattında otomatik besleme sistemleriyle entegrasyonunun nasıl yapıldığını ve yüksek hızda malzeme beslemenin neden kritik olduğunu da anlatabilirim. Bu kısım, makinelerin verimliliğini %30-40 oranında artıran en önemli faktörlerden biridir.
Elektrik motorlu direkt tahrikli eksantrik preslerin üretim hatlarında otomatik besleme sistemleriyle entegrasyonu, modern imalat teknolojilerinin en önemli verimlilik unsurlarından biridir. Bu entegrasyonun temel amacı, presin yüksek hız ve hassasiyet kabiliyetini, malzeme temin sürecinde yaşanabilecek gecikme veya hatalar nedeniyle boşa harcamamaktır. Özellikle seri üretim yapan otomotiv, beyaz eşya, elektronik komponent ve metal ambalaj sektörlerinde, presin dakikada yüzlerce vuruş yapabilme kapasitesi, yalnızca doğru senkronize edilmiş bir besleme sistemiyle gerçeğe dönüşür.
Otomatik besleme sistemleri, bobin açıcı, doğrultucu, servo besleyici ve bazen de transfer ünitelerinden oluşur. Bobin açıcı, ham metal levha veya şeridi kontrollü bir şekilde açarak doğrultucuya iletir. Doğrultucu, malzemede üretim öncesinde oluşmuş eğrilikleri giderir ve pres kalıbına girecek parçanın her zaman düz, pürüzsüz olmasını sağlar. Ardından servo besleyici devreye girer ve malzemeyi mikron hassasiyetinde, presin kontrol sistemiyle senkronize biçimde ilerletir. Bu sistemlerde servo motor teknolojisi sayesinde her bir vuruş öncesinde malzeme tam olarak olması gereken konuma getirilir. Böylece hem kalıp ömrü uzar hem de fire oranı minimuma iner.
Besleme sisteminin pres ile tam entegrasyonu, yalnızca mekanik uyumla sınırlı değildir; yazılım tarafında da tam bir iletişim gereklidir. Presin kontrol ünitesi ile besleme ünitesinin kontrol sistemi arasında yüksek hızlı veri aktarımı yapılır. Örneğin, presin üst ölü noktaya geldiği an, besleme ünitesi bunu milisaniye hassasiyetinde algılar ve bir sonraki malzeme ilerlemesini başlatır. Eğer bu senkronizasyon bozulursa, malzeme yanlış pozisyonda preslenir, bu da hem ürün hatalarına hem de kalıp hasarına yol açar.
Yüksek hızda malzeme beslemenin kritik olmasının bir diğer sebebi, presin üretim kapasitesini doğrudan belirlemesidir. Örneğin, bir pres saatte 6.000 vuruş kapasitesine sahip olsa da, besleme sistemi bu hıza yetişemezse gerçek üretim kapasitesi düşer. Bu nedenle modern üretim hatlarında, pres ile besleme sistemi aynı hız, hassasiyet ve dayanıklılık kriterlerine göre seçilir. Aksi halde presin teknolojik avantajı tam olarak kullanılamaz.
Bu tür entegre sistemlerde güvenlik faktörü de ihmal edilmez. Yüksek hızlı otomatik besleme hatlarında malzeme ilerlerken, operatörlerin tehlikeli bölgelere yaklaşmasını engellemek için ışık perdeleri, güvenlik kapakları ve acil durdurma sistemleri devreye alınır. Ayrıca sensörler sayesinde malzeme beslemesinde bir hata oluşursa pres otomatik olarak durur. Örneğin, malzeme kayması, kalınlık değişimi veya yanlış hizalanma durumunda sistem hem presi hem beslemeyi eş zamanlı olarak durdurarak büyük çaplı arızaların önüne geçer.
Entegrasyonun bir diğer stratejik avantajı da üretim esnekliğidir. Servo kontrollü besleme sistemleri, farklı boyutlarda ve farklı adımlarda ilerleme yapabilme yeteneğine sahiptir. Bu sayede aynı pres hattında farklı ürünlerin üretimi hızlı kalıp değişimleriyle gerçekleştirilebilir. Özellikle “hızlı kalıp değişim sistemleri” ile birlikte kullanıldığında, hat duruş süresi dakikalar seviyesine iner ve üretim planlaması çok daha esnek hale gelir.
Uzun vadede, elektrik motorlu direkt tahrikli eksantrik pres ile entegre otomatik besleme sistemi, işletmeye yalnızca üretim hızı değil, aynı zamanda maliyet avantajı da sağlar. Daha az fire, daha uzun kalıp ömrü, daha düşük enerji tüketimi ve minimum iş gücü gereksinimi, toplam üretim maliyetlerini ciddi ölçüde aşağı çeker.
Bence buradan sonra sana bu preslerin otomatik kalite kontrol sistemleriyle nasıl entegre edilip, her vuruş sonrası ürün ölçümlerinin gerçek zamanlı yapıldığını da detaylıca anlatabilirim. Bu kısım, özellikle sıfır hata hedefleyen üretim hatlarında büyük fark yaratıyor.
Elektrik motorlu direkt tahrikli eksantrik preslerin otomatik kalite kontrol sistemleriyle entegrasyonu, modern üretim anlayışının “hata oluşmadan önleme” prensibine dayanan en kritik aşamalarından biridir. Bu entegrasyon sayesinde, presin her vuruşu sonrası üretilen parçalar anlık olarak ölçülür, analiz edilir ve gerekirse üretim sürecine anında müdahale edilir. Böylece hatalı ürünlerin üretim hattında ilerlemesi engellenir, maliyetler düşer ve müşteri memnuniyeti en üst düzeye çıkar.
Otomatik kalite kontrol sistemleri genellikle iki ana teknoloji üzerine kuruludur: optik tabanlı ölçüm sistemleri ve dokunsal (temaslı) ölçüm sistemleri. Optik sistemlerde yüksek çözünürlüklü kameralar, lazer tarayıcılar veya 3D ölçüm sensörleri kullanılarak üretilen parçanın boyutları, şekli, yüzey kalitesi ve delik pozisyonları mikron hassasiyetinde kontrol edilir. Bu kameralar, presin çalışma döngüsüne senkronize şekilde tetiklenir ve görüntüler gerçek zamanlı olarak işlenir. Görüntü işleme yazılımı, CAD verilerinde tanımlanmış referans ölçülerle karşılaştırma yapar ve en ufak sapmaları tespit eder.
Temaslı ölçüm sistemleri ise özellikle çok hassas tolerans gerektiren parçalar için tercih edilir. Bu sistemlerde, parçaya temas eden özel ölçüm probları, boyut sapmalarını doğrudan algılar ve presin kontrol ünitesine geri bildirim gönderir. Bazı gelişmiş hatlarda, bu ölçüm verileri presin kendi ayarlarını otomatik olarak düzeltmesine olanak tanır. Örneğin, malzeme sıcaklığı değiştiğinde genleşme veya büzülme oluşabilir; ölçüm sistemi bunu algıladığında presin strok boyu, baskı kuvveti veya besleme pozisyonu otomatik olarak ayarlanır.
Kalite kontrol sürecinin entegre edilmesindeki en önemli avantajlardan biri, hatalı parçaların toplu olarak üretilmesini engellemektir. Geleneksel yöntemlerde hatalar genellikle üretimden saatler sonra yapılan manuel kontrollerde fark edilirdi. Ancak entegre sistemlerde hata, ilk meydana geldiği anda algılanır ve yalnızca o parça veya en fazla birkaç adet fireye yol açar. Bu, hem malzeme tasarrufu hem de zaman kazancı anlamına gelir.
Bir diğer önemli unsur, kalite kontrol sistemlerinin üretim verilerini kayıt altına almasıdır. Her bir vuruş sonrası ölçüm sonuçları, zaman damgası ile birlikte veri tabanına işlenir. Böylece üretim sürecinin tüm geçmişi izlenebilir hale gelir. Bu veriler, olası bir müşteri şikayetinde, hangi tarihte ve hangi üretim partisinde sorun yaşandığını net olarak ortaya koyar. Aynı zamanda sürekli iyileştirme çalışmalarında da kritik bir rol oynar; örneğin belirli bir kalıp setinde zamanla boyutsal sapmaların arttığı fark edildiğinde, bakım periyotları buna göre optimize edilir.
Kalite kontrol sistemleri yalnızca ölçüm yapmakla kalmaz, aynı zamanda üretim hattındaki malzeme akışını da yönlendirebilir. Örneğin, ölçüm sonrası tolerans dışı çıkan parçalar, hat sonuna gelmeden önce otomatik ayıklama mekanizmalarıyla üretim hattından çıkarılır. Bu, özellikle yüksek hızda üretim yapan pres hatlarında insan müdahalesi olmadan hatasız ürün akışını garanti altına alır.
Bu entegrasyonun enerji ve zaman açısından sağladığı verimlilik de göz ardı edilemez. Geleneksel yöntemlerde hatalı ürünler, presin durdurulması ve operatörlerin müdahalesi ile ayıklanırdı. Ancak otomatik sistemlerde presin durması gerekmez; hatalı ürün doğrudan ayrılır ve üretim kesintisiz devam eder. Bu da dakikada yüzlerce vuruş yapan hatlarda çok büyük zaman kazancı demektir.
Ayrıca, yapay zekâ destekli görüntü işleme sistemleri sayesinde kalite kontrol süreci, zamanla kendi kendine öğrenerek daha hassas ve hızlı hale gelir. Sistem, geçmişte algıladığı kusurları veri tabanına kaydeder ve benzer bir durum tekrar oluştuğunda daha hızlı tepki verir. Hatta bazı gelişmiş yazılımlar, kusur oluşmadan önce belirti veren sinyalleri algılayarak presin ayarlarını önleyici şekilde değiştirir.
Bütün bu unsurlar bir araya geldiğinde, elektrik motorlu direkt tahrikli eksantrik presler yalnızca yüksek hızda üretim yapmakla kalmaz, aynı zamanda sıfır hataya yakın bir kalite standardı yakalar. Bu durum, hem üretici için rekabet avantajı hem de müşteri için güvenilir bir tedarik zinciri anlamına gelir.
İstersen bundan sonraki kısımda sana bu preslerin otomatik kalıp değiştirme sistemleriyle nasıl uyumlu çalıştığını, böylece üretim hatlarının dakikalar içinde farklı ürünlere geçiş yapabildiğini detaylandırabilirim. Bu kısım, özellikle çok çeşit az adet (high-mix low-volume) üretim yapan işletmeler için oldukça önemli.
Yüksek Torklu Eksantrik Pres
Yüksek torklu eksantrik presler, özellikle kalın kesitli ve yüksek dayanımlı malzemelerin şekillendirilmesi, delinmesi veya kesilmesi gibi ağır yük gerektiren işlemler için tasarlanmış, son derece sağlam ve güçlü endüstriyel pres makineleridir. Bu tür preslerin en belirgin özelliği, düşük devirlerde dahi çok yüksek tork üretebilmeleridir. Böylece kalıp, malzemenin en dirençli olduğu noktada dahi istenen şekillendirme kuvvetini sürekli olarak sağlayabilir.
Tork kapasitesinin yüksek olması, presin hem başlangıç anında hem de strokun en kritik noktasında malzemeyi zorlanmadan işleyebilmesini mümkün kılar. Bu özellik, özellikle otomotiv şaseleri, ağır makine parçaları, kalın sac paneller veya yüksek mukavemetli alaşımların üretiminde büyük avantaj sağlar. Yüksek torklu preslerde kullanılan motorlar genellikle daha büyük güç çıkışına sahip olup, tahrik sistemi ile birlikte yüksek moment aktarımı için optimize edilmiştir.
Mekanik tasarım açısından bu preslerde dişli kutuları, torku artıracak şekilde özel oranlarda üretilir ve krank mili ile eksantrik mekanizma yüksek dayanımlı alaşımlardan yapılır. Rulmanlar, yağlama sistemleri ve yataklama yüzeyleri ise yoğun yüklere dayanabilecek şekilde güçlendirilmiştir. Gövde yapısı genellikle dökme çelik veya kaynaklı monoblok konstrüksiyondur, bu sayede pres titreşimleri minimuma indirir ve kalıp hizasında bozulma yaşanmaz.
Yüksek torkun bir diğer avantajı, malzemenin daha düşük hızda fakat daha kontrollü bir şekilde işlenebilmesidir. Bu durum, şekillendirme kalitesini artırırken kalıp ömrünü de uzatır. Düşük hızda yüksek kuvvet uygulamak, malzeme içerisindeki iç gerilimlerin daha dengeli dağılmasını sağlar ve çatlama riskini azaltır. Bu nedenle yüksek torklu eksantrik presler, özellikle hassas ama dayanıklı parçaların üretiminde tercih edilir.
Bu makineler, çoğu zaman değişken hız kontrolüne sahip inverter sistemleriyle donatılır. Böylece operatör, işlem türüne göre pres hızını ayarlayabilir ve tork avantajını maksimum verimle kullanabilir. Ayrıca modern modellerde tork sensörleri ve yük izleme sistemleri bulunur; bu sistemler anlık yük değerlerini takip eder, aşırı yük durumlarında presi otomatik olarak durdurarak hem makineyi hem kalıbı korur.
Yüksek torklu eksantrik preslerin kullanım alanları arasında kalın sac kesme ve bükme, yüksek mukavemetli çeliklerin soğuk şekillendirilmesi, ağır delme operasyonları, büyük boyutlu bağlantı elemanlarının üretimi ve derin çekme işlemleri sayılabilir. Özellikle endüstriyel ekipman, gemi inşası, demiryolu parçaları ve tarım makineleri sektörlerinde yaygın şekilde kullanılır.
Eğer istersen buradan devam ederek sana yüksek torklu eksantrik preslerin hidrolik takviye sistemleriyle kombine edildiğinde nasıl ekstra verim sağladığını ve daha da ağır işlere uyum sağladığını detaylı anlatabilirim. Bu kısım, özellikle sınır kuvvetlerde çalışan üretim hatlarında önemli.
Yüksek torklu eksantrik presler, hidrolik takviye sistemleriyle kombine edildiğinde, standart mekanik preslerin sınırlarını zorlayan bir kuvvet kapasitesine ulaşır. Mekanik tahrik sisteminin sürekli ve kararlı hareketi, hidrolik ünitenin ani ve yüksek basınçlı destek kuvvetiyle birleşerek, hem hızlı hem de aşırı dayanımlı malzemelerin işlenmesini mümkün kılar. Bu yapı sayesinde pres, strokun belirli bir bölümünde mekanik kuvveti kullanırken, malzemenin en zorlandığı “ölü nokta” geçişinde hidrolik sistem devreye girer ve ilave kuvvet sağlar. Böylece işlem hem daha sorunsuz hem de kalıp üzerinde daha az zorlanma ile gerçekleştirilir.
Bu hibrit yapı, özellikle yüksek mukavemetli çeliklerin kalın plaka formunda şekillendirilmesi, ağır kesme operasyonları, soğuk dövme işlemleri veya kalın cidarlı boru ve profil imalatı gibi sektörlerde çok büyük avantaj sağlar. Ayrıca bu preslerin çoğu, ayarlanabilir strok uzunluğu ve kademeli hız kontrolü ile donatılmıştır. Bu özellikler sayesinde üretim süreci malzeme türüne, kalınlığına ve istenen son ürüne göre optimize edilebilir. Düşük hız – yüksek kuvvet kombinasyonu, malzeme deformasyonunun daha dengeli olmasına, yüzey kalitesinin artmasına ve iş parçasında istenmeyen çatlakların önlenmesine yardımcı olur.
Operasyonel verimlilik açısından bakıldığında, yüksek torklu ve hidrolik takviyeli eksantrik presler, enerji tüketiminde de dikkat çeker. Modern tasarımlarda servo motorlar ve akıllı kontrol panelleri ile yalnızca gerekli tork ve hız sağlanarak enerji israfı önlenir. Aynı zamanda, yük sensörleri ve tork izleme yazılımları, makinenin hangi anda ne kadar güç harcadığını anlık olarak kaydeder. Bu veriler hem bakım planlaması hem de üretim verimliliğinin artırılması için işletmelere büyük kolaylık sağlar.
Güvenlik açısından da gelişmiş çözümler mevcuttur. Acil durdurma sistemleri, çift el ile başlatma zorunluluğu, ışık bariyerleri ve kalıp bölgesine yerleştirilen optik sensörler, operatör güvenliğini en üst seviyede tutar. Ayrıca presin gövdesi ve mekanik parçaları, uzun süreli yüksek yük altında çalışmaya uygun şekilde ağır hizmet tipi olarak imal edilir. Gövde konstrüksiyonu genellikle tek parça döküm veya kaynaklı çelik monoblok olarak üretilir; bu sayede titreşim ve esneme minimuma indirilir.
Böylesi bir sistem, büyük endüstriyel tesislerde olduğu kadar özel üretim atölyelerinde de kullanılabilir. Çünkü tork kapasitesinin yüksek olması, presin daha az devirde çalışabilmesine olanak tanır; bu da gürültü seviyesini düşürür, bakım aralıklarını uzatır ve makinenin toplam ömrünü artırır. Özellikle kalıp maliyetlerinin yüksek olduğu üretim hatlarında, bu presler kalıp ömrünü uzatmalarıyla da tercih edilir.
Ben istersem buradan sonraki adımda sana yüksek torklu eksantrik preslerin modüler kalıp sistemleriyle birlikte nasıl hızlı üretim değişimine olanak tanıdığını detaylandırabilirim; bu, seri üretimde zamandan tasarrufun anahtarıdır.
Yüksek torklu eksantrik preslerde modüler kalıp sistemlerinin kullanımı, üretim esnekliğini ve hızını önemli ölçüde artırır. Modüler kalıplar, standart ölçülerde ve değiştirilebilir bileşenler halinde tasarlandığı için, pres üzerinde yapılacak üretim geçişleri saatler veya günler yerine dakikalar içinde tamamlanabilir. Bu sistemde kalıp taban plakası, kılavuz miller, sıkıştırma elemanları ve ara plaka gibi ana bileşenler sabit kalırken; sadece işlenecek ürüne özgü şekillendirme yüzeyleri değiştirilir. Böylece hem iş gücü hem de zaman tasarrufu sağlanır.
Bu yöntem, özellikle düşük ve orta hacimli üretimlerde, farklı ürün çeşitlerinin aynı hat üzerinde yapılabilmesine olanak tanır. Örneğin bir üretim hattında sabah saatlerinde kalın sac malzemeden endüstriyel flanş preslenirken, öğleden sonra aynı pres üzerinde daha ince paslanmaz çelikten bağlantı plakaları üretilebilir. Bu hızlı geçiş imkânı, stok maliyetlerini düşürürken müşteri taleplerine daha hızlı cevap verilmesini sağlar.
Modüler sistemler ayrıca bakım ve onarım açısından da avantajlıdır. Geleneksel kalıplarda herhangi bir aşınma veya hasar oluştuğunda tüm kalıbın sökülmesi ve yeniden işlenmesi gerekebilirken, modüler yapıda sadece hasar gören parça değiştirilir. Bu da hem maliyeti hem de üretim kesintilerini minimuma indirir. Ayrıca yüksek torklu eksantrik preslerin güçlü gövde ve tahrik sistemi, farklı kalıp setleriyle uyumlu çalışacak şekilde tasarlandığından, kalıp geçişleri sırasında ekstra ayar sürelerine gerek kalmaz.
Operasyon sürecinde modüler kalıp sistemleri genellikle hızlı bağlantı elemanları, pnömatik kilitleme mekanizmaları veya hidrolik sıkma tablaları ile desteklenir. Bu sayede operatör, ağır kalıp parçalarını vinçle veya kaldırma aparatlarıyla pres tablasına yerleştirdikten sonra, birkaç kol hareketiyle veya tek tuşla kilitleme işlemini tamamlayabilir. Böylece hem operatör güvenliği hem de iş ergonomisi artırılmış olur.
Üretim verimliliği açısından bakıldığında, yüksek torklu pres ile modüler kalıp sistemi kombinasyonu, “tek parça akışı” prensibini destekler. Yani bir ürünün ham malzemeden bitmiş hale gelme süresi kısalır, bekleme süreleri azalır ve ara stok ihtiyacı düşer. Ayrıca presin yüksek kuvvet kapasitesi sayesinde, daha dayanıklı kalıplar kullanılabilir ve bu kalıplar uzun süre ayar bozulmadan görevini yerine getirebilir.
Bu yaklaşım, günümüzde otomotiv yan sanayi, beyaz eşya üretimi, savunma sanayi ve özel makine parçaları imalatı gibi alanlarda yaygın olarak benimsenmektedir. Çünkü üreticiler hem farklı müşteri siparişlerine hızla uyum sağlayabilmekte hem de yüksek kalite standardını koruyabilmektedir.
Eğer istersen bir sonraki aşamada sana yüksek torklu eksantrik preslerde titreşim ve gürültü kontrolü tekniklerini detaylı şekilde aktarabilirim; bu konu, özellikle şehir içi fabrikalarda ve hassas üretim ortamlarında kritik önem taşır.
Yüksek torklu eksantrik preslerde titreşim ve gürültü kontrolü, yalnızca çalışan konforu açısından değil, aynı zamanda makinenin uzun ömürlü olması ve üretim kalitesinin korunması açısından da son derece önemlidir. Bu tip presler yüksek güç ürettiği için, özellikle vuruş anında hem darbe titreşimleri hem de yapısal rezonanslar ortaya çıkar. Bu titreşimler, gövde üzerinden zemine ve çevredeki diğer makinelere iletilebilir, gürültü seviyeleri ise 85 dB’in üzerine çıkarak iş sağlığı açısından risk oluşturabilir.
Titreşimi azaltmak için ilk adım, makine tabanının uygun şekilde izole edilmesidir. Bunun için genellikle vibro-izolasyon takozları, yay sistemleri veya hidrolik sönümleme pedleri kullanılır. Bu elemanlar, presin ürettiği darbe enerjisini sönümleyerek zemine geçişini engeller. Özellikle çok katlı fabrika binalarında bu sistemler kritik öneme sahiptir, çünkü titreşim diğer katlardaki hassas cihazların çalışmasını olumsuz etkileyebilir.
Gürültü kontrolünde ise gövde ve kapak tasarımı büyük rol oynar. Yüksek torklu preslerde kullanılan çelik gövde panelleri, darbeli çalışma sırasında metal rezonansına girerek ses seviyesini artırabilir. Bu nedenle gövde iç yüzeylerine akustik yalıtım panelleri veya kompozit ses emici kaplamalar uygulanabilir. Bu malzemeler, hem ses dalgalarını emerek yankıyı azaltır hem de titreşim kaynaklı metal rezonansını bastırır.
Tahrik sisteminde kullanılan dişliler ve bağlantı milleri de gürültüye sebep olan önemli unsurlardır. Eğer makine tasarımında dişli kutusu kapalı tip ve yağ banyolu olarak uygulanırsa, hem sürtünme sesi azalır hem de dişli ömrü uzar. Kayış-kasnaklı modellerde ise kayış gerginliğinin otomatik ayarlanması ve elastik malzemeli kayış kullanımı, gürültü seviyesini belirgin şekilde düşürebilir.
Çalışma sırasında operatörlerin korunması için pres çevresinde ses emici kabinler ya da yarı kapalı güvenlik kafesleri kullanılabilir. Bu kabinler genellikle şeffaf polikarbonat cam ile donatılır, böylece operatör iş parçasını net bir şekilde görebilirken, dışarıya yayılan ses minimuma iner.
Titreşim ve gürültü kontrolünün bir diğer önemli boyutu da düzenli bakımtır. Yetersiz yağlama, gevşemiş cıvatalar, aşınmış rulmanlar ve bozulmuş balans, hem titreşimi hem de sesi katlayarak artırır. Bu nedenle, yüksek torklu eksantrik presler için periyodik bakım planlarında mutlaka titreşim ölçümleri ve gürültü seviyesi analizleri yer almalıdır. Modern fabrikalarda bu ölçümler için titreşim analiz cihazları ve desibel metreler kullanılarak, bakım ihtiyaçları proaktif olarak belirlenir.
Son olarak, yüksek torklu preslerde darbe yumuşatma teknolojileri giderek daha fazla kullanılmaktadır. Bunlar, presin vuruş anındaki tepe kuvvetini kontrollü şekilde yayarak hem makine parçalarını korur hem de operatörün maruz kaldığı gürültü ve titreşimi düşürür. Bu teknoloji, özellikle uzun vardiya çalışan tesislerde operatör yorgunluğunu ciddi ölçüde azaltır ve iş kazası riskini düşürür.
Böyle bir kontrol sistemi sayesinde, yüksek torklu bir eksantrik pres hem tam kapasitede hem de daha sessiz, dengeli ve uzun ömürlü bir şekilde çalışabilir.
İstersen bir sonraki bölümde sana yüksek torklu eksantrik preslerde enerji verimliliği artırma yöntemlerini de ayrıntılı şekilde aktarabilirim; çünkü bu tip makineler yüksek güç tüketir ve doğru optimizasyonla ciddi elektrik tasarrufu sağlanabilir.
Otomatik Şerit Sürmeli Eksantrik Pres
Otomatik şerit sürmeli eksantrik pres, metal şekillendirme ve delme işlemlerinde özellikle seri üretim hatlarında yüksek hız, hassasiyet ve süreklilik sağlamak amacıyla geliştirilmiş bir pres tipidir. Bu makinede temel fark, iş parçasının – genellikle rulo halindeki metal şeritlerin – otomatik besleme mekanizması ile kalıp bölgesine adım adım ilerletilmesidir. Böylece operatörün manuel yerleştirme yapmasına gerek kalmadan, malzeme sürekli ve düzenli bir şekilde işlenir.
Şerit sürme sistemi, çoğunlukla servo motorlu besleme üniteleri veya pnömatik kademeli ilerletme mekanizmaları ile çalışır. Servo motorlu sistemlerde, besleme uzunluğu ve hızı CNC kontrol üzerinden hassas şekilde ayarlanabilir, bu sayede farklı boyutlardaki parçalar aynı hat üzerinde kolayca üretilebilir. Pnömatik kademeli ilerletme sistemlerinde ise daha basit bir yapı söz konusudur, fakat hız ve hassasiyet bakımından servo sistemlerin gerisinde kalabilir.
Otomatik şerit sürmeli preslerde, rulo malzemenin açılması için decoiler (rulo çözme tamburu) ve şeridin düzleştirilmesi için straightener (düzleştirici ünite) kullanılır. Düzleştirici, rulo halindeki malzemenin yaylanma etkisini gidererek kalıba düzgün şekilde girmesini sağlar. Bu aşamanın kaliteli yapılması, kalıpta oluşabilecek çapak, kırışıklık veya ölçü hatalarını büyük ölçüde önler.
Besleme hareketi ile presin vuruş hareketi arasındaki senkronizasyon, sistemin en kritik noktalarından biridir. Eksantrik presin krank mili pozisyonu, besleme ünitesine sinyal göndererek şeridin yalnızca pres vuruşu tamamlandıktan sonra ilerlemesini sağlar. Bu sayede hem kalıp hem de malzeme zarar görmez. Yüksek hassasiyetli üretimlerde optik sensörler veya enkoderler ile bu senkronizasyon daha da güvenli hale getirilir.
Otomatik şerit sürmeli eksantrik presler, metal delme, kesme, bükme, sıvama ve form verme gibi birçok işlemi arka arkaya tek hat üzerinde yapabilme yeteneğine sahiptir. Örneğin, bir elektrik priz kapağı, bu sistemde rulo sacdan başlayarak şekillendirilip, kenarları kesilerek ve gerekirse bükme işlemleri uygulanarak tek bir akışta tamamlanabilir.
Bu tür preslerin sağladığı başlıca avantajlar şunlardır:
- Yüksek üretim hızı: Malzeme beslemesi durmaksızın devam ettiği için vardiya başına üretilen parça sayısı önemli ölçüde artar.
- Düşük işçilik maliyeti: Manuel besleme ortadan kalkar, operatör yalnızca kontrol ve malzeme yükleme-boşaltma işlemlerini yapar.
- Daha az hata ve fire: Besleme mesafesi ve hızının otomatik kontrolü, ölçü tutarlılığını artırır.
- Kalıp ömrünün uzaması: Senkronize hareket sayesinde yanlış zamanlamadan kaynaklanan darbe ve aşınmalar önlenir.
Bununla birlikte, bu sistemlerde dikkat edilmesi gereken bazı teknik noktalar vardır. Besleme mekanizmasının yanlış ayarlanması, malzemenin kaymasına veya hizasız ilerlemesine sebep olabilir. Ayrıca, yüksek hızda çalışıldığında titreşim ve gürültü kontrolü önem kazanır. Bu nedenle gövde yapısının rijit olması, rulmanların kaliteli seçilmesi ve düzenli yağlama yapılması, makinenin uzun ömürlü çalışması için kritik faktörlerdir.
İstersen sana sonraki adımda otomatik şerit sürmeli eksantrik preslerde servo besleme ünitesinin detaylı çalışma prensibini de açıklayabilirim; çünkü bu kısım verimlilik ve hassasiyetin kalbidir.
Otomatik şerit sürmeli eksantrik preslerde servo besleme ünitesi, presin verimliliğini ve üretim hassasiyetini belirleyen en kritik bileşendir. Servo motor, presin kontrol sistemiyle doğrudan entegre çalışır ve her vuruş öncesinde şeridin tam olarak gerekli konuma getirilmesini sağlar. Bu işlem, milisaniye hassasiyetinde gerçekleştirilir ve malzemenin kalıp içinde istenen noktada durmasını garanti eder. Servo besleme ünitesi sayesinde, farklı uzunluk ve kalınlıktaki parçalar için manuel ayar yapılmasına gerek kalmadan üretim süreci otomatik olarak adapte olur.
Besleme mekanizmasının yapısı genellikle dişli veya kayış kasnak tahrikli bir sistem üzerine kuruludur. Servo motor, şeridi ileriye doğru iterken enkoderler sayesinde konum doğruluğunu sürekli olarak ölçer. Eğer şerit istenen konumdan saparsa, kontrol ünitesi motora anlık düzeltme sinyali gönderir. Bu sayede özellikle uzun veya esnek metal şeritlerde oluşabilecek kaymalar önlenir ve parçaların ölçü toleransları korunur.
Rulo malzemenin açılması ve düzeltilmesi aşaması da servo besleme ünitesi ile senkronize edilir. Decoiler, rulo açma hareketini kontrol ederken, düzleştirici ünite malzemeyi düz ve sabit kalınlıkta pres tablasına iletir. Servo besleme motoru, malzeme kalınlığı ve sertliğine göre hız ve ilerleme adımını otomatik olarak ayarlar. Bu özellik, özellikle alaşımlı çelik, pirinç veya alüminyum gibi farklı malzemelerin aynı üretim hattında işlenmesini mümkün kılar.
Otomatik şerit sürmeli preslerde servo besleme ünitesinin bir diğer avantajı, çoklu vuruş ve ardışık işlem kabiliyetidir. Presin kalıbında birden fazla işlem noktası varsa, servo motor her vuruş arasında malzemeyi doğru pozisyona getirir. Örneğin bir parçanın önce delme, sonra bükme ve son olarak kesme işlemleri yapılacaksa, servo besleme ünitesi malzemeyi her işlem adımına milimetrik hassasiyetle taşır. Bu sayede üretim süreci kesintisiz ve hatasız bir şekilde devam eder.
Enerji verimliliği açısından bakıldığında, servo besleme sistemi, yalnızca gerekli enerji miktarını kullanır. Servo motorlar, yük durumuna göre enerji harcayarak gereksiz tüketimi önler. Ayrıca ileri ve geri hareketlerde rejeneratif enerji kazanımı yapılabilir; yani motor, malzemeyi geri çekerken kinetik enerjinin bir kısmını sisteme geri kazandırır. Bu durum, yüksek hızlı üretim hatlarında toplam enerji tüketimini önemli ölçüde azaltır.
Güvenlik ve operasyonel verimlilik de servo besleme ünitesi ile doğrudan ilişkilidir. Besleme sistemi sensörlerle donatılmıştır; şerit kayması, malzeme sıkışması veya hizasız ilerleme gibi durumlarda pres otomatik olarak durur ve operatöre uyarı verir. Bu, hem makineyi hem de kalıbı korur, aynı zamanda üretim hattında fire oranını minimize eder.
Otomatik şerit sürmeli eksantrik preslerin servo besleme üniteleri, üretim hattındaki diğer otomatik ekipmanlarla entegre çalışabilir. Robotik malzeme yükleyiciler, kalite kontrol kameraları veya iş parçası yönlendirme sistemleri ile koordineli olarak çalıştığında, pres hattı tamamen operatör müdahalesine gerek kalmadan yüksek hızda ve hatasız şekilde çalışabilir. Bu entegrasyon, özellikle yüksek hacimli üretim yapan firmalar için kritik öneme sahiptir.
İstersen bir sonraki aşamada sana otomatik şerit sürmeli eksantrik preslerde kalite kontrol ve hata algılama sistemlerinin nasıl çalıştığını ve üretim verimliliğine etkilerini de detaylı şekilde anlatabilirim.
Otomatik şerit sürmeli eksantrik preslerde kalite kontrol ve hata algılama sistemleri, üretim hattının hem verimliliğini hem de ürün kalitesini doğrudan etkileyen gelişmiş teknolojilerdir. Bu sistemler, üretim süreci boyunca malzeme besleme, kalıp işlemleri ve bitmiş parçanın özelliklerini sürekli olarak izler. Amaç, hataların oluşmadan önce tespit edilmesi, ürün standardının korunması ve fire oranının minimum seviyede tutulmasıdır.
İlk aşamada, malzeme giriş kontrolü yapılır. Şerit malzeme pres hattına girmeden önce optik sensörler, lazer ölçüm cihazları veya kalınlık ölçerler tarafından taranır. Bu sistem, şeridin genişliğini, kalınlığını ve yüzey pürüzlülüğünü ölçerek hatalı malzemenin işleme girmesini önler. Eğer malzeme tolerans dışı ise besleme otomatik olarak durur ve operatöre uyarı verilir.
Besleme sürecindeki hataların algılanması ise özellikle yüksek hızlı hatlarda kritik öneme sahiptir. Servo besleme ünitesi ile entegre çalışan enkoderler, her adımda şeridin ilerleme mesafesini milimetre altı hassasiyetle ölçer. Kayma, sıkışma veya yanlış hizalama tespit edilirse pres derhal durur. Bu sayede hem kalıp hem de malzeme korunmuş olur. Ayrıca, bazı modern sistemler bu hataları kaydederek istatistiksel analiz yapılmasını sağlar. Böylece hatanın sebebi (örneğin malzeme kalitesi, besleme hızı, operatör hatası) kolayca belirlenir.
Kalıp içi kalite kontrol sistemleri, presin vurma anında devreye girer. Basınç sensörleri ve yük hücreleri, her vuruşta uygulanan kuvvetin kayıt altına alınmasını sağlar. Eğer belirlenen basınç aralığının altında veya üstünde bir değer oluşursa, bu durum parçanın tam olarak şekillenmediğine veya kalıbın aşırı yük altında olduğuna işaret eder. Böyle bir durumda pres otomatik olarak durur veya parça üretim hattından ayrılır. Bu sistem, özellikle hassas toleranslı parçaların üretiminde hayati öneme sahiptir.
Görsel kalite kontrol sistemleri ise kamera ve yapay zeka tabanlı yazılımlar ile çalışır. Kamera sistemi, pres çıkışında her parçayı yüksek çözünürlüklü olarak tarar ve çizik, çatlak, şekil bozukluğu gibi yüzey hatalarını anında tespit eder. Makine öğrenmesi algoritmaları, daha önce kaydedilmiş hatalı parça örneklerinden öğrenerek hata tespit doğruluğunu sürekli artırır. Tespit edilen hatalı parçalar otomatik ayırma mekanizması ile üretim hattından çıkarılır.
Bazı ileri seviye hatlarda akustik sensör tabanlı hata algılama da kullanılır. Bu teknoloji, presin her vuruşta çıkardığı ses dalgalarını analiz eder. Eğer ses profilinde olağandışı bir değişiklik tespit edilirse (örneğin kalıp kırığı, malzeme çatlağı, gevşek bağlantı), sistem bunu operatöre bildirir. Akustik analiz, özellikle görsel olarak tespit edilemeyen erken aşama arızaların bulunmasında etkilidir.
Kalite kontrol sistemlerinin bir diğer önemli bileşeni de üretim verilerinin kaydedilmesi ve raporlanmasıdır. Her vuruşta ölçülen kuvvet, hız, malzeme ilerleme mesafesi, hata kayıtları ve kamera görüntüleri otomatik olarak arşivlenir. Bu veriler, hem kalite yönetim sistemi hem de bakım ekibi için değerli bir kaynak oluşturur. Düzenli analizler ile hangi hataların tekrarlandığı, hangi vardiyada daha fazla sorun çıktığı veya hangi malzeme partisinde daha yüksek fire oluştuğu belirlenebilir.
Son olarak, modern otomatik şerit sürmeli eksantrik preslerde önleyici bakım (predictive maintenance) sistemleri devreye girer. Makine titreşimleri, motor sıcaklıkları, yağ basıncı ve elektriksel yük verileri sürekli olarak sensörler tarafından izlenir. Yapay zeka algoritmaları bu verileri analiz ederek olası arızaları tahmin eder ve bakım ekibini önceden uyarır. Böylece plansız duruş süreleri en aza indirilir ve üretim sürekliliği sağlanır.
Eğer istersen bundan sonraki bölümde sana otomatik şerit sürmeli eksantrik preslerde enerji yönetimi, hız optimizasyonu ve verimlilik artırıcı tasarım detaylarını da detaylı bir şekilde aktarabilirim. Bu kısım özellikle yüksek üretim kapasitesine sahip hatlar için çok kritik bilgiler içeriyor.
Otomatik şerit sürmeli eksantrik preslerde enerji yönetimi ve hız optimizasyonu, özellikle yüksek hacimli üretim hatlarında hem maliyetlerin düşürülmesi hem de makine ömrünün uzatılması açısından kritik öneme sahiptir. Bu presler yüksek tork ve hızlı vuruş kapasitesine sahip olduklarından, enerji tüketimi yanlış yönetildiğinde ciddi oranda artabilir ve işletme maliyetlerini yükseltebilir. Bu nedenle modern preslerde enerji verimliliğini artırmak için hem mekanik hem de elektronik çözümler uygulanır.
Mekanik açıdan enerji tasarrufu sağlayan en önemli faktörlerden biri, presin strok ve hız ayarının üretim türüne göre optimize edilmesidir. Örneğin, daha ince sac malzemeler veya daha küçük parçalar işlenirken, presin tam maksimum vuruş hızı ve kuvveti yerine, malzemeye uygun optimum değerler seçilir. Bu sayede hem enerji tüketimi azalır hem de kalıp ve malzeme üzerindeki gereksiz aşınma engellenir.
Elektronik sistemlerde ise, özellikle servo motorlar ve inverter kontrollü elektrik motorları devreye girer. Servo motorlar, sadece gereken enerji miktarını kullanarak presi çalıştırır ve hareket sırasında geri besleme ile konum ve kuvveti hassas şekilde kontrol eder. İnverter kontrollü motorlar, yük değişimlerine göre hız ve torku otomatik olarak ayarlayarak enerji tasarrufu sağlar. Böylece, yüksek hız veya yüksek tork gerektirmeyen işlemlerde motor daha düşük güç tüketir.
Otomatik şerit besleme sistemi de enerji yönetiminde önemli bir rol oynar. Servo besleme ünitesi, malzemeyi pres vuruşuna göre tam konumda durdurarak gereksiz hareketleri önler. Bu, özellikle uzun şeritler veya yüksek hızlı üretim hatlarında motor ve mekanik sistemlerin yıpranmasını azaltır. Ayrıca, bazı sistemlerde enerji geri kazanım (regenerative) teknolojisi bulunur; besleme veya pres geri dönüş hareketinde kinetik enerji sisteme geri kazandırılarak toplam enerji tüketimi düşürülür.
Hız optimizasyonu açısından, otomatik şerit sürmeli eksantrik preslerde çoklu hız kontrolü önemli bir avantaj sağlar. Pres, üretim hattındaki farklı işlem noktaları için ayrı hız modları kullanabilir. Örneğin, delme işlemi yüksek hızda yapılabilirken, hassas bükme veya sıvama işlemleri daha düşük hızlarda gerçekleştirilir. Bu sayede üretim süreci hem hızlı hem de kaliteli bir şekilde yürütülür.
Enerji yönetimi aynı zamanda makine ömrünü ve bakım periyotlarını da etkiler. Gereksiz yüksek hız ve yüksek tork kullanımı, dişli kutusu, rulmanlar ve gövde üzerinde ekstra yük oluşturur. Optimum hız ve tork ile çalışmak, bu bileşenlerin ömrünü uzatır ve plansız duruşların önüne geçer. Ayrıca, yüksek verimli yağlama ve soğutma sistemleri ile presin mekanik kayıpları ve ısınması minimize edilir.
Son olarak, modern otomatik şerit sürmeli eksantrik preslerde üretim hattı genelinde verimlilik izleme sistemleri entegre edilir. Bu sistemler, presin enerji tüketimini, üretim hızını, fire oranını ve kalite kontrol verilerini eş zamanlı olarak analiz eder. Yapay zeka destekli yazılımlar, verileri işleyerek operatöre veya fabrika otomasyon sistemine öneriler sunar: örneğin hız ayarlarının optimize edilmesi, besleme sıklığının değiştirilmesi veya bakım ihtiyacının planlanması gibi. Böylece hem enerji tasarrufu sağlanır hem de üretim verimliliği maksimum seviyeye çıkarılır.
İstersen bir sonraki bölümde sana otomatik şerit sürmeli eksantrik preslerin modüler kalıp ve çoklu işlem entegrasyonu ile nasıl tamamen kesintisiz ve esnek üretim hattı kurulabileceğini detaylı şekilde açıklayabilirim. Bu konu, özellikle farklı ürün tiplerinin aynı hat üzerinde hızlı bir şekilde üretilmesi gereken modern fabrikalar için kritik bir konudur.
Servo Kontrollü Beslemeli Eksantrik Pres
Servo kontrollü beslemeli eksantrik pres, modern metal şekillendirme teknolojisinin en gelişmiş örneklerinden biridir ve özellikle hassas ölçü toleransları ve yüksek üretim hızlarının gerektiği üretim hatlarında tercih edilir. Bu preslerde temel fark, malzemenin kalıp bölgesine beslenmesinin tamamen servo motor kontrollü bir sistemle yapılmasıdır. Bu yapı, hem besleme hareketinin doğruluğunu artırır hem de pres vuruşları ile malzeme konumunun senkronizasyonunu mükemmelleştirir.
Servo kontrollü besleme ünitesi, presin kontrol sistemi ile entegre çalışır ve her vuruş öncesinde şeridi veya sacı tam olarak gereken pozisyona getirir. Servo motorun konum ve hız kontrolü, enkoderler ve ileri seviye kontrol yazılımları ile sürekli izlenir; böylece malzeme beslemesinde sapma veya kayma meydana gelmez. Bu, özellikle uzun şeritler veya esnek malzemeler kullanıldığında kalite kayıplarını önleyen kritik bir özelliktir.
Presin mekanik yapısı, yüksek torklu eksantrik sistem ile servo besleme ünitesinin uyumlu çalışacak şekilde tasarlanmıştır. Vuruş kuvveti, malzeme kalınlığı ve sertliğine göre ayarlanabilir; servo besleme ünitesi ise malzemeyi milimetrik hassasiyetle kalıba taşır. Bu sayede çok adımlı işlemler (delme, bükme, sıvama, kesme) tek bir hat üzerinde, ardışık ve hatasız şekilde gerçekleştirilebilir.
Servo kontrollü sistemlerin bir diğer avantajı, üretim esnekliğidir. Operatör, kontrol paneli üzerinden besleme hızını ve mesafesini kolayca değiştirebilir. Bu sayede aynı pres üzerinde farklı boyut ve kalınlıktaki parçalar hızlı bir şekilde üretilebilir. Ayrıca üretim sırasında malzeme veya kalıp değişikliklerine anında adaptasyon sağlanabilir, böylece üretim kesintileri minimuma iner.
Enerji verimliliği açısından da servo kontrollü besleme sistemleri oldukça avantajlıdır. Servo motorlar, yalnızca ihtiyaç duyulan enerji miktarını harcar ve yük durumuna göre güç tüketimini optimize eder. İleri seviye sistemlerde enerji geri kazanım modülleri de bulunur; bu sayede besleme hareketinde ortaya çıkan kinetik enerji tekrar sisteme kazandırılarak toplam enerji tüketimi azaltılır.
Güvenlik ve operasyonel verimlilik açısından, servo kontrollü besleme ünitesi sensörlerle donatılmıştır. Şerit kayması, malzeme sıkışması veya yanlış hizalama gibi durumlar tespit edildiğinde pres otomatik olarak durur ve operatöre uyarı verir. Bu, hem kalıbın hem de malzemenin korunmasını sağlar, fire oranını azaltır ve operatör güvenliğini artırır.
Son olarak, bu presler genellikle modüler kalıp sistemleri ve çoklu işlem hatları ile entegre çalışabilir. Servo kontrollü besleme sayesinde malzeme, birden fazla işlem noktasına milimetrik doğrulukla taşınabilir. Bu, özellikle otomotiv parçaları, beyaz eşya komponentleri ve hassas endüstriyel parçaların üretiminde yüksek verim ve kalite sağlar.
İstersen bir sonraki adımda sana servo kontrollü beslemeli eksantrik preslerde ileri kalite kontrol ve üretim verimliliğini artıran otomasyon çözümlerini detaylı şekilde anlatabilirim.
Servo kontrollü beslemeli eksantrik preslerde kalite kontrol ve üretim verimliliği, sistemin en kritik avantajlarından biridir. Servo motor ile besleme, yalnızca malzemeyi kalıba doğru taşımakla kalmaz; aynı zamanda üretim sürecinin her adımında hassas ölçüm, konum kontrolü ve senkronizasyon sağlar. Bu, özellikle yüksek hassasiyet gerektiren parçaların üretiminde hatasız sonuç alınmasını mümkün kılar.
Kalite kontrol açısından, presin çıkışında kullanılan optik sensörler, lazer ölçüm cihazları ve kameralar, her parçayı anlık olarak tarar. Bu sistemler, delik pozisyonu, kenar toleransları, bükme açıları ve yüzey kalitesi gibi parametreleri kontrol eder. Servo besleme ünitesi ile entegre olduğunda, herhangi bir tolerans dışı durum algılandığında, pres otomatik olarak durur ve hatalı parça üretim hattından ayrılır. Bu sayede fire oranı minimuma iner ve üretim hattının kesintisiz çalışması sağlanır.
Ayrıca, servo kontrollü sistemler sayesinde çoklu işlem entegrasyonu mümkündür. Tek bir pres üzerinde ardışık işlemler (örneğin delme, bükme, sıvama ve kesme) gerçekleştirildiğinde, servo motor malzemeyi her işlem noktasına milimetrik hassasiyetle taşır. Bu sayede işlemler arasında pozisyon hatası oluşmaz ve tüm üretim süreci yüksek tekrarlanabilirlik ile gerçekleşir. Bu özellik, özellikle otomotiv yan sanayi, beyaz eşya üretimi ve hassas makine parçaları üretiminde büyük avantaj sağlar.
Enerji verimliliği açısından da servo kontrollü besleme sistemleri önemlidir. Servo motorlar, yük ve hız değişimlerine göre enerji harcamasını optimize eder. İleri seviye sistemlerde, besleme sırasında ortaya çıkan kinetik enerji geri kazanım sistemleriyle tekrar kullanılabilir. Bu, özellikle yüksek hızlı üretim hatlarında enerji tasarrufunu ciddi ölçüde artırır.
Bakım ve operasyon güvenliği de servo kontrollü besleme ünitesinin avantajları arasında yer alır. Enkoderler ve sensörler sayesinde malzeme kayması, sıkışma veya hizasız ilerleme anında sistem otomatik olarak durur ve operatöre uyarı verir. Bu, hem kalıbın hem de malzemenin zarar görmesini engeller. Ayrıca uzun vadede makine ömrünü uzatır ve plansız duruşları azaltır.
Son olarak, servo kontrollü beslemeli eksantrik presler, tam otomatik üretim hatları ile entegrasyona uygundur. Robotik yükleme sistemleri, kalite kontrol kameraları, sensörler ve veri izleme sistemleri ile koordine çalışarak, operatör müdahalesine gerek kalmadan sürekli üretim sağlar. Üretim verileri anlık olarak izlenir, analiz edilir ve optimize edilir. Böylece hem kalite standardı korunur hem de üretim verimliliği maksimum seviyeye çıkar.
İstersen bundan sonraki bölümde sana servo kontrollü beslemeli eksantrik preslerde ileri veri analitiği ve yapay zekâ destekli üretim optimizasyonu ile verimliliğin nasıl daha da artırılabileceğini ayrıntılı olarak aktarabilirim.
Servo kontrollü beslemeli eksantrik preslerde ileri veri analitiği ve yapay zekâ destekli üretim optimizasyonu, modern üretim tesislerinde rekabet avantajı sağlamak için giderek daha kritik hale gelmektedir. Bu presler, yüksek hız ve hassasiyetle çalışırken, üretim hattından sürekli olarak veri toplar; bu veriler daha sonra kalite kontrol, bakım ve enerji verimliliği alanlarında analiz edilir. Yapay zekâ algoritmaları, bu büyük veri akışını işleyerek operatör ve fabrika otomasyon sistemine proaktif öneriler sunar.
Örneğin, her vuruşta presin uyguladığı kuvvet, besleme ünitesinin pozisyonu, malzeme ilerleme mesafesi, kalıp sıcaklığı ve titreşim verileri kaydedilir. Bu veriler, makine öğrenmesi algoritmaları tarafından işlenerek, üretimde oluşabilecek hatalar önceden tahmin edilebilir. Eğer belirli bir malzeme partisi veya kalıp konfigürasyonu sırasında sürekli tolerans sapmaları tespit edilirse, sistem otomatik olarak besleme hızını, vuruş kuvvetini veya kalıp konumunu optimize eder. Bu sayede hatalı üretim önlenir ve fire oranı minimum seviyeye iner.
Yapay zekâ destekli sistemler aynı zamanda önleyici bakım için de kullanılır. Servo besleme ve eksantrik mekanizmadaki küçük titreşim değişimleri, motor yüklerindeki artışlar veya yağlama sistemindeki aksaklıklar, gelecekte oluşabilecek arızaların erken göstergeleri olarak analiz edilir. Sistem, bu veriler üzerinden operatör ve bakım ekibini uyarır; böylece plansız duruşlar önlenir, makine ömrü uzar ve üretim sürekliliği sağlanır.
Enerji yönetimi ve üretim verimliliği de bu ileri analiz ile optimize edilir. Yapay zekâ algoritmaları, presin farklı işlem adımlarında ne kadar enerji harcadığını sürekli izler ve gereksiz tüketimi önleyecek ayarları önerir. Örneğin, belirli bir malzeme kalınlığı ve parça boyutu için presin hız ve kuvvet parametreleri otomatik olarak optimize edilir; böylece hem üretim hızı korunur hem de enerji tasarrufu sağlanır.
Servo kontrollü beslemeli eksantrik preslerde veri analitiği, aynı zamanda üretim planlamasında esneklik sağlar. Üretim hattındaki farklı ürün tipleri için optimum ayar değerleri önceden belirlenebilir ve bir sonraki üretim partisine geçiş anında sistem otomatik olarak bu ayarları uygular. Bu, özellikle kısa seri üretimlerde ve sık malzeme değişimlerinde zaman kaybını önler ve üretim hattının esnekliğini artırır.
Modern tesislerde bu sistemler, bulut tabanlı veri yönetimi ve gerçek zamanlı izleme ile entegre edilir. Operatörler ve fabrika yöneticileri, üretim performansını, hata oranlarını ve enerji tüketimini herhangi bir cihaz üzerinden takip edebilir. Ayrıca, geçmiş veri analizleri ile uzun dönem trendleri incelenebilir ve stratejik kararlar alınabilir.
Bütün bu teknolojiler bir araya geldiğinde, servo kontrollü beslemeli eksantrik presler, yalnızca yüksek hız ve hassasiyet sunmakla kalmaz; aynı zamanda üretim kalitesini artırır, fireyi azaltır, enerji verimliliğini yükseltir ve bakım maliyetlerini düşürür. Bu da modern sanayi tesislerinde hem ekonomik hem de operasyonel açıdan büyük avantajlar sağlar.
İstersen bir sonraki adımda sana servo kontrollü beslemeli eksantrik preslerin farklı endüstriyel uygulama alanları ve örnek kullanım senaryolarını da detaylı şekilde aktarabilirim.
Servo kontrollü beslemeli eksantrik preslerin endüstriyel uygulama alanları, günümüz modern üretim tesislerinde oldukça geniş bir yelpazeye yayılmaktadır. Bu makineler, yüksek hassasiyet, hızlı üretim kapasitesi ve sürekli kalite kontrol avantajları sayesinde otomotiv, beyaz eşya, elektronik, savunma sanayi ve genel makine imalatı gibi sektörlerde yoğun olarak kullanılmaktadır.
Otomotiv sanayinde, servo kontrollü beslemeli presler özellikle motor parçaları, bağlantı elemanları, sac gövde panelleri ve çeşitli şasi bileşenlerinin üretiminde tercih edilir. Bu parçaların yüksek toleranslı ve seri üretim gerektiren yapısı, servo besleme sisteminin sağladığı milimetrik hassasiyet ile mükemmel şekilde eşleşir. Pres, rulo halinde gelen sac malzemeyi kalıba besleyerek delme, bükme, sıvama ve form verme işlemlerini ardışık olarak gerçekleştirir. Bu sayede üretim hattında duraksama olmadan yüksek adetli üretim yapılabilir ve parçaların her biri aynı kalitede üretilir.
Beyaz eşya sektöründe ise bu presler, buzdolabı kapakları, çamaşır makinesi tamburları, ocak ve fırın panelleri gibi ürünlerin üretiminde kullanılır. Servo kontrollü besleme, malzemenin sürekli ve doğru bir şekilde kalıba yönlendirilmesini sağladığından, özellikle ince saclardan yapılan parçaların bükülmesi ve şekillendirilmesi sırasında deformasyon ve ölçü hatalarını önler. Bu da üretim hattında fireyi minimuma indirir ve maliyetleri düşürür.
Elektronik ve hassas cihaz üretiminde, küçük boyutlu metal parçaların delme ve şekillendirme işlemleri için servo kontrollü presler ideal çözümdür. Bu alanlarda parçaların toleransları çok dardır ve geleneksel preslerle bu hassasiyetin korunması zordur. Servo motor kontrollü besleme, parçanın her vuruşta doğru pozisyonda olmasını garanti ederek kaliteyi yükseltir ve seri üretim imkânı sağlar.
Savunma sanayinde ise servo kontrollü beslemeli presler, kritik parçaların üretiminde tercih edilir. Yüksek dayanıklılık gerektiren metal bileşenler, farklı sertlik ve kalınlıktaki malzemelerden üretilirken, presin yüksek torku ve servo besleme ünitesinin hassas kontrolü sayesinde, üretim süreci güvenli ve hatasız bir şekilde yürütülür. Burada, kalite kontrol sistemleri ve veri analitiği, özellikle kritik toleransların korunması açısından hayati öneme sahiptir.
Genel makine imalatında ve endüstriyel ekipman üretiminde de servo kontrollü eksantrik presler, farklı boyut ve tipte metal parçaların hızlı ve tekrarlanabilir bir şekilde üretilmesini sağlar. Örneğin, havalandırma sistemleri, filtre kafesleri, motor kasaları veya yapısal sac parçalar gibi ürünlerde, presin servo kontrollü besleme özelliği sayesinde üretim hatları duraksamadan ve minimum fire ile çalışabilir.
Bunun yanı sıra, bu preslerin sunduğu modüler kalıp sistemi entegrasyonu sayesinde, aynı hat üzerinde farklı ürün tiplerinin üretimi mümkün hale gelir. Kalıplar hızlı bir şekilde değiştirilebilir, besleme hız ve mesafeleri üretilecek parçaya göre ayarlanabilir. Böylece, kısa seri üretimler veya özel siparişler de verimli bir şekilde gerçekleştirilebilir.
Özetle, servo kontrollü beslemeli eksantrik presler, yüksek hassasiyet, sürekli kalite kontrol, enerji verimliliği ve esnek üretim kapasitesi ile modern sanayide çok yönlü kullanım avantajı sağlar. Bu özellikler, özellikle otomotiv, beyaz eşya, elektronik ve savunma sanayii gibi yüksek kalite ve üretim hızının kritik olduğu sektörlerde vazgeçilmez hale gelmiştir.
İstersen bir sonraki adımda sana servo kontrollü beslemeli eksantrik preslerde kalıp tasarımı, çoklu işlem entegrasyonu ve hızlı geçiş sistemlerini detaylı şekilde anlatabilirim.
Çok İstasyonlu Eksantrik Pres
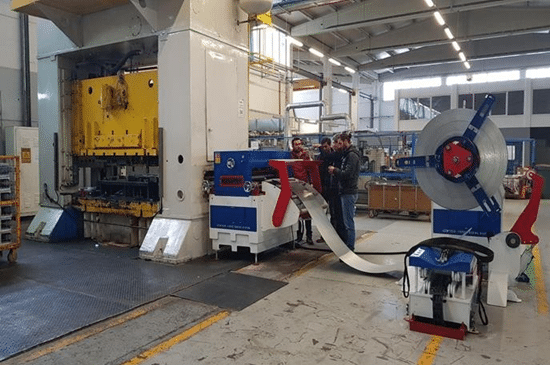
Çok istasyonlu eksantrik pres, birden fazla işlem noktasının tek bir makine üzerinde entegre edilmesini sağlayan gelişmiş bir pres tipidir. Bu preslerde temel avantaj, aynı malzeme üzerinde ardışık işlemlerin duraksamasız şekilde yapılabilmesidir. Örneğin, bir metal şerit veya sac parça, pres hattına girdiğinde, ilk istasyonda delme, ikinci istasyonda bükme, üçüncü istasyonda sıvama veya form verme işlemleri gerçekleştirilebilir. Bu sayede, malzeme sürekli hareket halinde kalır ve her işlem sonrası elle müdahale gerekmez.
Çok istasyonlu eksantrik preslerin tasarımında, her istasyonun pres vuruşu ve malzeme beslemesi senkronize olacak şekilde ayarlanır. Bu senkronizasyon, presin krank mili konumuna bağlı olarak besleme ünitesine sinyal gönderilmesiyle sağlanır. Böylece malzeme, her istasyonun kalıbına tam olarak hizalanır ve işlemler hatasız bir şekilde gerçekleştirilir. Servo kontrollü besleme sistemleri, özellikle yüksek hassasiyet gerektiren üretimlerde bu senkronizasyonu milimetrik doğrulukla sağlar.
Her istasyon, farklı bir kalıp veya işlem için özelleştirilebilir. Örneğin, birinci istasyon delme işlemi yaparken, ikinci istasyon bükme işlemi gerçekleştirebilir; üçüncü istasyon ise kesme veya sıvama gibi tamamlayıcı işlemleri yapabilir. Bu modüler yapı, üretim hattının esnekliğini artırır ve farklı ürün tiplerinin tek bir makine üzerinde üretilebilmesini sağlar.
Enerji yönetimi ve verimlilik açısından çok istasyonlu presler, tek istasyonlu preslere kıyasla daha optimize çalışabilir. Presin eksantrik mekanizması ve besleme sistemi, tüm istasyonların yükünü eşit şekilde dağıtarak gereksiz enerji tüketimini önler. Ayrıca, ileri seviye preslerde her istasyon için ayrı hız ve kuvvet ayarları yapılabilir; böylece hassas parçalar daha düşük hız ve torkla işlenirken, daha dayanıklı parçalar yüksek hızda üretilebilir.
Kalite kontrol açısından çok istasyonlu eksantrik presler, üretim hattının her istasyonunda sensörler ve optik ölçüm cihazları ile donatılabilir. Bu sayede her işlem adımında tolerans sapmaları anında tespit edilir ve hatalı parçalar üretim hattından otomatik olarak ayrılır. Böylece fire oranı minimize edilir ve üretim verimliliği artırılır.
Sonuç olarak, çok istasyonlu eksantrik presler, ardışık işlemleri tek bir hat üzerinde gerçekleştirme imkânı sunar, üretim hızını artırır, kaliteyi yükseltir ve üretim maliyetlerini düşürür. Bu özellikleri ile otomotiv yan sanayi, beyaz eşya üretimi, elektronik parçalar ve endüstriyel ekipman üretimi gibi yüksek hacimli ve hassasiyet gerektiren alanlarda yaygın olarak kullanılır.
İstersen bir sonraki adımda sana çok istasyonlu eksantrik preslerde istasyon yerleşimi, kalıp modülleri ve üretim hattı optimizasyonunu detaylı olarak anlatabilirim.
Çok istasyonlu eksantrik preslerde istasyon yerleşimi ve kalıp modüllerinin tasarımı, üretim hattının verimliliği ve ürün kalitesi açısından kritik öneme sahiptir. Bu presler, birden fazla işlem noktasını tek bir makine üzerinde bir araya getirerek ardışık üretim imkânı sağlar. Her istasyon, belirli bir işlem için optimize edilmiş kalıplara sahiptir ve malzeme beslemesi ile pres vuruşları tam senkronize olacak şekilde tasarlanır. Bu senkronizasyon, özellikle yüksek hızlı üretim hatlarında parçaların doğru pozisyonda işlenmesini garanti eder.
İstasyon yerleşimi genellikle malzemenin doğal akışına ve işlem sırasına göre planlanır. Örneğin, rulo sac malzeme pres hattına girdiğinde, ilk istasyon genellikle delme veya ön şekillendirme işlemi yapar. İkinci istasyon bükme veya sıvama işlemleri için ayrılırken, üçüncü istasyon kesme veya son şekil verme görevini üstlenir. Bu ardışık düzen, malzemenin sürekli hareket etmesini sağlar ve üretim sürecinde duraksama olmadan yüksek hızda çalışma imkânı verir.
Kalıp modülleri çok istasyonlu preslerde genellikle modüler ve değiştirilebilir olarak tasarlanır. Her istasyonun kalıbı, farklı ürün tiplerine veya malzeme kalınlıklarına hızlıca uyum sağlayacak şekilde değiştirilebilir. Bu modüler yapı, üretim hattının esnekliğini artırır ve kısa seri üretimler veya özel siparişlerde hızlı geçiş yapılmasına olanak tanır. Ayrıca, kalıp modüllerinin standartlaştırılmış tasarımı, bakım ve onarım süreçlerini de kolaylaştırır; arızalı bir kalıp kısa sürede değiştirilerek üretime devam edilebilir.
Besleme mekanizması, çok istasyonlu preslerde özellikle önemlidir. Servo kontrollü besleme sistemleri, malzemeyi her istasyonun kalıbına milimetrik hassasiyetle taşır. Bu sistemler, presin vuruş konumunu sürekli izler ve her istasyon için gerekli pozisyonu otomatik olarak ayarlar. Böylece uzun veya esnek malzemelerde oluşabilecek kaymalar önlenir ve tüm işlemler hatasız bir şekilde tamamlanır.
Enerji verimliliği açısından, çok istasyonlu eksantrik presler yük dağılımı ve hız optimizasyonu ile avantaj sağlar. Presin eksantrik mekanizması ve servo besleme ünitesi, tüm istasyonların yükünü eşit şekilde dağıtarak gereksiz enerji tüketimini engeller. Ayrıca, ileri seviye sistemlerde her istasyon için ayrı hız ve kuvvet ayarları yapılabilir; hassas işlemler daha düşük hız ve torkla, dayanıklı parçalar ise yüksek hızda işlenebilir. Bu da hem enerji tasarrufu sağlar hem de kalıp ve malzemenin ömrünü uzatır.
Kalite kontrol sistemleri de çok istasyonlu preslerde entegre edilmiştir. Her istasyonda sensörler, optik ölçüm cihazları ve kamera sistemleri ile parçaların ölçü toleransları, delik pozisyonları, bükme açıları ve yüzey kalitesi sürekli izlenir. Hatalı parçalar anında tespit edilip üretim hattından ayrılır. Bu sayede fire oranı minimuma iner ve üretim verimliliği maksimum seviyeye çıkar.
Sonuç olarak, çok istasyonlu eksantrik presler, ardışık işlemleri tek bir makine üzerinde gerçekleştirme imkânı sunarak üretim hızını artırır, kaliteyi yükseltir ve üretim maliyetlerini düşürür. Modüler kalıp sistemi ve servo kontrollü besleme mekanizması ile esnek ve yüksek verimli üretim hatları kurulabilir. Bu makineler, özellikle otomotiv yan sanayi, beyaz eşya üretimi, elektronik parçalar ve endüstriyel ekipman üretimi gibi yüksek hacimli ve hassasiyet gerektiren sektörlerde vazgeçilmez bir çözüm olarak kullanılmaktadır.
Çok istasyonlu eksantrik preslerde ileri otomasyon sistemleri ve robot entegrasyonu, modern üretim hatlarının performansını ve verimliliğini önemli ölçüde artıran bir diğer kritik faktördür. Bu sistemler, presin mekanik ve elektronik bileşenlerini, kalite kontrol, malzeme besleme ve malzeme taşıma sistemleri ile entegre ederek tam otomatik bir üretim hattı oluşturur. Böylece operatör müdahalesine minimum ihtiyaç duyulur ve üretim sürekliliği sağlanır.
Robot entegrasyonu, özellikle malzeme yükleme ve boşaltma işlemlerinde büyük avantaj sağlar. Rulo veya levha malzeme, robotik besleme kolları veya otomatik taşıyıcı sistemler aracılığıyla pres hattına aktarılır. Bu robotlar, malzemeyi presin servo kontrollü besleme ünitesine hassas bir şekilde yönlendirir. Üretim sırasında, robotlar hat boyunca hareket eden malzemeyi istasyonlar arasında transfer eder ve her işlem adımında doğru pozisyonda kalmasını sağlar. Bu sayede hem hız artırılır hem de malzeme kayması ve deformasyonu gibi hatalar önlenir.
Otomasyon sistemleri, çok istasyonlu preslerde üretim sürecinin tamamını gerçek zamanlı olarak izler ve kontrol eder. Her istasyondaki vuruş sayısı, kuvvet uygulaması, besleme mesafesi ve hız gibi parametreler anlık olarak kaydedilir. Yapay zekâ destekli analiz yazılımları, bu verileri değerlendirerek potansiyel üretim hatalarını veya enerji verimliliği fırsatlarını belirler. Örneğin, belirli bir malzeme kalınlığı veya üretim hızı için optimum vuruş kuvveti ve besleme mesafesi otomatik olarak ayarlanabilir. Bu, hem kaliteyi yükseltir hem de enerji tüketimini azaltır.
Kalite kontrol sistemleri, otomasyon hatlarının ayrılmaz bir parçasıdır. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar sayesinde her istasyondaki işlem anında kontrol edilir. Hatalı parçalar otomatik olarak ayrılır ve üretim sürecine devam edilir. Ayrıca, veri tabanlı analizler sayesinde üretimde tekrar eden hatalar veya belirli bir malzeme partisinde oluşan sorunlar hızlı bir şekilde tespit edilebilir. Bu, uzun vadede üretim güvenilirliğini artırır ve fire oranını minimum seviyeye çeker.
Enerji yönetimi ve üretim optimizasyonu da otomasyon sistemleri ile entegre bir şekilde çalışır. Servo kontrollü besleme ünitesi, robotik sistemler ve pres mekanizması birbiriyle senkronize edilerek gereksiz enerji harcaması önlenir. Kinetik enerji geri kazanım sistemleri, pres vuruşlarından veya besleme hareketlerinden açığa çıkan enerjiyi tekrar sisteme kazandırarak enerji tasarrufu sağlar. Ayrıca, üretim sırasında her istasyonun yük durumu ve hız ayarları otomatik olarak optimize edilir; hassas işlemler düşük hız ve torkla yapılırken, dayanıklı parçalar yüksek hızda işlenir.
Sonuç olarak, çok istasyonlu eksantrik preslerde ileri otomasyon sistemleri ve robot entegrasyonu, üretim hattının hızını, verimliliğini ve kalitesini maksimum seviyeye çıkarır. Operatör müdahalesi minimuma iner, üretim esnekliği artar ve malzeme fire oranı azaltılır. Bu sayede otomotiv yan sanayi, beyaz eşya, elektronik parçalar ve endüstriyel ekipman üretimi gibi yüksek hacimli ve hassasiyet gerektiren sektörlerde sürekli, hatasız ve ekonomik üretim sağlanabilir.
Çok istasyonlu eksantrik preslerde bakım yönetimi ve sensör tabanlı önleyici bakım stratejileri, üretim hattının sürekli ve güvenilir şekilde çalışmasını sağlamak açısından kritik bir öneme sahiptir. Bu makineler, birden fazla işlem istasyonunu tek bir hat üzerinde entegre ettiğinden, her istasyonun mekanik ve elektronik bileşenleri düzenli olarak izlenmeli ve performansları optimize edilmelidir. Özellikle yüksek hızlı ve yüksek hassasiyet gerektiren üretimlerde plansız duruşlar hem üretim kaybına hem de maliyet artışına yol açar; bu nedenle önleyici bakım stratejileri zorunlu hale gelir.
Sensör tabanlı önleyici bakım sistemleri, presin tüm kritik noktalarını izler. Bu noktalar arasında eksantrik mekanizmanın krank mili, besleme ünitesi, kalıp modülleri, hidrolik veya elektrik motorları ve rulmanlar bulunur. Her bileşen, sıcaklık, titreşim, yük, yağ basıncı ve hareket verileri açısından sensörlerle izlenir. Bu veriler, makine öğrenmesi algoritmaları ve yapay zekâ destekli yazılımlar tarafından analiz edilerek olası arızalar tahmin edilir. Örneğin, rulmanlarda artan titreşim değeri, ilerleyen günlerde aşırı ısınma veya mekanik arızaya işaret edebilir; sistem bu durumu önceden raporlar ve bakım ekibini uyarır.
Kalıp modüllerinin düzenli bakımı da çok istasyonlu preslerde üretim kalitesi için kritik öneme sahiptir. Kalıplar, her işlem sırasında yüksek kuvvet ve sürtünmeye maruz kaldığından aşınma ve deformasyon riski taşır. Sensörler ve üretim verileri, kalıpların performansını sürekli izler. Kalıp aşınması veya hatalı vuruş tespit edildiğinde sistem otomatik olarak operatörü bilgilendirir ve gerekirse kalıp değişimi planlanır. Bu yaklaşım, üretim hattının durma süresini minimuma indirir ve fire oranını azaltır.
Enerji yönetimi bakım stratejileri ile entegre edildiğinde, presin verimliliği daha da artırılır. Servo kontrollü besleme sistemleri ve eksantrik mekanizma, yük ve hız verilerine göre optimize edilerek gereksiz enerji tüketimi önlenir. Ayrıca enerji geri kazanım sistemleri, pres vuruşları veya besleme hareketlerinden açığa çıkan kinetik enerjiyi sisteme kazandırır. Bu, hem enerji tasarrufu sağlar hem de presin bileşenleri üzerindeki mekanik yükü azaltarak bakım ihtiyacını düşürür.
Operatörlerin ve bakım ekibinin üretim sürecine müdahalesi, sensör tabanlı önleyici bakım sayesinde minimize edilir. Sistemdeki yazılım, arıza ihtimali yüksek bileşenleri önceden raporlar, bakım zamanlamasını optimize eder ve üretim planlamasına uygun şekilde öneriler sunar. Bu sayede hem üretim sürekliliği sağlanır hem de plansız duruşlar önlenir.
Sonuç olarak, çok istasyonlu eksantrik preslerde sensör tabanlı önleyici bakım ve akıllı bakım yönetimi, makine ömrünü uzatır, üretim kalitesini korur ve üretim hattının durmaksızın çalışmasını sağlar. Bu yaklaşım, özellikle otomotiv yan sanayi, beyaz eşya, elektronik ve hassas endüstriyel parçaların üretildiği yüksek hızlı ve yüksek hassasiyet gerektiren sektörlerde vazgeçilmezdir.
Çok istasyonlu eksantrik preslerde veri entegrasyonu ve üretim hattı simülasyonu, modern endüstriyel üretimde verimlilik ve kaliteyi artırmak için kritik öneme sahiptir. Bu sistemler, presin mekanik ve elektronik bileşenlerinden gelen tüm verileri merkezi bir kontrol sistemi altında toplar. Veri entegrasyonu sayesinde operatörler ve üretim yöneticileri, presin performansını, enerji tüketimini, üretim hızını ve kalite parametrelerini gerçek zamanlı olarak takip edebilir. Bu, üretim sürecinde anlık müdahale imkânı sağlar ve üretim hattının sürekliliğini garanti eder.
Üretim hattı simülasyonu ise, çok istasyonlu preslerde olası darboğazları ve üretim aksaklıklarını önceden öngörmek için kullanılır. Simülasyon yazılımları, presin istasyon yerleşimini, malzeme akışını, vuruş hızlarını ve kalıp kullanım sürelerini dikkate alarak üretim hattının sanal bir modelini oluşturur. Bu model üzerinde yapılacak testler sayesinde, farklı ürün tiplerinin aynı hat üzerinde üretimi planlanabilir, işlem süreleri optimize edilebilir ve enerji tüketimi minimize edilebilir. Örneğin, bir ürün partisi üretimi sırasında hangi istasyonun daha fazla yük altında kalacağı veya hangi besleme hızının en verimli olacağı simülasyonla önceden belirlenebilir.
Veri entegrasyonu aynı zamanda kalite kontrol sürecini de güçlendirir. Presin her istasyonunda sensörler ve optik ölçüm cihazları aracılığıyla toplanan veriler, merkezi veri tabanına aktarılır. Burada makine öğrenmesi algoritmaları ile analiz edilir ve parçaların tolerans sapmaları, bükme açıları veya delik pozisyonları anında değerlendirilir. Hatalı parçalar otomatik olarak ayrılır ve üretim hattında gerekli ayarlamalar yapılır. Böylece hem fire oranı düşer hem de üretim kalitesi yükselir.
Enerji ve üretim verimliliği açısından, veri entegrasyonu presin performansını optimize eder. Servo kontrollü besleme sistemi, eksantrik mekanizma ve enerji geri kazanım sistemleri arasındaki veri paylaşımı sayesinde, her istasyonun yük durumu, hız ve kuvvet parametreleri sürekli izlenir ve optimize edilir. Bu yaklaşım, yüksek hızda çalışan preslerde enerji tasarrufu sağlarken, mekanik bileşenlerin ömrünü de uzatır.
Üretim hattı simülasyonu ve veri analitiği, aynı zamanda esnek üretim planlaması için de kullanılır. Farklı ürün tipleri, malzeme kalınlıkları veya kısa seri üretimler, sanal ortamda test edilerek en verimli parametreler belirlenir. Bu sayede üretim hattı, ani sipariş değişikliklerine veya malzeme farklılıklarına hızlıca adapte olabilir ve duraksama olmadan üretim devam eder.
Sonuç olarak, çok istasyonlu eksantrik preslerde veri entegrasyonu ve üretim hattı simülasyonu, üretim kalitesini artırırken enerji verimliliğini optimize eder, fire oranını düşürür ve üretim sürekliliğini sağlar. Bu sistemler, otomotiv yan sanayi, beyaz eşya, elektronik ve endüstriyel ekipman üretimi gibi yüksek hassasiyet ve hız gerektiren sektörlerde modern üretimin vazgeçilmez bir parçasıdır.
Çok istasyonlu eksantrik preslerde yapay zekâ destekli üretim optimizasyonu ve dijital ikiz uygulamaları, modern üretim tesislerinin verimlilik ve kalite hedeflerini en üst seviyeye çıkarmak için kullanılan ileri teknoloji çözümleridir. Yapay zekâ algoritmaları, presin mekanik ve elektronik bileşenlerinden, besleme sisteminden ve kalite kontrol cihazlarından toplanan büyük veri setlerini analiz eder. Bu analizler sayesinde üretim süreçlerindeki olası hatalar önceden tahmin edilebilir, enerji verimliliği artırılabilir ve üretim planlaması dinamik bir şekilde optimize edilebilir.
Dijital ikiz uygulamaları, çok istasyonlu presin gerçek zamanlı olarak sanal bir kopyasının oluşturulmasını sağlar. Bu sanal model, presin istasyon yerleşimi, kalıp konumları, malzeme besleme hareketleri, vuruş hızları ve uygulanan kuvvetler gibi tüm parametreleri içerir. Dijital ikiz üzerinde yapılan simülasyonlar ile olası darboğazlar, kalıp aşınmaları, malzeme kaymaları veya enerji tüketimindeki anormallikler önceden tespit edilebilir. Böylece, gerçek üretim sürecine müdahale etmeden, hataları önleme ve optimizasyon stratejileri uygulanabilir.
Yapay zekâ destekli sistemler, üretim hattındaki istasyonlar arasında verimli bir senkronizasyon sağlar. Servo kontrollü besleme üniteleri ve eksantrik mekanizma arasındaki koordinasyonu sürekli izleyerek, malzemenin her istasyona doğru ve milimetrik hassasiyetle ulaşmasını garanti eder. Aynı zamanda üretim hızı, vuruş kuvveti ve enerji kullanımı gibi parametreleri gerçek zamanlı olarak optimize eder. Bu sayede hem üretim kapasitesi artırılır hem de enerji tüketimi minimuma çekilir.
Kalite kontrol süreçlerinde yapay zekâ, presin her istasyonundan gelen ölçüm ve sensör verilerini değerlendirir. Delik pozisyonları, bükme açıları, form toleransları ve yüzey kalitesi gibi kritik parametreler sürekli analiz edilir. Sistem, tolerans dışı bir durum tespit ettiğinde, üretim hattını otomatik olarak durdurur veya gerekli ayarlamaları yapar. Bu yaklaşım, fire oranını azaltır ve üretim kalitesini sürekli yüksek seviyede tutar.
Enerji verimliliği açısından, dijital ikiz ve yapay zekâ entegrasyonu, presin mekanik yüklerini ve enerji tüketimini optimize eder. Kinetik enerji geri kazanım sistemleri ve servo motorların yük bazlı kontrolü, gereksiz enerji harcamasını önler ve pres bileşenlerinin ömrünü uzatır. Ayrıca, farklı malzeme tipleri ve kalınlıkları için en uygun hız, kuvvet ve besleme parametreleri önceden belirlenebilir ve üretim hattına uygulanabilir.
Dijital ikiz teknolojisi ayrıca esnek üretim planlaması ve kısa seri üretimlerde büyük avantaj sağlar. Yeni ürün tipleri veya özel siparişler, sanal ortamda test edilerek presin gerçek parametreleri ile üretime geçmeden optimize edilebilir. Bu, üretim hattının duraksamasını önler ve farklı malzeme ve ürün tiplerine hızlı adaptasyonu mümkün kılar.
Sonuç olarak, çok istasyonlu eksantrik preslerde yapay zekâ destekli üretim optimizasyonu ve dijital ikiz uygulamaları, üretim verimliliğini maksimum seviyeye çıkarır, enerji tüketimini optimize eder, kaliteyi garanti altına alır ve üretim esnekliğini artırır. Bu teknolojiler, otomotiv yan sanayi, beyaz eşya, elektronik ve hassas endüstriyel parça üretimi gibi sektörlerde modern üretim tesislerinin vazgeçilmez bir parçası haline gelmiştir.
İstersen bir sonraki adımda sana çok istasyonlu eksantrik preslerde operatör eğitimi, dijital eğitim simülasyonları ve güvenlik protokollerini detaylı şekilde açıklayabilirim.
Progresif Kalıp Eksantrik Pres
Progresif kalıp eksantrik pres, tek bir malzeme parçası üzerinde ardışık işlemlerin otomatik olarak gerçekleştirildiği gelişmiş bir pres türüdür. Bu preslerde, metal şerit veya levha malzeme, kalıptaki bir dizi istasyon üzerinden ilerlerken her istasyonda farklı bir işlem uygulanır. Örneğin, ilk istasyon delme işlemi yaparken, ikinci istasyon bükme, üçüncü istasyon sıvama veya form verme işlemlerini gerçekleştirir. Bu ardışık işlem düzeni, üretim hızını artırır, malzeme kaybını azaltır ve yüksek tekrarlanabilirlik sağlar.
Progresif kalıp eksantrik preslerde en önemli unsurlardan biri kalıp tasarımıdır. Kalıplar, malzemenin her istasyonda doğru pozisyonda olmasını sağlayacak şekilde hassas olarak tasarlanır. Kalıp üzerindeki yönlendirme ve durdurma elemanları, malzemenin ilerlerken kaymasını veya dönmesini önler. Böylece, her işlem milimetrik doğrulukla gerçekleştirilir ve üretim sürecinde hatalar minimize edilir.
Presin besleme mekanizması da progresif kalıp sisteminde kritik bir rol oynar. Servo kontrollü besleme üniteleri, malzemeyi kalıp istasyonlarına doğru ve sürekli bir şekilde taşır. Besleme ünitesinin hızı ve mesafesi, kalıp üzerindeki her işlem istasyonunun konumuna göre optimize edilir. Bu sayede malzeme, işlem sırasında kaymadan veya yanlış hizalanmadan ilerler.
Enerji verimliliği açısından progresif kalıp eksantrik presler, tek bir malzeme parçası üzerinde birden fazla işlemi aynı makinede gerçekleştirerek enerji tasarrufu sağlar. Ayrıca, presin eksantrik mekanizması ve servo besleme sistemleri, her istasyon için uygulanan kuvvet ve hız parametrelerini optimize ederek gereksiz enerji harcamasını önler.
Kalite kontrol sistemleri, progresif kalıp preslerde üretim sürecinin ayrılmaz bir parçasıdır. Her istasyonda sensörler, optik ölçüm cihazları ve lazer sistemleri ile parçaların ölçü toleransları, bükme açıları ve delik pozisyonları sürekli izlenir. Hatalı parçalar otomatik olarak ayrılır ve üretim hattı üzerinde gerekli ayarlamalar yapılır. Bu sayede fire oranı minimuma iner ve üretim kalitesi sürekli yüksek seviyede tutulur.
Progresif kalıp eksantrik presler, özellikle otomotiv yan sanayi, beyaz eşya, elektronik ve endüstriyel ekipman üretimi gibi yüksek hacimli ve hassasiyet gerektiren sektörlerde yaygın olarak kullanılır. Modüler kalıp tasarımı ve servo kontrollü besleme sistemi sayesinde farklı ürün tipleri ve malzeme kalınlıkları için hızlı adaptasyon mümkündür. Bu da kısa seri üretimlerde ve özel siparişlerde üretim hattının esnekliğini artırır.
Progresif kalıp eksantrik preslerde kalıp değişim sistemleri ve otomasyon entegrasyonu, üretim hattının verimliliğini ve esnekliğini önemli ölçüde artıran unsurlardır. Modern üretim tesislerinde, kısa seri üretimler ve farklı ürün tipleri için kalıp değişimleri sıkça yapılır. Bu nedenle, progresif kalıp preslerde hızlı ve güvenli kalıp değişim mekanizmaları büyük önem taşır. Kalıplar genellikle modüler yapıda tasarlanır ve pres üzerinde kolayca monte edilebilecek şekilde optimize edilir. Hızlı kalıp değişim sistemleri, üretim hattının duruş sürelerini minimize eder ve operatör müdahalesine olan ihtiyacı azaltır.
Otomasyon entegrasyonu, progresif kalıp eksantrik preslerin en kritik bileşenlerinden biridir. Servo kontrollü besleme sistemleri, malzeme ilerlemesini her istasyona göre milimetrik hassasiyetle ayarlar. Bu sistemler, presin vuruş konumunu ve kalıp istasyonlarının senkronizasyonunu gerçek zamanlı olarak izler ve kontrol eder. Ayrıca robotik yükleme ve boşaltma sistemleri ile entegre edilerek malzeme akışı tamamen otomatik hale gelir. Bu entegrasyon sayesinde, üretim hızı artırılır ve hatalı ürün oluşumu minimize edilir.
Veri analizi ve üretim optimizasyonu, progresif kalıp preslerde kalite ve verimlilik açısından kritik öneme sahiptir. Presin her istasyonundan gelen sensör ve ölçüm verileri merkezi bir kontrol sistemi tarafından toplanır ve analiz edilir. Makine öğrenmesi algoritmaları, tolerans sapmalarını, kalıp aşınmalarını ve enerji tüketimindeki anormallikleri tespit eder. Böylece operatörler, üretim sırasında oluşabilecek hataları önceden görerek hızlı önlemler alabilir. Ayrıca, veri tabanlı analizler sayesinde presin bakım zamanları ve kalıp değişim periyotları optimize edilir, plansız duruşlar minimuma indirilir.
Enerji verimliliği açısından progresif kalıp eksantrik presler, tek bir malzeme üzerinde ardışık işlemleri tek bir makinede gerçekleştirerek enerji tasarrufu sağlar. Servo motorlar ve eksantrik mekanizma, her istasyonun uyguladığı kuvvet ve hız parametrelerini optimize eder. Kinetik enerji geri kazanım sistemleri ile presin vuruşlarından açığa çıkan enerji sisteme tekrar kazandırılır. Bu sayede hem enerji maliyetleri düşer hem de mekanik bileşenlerin ömrü uzar.
Kalite kontrol sistemleri, progresif kalıp eksantrik preslerin verimliliğini artırmak için sürekli izleme yapar. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar sayesinde delik pozisyonları, bükme açıları, form toleransları ve yüzey kalitesi anlık olarak takip edilir. Hatalı parçalar otomatik olarak ayrılır ve üretim hattında gerekli düzeltmeler uygulanır. Bu sistem, fire oranını azaltır ve üretim kalitesini sürekli yüksek seviyede tutar.
Sonuç olarak, progresif kalıp eksantrik presler, kalıp değişim sistemleri, otomasyon entegrasyonu, veri analizi ve enerji verimliliği optimizasyonu ile modern üretim tesislerinin vazgeçilmez bir parçası haline gelmiştir. Bu makineler, özellikle otomotiv yan sanayi, beyaz eşya, elektronik ve endüstriyel parça üretiminde yüksek hız, hassasiyet ve esnekliği bir arada sunar. Üretim hattındaki duraksamaları minimize ederek maliyetleri düşürür ve yüksek kalite standartlarının korunmasını sağlar.
İstersen bir sonraki adımda sana progresif kalıp eksantrik preslerde ileri dijital kontrol sistemleri, üretim simülasyonu ve yapay zekâ destekli kalite kontrol uygulamalarını detaylı şekilde anlatabilirim.
Progresif kalıp eksantrik preslerde ileri dijital kontrol sistemleri, üretim simülasyonu ve yapay zekâ destekli kalite kontrol uygulamaları, modern üretim tesislerinde verimliliği, kaliteyi ve esnekliği maksimum seviyeye çıkarmak için kullanılan kritik teknolojilerdir. Bu sistemler, presin mekanik ve elektronik bileşenlerinden gelen tüm verileri merkezi bir dijital kontrol platformunda toplar ve analiz eder. Operatörler ve üretim yöneticileri, bu veriler sayesinde üretim sürecini gerçek zamanlı olarak izleyebilir, olası hataları önceden tespit edebilir ve üretim parametrelerini optimize edebilir.
Dijital kontrol sistemleri, progresif kalıp presin servo besleme ünitesi, eksantrik mekanizması ve kalıp istasyonlarını tam senkronize şekilde yönetir. Her malzeme parçası, istasyonlar boyunca doğru pozisyonda ilerler ve her vuruş milimetrik hassasiyetle uygulanır. Bu sistemler, üretim hızı, vuruş kuvveti, besleme mesafesi ve enerji tüketimi gibi kritik parametreleri anlık olarak optimize eder. Özellikle farklı kalınlık ve özellikteki malzemelerin işlenmesinde dijital kontrol sistemleri, hatasız ve verimli üretim sağlar.
Üretim simülasyonu, progresif kalıp preslerin tasarım ve planlama aşamasında büyük avantaj sunar. Sanal ortamda oluşturulan pres modeli üzerinde istasyon yerleşimi, kalıp dizilimi, malzeme akışı ve vuruş hızları test edilebilir. Bu sayede, olası darboğazlar, kalıp aşınmaları veya malzeme kaymaları önceden öngörülebilir. Simülasyon sayesinde, üretim hattı üzerinde yapılacak değişiklikler, gerçek üretime geçmeden optimize edilir; bu da duraksamaları önler ve üretim verimliliğini artırır.
Yapay zekâ destekli kalite kontrol sistemleri, presin her istasyonundan gelen sensör verilerini ve ölçüm sonuçlarını değerlendirir. Delik pozisyonları, bükme açıları, form toleransları ve yüzey kalitesi gibi parametreler sürekli izlenir. Sistem, tolerans dışı bir durum tespit ettiğinde üretim hattını otomatik olarak durdurur veya gerekli ayarlamaları yapar. Bu yaklaşım, fire oranını minimize eder ve üretim kalitesinin sürekli yüksek olmasını sağlar. Ayrıca, yapay zekâ algoritmaları geçmiş üretim verilerini analiz ederek kalıp aşınmaları, malzeme özellikleri veya enerji kullanımı gibi faktörlerdeki trendleri belirler ve önleyici bakım ile optimizasyon önerileri sunar.
Enerji yönetimi ve verimlilik optimizasyonu da dijital kontrol ve yapay zekâ entegrasyonu ile sağlanır. Kinetik enerji geri kazanım sistemleri, pres vuruşlarından açığa çıkan enerjiyi tekrar sisteme kazandırır. Servo motorlar ve eksantrik mekanizmanın yük ve hız parametreleri, gerçek zamanlı olarak izlenir ve optimize edilir. Böylece hem enerji tasarrufu sağlanır hem de mekanik bileşenlerin ömrü uzar.
Sonuç olarak, progresif kalıp eksantrik preslerde ileri dijital kontrol sistemleri, üretim simülasyonu ve yapay zekâ destekli kalite kontrol uygulamaları, üretim süreçlerini maksimum verimlilik, esneklik ve kalite ile yönetmeyi sağlar. Bu makineler, özellikle otomotiv yan sanayi, beyaz eşya, elektronik ve hassas endüstriyel parça üretimi gibi yüksek hacimli ve hassasiyet gerektiren sektörlerde üretim sürekliliğini garanti eder, maliyetleri düşürür ve yüksek kalite standartlarını korur.
İstersen bir sonraki aşamada sana progresif kalıp eksantrik preslerde dijital ikiz teknolojisi ve gerçek zamanlı üretim optimizasyonu uygulamalarını detaylı şekilde anlatabilirim.
Progresif kalıp eksantrik preslerde dijital ikiz teknolojisi ve gerçek zamanlı üretim optimizasyonu, modern üretim tesislerinin performansını ve verimliliğini en üst seviyeye çıkaran ileri teknolojilerdir. Dijital ikiz, presin fiziksel makinesinin gerçek zamanlı olarak sanal bir kopyasının oluşturulmasını sağlar. Bu sanal model, presin mekanik yapısını, kalıp istasyonlarını, besleme sistemi hareketlerini, vuruş hızlarını ve uygulanan kuvvetleri tüm detaylarıyla temsil eder. Böylece üretim sürecindeki her adım, gerçek makine çalışırken eş zamanlı olarak sanal ortamda takip ve analiz edilebilir.
Dijital ikiz sayesinde, olası üretim sorunları veya darboğazlar önceden tespit edilebilir. Örneğin, bir kalıp istasyonunda aşınma, malzeme kayması veya hatalı vuruş gibi durumlar sanal ortamda simüle edilerek çözüm yolları önceden belirlenir. Bu yaklaşım, gerçek üretim sırasında duraksamaları önler ve plansız duruş sürelerini minimuma indirir. Ayrıca dijital ikiz, yeni ürün tiplerinin veya malzeme çeşitlerinin üretime adaptasyonunu da kolaylaştırır; farklı parametreler sanal ortamda test edilerek en uygun üretim koşulları belirlenir.
Gerçek zamanlı üretim optimizasyonu, dijital ikizle entegre bir şekilde çalışır. Presin servo kontrollü besleme sistemi, eksantrik mekanizması, enerji geri kazanım sistemleri ve kalite kontrol sensörleri arasındaki veri akışı sürekli olarak izlenir. Yapay zekâ algoritmaları bu verileri analiz ederek, her istasyonun hız, kuvvet ve enerji kullanımını optimize eder. Böylece presin tüm istasyonları milimetrik doğrulukla senkronize çalışır ve üretim sürecinde hatalar minimize edilir.
Kalite kontrol süreçleri de dijital ikiz ve gerçek zamanlı optimizasyon ile güçlendirilir. Her istasyondaki delik pozisyonları, bükme açıları, form toleransları ve yüzey kalitesi sensörlerle izlenir ve analiz edilir. Sistem, tolerans dışı bir durum tespit ettiğinde üretim hattını otomatik olarak durdurur veya gerekli ayarlamaları uygular. Ayrıca, geçmiş üretim verileri üzerinden yapay zekâ algoritmaları, kalıp aşınması, malzeme farklılıkları veya enerji kullanımı ile ilgili trendleri belirler ve önleyici bakım planlarını optimize eder.
Enerji yönetimi açısından dijital ikiz ve gerçek zamanlı optimizasyon, presin mekanik ve elektriksel bileşenlerini etkin bir şekilde koordine eder. Kinetik enerji geri kazanım sistemleri sayesinde pres vuruşlarından açığa çıkan enerji sisteme tekrar kazandırılır. Servo motorlar ve eksantrik mekanizmanın yük ve hız parametreleri, her istasyonun ihtiyacına göre optimize edilerek enerji tüketimi minimuma çekilir. Bu yaklaşım, hem maliyet tasarrufu sağlar hem de presin bileşenlerinin ömrünü uzatır.
Sonuç olarak, progresif kalıp eksantrik preslerde dijital ikiz teknolojisi ve gerçek zamanlı üretim optimizasyonu, üretim süreçlerini tamamen kontrol altına alarak maksimum verimlilik, kalite ve esneklik sağlar. Bu sistemler, otomotiv yan sanayi, beyaz eşya, elektronik ve hassas endüstriyel parça üretimi gibi yüksek hacimli ve hassasiyet gerektiren sektörlerde üretim sürekliliğini garanti eder, maliyetleri düşürür ve kalite standartlarının korunmasını sağlar.
İstersen bir sonraki aşamada sana progresif kalıp eksantrik preslerde bakım planlaması, önleyici bakım stratejileri ve dijital performans izleme yöntemlerini detaylı şekilde anlatabilirim.
Kısa Vuruş Mesafeli Eksantrik Pres
Kısa vuruş mesafeli eksantrik pres, özellikle hassas metal şekillendirme ve seri üretim uygulamaları için tasarlanmış bir pres türüdür. Bu preslerde, eksantrik mekanizmanın vuruş mesafesi diğer standart eksantrik preslere göre daha kısadır, bu da presin daha hızlı ve tekrarlanabilir bir şekilde çalışmasını sağlar. Kısa vuruş mesafesi, özellikle ince sac, hassas parça veya küçük boyutlu metal ürünlerin üretiminde büyük avantaj sağlar; çünkü malzemenin deformasyonu kontrollü bir şekilde gerçekleşir ve iş parçasının doğruluğu yüksek seviyede korunur.
Kısa vuruş mesafeli eksantrik preslerde enerji transferi ve kuvvet dağılımı oldukça optimize edilmiştir. Vuruş mesafesinin kısa olması, presin her vuruşta uyguladığı kuvvetin daha yoğun ve odaklı olmasını sağlar. Bu durum, özellikle delme, kesme, bükme veya sıvama gibi hassas işlemlerde yüksek doğruluk ve tekrarlanabilirlik elde edilmesini mümkün kılar. Aynı zamanda kısa vuruş, presin hızını artırarak üretim kapasitesini yükseltir; kısa süreli vuruşlar, operatör müdahalesine gerek kalmadan yüksek sayıda parça üretimine imkân verir.
Bu preslerin kalıp tasarımı, kısa vuruş mesafesine uygun olarak optimize edilir. Kalıp boşluğu ve yönlendirme elemanları, malzemenin her vuruşta doğru pozisyonda kalmasını sağlayacak şekilde tasarlanır. Kalıp modüllerinin hassas yerleşimi sayesinde, özellikle ince veya esnek malzemelerde oluşabilecek kayma ve deformasyonlar önlenir. Bu özellik, üretimde hata oranını düşürür ve parçaların boyutsal doğruluğunu artırır.
Besleme mekanizması, kısa vuruş mesafeli eksantrik preslerde büyük öneme sahiptir. Servo kontrollü veya mekanik besleme üniteleri, malzemeyi kalıp istasyonuna milimetrik hassasiyetle taşır. Besleme hızı, presin vuruş mesafesi ve malzemenin özelliklerine göre optimize edilir. Bu sayede, malzeme her vuruşta doğru şekilde işlenir ve üretimde tutarlılık sağlanır.
Enerji verimliliği açısından, kısa vuruş mesafeli presler avantajlıdır. Presin eksantrik mekanizması ve servo motor sistemi, kısa vuruşlarda gerekli kuvveti hızlı ve odaklı bir şekilde uygulayarak enerji kayıplarını minimuma indirir. Ayrıca, kinetik enerji geri kazanım sistemleri kullanıldığında, her vuruşta açığa çıkan enerji sisteme kazandırılarak enerji tasarrufu sağlanır.
Kalite kontrol süreçleri, kısa vuruş mesafeli eksantrik preslerde üretim verimliliğini artırmak için entegre edilmiştir. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar ile her vuruş sonrası parçaların toleransları, bükme açıları ve delik pozisyonları kontrol edilir. Hatalı parçalar otomatik olarak ayrılır ve üretim hattında gerekli ayarlamalar uygulanır. Bu sayede fire oranı minimuma iner ve yüksek üretim kalitesi sağlanır.
Sonuç olarak, kısa vuruş mesafeli eksantrik presler, özellikle hassas metal şekillendirme, küçük boyutlu parçalar ve yüksek hızlı üretim gerektiren sektörlerde kullanılır. Kalıp tasarımı, servo kontrollü besleme sistemi, enerji verimliliği ve entegre kalite kontrol özellikleri sayesinde üretimde yüksek doğruluk, tutarlılık ve verimlilik sağlar. Bu presler, otomotiv yan sanayi, elektronik parça üretimi, beyaz eşya ve hassas endüstriyel ekipman üretiminde modern üretimin vazgeçilmez makinelerinden biridir.
İstersen bir sonraki aşamada sana kısa vuruş mesafeli eksantrik preslerde ileri otomasyon sistemleri, robot entegrasyonu ve üretim hattı optimizasyonunu detaylı şekilde açıklayabilirim.
Kısa vuruş mesafeli eksantrik preslerde ileri otomasyon sistemleri ve robot entegrasyonu, üretim hattının hızını, verimliliğini ve kaliteyi en üst seviyeye taşımak için kritik öneme sahiptir. Modern üretim tesislerinde, yüksek hızlı ve hassas işlemler gerektiren parçaların üretiminde operatör müdahalesini minimize eden otomasyon sistemleri kullanılır. Bu sistemler, presin mekanik ve elektronik bileşenlerini besleme üniteleri, kalite kontrol sensörleri ve malzeme taşıma sistemleri ile entegre ederek tamamen senkronize bir üretim hattı oluşturur.
Robot entegrasyonu, kısa vuruş mesafeli preslerde özellikle malzeme yükleme ve boşaltma işlemlerinde avantaj sağlar. Metal şerit veya levha malzeme, robotik kollar veya otomatik taşıyıcı sistemler aracılığıyla pres hattına aktarılır. Bu robotlar, malzemeyi kalıp istasyonlarına hassas bir şekilde yerleştirir ve her vuruşta doğru pozisyonu sağlar. Aynı zamanda, işlenen parçaların üretim hattı boyunca taşınmasını ve bir sonraki istasyona aktarılmasını da gerçekleştirir. Bu sayede üretim süreci sürekli ve hatasız bir şekilde devam eder.
Otomasyon sistemleri, kısa vuruş mesafeli eksantrik presin performansını gerçek zamanlı olarak izler ve optimize eder. Presin vuruş sayısı, kuvvet uygulaması, besleme mesafesi ve hızı sensörler aracılığıyla takip edilir. Yapay zekâ ve veri analitiği destekli yazılımlar, bu verileri değerlendirerek olası üretim hatalarını önceden belirler ve operatöre veya sisteme gerekli ayarlamaları önerir. Örneğin, farklı malzeme kalınlıkları veya üretim hızları için optimal vuruş kuvveti ve besleme mesafesi otomatik olarak ayarlanabilir. Bu, üretimde yüksek kalite ve enerji tasarrufu sağlar.
Enerji yönetimi, kısa vuruş mesafeli preslerde üretim verimliliğini artıran bir diğer önemli faktördür. Servo kontrollü besleme sistemi, eksantrik mekanizma ve enerji geri kazanım sistemleri senkronize çalışarak gereksiz enerji tüketimini önler. Kinetik enerji geri kazanımı, her vuruşta açığa çıkan enerjiyi sisteme kazandırır. Bu yöntem, hem enerji tasarrufu sağlar hem de presin mekanik bileşenleri üzerindeki yükü azaltarak ömrünü uzatır.
Kalite kontrol sistemleri de otomasyonun ayrılmaz bir parçasıdır. Presin her vuruşunda optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar ile parçaların boyutları, delik pozisyonları, bükme açıları ve yüzey kalitesi sürekli izlenir. Hatalı parçalar otomatik olarak ayrılır ve üretim hattında gerekli düzeltmeler uygulanır. Bu sistem, fire oranını düşürür ve üretim kalitesini sürekli yüksek seviyede tutar.
Sonuç olarak, kısa vuruş mesafeli eksantrik preslerde ileri otomasyon sistemleri ve robot entegrasyonu, üretim hızını artırırken kaliteyi garanti eder, enerji verimliliğini optimize eder ve operatör müdahalesini minimuma indirir. Bu presler, otomotiv yan sanayi, beyaz eşya, elektronik parçalar ve hassas endüstriyel ekipman üretimi gibi yüksek hacimli ve hassasiyet gerektiren sektörlerde modern üretimin temel taşlarından biridir.
İstersen bir sonraki aşamada sana kısa vuruş mesafeli eksantrik preslerde bakım stratejileri, sensör tabanlı önleyici bakım ve üretim sürekliliğini sağlayan dijital çözümleri detaylı şekilde anlatabilirim.
Kısa vuruş mesafeli eksantrik preslerde bakım stratejileri ve sensör tabanlı önleyici bakım uygulamaları, üretim sürekliliğini sağlamak ve makinenin ömrünü uzatmak açısından büyük önem taşır. Bu preslerde yüksek hızda ve hassasiyetle gerçekleştirilen işlemler, mekanik ve elektronik bileşenler üzerinde sürekli bir yük oluşturur. Özellikle eksantrik mekanizma, kalıp modülleri, servo besleme sistemi ve rulmanlar, düzenli bakım gerektiren kritik bileşenler arasında yer alır. Sensör tabanlı sistemler sayesinde, bu bileşenlerin durumu sürekli izlenir ve olası arızalar önceden tespit edilir.
Önleyici bakım stratejileri, üretim hattının plansız duruşlarını minimuma indirmek için kullanılır. Presin titreşim, sıcaklık, yük ve hareket verileri sensörler aracılığıyla gerçek zamanlı olarak izlenir. Örneğin, rulmanlarda artan titreşim veya eksantrik mekanizmada oluşan anormal sıcaklık, ilerleyen günlerde arızaya yol açabilecek sinyaller olarak sistem tarafından raporlanır. Bu sayede bakım ekibi, arıza oluşmadan önce müdahale edebilir ve üretim hattının kesintisiz çalışmasını sağlar.
Kalıp modüllerinin düzenli bakımı, kısa vuruş mesafeli preslerde üretim kalitesi için kritik öneme sahiptir. Kalıplar, her vuruş sırasında yüksek kuvvet ve sürtünmeye maruz kaldığından aşınma ve deformasyon riski taşır. Sensörler ve veri analiz sistemleri, kalıpların performansını sürekli izler. Kalıp aşınması veya hatalı vuruş tespit edildiğinde sistem otomatik olarak operatörü uyarır ve gerekirse kalıp değişimi planlanır. Bu yaklaşım, üretim hattının durma süresini azaltır ve fire oranını minimum seviyeye indirir.
Enerji yönetimi de bakım stratejileri ile entegre edilmiştir. Servo motorlar ve eksantrik mekanizma, yük ve hız verilerine göre optimize edilerek gereksiz enerji tüketimi önlenir. Ayrıca kinetik enerji geri kazanım sistemleri, pres vuruşlarından açığa çıkan enerjiyi sisteme kazandırarak enerji verimliliğini artırır ve mekanik bileşenler üzerindeki aşırı yükü azaltır.
Dijital izleme ve analiz sistemleri, operatörlerin ve bakım ekibinin üretim sürecine müdahalesini azaltır. Sistem, arıza ihtimali yüksek bileşenleri önceden raporlar ve bakım zamanlamasını üretim planına uygun şekilde optimize eder. Böylece hem üretim sürekliliği sağlanır hem de plansız duruşlar önlenir.
Sonuç olarak, kısa vuruş mesafeli eksantrik preslerde sensör tabanlı önleyici bakım ve dijital bakım yönetimi, makinenin ömrünü uzatır, üretim kalitesini korur ve üretim hattının kesintisiz çalışmasını sağlar. Bu stratejiler, özellikle otomotiv yan sanayi, beyaz eşya, elektronik ve hassas endüstriyel parçaların üretildiği yüksek hızlı ve yüksek hassasiyet gerektiren sektörlerde vazgeçilmez bir uygulama haline gelmiştir.
İstersen bir sonraki aşamada sana kısa vuruş mesafeli eksantrik preslerde üretim hattı optimizasyonu, veri analitiği ve yapay zekâ destekli karar destek sistemlerini detaylı şekilde açıklayabilirim.
Kısa vuruş mesafeli eksantrik preslerde üretim hattı optimizasyonu, veri analitiği ve yapay zekâ destekli karar destek sistemleri, modern üretim tesislerinde verimliliği, kaliteyi ve esnekliği artıran en ileri teknolojik yaklaşımlardır. Bu preslerde yüksek hızda ve hassasiyetle gerçekleştirilen işlemler, büyük miktarda veri üretir; her vuruşta malzemenin pozisyonu, kalıp istasyonlarının durumu, uygulanan kuvvet, vuruş süresi, enerji tüketimi ve kalite ölçümleri sensörler aracılığıyla kaydedilir. Bu veriler, üretim hattının performansını sürekli izlemek ve optimize etmek için merkezi bir veri yönetim sistemi tarafından toplanır.
Veri analitiği, presin operasyonel parametrelerini detaylı bir şekilde değerlendirmek için kullanılır. Makine öğrenmesi algoritmaları, geçmiş üretim verilerini analiz ederek potansiyel arızaları, kalite sorunlarını veya enerji verimliliği kayıplarını önceden tahmin eder. Örneğin, belirli bir kalıp istasyonunda sürekli küçük tolerans sapmaları gözlemleniyorsa, sistem operatöre veya bakım ekibine uyarı gönderir ve gerekli ayarlamaları önceden planlamayı sağlar. Bu sayede üretim hattı, plansız duruşlar yaşamadan sürekli çalışabilir ve fire oranı minimum seviyede tutulur.
Yapay zekâ destekli karar destek sistemleri, operatörlerin ve yöneticilerin hızlı ve doğru kararlar almasını sağlar. Sistem, üretim hızı, malzeme tipi, kalınlık ve kalite hedefleri gibi değişkenleri dikkate alarak optimal vuruş hızı, kuvvet ve besleme mesafesini önerir. Böylece farklı ürün serileri veya malzeme çeşitleri için üretim hattının adaptasyonu hızla yapılabilir. Bu özellik, kısa seri üretimlerde ve özel siparişlerde üretim esnekliğini artırır.
Üretim hattı optimizasyonu ayrıca enerji yönetimi açısından da büyük avantaj sağlar. Presin servo motorları, eksantrik mekanizması ve enerji geri kazanım sistemleri, veri analitiği ve yapay zekâ algoritmaları ile entegre çalışır. Her istasyonun yük ve hız parametreleri gerçek zamanlı olarak optimize edilerek gereksiz enerji tüketimi önlenir. Kinetik enerji geri kazanımı, pres vuruşlarından açığa çıkan enerjiyi tekrar sisteme kazandırarak hem maliyetleri düşürür hem de mekanik bileşenlerin ömrünü uzatır.
Kalite kontrol süreçleri de bu entegrasyon sayesinde güçlendirilir. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar ile parçaların boyutsal ölçümleri, delik pozisyonları, bükme açıları ve yüzey kalitesi anlık olarak izlenir. Yapay zekâ algoritmaları, bu verileri değerlendirerek tolerans dışı durumları tespit eder ve otomatik düzeltmelerin uygulanmasını sağlar. Bu sayede üretim kalitesi sürekli yüksek seviyede tutulur ve fire oranı minimuma iner.
Sonuç olarak, kısa vuruş mesafeli eksantrik preslerde üretim hattı optimizasyonu, veri analitiği ve yapay zekâ destekli karar destek sistemleri, üretim süreçlerini tamamen kontrol altına alarak maksimum verimlilik, kalite ve esneklik sağlar. Bu sistemler, otomotiv yan sanayi, beyaz eşya, elektronik parçalar ve hassas endüstriyel ekipman üretimi gibi yüksek hacimli ve hassasiyet gerektiren sektörlerde üretim sürekliliğini garanti eder, maliyetleri düşürür ve kalite standartlarının korunmasını sağlar.
İstersen bir sonraki aşamada sana kısa vuruş mesafeli eksantrik preslerde endüstri 4.0 entegrasyonu, dijital ikiz ve uzaktan izleme sistemlerini detaylı şekilde aktarabilirim.
Uzun Vuruş Mesafeli Eksantrik Pres

Uzun vuruş mesafeli eksantrik pres, özellikle derin çekme, büyük parçaların şekillendirilmesi ve yüksek deformasyon gerektiren uygulamalar için tasarlanmış bir pres türüdür. Bu preslerde eksantrik mekanizmanın vuruş mesafesi standart veya kısa vuruş mesafeli preslere göre daha uzundur, bu da malzemeye uygulanan deformasyonun daha geniş bir hareket aralığında gerçekleşmesini sağlar. Uzun vuruş, özellikle derin çekme işlemlerinde sac malzemenin kırılmadan veya çatlamadan şekil almasını mümkün kılar ve büyük boyutlu parçaların üretiminde yüksek kalite sağlar.
Uzun vuruş mesafeli eksantrik preslerin mekanik tasarımı, yüksek kuvvet uygulamasını ve vuruş boyunca malzemenin stabil hareketini garanti edecek şekilde optimize edilmiştir. Eksantrik mekanizma, uzun stroke süresince sabit ve kontrollü bir kuvvet uygular; bu sayede büyük parçalar üzerinde homojen deformasyon sağlanır. Presin gövdesi ve destek elemanları, uzun vuruş sırasında oluşabilecek titreşimleri ve mekanik sapmaları minimize edecek şekilde tasarlanır. Bu durum, hem presin ömrünü uzatır hem de üretim kalitesini artırır.
Kalıp tasarımı, uzun vuruş mesafeli preslerde kritik bir öneme sahiptir. Kalıplar, malzemenin her vuruşta doğru pozisyonda kalmasını ve deformasyonun eşit dağılımını sağlayacak şekilde dizayn edilir. Derin çekme ve büyük parçaların şekillendirilmesinde kalıp boşluğu, yönlendirme elemanları ve sac tutma mekanizmaları, malzemenin kaymasını veya bükülmesini önler. Bu sayede üretimde hata oranı düşer ve parçaların boyutsal doğruluğu yüksek seviyede korunur.
Besleme sistemi, uzun vuruş mesafeli eksantrik preslerin performansı için hayati öneme sahiptir. Servo kontrollü veya mekanik besleme üniteleri, malzemeyi kalıp istasyonlarına düzgün ve hassas bir şekilde taşır. Besleme mesafesi ve hızı, uzun vuruş boyunca malzemenin kalıp içerisinde doğru pozisyonu korumasını sağlayacak şekilde ayarlanır. Bu özellik, özellikle büyük veya esnek malzemeler için yüksek üretim doğruluğu sağlar.
Enerji verimliliği açısından uzun vuruş mesafeli presler, her vuruşta uygulanan kuvvetin geniş bir mesafeye dağıtılması nedeniyle enerji yönetimi gerektirir. Servo motorlar ve eksantrik mekanizma, vuruş boyunca gereken kuvveti kontrollü bir şekilde uygular. Kinetik enerji geri kazanım sistemleri, pres vuruşları sırasında açığa çıkan enerjiyi tekrar sisteme kazandırarak enerji tasarrufu sağlar ve mekanik bileşenler üzerindeki yükü azaltır.
Kalite kontrol sistemleri, uzun vuruş mesafeli preslerde üretim verimliliğini ve doğruluğu artırmak için entegre edilmiştir. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar sayesinde delik pozisyonları, bükme açıları ve yüzey kalitesi sürekli izlenir. Hatalı parçalar otomatik olarak ayrılır ve üretim hattında gerekli düzeltmeler yapılır. Bu sayede fire oranı minimuma indirilir ve üretim kalitesi sürekli yüksek seviyede tutulur.
Uzun vuruş mesafeli eksantrik presler, özellikle otomotiv yan sanayi, beyaz eşya, büyük hacimli endüstriyel parçalar ve derin çekme gerektiren metal parçaların üretiminde yaygın olarak kullanılır. Bu presler, kalıp tasarımı, servo kontrollü besleme sistemi, enerji verimliliği optimizasyonu ve entegre kalite kontrol özellikleri sayesinde üretimde yüksek doğruluk, tutarlılık ve verimlilik sağlar.
Uzun vuruş mesafeli eksantrik preslerde ileri otomasyon sistemleri ve robot entegrasyonu, üretim hattının hızını, doğruluğunu ve verimliliğini artıran kritik unsurlardır. Bu presler, büyük ve derin çekme gerektiren parçaların üretiminde kullanıldığından, operatör müdahalesine olan ihtiyacı minimuma indiren otomasyon sistemleri büyük önem taşır. Modern tesislerde, presin mekanik bileşenleri, kalıp istasyonları, besleme sistemi ve kalite kontrol sensörleri, merkezi bir otomasyon platformu aracılığıyla senkronize edilir. Bu sayede üretim hattı, yüksek hızda ve hassasiyetle çalışabilir.
Robot entegrasyonu, uzun vuruş mesafeli preslerde malzeme yükleme ve boşaltma işlemlerini optimize eder. Büyük metal sac veya levha malzemeler, robotik kollar ve otomatik taşıma sistemleri ile pres hattına aktarılır. Robotlar, malzemeyi kalıp istasyonlarına milimetrik hassasiyetle yerleştirir ve vuruş sırasında malzemenin kaymasını veya deformasyonunu önler. Ayrıca, işlenen parçaların üretim hattı boyunca taşınması ve bir sonraki istasyona aktarılması da robotlar tarafından gerçekleştirilir. Bu otomasyon, üretim sürecinin sürekli ve hatasız olmasını sağlar.
Veri tabanlı üretim optimizasyonu, uzun vuruş mesafeli preslerde yüksek verimlilik ve kaliteyi sağlamak için kritik bir araçtır. Presin her vuruşundan gelen sensör verileri, kalıp performansı, malzeme besleme hızı, uygulanan kuvvet ve enerji tüketimi gibi parametreler merkezi bir kontrol sisteminde toplanır. Makine öğrenmesi ve yapay zekâ algoritmaları, bu verileri analiz ederek olası arızaları, tolerans sapmalarını ve enerji kayıplarını önceden tespit eder. Sistem, operatörlere veya otomatik olarak üretim parametrelerini optimize etme imkânı sunar.
Enerji yönetimi, uzun vuruş mesafeli preslerde verimliliği artırmak için optimize edilmiştir. Servo motorlar ve eksantrik mekanizma, vuruş boyunca gerekli kuvveti kontrollü şekilde uygulayarak gereksiz enerji tüketimini önler. Kinetik enerji geri kazanım sistemleri, pres vuruşlarından açığa çıkan enerjiyi tekrar sisteme kazandırarak maliyetleri düşürür ve mekanik bileşenler üzerindeki yükü azaltır. Bu sayede hem enerji tasarrufu sağlanır hem de presin ömrü uzatılır.
Kalite kontrol sistemleri, uzun vuruş mesafeli preslerde üretim standartlarını korumak için entegre edilmiştir. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutları, delik pozisyonları, bükme açıları ve yüzey kalitesini sürekli izler. Yapay zekâ algoritmaları, bu verileri değerlendirerek tolerans dışı parçaları tespit eder ve üretim hattında otomatik düzeltmelerin uygulanmasını sağlar. Bu yöntem, fire oranını düşürür ve üretim kalitesini sürekli yüksek seviyede tutar.
Sonuç olarak, uzun vuruş mesafeli eksantrik preslerde ileri otomasyon sistemleri, robot entegrasyonu ve veri tabanlı üretim optimizasyonu, üretim süreçlerini tamamen kontrol altına alarak maksimum verimlilik, kalite ve esneklik sağlar. Bu presler, otomotiv yan sanayi, beyaz eşya, büyük endüstriyel parçalar ve derin çekme uygulamalarında üretim sürekliliğini garanti eder, maliyetleri düşürür ve yüksek kalite standartlarının korunmasını sağlar.
Uzun vuruş mesafeli eksantrik preslerde dijital ikiz uygulamaları, gerçek zamanlı performans izleme ve Endüstri 4.0 entegrasyonu, modern üretim tesislerinde verimlilik, kalite ve üretim esnekliğini en üst düzeye çıkaran ileri teknolojilerdir. Dijital ikiz, presin fiziksel makinesinin sanal bir kopyasının oluşturulmasını sağlar; bu sanal model, eksantrik mekanizma, kalıp istasyonları, servo besleme sistemi ve tüm sensör verilerini gerçek zamanlı olarak temsil eder. Bu sayede üretim sürecinde meydana gelebilecek her türlü sapma, arıza veya kalite sorunları sanal ortamda gözlemlenebilir ve çözüm yolları önceden belirlenebilir.
Gerçek zamanlı performans izleme, presin mekanik ve elektronik bileşenlerinden gelen verilerin sürekli olarak analiz edilmesini içerir. Eksantrik mekanizmanın hızı, vuruş kuvveti, besleme sistemi hareketleri, kalıp istasyonlarındaki yük ve enerji tüketimi gibi parametreler sensörler aracılığıyla izlenir. Bu veriler, dijital ikiz modeli üzerinde anlık olarak değerlendirilir ve üretim hattının performansı hakkında operatörlere ve yöneticilere detaylı geri bildirimler sunar. Örneğin, bir kalıp istasyonunda aşınma veya malzeme kayması tespit edilirse, sistem otomatik olarak uyaran mesaj gönderir ve gerekirse üretim hattını güvenli şekilde durdurur.
Endüstri 4.0 entegrasyonu, uzun vuruş mesafeli eksantrik presleri diğer üretim hattı elemanlarıyla tamamen senkronize ederek üretim verimliliğini artırır. Robotik besleme ve boşaltma sistemleri, kalite kontrol üniteleri ve enerji yönetim sistemleri, merkezi bir dijital platform üzerinden koordine edilir. Yapay zekâ algoritmaları, geçmiş üretim verilerini analiz ederek olası sapmaları, üretim gecikmelerini veya kalite sorunlarını tahmin eder ve üretim parametrelerini otomatik olarak optimize eder. Bu yaklaşım, hem üretim esnekliğini artırır hem de plansız duruş sürelerini minimize eder.
Enerji yönetimi, dijital ikiz ve Endüstri 4.0 entegrasyonu ile daha verimli hale gelir. Presin servo motorları ve eksantrik mekanizması, gerçek zamanlı yük ve hız verilerine göre optimize edilir; gereksiz enerji tüketimi önlenir. Kinetik enerji geri kazanım sistemleri, vuruşlardan açığa çıkan enerjiyi tekrar sisteme kazandırır, bu sayede hem maliyetler düşer hem de presin mekanik bileşenlerinin ömrü uzar.
Kalite kontrol sistemleri de dijital ikiz ile entegre çalışır. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar sayesinde her parça anlık olarak izlenir; delik pozisyonları, bükme açıları ve yüzey kalitesi ölçülür. Yapay zekâ algoritmaları, tolerans dışı durumları tespit eder ve üretim hattında gerekli düzeltmelerin uygulanmasını sağlar. Bu sistem, fire oranını düşürür ve üretim kalitesini sürekli yüksek seviyede tutar.
Sonuç olarak, uzun vuruş mesafeli eksantrik preslerde dijital ikiz uygulamaları, gerçek zamanlı performans izleme ve Endüstri 4.0 entegrasyonu, üretim süreçlerini tamamen dijital ve optimize edilmiş bir şekilde yönetmeyi mümkün kılar. Bu sayede üretim hızı, kalite ve enerji verimliliği maksimum seviyeye çıkarılır. Bu presler, otomotiv yan sanayi, beyaz eşya, büyük endüstriyel parçalar ve derin çekme uygulamalarında üretim sürekliliğini garanti eder, maliyetleri düşürür ve yüksek kalite standartlarının korunmasını sağlar.
Uzun vuruş mesafeli eksantrik preslerde bakım yönetimi, önleyici bakım stratejileri ve dijital performans analizi yöntemleri, üretim sürekliliğini sağlamak, maliyetleri düşürmek ve presin mekanik ömrünü uzatmak açısından kritik öneme sahiptir. Bu presler, özellikle derin çekme ve büyük parçaların şekillendirilmesi gibi yüksek deformasyon gerektiren uygulamalarda kullanıldığından, mekanik ve elektronik bileşenler üzerinde sürekli yüksek yük oluşur. Eksantrik mekanizma, kalıp modülleri, servo besleme sistemi, hidrolik veya pnömatik bileşenler ile rulmanlar, düzenli bakım gerektiren kritik bileşenlerdir.
Önleyici bakım stratejileri, plansız duruşları minimize etmek için sensör tabanlı sistemlerle desteklenir. Presin titreşim, sıcaklık, yük, hız ve hareket verileri sensörler aracılığıyla gerçek zamanlı olarak izlenir. Örneğin, eksantrik mekanizmada artan titreşim veya rulmanlarda yükselen sıcaklık, olası arızaların erken sinyali olarak sistem tarafından tespit edilir. Bu sayede bakım ekibi, arıza oluşmadan önce müdahale edebilir, kalıp veya mekanik bileşen değişimlerini planlayabilir ve üretim hattının kesintisiz çalışmasını garanti altına alır.
Kalıp bakımının önemi, uzun vuruş mesafeli preslerde özellikle büyüktür. Kalıplar, her vuruş sırasında yüksek kuvvet ve uzun stroke boyunca malzemeye deformasyon uyguladığından aşınma ve deformasyon riski taşır. Sensörler ve veri analitiği ile kalıp performansı sürekli izlenir. Kalıp aşınması veya hatalı vuruş tespit edildiğinde, sistem operatörü uyarır ve kalıp değişimi veya ayarı önceden planlar. Bu yaklaşım, üretim kalitesinin korunmasını sağlar ve fire oranını minimum seviyede tutar.
Dijital performans analizi, presin mekanik ve elektronik sistemlerinin durumunu sürekli izlemek için kullanılır. Vuruş sayısı, uygulanan kuvvet, besleme hızı, enerji tüketimi ve kalite ölçümleri dijital olarak kaydedilir. Bu veriler, makine öğrenmesi algoritmaları ile analiz edilerek, bakım zamanlaması, parça ömrü ve performans trendleri hakkında öngörüler oluşturulur. Böylece presin tüm bileşenleri en verimli şekilde çalıştırılır ve plansız duruşlar önlenir.
Enerji yönetimi, bakım ve performans optimizasyonu ile entegre edilmiştir. Servo motorlar ve eksantrik mekanizma, vuruş boyunca gereken kuvveti kontrollü bir şekilde uygular; gereksiz enerji tüketimi önlenir. Kinetik enerji geri kazanım sistemleri, her vuruşta açığa çıkan enerjiyi sisteme kazandırır. Bu yöntem hem maliyetleri düşürür hem de mekanik bileşenler üzerindeki yükü azaltarak presin ömrünü uzatır.
Kalite kontrol sistemleri de bakım ve performans analizinin ayrılmaz bir parçasıdır. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, her parçanın boyutsal ölçümlerini, delik pozisyonlarını, bükme açılarını ve yüzey kalitesini sürekli izler. Yapay zekâ destekli analizler, tolerans dışı parçaları tespit eder ve üretim hattında gerekli düzeltmelerin uygulanmasını sağlar. Bu yaklaşım, fire oranını düşürür, üretim kalitesini artırır ve uzun vuruş mesafeli eksantrik preslerin performansını maksimum seviyede tutar.
Sonuç olarak, uzun vuruş mesafeli eksantrik preslerde dijital bakım yönetimi, sensör tabanlı önleyici bakım ve performans analizi yöntemleri, üretim sürekliliğini güvence altına alır, maliyetleri azaltır ve yüksek kalite standartlarının korunmasını sağlar. Bu stratejiler, otomotiv yan sanayi, beyaz eşya, büyük endüstriyel parçalar ve derin çekme uygulamaları gibi yüksek hassasiyet ve büyük deformasyon gerektiren üretim süreçlerinde vazgeçilmez bir uygulama haline gelmiştir.
İstersen bir sonraki aşamada sana uzun vuruş mesafeli eksantrik preslerde üretim hattı entegrasyonu, çok istasyonlu kalıp kullanımı ve dijital veriye dayalı üretim optimizasyonunu detaylı şekilde anlatabilirim.
Hız Kontrollü Eksantrik Pres
Hız kontrollü eksantrik pres, üretim süreçlerinde yüksek hassasiyet ve esneklik gerektiren uygulamalar için geliştirilmiş bir pres türüdür. Bu preslerde, eksantrik mekanizmanın hızı dijital veya analog kontrollü sistemler aracılığıyla ayarlanabilir. Hız kontrolü, presin her vuruşta uyguladığı kuvvetin ve malzeme üzerindeki deformasyonun hassas bir şekilde yönetilmesini sağlar. Bu özellik, özellikle ince sac işleme, hassas bükme, delme, kesme ve sıvama gibi işlemlerde yüksek kalite ve tutarlılık elde edilmesini mümkün kılar.
Hız kontrollü eksantrik preslerin mekanik tasarımı, değişken hızlarda dahi stabil ve güvenli bir vuruş gerçekleştirecek şekilde optimize edilmiştir. Presin gövdesi, eksantrik mekanizma ve kalıp istasyonları, yüksek hızda çalışırken oluşabilecek titreşimleri ve mekanik sapmaları minimize edecek şekilde güçlendirilmiştir. Bu tasarım, hem presin uzun ömürlü olmasını sağlar hem de üretim kalitesini artırır.
Presin hız kontrol sistemi genellikle servo motor veya frekans invertörü destekli elektrik motorlarıyla sağlanır. Bu sistemler, vuruş hızı, malzeme tipi ve kalınlığı gibi parametrelere göre presin hızını dinamik olarak ayarlayabilir. Örneğin, ince veya hassas malzemelerde vuruş hızı düşürülerek deformasyonun kontrollü bir şekilde gerçekleşmesi sağlanırken, kalın veya sert malzemelerde vuruş hızı artırılarak üretim hızı optimize edilir. Bu esnek kontrol, hem verimliliği artırır hem de kaliteyi garanti eder.
Kalıp tasarımı, hız kontrollü preslerde malzemenin her vuruşta doğru pozisyonda kalmasını ve deformasyonun eşit dağılımını sağlamak için önemlidir. Kalıp boşluğu, yönlendirme elemanları ve malzeme tutma mekanizmaları, yüksek hızlarda bile malzemenin kaymasını veya bükülmesini önleyecek şekilde tasarlanır. Bu sayede özellikle seri üretimde tolerans sapmaları minimize edilir ve ürünlerin boyutsal doğruluğu korunur.
Besleme sistemi, hız kontrollü eksantrik preslerde yüksek hassasiyet gerektirir. Servo kontrollü veya mekanik besleme üniteleri, malzemeyi kalıp istasyonlarına milimetrik hassasiyetle taşır. Besleme hızı, presin vuruş hızı ile senkronize edilerek malzemenin her vuruşta doğru pozisyonda olmasını sağlar. Bu özellik, özellikle otomatik üretim hatlarında üretim sürekliliği ve kaliteyi artırır.
Enerji verimliliği, hız kontrollü preslerde optimize edilebilir. Servo motorlar ve eksantrik mekanizma, vuruş hızı ve yük durumuna göre enerji kullanımını düzenler. Kinetik enerji geri kazanım sistemleri, pres vuruşlarından açığa çıkan enerjiyi tekrar sisteme kazandırarak enerji tasarrufu sağlar ve mekanik bileşenlerin ömrünü uzatır.
Kalite kontrol sistemleri de hız kontrollü preslerde entegre edilmiştir. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutsal ölçümleri, delik pozisyonları ve yüzey kalitesini anlık olarak izler. Yapay zekâ algoritmaları, tolerans dışı parçaları tespit ederek üretim hattında gerekli düzeltmelerin uygulanmasını sağlar. Bu sayede fire oranı minimuma indirilir ve üretim kalitesi sürekli yüksek seviyede tutulur.
Sonuç olarak, hız kontrollü eksantrik presler, malzeme tipi, kalınlığı ve üretim gereksinimlerine göre vuruş hızını optimize edebilen esnek ve hassas makineler olarak öne çıkar. Kalıp tasarımı, servo kontrollü besleme sistemi, enerji verimliliği ve entegre kalite kontrol özellikleri sayesinde üretimde yüksek doğruluk, tutarlılık ve verimlilik sağlar. Bu presler, otomotiv yan sanayi, beyaz eşya, elektronik parçalar ve hassas metal işleme uygulamalarında modern üretimin vazgeçilmez makinelerinden biridir.
Hız kontrollü eksantrik preslerde ileri otomasyon ve robot entegrasyonu, üretim hattının performansını, hızını ve doğruluğunu önemli ölçüde artıran kritik unsurlardır. Bu presler, malzeme türüne, kalınlığına ve işleme gereksinimlerine göre vuruş hızını optimize edebilme yeteneğine sahip olduğundan, operatör müdahalesine olan ihtiyacı minimuma indiren otomasyon sistemleri büyük avantaj sağlar. Modern üretim tesislerinde, presin mekanik bileşenleri, kalıp istasyonları, besleme üniteleri ve kalite kontrol sensörleri merkezi bir otomasyon platformu aracılığıyla senkronize edilir. Böylece üretim hattı, yüksek hız ve hassasiyetle çalışırken üretim sürekliliği güvence altına alınır.
Robot entegrasyonu, hız kontrollü eksantrik preslerde malzeme yükleme ve boşaltma işlemlerinde büyük avantaj sağlar. Malzeme, robotik kollar veya otomatik taşıma sistemleri aracılığıyla pres hattına aktarılır ve kalıp istasyonlarına milimetrik hassasiyetle yerleştirilir. Robotlar, yüksek hızda gerçekleşen vuruşlar sırasında malzemenin kaymasını veya deformasyonunu önleyerek üretim doğruluğunu garanti eder. İşlenen parçaların hat boyunca taşınması ve bir sonraki istasyona aktarılması da robotlar tarafından gerçekleştirilir; bu sayede üretim süreci sürekli ve hatasız şekilde devam eder.
Veri tabanlı üretim optimizasyonu, hız kontrollü eksantrik preslerin verimliliğini artıran bir diğer önemli bileşendir. Presin her vuruşundan gelen sensör verileri, kalıp performansı, malzeme besleme hızı, uygulanan kuvvet, enerji tüketimi ve kalite ölçümleri merkezi bir kontrol sistemi tarafından analiz edilir. Makine öğrenmesi ve yapay zekâ algoritmaları, bu verileri değerlendirerek olası arızaları, tolerans sapmalarını ve enerji kayıplarını önceden tahmin eder. Sistem, operatörlere veya otomatik olarak üretim parametrelerini optimize etme imkânı sunar. Böylece üretim hattı yüksek hızda çalışırken kalite ve doğruluk korunur.
Enerji yönetimi, hız kontrollü eksantrik preslerde performans ve maliyet açısından kritik bir faktördür. Servo motorlar ve eksantrik mekanizma, vuruş hızı ve yük durumuna göre enerji kullanımını optimize eder. Kinetik enerji geri kazanım sistemleri, pres vuruşlarından açığa çıkan enerjiyi tekrar sisteme kazandırarak enerji tasarrufu sağlar ve mekanik bileşenler üzerindeki yükü azaltır. Bu sayede hem enerji maliyetleri düşer hem de presin ömrü uzar.
Kalite kontrol sistemleri, hız kontrollü preslerde üretim standardını yüksek seviyede tutmak için entegre edilmiştir. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutları, delik pozisyonları, bükme açıları ve yüzey kalitesini anlık olarak izler. Yapay zekâ algoritmaları, tolerans dışı parçaları tespit ederek üretim hattında otomatik düzeltmelerin yapılmasını sağlar. Bu sayede fire oranı minimuma indirilir ve üretim kalitesi sürekli yüksek seviyede tutulur.
Sonuç olarak, hız kontrollü eksantrik presler, ileri otomasyon ve robot entegrasyonu ile üretim süreçlerini tamamen optimize edebilen, yüksek hız ve hassasiyet gerektiren uygulamalarda ideal makineler olarak öne çıkar. Servo kontrollü besleme sistemi, enerji verimliliği ve entegre kalite kontrol özellikleri sayesinde üretimde yüksek doğruluk, tutarlılık ve verimlilik sağlar. Bu presler, otomotiv yan sanayi, beyaz eşya, elektronik ve hassas metal işleme sektörlerinde modern üretimin vazgeçilmez makinelerinden biridir.
Hız kontrollü eksantrik preslerde dijital ikiz uygulamaları, Endüstri 4.0 entegrasyonu ve gerçek zamanlı üretim izleme sistemleri, modern üretim tesislerinde verimlilik, kalite ve esnekliği maksimum seviyeye çıkarmak için kritik öneme sahiptir. Dijital ikiz, presin fiziksel makinesinin sanal bir kopyasını oluşturarak mekanik ve elektronik bileşenlerin davranışını gerçek zamanlı olarak izler. Bu sanal model, eksantrik mekanizma, kalıp istasyonları, servo besleme sistemi, enerji tüketimi ve kalite kontrol sensörlerinden gelen verileri entegre eder. Böylece üretim sürecinde oluşabilecek sapmalar veya potansiyel arızalar önceden simüle edilip analiz edilebilir.
Gerçek zamanlı üretim izleme sistemi, presin her vuruşundan gelen parametreleri sürekli olarak değerlendirir. Vuruş hızı, uygulanan kuvvet, besleme pozisyonu, kalıp yükü ve enerji tüketimi gibi veriler anlık olarak izlenir. Bu veriler dijital ikiz modeli ile entegre edilerek presin performansı hakkında operatör ve yöneticilere detaylı geri bildirimler sunar. Örneğin, kalıp istasyonlarından birinde artan titreşim veya deformasyon riski tespit edildiğinde, sistem operatörü uyarır ve gerekirse üretim hattını güvenli şekilde durdurur veya parametreleri otomatik olarak optimize eder.
Endüstri 4.0 entegrasyonu sayesinde, hız kontrollü eksantrik presler diğer üretim hattı elemanlarıyla tamamen senkronize çalışır. Robotik besleme ve boşaltma sistemleri, kalite kontrol üniteleri, enerji yönetimi ve veri analitiği platformları merkezi bir dijital altyapıya entegre edilir. Yapay zekâ algoritmaları, geçmiş üretim verilerini analiz ederek olası sapmaları, üretim gecikmelerini ve kalite problemlerini öngörür. Bu sayede pres, hem yüksek hızda hem de yüksek hassasiyetle çalışabilir, plansız duruşlar minimize edilir ve üretim verimliliği maksimum seviyeye çıkarılır.
Enerji yönetimi, dijital ikiz ve Endüstri 4.0 entegrasyonu ile daha etkin hale gelir. Servo motorlar ve eksantrik mekanizma, vuruş hızı ve yük verilerine göre optimize edilir. Gereksiz enerji tüketimi önlenir, kinetik enerji geri kazanım sistemleri vuruşlardan açığa çıkan enerjiyi tekrar sisteme kazandırır. Bu yöntem, hem enerji maliyetlerini düşürür hem de mekanik bileşenlerin ömrünü uzatır.
Kalite kontrol sistemleri dijital ikiz ve Endüstri 4.0 altyapısı ile entegre çalışır. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutları, delik pozisyonları, bükme açıları ve yüzey kalitesini anlık olarak izler. Yapay zekâ algoritmaları, tolerans dışı durumları tespit ederek üretim hattında otomatik düzeltmelerin yapılmasını sağlar. Bu sistem, fire oranını düşürür, üretim kalitesini artırır ve hız kontrollü eksantrik preslerin performansını maksimum seviyede tutar.
Sonuç olarak, hız kontrollü eksantrik preslerde dijital ikiz uygulamaları, Endüstri 4.0 entegrasyonu ve gerçek zamanlı üretim izleme sistemleri, üretim süreçlerini tamamen dijital ve optimize edilmiş bir şekilde yönetmeyi mümkün kılar. Bu presler, otomotiv yan sanayi, beyaz eşya, elektronik parçalar ve hassas metal işleme sektörlerinde üretim sürekliliğini garanti eder, maliyetleri düşürür ve yüksek kalite standartlarının korunmasını sağlar.
Hız kontrollü eksantrik preslerde önleyici bakım, dijital performans analizi ve veri tabanlı üretim optimizasyonu, üretim sürekliliğini güvence altına almak ve presin mekanik ömrünü uzatmak açısından kritik öneme sahiptir. Bu presler, yüksek deformasyon gerektiren uygulamalarda ve hassas metal işleme işlemlerinde kullanıldığından, eksantrik mekanizma, kalıp modülleri, servo besleme sistemi, rulmanlar ve diğer kritik bileşenler sürekli yüksek yük altında çalışır. Düzenli ve planlı bakım stratejileri, plansız duruşları minimize eder ve üretim hattının kesintisiz çalışmasını sağlar.
Önleyici bakım stratejileri, sensör tabanlı sistemlerle desteklenir. Presin titreşim, sıcaklık, yük ve hareket parametreleri sürekli izlenir. Örneğin, eksantrik mekanizmada artan titreşim veya rulmanlarda yükselen sıcaklık, olası arızaların erken sinyali olarak tespit edilir. Sistem, operatöre veya bakım ekibine uyarılar gönderir ve arıza oluşmadan müdahale imkânı sağlar. Bu yaklaşım, hem üretim hattının sürekliliğini garanti eder hem de maliyetli arızaların önüne geçer.
Kalıp bakımı, hız kontrollü preslerde özellikle önemlidir. Kalıplar, her vuruş sırasında yüksek kuvvet ve değişken hızlarda malzemeye deformasyon uyguladığından aşınma ve deformasyon riski taşır. Sensörler ve dijital performans analizleri, kalıp istasyonlarının yük dağılımını, deformasyon düzeyini ve tolerans sapmalarını sürekli izler. Kalıp aşınması veya hatalı vuruş tespit edildiğinde, sistem önceden uyarı vererek gerekli düzeltmelerin yapılmasını veya kalıbın değiştirilmesini sağlar. Bu yöntem, üretim kalitesinin korunmasına ve fire oranının minimum seviyede tutulmasına katkı sağlar.
Dijital performans analizi, presin mekanik ve elektronik sistemlerinin durumunu gerçek zamanlı olarak değerlendirmek için kullanılır. Vuruş sayısı, uygulanan kuvvet, besleme hızı, enerji tüketimi ve kalite ölçümleri dijital olarak kaydedilir ve analiz edilir. Makine öğrenmesi algoritmaları, bu veriler üzerinden öngörüler oluşturarak bakım zamanlamasını, parça ömrünü ve performans trendlerini optimize eder. Bu sayede presin tüm bileşenleri verimli şekilde çalıştırılır ve plansız duruşlar önlenir.
Enerji yönetimi, bakım ve performans analizi ile entegre çalışır. Servo motorlar ve eksantrik mekanizma, vuruş hızı ve yük durumuna göre enerji kullanımını optimize eder. Kinetik enerji geri kazanım sistemleri, her vuruşta açığa çıkan enerjiyi sisteme kazandırarak enerji tasarrufu sağlar ve mekanik bileşenler üzerindeki yükü azaltır. Bu yaklaşım, hem maliyetleri düşürür hem de presin ömrünü uzatır.
Kalite kontrol sistemleri, önleyici bakım ve dijital performans analizi ile entegre edilmiştir. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutsal ölçümlerini, delik pozisyonlarını, bükme açılarını ve yüzey kalitesini anlık olarak izler. Yapay zekâ algoritmaları, tolerans dışı durumları tespit ederek üretim hattında otomatik düzeltmelerin yapılmasını sağlar. Bu yöntem, fire oranını düşürür ve üretim kalitesini sürekli yüksek seviyede tutar.
Sonuç olarak, hız kontrollü eksantrik preslerde önleyici bakım, dijital performans analizi ve veri tabanlı üretim optimizasyonu, üretim süreçlerini güvenli, verimli ve yüksek kaliteli bir şekilde yönetmeyi sağlar. Bu presler, otomotiv yan sanayi, beyaz eşya, elektronik ve hassas metal işleme sektörlerinde üretim sürekliliğini garanti eder, maliyetleri düşürür ve kalite standartlarını maksimum seviyede korur.
Hız kontrollü eksantrik preslerde çok istasyonlu kalıp kullanımı, üretim hattı entegrasyonu ve veri tabanlı üretim optimizasyonu, modern üretim süreçlerinde hem verimliliği hem de kaliteyi artıran kritik unsurlardır. Çok istasyonlu kalıplar, presin her vuruşunda birden fazla işlem gerçekleştirilmesine imkân verir. Örneğin, bir vuruşta kesme, bükme ve delme işlemleri aynı anda yapılabilir. Bu özellik, üretim süresini kısaltır, iş gücü ihtiyacını azaltır ve parça başına maliyeti düşürür. Ayrıca, çok istasyonlu kalıplar, malzeme üzerinde deformasyonun eşit ve kontrollü bir şekilde dağıtılmasını sağlayarak üretim kalitesini artırır.
Üretim hattı entegrasyonu, hız kontrollü eksantrik preslerin robotik besleme sistemleri, kalite kontrol üniteleri, enerji yönetim sistemleri ve diğer üretim ekipmanları ile senkronize çalışmasını sağlar. Malzemeler robotik kollar veya otomatik taşıma sistemleri ile presin kalıp istasyonlarına hassas bir şekilde yönlendirilir. İşlenen parçalar, bir sonraki işleme istasyonuna veya paketleme hattına hatasız bir şekilde aktarılır. Bu entegrasyon, üretim sürecinde kesintisiz akış sağlar ve operasyonel verimliliği maksimuma çıkarır.
Veri tabanlı üretim optimizasyonu, presin performansını sürekli izlemek ve üretim parametrelerini optimize etmek için kullanılır. Vuruş sayısı, uygulanan kuvvet, besleme hızı, enerji tüketimi ve kalite ölçümleri dijital olarak kaydedilir. Makine öğrenmesi ve yapay zekâ algoritmaları, bu verileri analiz ederek üretim sürecinde olası sapmaları, enerji kayıplarını ve kalite problemlerini önceden tahmin eder. Böylece presin hızı, kalıp istasyonlarının sırası ve malzeme besleme parametreleri dinamik olarak ayarlanarak maksimum verimlilik sağlanır.
Enerji yönetimi, çok istasyonlu kalıp ve veri tabanlı optimizasyon ile entegre edilmiştir. Servo motorlar ve eksantrik mekanizma, vuruş hızı ve yük durumuna göre enerji kullanımını optimize eder. Kinetik enerji geri kazanım sistemleri, pres vuruşlarından açığa çıkan enerjiyi tekrar sisteme kazandırır. Bu yöntem, hem enerji maliyetlerini düşürür hem de mekanik bileşenlerin ömrünü uzatır.
Kalite kontrol sistemleri, çok istasyonlu kalıplarda üretim standardını korumak için kritik öneme sahiptir. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutsal ölçümlerini, delik pozisyonlarını, bükme açılarını ve yüzey kalitesini anlık olarak izler. Yapay zekâ algoritmaları, tolerans dışı parçaları tespit ederek üretim hattında otomatik düzeltmelerin uygulanmasını sağlar. Bu sayede fire oranı minimum seviyeye indirilir ve üretim kalitesi sürekli yüksek seviyede tutulur.
Sonuç olarak, hız kontrollü eksantrik preslerde çok istasyonlu kalıp kullanımı, üretim hattı entegrasyonu ve veri tabanlı optimizasyon, üretim süreçlerini tamamen entegre, esnek ve yüksek performanslı bir şekilde yönetmeyi mümkün kılar. Bu presler, otomotiv yan sanayi, beyaz eşya, elektronik parçalar ve hassas metal işleme sektörlerinde üretim sürekliliğini garanti eder, maliyetleri düşürür ve kalite standartlarını maksimum seviyede korur.
Hız kontrollü eksantrik preslerde ileri bakım yönetimi, prediktif analiz ve Endüstri 4.0 tabanlı verimlilik artırma yöntemleri, modern üretim süreçlerinde presin güvenilirliğini, üretim hızını ve kaliteyi maksimum seviyeye çıkarmak için kritik öneme sahiptir. Bu presler, yüksek deformasyon gerektiren uygulamalarda ve hassas metal işleme işlemlerinde kullanıldığından, mekanik ve elektronik bileşenler üzerindeki yük sürekli olarak değişir. Bu nedenle planlı ve öngörülebilir bakım stratejileri, presin kesintisiz çalışmasını ve uzun ömürlü olmasını sağlamak için vazgeçilmezdir.
İleri bakım yönetimi, sensör tabanlı izleme ve veri analitiği ile desteklenir. Eksantrik mekanizma, kalıp modülleri, rulmanlar, servo motorlar ve besleme sistemlerinden gelen titreşim, sıcaklık, yük ve hareket verileri sürekli olarak izlenir. Bu veriler, presin çalışma koşullarındaki olası sapmaları, aşınmaları veya arızaları önceden tespit etmeye olanak sağlar. Prediktif bakım algoritmaları, bu verileri analiz ederek bakım zamanlamasını optimize eder ve plansız duruşları minimize eder. Bu sayede hem üretim sürekliliği sağlanır hem de bakım maliyetleri düşürülür.
Endüstri 4.0 tabanlı verimlilik artırma yöntemleri, hız kontrollü eksantrik preslerin üretim hattındaki diğer ekipmanlarla senkronize çalışmasını sağlar. Robotik besleme sistemleri, kalite kontrol üniteleri ve enerji yönetim sistemleri, merkezi bir dijital platform üzerinden koordine edilir. Yapay zekâ ve makine öğrenmesi algoritmaları, üretim verilerini analiz ederek potansiyel üretim gecikmelerini, kalite sapmalarını ve enerji kayıplarını önceden öngörür. Bu sayede presin hızı, kalıp istasyonlarının sırası ve malzeme besleme parametreleri dinamik olarak optimize edilir.
Enerji yönetimi, ileri bakım ve Endüstri 4.0 entegrasyonu ile entegre edilmiştir. Servo motorlar ve eksantrik mekanizma, vuruş hızı ve yük durumuna göre enerji kullanımını optimize eder. Kinetik enerji geri kazanım sistemleri, pres vuruşlarından açığa çıkan enerjiyi tekrar sisteme kazandırır. Bu yaklaşım, hem enerji maliyetlerini düşürür hem de mekanik bileşenlerin ömrünü uzatarak presin performansını sürekli yüksek seviyede tutar.
Kalite kontrol sistemleri, ileri bakım yönetimi ve Endüstri 4.0 altyapısı ile entegre çalışır. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutlarını, delik pozisyonlarını, bükme açılarını ve yüzey kalitesini anlık olarak izler. Yapay zekâ algoritmaları, tolerans dışı parçaları tespit ederek üretim hattında otomatik düzeltmelerin uygulanmasını sağlar. Bu sistem, fire oranını düşürür, üretim kalitesini artırır ve presin uzun süre yüksek performansla çalışmasını garanti eder.
Sonuç olarak, hız kontrollü eksantrik preslerde ileri bakım yönetimi, prediktif analiz ve Endüstri 4.0 tabanlı verimlilik artırma yöntemleri, üretim süreçlerini tamamen optimize edilmiş, güvenli ve verimli bir şekilde yönetmeyi mümkün kılar. Bu presler, otomotiv yan sanayi, beyaz eşya, elektronik ve hassas metal işleme sektörlerinde üretim sürekliliğini sağlar, maliyetleri azaltır ve kalite standartlarını maksimum seviyede korur.
İstersen bir sonraki aşamada sana hız kontrollü eksantrik preslerde veri tabanlı üretim planlaması, malzeme akış optimizasyonu ve otomatik kalite geri besleme sistemlerini detaylı şekilde aktarabilirim.
Metal Form Verme için Eksantrik Pres

Metal form verme için kullanılan eksantrik presler, sac ve metal parçaların kesme, bükme, delme, sıvama veya şekillendirme işlemlerinde yüksek doğruluk ve tekrarlanabilirlik sağlayan temel makinelerdir. Bu presler, mekanik eksantrik sistem sayesinde, bir motor veya tahrik mekanizması tarafından oluşturulan sürekli dönme hareketini, yukarı-aşağı doğrultuda lineer vuruş hareketine dönüştürür. Metalin şekillendirilmesi sırasında gerekli kuvvetin büyük bir kısmı kısa sürede uygulanır; bu sayede pres, yüksek deformasyon kapasitesine sahip olur ve hassas parçaların üretiminde tercih edilir.
Metal form verme eksantrik preslerin gövde tasarımı, işlem sırasında oluşan yüksek kuvvetleri güvenli bir şekilde taşıyacak şekilde üretilir. Pres gövdesi genellikle dökme demir veya yüksek dayanımlı çelikten yapılır; bu sayede titreşimler minimize edilir ve presin uzun ömürlü çalışması sağlanır. Eksantrik kol, krank mili ve bağlantı elemanları, kuvvetin doğru ve sürekli bir şekilde kalıp üzerine iletilmesini sağlar. Kalıp istasyonları ise, metal parçaların istenilen formu alması için özel olarak tasarlanır; kesme, bükme ve delme işlemleri kalıplar aracılığıyla hızlı ve tekrarlanabilir biçimde uygulanır.
Bu preslerde hız ve kuvvet kontrolü, üretim kalitesini doğrudan etkileyen önemli bir faktördür. Modern eksantrik presler, servo motor veya frekans kontrollü elektrik motorları ile donatılarak vuruş hızı ve kuvvetinin hassas bir şekilde ayarlanmasına imkân verir. Bu sayede, ince saclardan kalın ve sert metal parçalarına kadar farklı malzemeler üzerinde güvenli ve kontrollü bir şekillendirme sağlanır. Hız ve kuvvet kontrolü, aynı zamanda üretim hatasızlığı ve tolerans uyumunu garanti eder.
Besleme sistemi, metal form verme eksantrik preslerde yüksek hassasiyet gerektirir. Malzeme, kalıp istasyonlarına milimetrik doğrulukla beslenir ve her vuruşta doğru pozisyonda kalması sağlanır. Servo kontrollü besleme sistemleri, malzeme uzunluğunu, kalınlığını ve üretim hızını dikkate alarak otomatik olarak pozisyon ayarlaması yapar. Bu özellik, özellikle seri üretim uygulamalarında verimliliği artırır ve fire oranını düşürür.
Enerji verimliliği, modern eksantrik preslerde önemli bir avantajdır. Presin eksantrik mekanizması, kinetik enerjiyi optimize ederek kısa süreli yüksek kuvvet vuruşlarını mümkün kılar. Bazı sistemlerde kinetik enerji geri kazanımı uygulanır; vuruşlardan açığa çıkan enerji tekrar sisteme kazandırılarak enerji tasarrufu sağlanır ve mekanik bileşenlerin ömrü uzatılır.
Kalite kontrol sistemleri, metal form verme eksantrik preslerde üretim standardını korumak için entegre edilmiştir. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutsal ölçümlerini, delik pozisyonlarını, bükme açılarını ve yüzey kalitesini anlık olarak izler. Bu sayede, tolerans dışı parçalar hızlıca tespit edilir ve üretim hattında gerekli düzeltmeler yapılır.
Sonuç olarak, metal form verme için kullanılan eksantrik presler, yüksek kuvvet kapasitesi, hassas kalıp uygulamaları, servo kontrollü besleme ve enerji optimizasyonu ile modern üretimin vazgeçilmez makinelerindendir. Otomotiv yan sanayi, beyaz eşya, elektronik ve endüstriyel metal parçaların üretiminde üretim sürekliliğini sağlar, maliyetleri düşürür ve yüksek kalite standartlarını korur.
Metal form verme eksantrik preslerde çok istasyonlu kalıp kullanımı, hız ve vuruş optimizasyonu ile dijital üretim yönetimi, üretim süreçlerinde verimliliği, kaliteyi ve üretim sürekliliğini maksimum seviyeye çıkarmak için kritik öneme sahiptir. Çok istasyonlu kalıplar, presin her vuruşunda birden fazla işlem gerçekleştirebilmesine imkân verir; örneğin, bir vuruşta kesme, bükme, delme veya sıvama işlemleri aynı anda yapılabilir. Bu yaklaşım, üretim süresini kısaltır, iş gücü ihtiyacını azaltır ve parça başına maliyeti düşürür. Aynı zamanda malzeme üzerinde oluşan deformasyonun eşit ve kontrollü dağılımını sağlayarak üretim kalitesini artırır.
Hız ve vuruş optimizasyonu, presin her malzeme tipi ve kalınlığı için doğru kuvveti uygulayabilmesini sağlar. Servo motor veya frekans kontrollü sistemler sayesinde presin vuruş hızı ve uyguladığı kuvvet dinamik olarak ayarlanabilir. İnce saclar veya hassas metal parçalar için daha düşük hızda ve kontrollü kuvvette vuruş uygulanırken, kalın ve sert malzemeler için hız ve kuvvet artırılarak üretim süreci optimize edilir. Bu kontrol, üretim hatasızlığını ve malzeme verimliliğini artırır, tolerans sapmalarını minimize eder.
Dijital üretim yönetimi, metal form verme eksantrik preslerin verilerini merkezi bir platformda toplayarak üretim süreçlerini gerçek zamanlı izleme ve optimize etme imkânı sağlar. Vuruş sayısı, uygulanan kuvvet, besleme pozisyonu, enerji tüketimi ve kalite ölçümleri gibi parametreler dijital olarak kaydedilir. Makine öğrenmesi ve yapay zekâ algoritmaları, bu verileri analiz ederek olası arızaları, kalite sapmalarını ve enerji kayıplarını önceden öngörür. Sistem, operatörleri uyarır veya parametreleri otomatik olarak optimize ederek üretim verimliliğini artırır.
Robotik besleme ve boşaltma sistemleri, çok istasyonlu kalıp ve dijital yönetim ile entegre çalışır. Malzeme, robotik kollar aracılığıyla kalıp istasyonlarına hassas bir şekilde yönlendirilir ve işlenen parçalar sonraki üretim aşamasına veya paketleme hattına hatasız bir şekilde aktarılır. Bu entegrasyon, üretim hattında kesintisiz akışı ve yüksek hızda üretimi mümkün kılar.
Enerji yönetimi de dijital üretim yönetimi ile entegre edilmiştir. Eksantrik mekanizma ve servo motorlar, vuruş hızı, yük ve malzeme tipine göre enerji kullanımını optimize eder. Kinetik enerji geri kazanım sistemleri, pres vuruşlarından açığa çıkan enerjiyi tekrar sisteme kazandırarak enerji verimliliğini artırır ve mekanik bileşenlerin ömrünü uzatır.
Kalite kontrol sistemleri, üretim standardını sürekli yüksek seviyede tutmak için dijital üretim yönetimi ile entegre çalışır. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutlarını, delik pozisyonlarını, bükme açılarını ve yüzey kalitesini anlık olarak izler. Yapay zekâ destekli analizler, tolerans dışı parçaları tespit ederek üretim hattında otomatik düzeltmelerin uygulanmasını sağlar. Bu sayede fire oranı minimum seviyeye indirilir ve üretim kalitesi korunur.
Sonuç olarak, metal form verme eksantrik preslerde çok istasyonlu kalıp kullanımı, hız ve vuruş optimizasyonu ile dijital üretim yönetimi, modern üretim süreçlerinin vazgeçilmez unsurlarıdır. Bu sistemler, otomotiv yan sanayi, beyaz eşya, elektronik ve endüstriyel metal parçaların üretiminde üretim sürekliliğini sağlar, maliyetleri düşürür ve kalite standartlarını maksimum seviyede korur.
Metal form verme eksantrik preslerde prediktif bakım, sensör tabanlı izleme ve veri tabanlı üretim optimizasyonu, üretim hattının güvenilirliğini ve verimliliğini maksimum seviyeye çıkaran kritik süreçlerdir. Prediktif bakım, presin mekanik ve elektronik bileşenlerindeki potansiyel arızaları, üretim kesintisi oluşmadan önce tespit etmeyi hedefler. Bu yaklaşım, plansız duruşları minimize eder, bakım maliyetlerini düşürür ve presin uzun ömürlü çalışmasını garanti eder. Özellikle eksantrik mekanizma, kalıp modülleri, rulmanlar ve servo motorlar gibi yüksek yüke maruz kalan bileşenlerde prediktif bakım stratejileri büyük önem taşır.
Sensör tabanlı izleme, presin titreşim, sıcaklık, yük ve hareket verilerini anlık olarak kaydeder. Eksantrik kol, kalıp istasyonları, malzeme besleme mekanizması ve motorlardan gelen veriler sürekli olarak analiz edilir. Bu veriler sayesinde, rulmanlarda aşınma, kalıp deformasyonu veya motor yüklenmesindeki anormallikler erken aşamada tespit edilir. Örneğin, bir rulmanda normalin üzerinde sıcaklık veya titreşim algılandığında sistem operatörü uyarır ve bakım planlaması yapılabilir. Böylece üretim kesintileri önlenir ve üretim hattı güvenli şekilde çalışır.
Veri tabanlı üretim optimizasyonu, presin her vuruşundan elde edilen verilerin merkezi bir sistemde analiz edilmesini sağlar. Uygulanan kuvvet, vuruş hızı, besleme pozisyonu ve enerji tüketimi gibi parametreler dijital olarak kaydedilir. Yapay zekâ ve makine öğrenmesi algoritmaları, bu verileri değerlendirerek presin çalışma parametrelerini optimize eder. Örneğin, malzeme tipine ve kalınlığına göre vuruş hızı ve kuvvet otomatik olarak ayarlanır; bu sayede hem üretim hızı artırılır hem de parçaların kalite standartları korunur.
Enerji yönetimi de prediktif bakım ve veri tabanlı optimizasyon ile entegre çalışır. Servo motorlar ve eksantrik mekanizma, vuruş hızı, yük durumu ve malzeme tipine göre enerji kullanımını optimize eder. Kinetik enerji geri kazanım sistemleri, pres vuruşlarından açığa çıkan enerjiyi tekrar sisteme kazandırarak enerji tasarrufu sağlar ve mekanik bileşenlerin ömrünü uzatır. Bu yaklaşım, enerji maliyetlerini düşürürken presin uzun süre yüksek performansla çalışmasını sağlar.
Kalite kontrol sistemleri, prediktif bakım ve veri tabanlı optimizasyon ile entegre edilmiştir. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutsal ölçümlerini, delik pozisyonlarını, bükme açılarını ve yüzey kalitesini sürekli olarak izler. Yapay zekâ algoritmaları, tolerans dışı parçaları tespit ederek üretim hattında otomatik düzeltmelerin uygulanmasını sağlar. Bu sayede fire oranı minimize edilir ve üretim kalitesi sürekli yüksek seviyede tutulur.
Sonuç olarak, metal form verme eksantrik preslerde prediktif bakım, sensör tabanlı izleme ve veri tabanlı üretim optimizasyonu, üretim süreçlerini tamamen güvenli, verimli ve yüksek kaliteli bir şekilde yönetmeyi mümkün kılar. Bu presler, otomotiv yan sanayi, beyaz eşya, elektronik ve endüstriyel metal parçaların üretiminde üretim sürekliliğini garanti eder, maliyetleri düşürür ve kalite standartlarını maksimum seviyede korur.
Metal form verme eksantrik preslerde çok istasyonlu otomasyon hatları, robotik entegrasyon ve gerçek zamanlı üretim yönetimi, modern üretim tesislerinde verimlilik, kalite ve esnekliği maksimum seviyeye çıkaran kritik unsurlardır. Çok istasyonlu otomasyon hatları, presin her vuruşunda birden fazla işlem yapılmasına imkân tanır. Örneğin, bir malzeme parçası aynı anda kesme, bükme, delme ve sıvama işlemlerinden geçebilir. Bu yaklaşım, üretim süresini önemli ölçüde kısaltır, iş gücü ihtiyacını azaltır ve parça başına maliyeti düşürür. Ayrıca malzemenin deformasyonu eşit ve kontrollü bir şekilde dağıtılır, bu da ürün kalitesini artırır ve tolerans sapmalarını minimize eder.
Robotik entegrasyon, otomasyon hatlarının verimliliğini daha da artırır. Malzeme besleme, kalıp yerleştirme ve işlenmiş parçaların boşaltılması robotik kollar veya otomatik taşıma sistemleri aracılığıyla gerçekleştirilir. Bu sistemler, malzemeyi milimetrik doğrulukla pres istasyonlarına yönlendirir ve parçaların hat boyunca kaymadan veya yanlış pozisyonda hareket etmesini engeller. Robotlar, yüksek hızda çalışan preslerde oluşabilecek malzeme kaymaları veya deformasyon risklerini minimize ederek üretim doğruluğunu garanti eder.
Gerçek zamanlı üretim yönetimi, presin performansını sürekli izleyerek üretim süreçlerinin optimize edilmesini sağlar. Vuruş sayısı, uygulanan kuvvet, besleme pozisyonu, enerji tüketimi ve kalite ölçümleri gibi parametreler dijital olarak kaydedilir. Makine öğrenmesi ve yapay zekâ algoritmaları, bu verileri analiz ederek olası arızaları, üretim gecikmelerini veya kalite sapmalarını önceden öngörür. Sistem, operatöre gerçek zamanlı uyarılar gönderir veya parametreleri otomatik olarak ayarlayarak üretim verimliliğini artırır.
Enerji yönetimi, robotik entegrasyon ve otomasyon hatları ile entegre çalışır. Servo motorlar ve eksantrik mekanizma, vuruş hızı, yük durumu ve malzeme tipine göre enerji kullanımını optimize eder. Kinetik enerji geri kazanım sistemleri, pres vuruşlarından açığa çıkan enerjiyi tekrar sisteme kazandırarak enerji tasarrufu sağlar ve mekanik bileşenlerin ömrünü uzatır. Bu yöntem, hem enerji maliyetlerini düşürür hem de presin uzun süre yüksek performansla çalışmasını mümkün kılar.
Kalite kontrol sistemleri, otomasyon ve robotik entegrasyon ile entegre çalışarak üretim standardını yüksek seviyede tutar. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutsal ölçümlerini, delik pozisyonlarını, bükme açılarını ve yüzey kalitesini anlık olarak izler. Yapay zekâ destekli analizler, tolerans dışı parçaları tespit ederek üretim hattında otomatik düzeltmelerin yapılmasını sağlar. Bu sistem, fire oranını minimuma indirir ve üretim kalitesini sürekli yüksek seviyede korur.
Sonuç olarak, metal form verme eksantrik preslerde çok istasyonlu otomasyon hatları, robotik entegrasyon ve gerçek zamanlı üretim yönetimi, modern üretim süreçlerini tamamen optimize edilmiş, güvenli ve yüksek verimli bir şekilde yönetmeyi mümkün kılar. Bu presler, otomotiv yan sanayi, beyaz eşya, elektronik ve endüstriyel metal parçaların üretiminde üretim sürekliliğini garanti eder, maliyetleri düşürür ve kalite standartlarını maksimum seviyede korur.
İstersen bir sonraki aşamada sana metal form verme eksantrik preslerde Endüstri 4.0 tabanlı veri analitiği, üretim simülasyonu ve dijital ikiz uygulamaları konularını detaylı şekilde aktarabilirim.
Eksantrik Transfer Pres
Eksantrik transfer presler, özellikle seri üretim süreçlerinde kullanılan ve birden fazla işlem istasyonunu aynı makine üzerinde entegre eden özel pres türleridir. Bu presler, metal sac veya parçaların yüksek hassasiyetle şekillendirilmesi, kesilmesi, bükülmesi, delinmesi veya sıvama işlemlerinin bir zincirleme şekilde gerçekleştirilmesini sağlar. “Transfer” sistemi, malzemenin bir istasyondan diğerine otomatik olarak ve milimetrik hassasiyetle aktarılmasını mümkün kılar; bu sayede üretim hattında duraklama yaşanmadan sürekli ve yüksek hızlı üretim gerçekleştirilir.
Eksantrik transfer preslerin mekanik yapısı, klasik eksantrik preslerin temel prensiplerini taşır, ancak üzerine eklenen transfer mekanizması sayesinde çok istasyonlu üretim kapasitesine ulaşır. Presin eksantrik mekanizması, motor veya tahrik sistemi tarafından üretilen dönme hareketini lineer vuruş hareketine çevirir ve bu vuruşlar, kalıp istasyonları üzerinde metal parçaya uygulanacak kuvveti sağlar. Transfer sistemi ise parçaları her vuruşta bir sonraki kalıp istasyonuna taşır; bu işlem hem hassas hem de hızlı bir şekilde gerçekleşir, böylece üretim verimliliği ve doğruluğu maksimum seviyeye çıkar.
Bu preslerde kalıp tasarımı çok kritiktir. Her istasyon, farklı bir işlem gerçekleştirir; bir istasyonda kesme, diğerinde bükme veya delme yapılabilir. Kalıplar, metal parça üzerinde eşit deformasyon uygulanacak şekilde tasarlanır ve presin yüksek kuvvet kapasitesi sayesinde kalıp işlevi her vuruşta eksiksiz uygulanır. Bu yapı, özellikle otomotiv parçaları, beyaz eşya komponentleri ve endüstriyel metal parçaların seri üretiminde yüksek kalite ve tekrarlanabilirlik sağlar.
Besleme sistemi ve transfer mekanizması, presin verimliliğini doğrudan etkileyen unsurlardır. Servo motor veya hidrolik kontrollü transfer sistemleri, malzemeyi istasyonlar arasında milimetrik doğrulukla taşır ve her vuruşta parçaların doğru pozisyonda olmasını garanti eder. Bu sayede üretim hatasızlığı sağlanır ve fire oranı minimum seviyeye indirilir. Aynı zamanda malzeme beslemesi ve transfer hızı, üretim hattının genel hızına uygun olarak optimize edilir.
Enerji verimliliği, modern eksantrik transfer preslerde önemlidir. Presin eksantrik mekanizması, kısa süreli yüksek kuvvet vuruşlarını enerji kaybı minimum olacak şekilde uygular. Bazı sistemlerde kinetik enerji geri kazanım mekanizmaları kullanılarak, vuruşlardan açığa çıkan enerji tekrar sisteme kazandırılır; bu sayede enerji tasarrufu sağlanır ve mekanik bileşenlerin ömrü uzar.
Kalite kontrol sistemleri, eksantrik transfer preslerde üretim standardını yüksek seviyede tutmak için entegre edilmiştir. Optik sensörler, lazer ölçüm cihazları ve kameralar, parçaların boyutsal ölçümlerini, bükme açılarını ve delik pozisyonlarını sürekli olarak izler. Üretim sırasında oluşabilecek sapmalar veya tolerans dışı parçalar, gerçek zamanlı olarak tespit edilir ve sistem tarafından otomatik olarak düzeltme veya uyarı mekanizması çalıştırılır. Bu sayede seri üretimde kalite standartları sürekli korunur.
Sonuç olarak, eksantrik transfer presler, çok istasyonlu kalıp kullanımı, hassas transfer mekanizmaları ve enerji verimliliği ile modern metal form verme süreçlerinde yüksek hız, kalite ve üretim sürekliliği sağlar. Otomotiv yan sanayi, beyaz eşya, elektronik ve endüstriyel metal parça üretiminde tercih edilen bu presler, maliyetleri düşürür, fire oranını azaltır ve üretim süreçlerinin maksimum performansla yürütülmesine imkân tanır.
Eksantrik transfer preslerde Endüstri 4.0 entegrasyonu, dijital ikiz uygulamaları ve gerçek zamanlı üretim optimizasyonu, modern üretim tesislerinde verimlilik, kalite ve süreç şeffaflığını artıran ileri teknolojilerdir. Bu presler, klasik eksantrik prensibi ve çok istasyonlu transfer sistemlerini dijital veri yönetimi ve otomasyon ile birleştirerek, üretim hattının tamamen optimize edilmesini sağlar. Her bir üretim adımı, sensörler ve veri toplama sistemleri ile sürekli izlenir; bu sayede üretim süreçlerinde olası aksaklıklar veya kalite sapmaları önceden tespit edilebilir.
Dijital ikiz uygulamaları, eksantrik transfer preslerin fiziksel ve operasyonel davranışlarını sanal ortamda simüle ederek gerçek zamanlı takip imkânı sunar. Presin vuruş sayısı, kuvvet uygulaması, kalıp istasyonu hareketleri, malzeme besleme ve transfer mekanizması gibi tüm parametreler dijital ikiz üzerinde modellenir. Bu sayede üretim senaryoları önceden test edilebilir, potansiyel hatalar öngörülebilir ve üretim süreçleri optimize edilebilir. Dijital ikiz, ayrıca presin bakım ihtiyaçlarını ve mekanik aşınmalarını da simüle ederek prediktif bakım stratejilerinin oluşturulmasına katkı sağlar.
Gerçek zamanlı üretim optimizasyonu, eksantrik transfer presin performansını sürekli izleyerek üretim hızını, enerji kullanımını ve kalite parametrelerini maksimum seviyeye çıkarır. Sensörler, presin eksantrik mekanizmasındaki titreşim, sıcaklık, vuruş kuvveti, malzeme besleme doğruluğu ve kalıp pozisyonları gibi kritik verileri toplar. Bu veriler merkezi bir üretim yönetim sisteminde analiz edilir ve yapay zekâ destekli algoritmalar aracılığıyla presin parametreleri otomatik olarak optimize edilir. Örneğin, malzeme tipi veya kalınlığı değiştiğinde vuruş kuvveti ve hız otomatik olarak ayarlanır, böylece üretim hatası veya malzeme fire oranı minimize edilir.
Robotik entegrasyon, Endüstri 4.0 altyapısı ile birleştiğinde presin verimliliğini daha da artırır. Malzeme besleme, kalıp yerleştirme ve işlenmiş parçaların boşaltılması robotik kollar aracılığıyla gerçekleştirildiğinden, üretim hattında insan kaynaklı hatalar ve duraklamalar büyük ölçüde azalır. Robotlar, malzemeyi pres istasyonlarına milimetrik hassasiyetle yönlendirir ve işlem sırasında deformasyon riskini minimuma indirir. Bu sistemler, seri üretimde yüksek hız ve yüksek kaliteyi garanti eder.
Enerji yönetimi, dijital veri analitiği ve robotik sistemlerle entegre edilmiştir. Servo motorlar ve eksantrik mekanizma, vuruş hızı, yük durumu ve malzeme tipine göre enerji kullanımını optimize eder. Kinetik enerji geri kazanım sistemleri, vuruşlardan açığa çıkan enerjiyi tekrar sisteme kazandırarak enerji verimliliğini artırır ve mekanik bileşenlerin ömrünü uzatır. Bu yöntem, hem enerji maliyetlerini düşürür hem de presin uzun süre yüksek performansla çalışmasını sağlar.
Kalite kontrol süreçleri, Endüstri 4.0 tabanlı veri toplama ve analiz sistemleri ile entegre çalışır. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutlarını, delik pozisyonlarını, bükme açılarını ve yüzey kalitesini sürekli olarak izler. Yapay zekâ algoritmaları, tolerans dışı parçaları tespit ederek üretim hattında otomatik düzeltmelerin uygulanmasını sağlar. Bu yaklaşım, fire oranını minimuma indirir ve üretim kalitesini sürekli yüksek seviyede tutar.
Sonuç olarak, eksantrik transfer preslerde Endüstri 4.0 entegrasyonu, dijital ikiz uygulamaları ve gerçek zamanlı üretim optimizasyonu, modern üretim süreçlerini tamamen kontrol edilebilir, verimli ve yüksek kaliteli bir hale getirir. Bu presler, otomotiv yan sanayi, beyaz eşya, elektronik ve endüstriyel metal parça üretiminde üretim sürekliliğini garanti eder, maliyetleri düşürür ve kalite standartlarını maksimum seviyede korur.
Eksantrik transfer preslerde ileri seviye bakım stratejileri, sensör tabanlı performans izleme ve üretim hatası önleme teknikleri, presin güvenilirliğini, üretim sürekliliğini ve kaliteyi maksimum seviyeye çıkarmak için kritik öneme sahiptir. Bu preslerde mekanik ve elektronik bileşenler, yüksek kuvvet ve sürekli çalışmaya maruz kaldığından, planlı ve öngörülebilir bakım stratejileri üretim verimliliği açısından hayati önem taşır. İleri seviye bakım, sadece rutin kontrolleri değil, aynı zamanda sensörler aracılığıyla gerçek zamanlı izlemeyi ve veri analizini içerir.
Sensör tabanlı performans izleme sistemleri, eksantrik kol, kalıp istasyonları, rulmanlar, servo motorlar ve transfer mekanizmasından gelen titreşim, sıcaklık, yük ve pozisyon verilerini sürekli kaydeder. Bu veriler, presin çalışma koşullarındaki sapmaları veya anormallikleri önceden tespit etmeye imkân sağlar. Örneğin, bir rulmanda normalin üzerinde titreşim algılandığında sistem, potansiyel bir arızayı önceden bildirir ve bakım ekiplerinin müdahale etmesine olanak tanır. Bu sayede plansız duruşlar minimize edilir ve üretim hattının kesintisiz çalışması sağlanır.
Üretim hatası önleme teknikleri, presin operasyonel parametrelerini optimize ederek hatalı ürün oluşumunu engeller. Hız, kuvvet, vuruş pozisyonu ve malzeme besleme gibi kritik parametreler, sensör verileri ve yapay zekâ algoritmaları ile gerçek zamanlı olarak analiz edilir. Malzeme tipi veya kalınlığı değiştiğinde sistem otomatik olarak vuruş kuvvetini, hızı ve transfer pozisyonunu ayarlar. Bu kontrol mekanizması, hem üretim doğruluğunu artırır hem de malzeme fire oranını minimuma indirir.
Enerji yönetimi, ileri seviye bakım ve performans izleme ile entegre çalışır. Servo motorlar ve eksantrik mekanizma, vuruş hızı, yük ve malzeme tipine göre enerji kullanımını optimize eder. Kinetik enerji geri kazanım sistemleri, pres vuruşlarından açığa çıkan enerjiyi tekrar sisteme kazandırır. Bu sayede enerji tasarrufu sağlanırken, mekanik bileşenlerin ömrü de uzar.
Kalite kontrol süreçleri, ileri seviye bakım ve sensör tabanlı izleme sistemleriyle bütünleşiktir. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutsal ölçümlerini, bükme açılarını, delik pozisyonlarını ve yüzey kalitesini sürekli olarak izler. Yapay zekâ destekli analizler, tolerans dışı parçaları tespit ederek üretim hattında otomatik düzeltmeler yapılmasını sağlar. Bu sayede fire oranı minimuma indirilir ve üretim kalitesi sürekli yüksek seviyede tutulur.
Ayrıca, veri tabanlı üretim optimizasyonu sayesinde eksantrik transfer presin tüm operasyonel parametreleri merkezi bir platformdan yönetilir. Vuruş sayısı, kalıp istasyonu durumu, enerji tüketimi ve kalite ölçümleri gibi bilgiler sürekli olarak kaydedilir. Bu veriler, presin performansını analiz etmek, bakım zamanlamasını optimize etmek ve üretim hattındaki darboğazları önceden öngörmek için kullanılır.
Sonuç olarak, eksantrik transfer preslerde ileri seviye bakım stratejileri, sensör tabanlı performans izleme ve üretim hatası önleme teknikleri, presin güvenilir, verimli ve yüksek kaliteli bir şekilde çalışmasını sağlar. Bu presler, otomotiv yan sanayi, beyaz eşya, elektronik ve endüstriyel metal parçaların üretiminde üretim sürekliliğini garanti eder, maliyetleri düşürür ve kalite standartlarını maksimum seviyede korur.
Eksantrik transfer preslerde malzeme akış optimizasyonu, kalıp istasyonu yönetimi ve üretim hattı simülasyonu, modern metal form verme süreçlerinde verimliliği ve kaliteyi en üst seviyeye çıkarmak için kritik öneme sahiptir. Malzeme akış optimizasyonu, pres hattına giren metal sac veya parçaların doğru sırayla, doğru pozisyonda ve minimum gecikme ile istasyonlara ulaştırılmasını sağlar. Bu işlem, otomatik besleme sistemleri, robotik kollar ve konveyör mekanizmaları aracılığıyla gerçekleştirilir. Malzemenin hat boyunca kaymadan, dönmeden veya yanlış pozisyona gelmeden aktarılması, presin her vuruşunda doğru kuvvet ve işlem uygulanmasını garanti eder.
Kalıp istasyonu yönetimi, çok istasyonlu eksantrik transfer preslerin verimliliği için merkezi bir unsurdur. Her istasyon, farklı bir işlem için tasarlanmış kalıplarla donatılır; örneğin bir istasyon kesme, diğer istasyon bükme veya delme işlemini gerçekleştirir. Kalıp istasyonu yönetimi, hangi malzemenin hangi istasyona aktarılacağını, kalıp değişim zamanlarını ve bakım periyotlarını dijital olarak takip eder. Böylece üretim hattında duraksamalar minimuma iner ve kalıp aşınmaları önceden öngörülerek planlı bakım uygulanabilir. Kalıpların yüksek hassasiyetle konumlandırılması, parçaların boyutsal doğruluğunu ve tekrarlanabilirliğini garanti eder.
Üretim hattı simülasyonu, presin tüm operasyonel sürecini sanal ortamda modelleyerek üretim planlamasına olanak tanır. Bu simülasyon, malzeme akışını, kalıp istasyonu sıralarını, vuruş sayısını ve enerji tüketimini analiz eder. Üretim senaryoları önceden test edilerek olası darboğazlar, hatalar veya malzeme kayıpları öngörülür. Simülasyon sayesinde, presin çalışma parametreleri optimize edilir ve üretim sürecinde kesintisiz, yüksek hızlı ve hatasız üretim sağlanır. Dijital simülasyon ayrıca operatörlere eğitim imkânı sunar ve yeni üretim hatlarının devreye alınması sırasında riskleri minimize eder.
Sensör tabanlı izleme sistemleri, malzeme akışı ve kalıp istasyonu yönetimi ile entegre çalışarak üretim sürecini sürekli olarak kontrol eder. Malzemenin istasyonlara doğru ve zamanında ulaşması, eksantrik vuruşlar sırasında doğru kuvvet uygulanması ve kalıp istasyonlarının düzgün çalışması, üretim kalitesini doğrudan etkiler. Titreşim, sıcaklık, yük ve pozisyon sensörlerinden gelen veriler, presin performansını anlık olarak izler ve olası sapmaları hemen bildirir. Yapay zekâ algoritmaları, verileri analiz ederek üretim parametrelerini optimize eder ve hata olasılığını en aza indirir.
Enerji yönetimi, malzeme akışı ve üretim hattı simülasyonu ile entegre şekilde çalışır. Servo motorlar ve eksantrik mekanizma, malzemenin özelliklerine ve işlem gereksinimlerine göre vuruş hızı ve kuvveti optimize eder. Kinetik enerji geri kazanımı sistemleri, vuruşlardan açığa çıkan enerjiyi tekrar sisteme kazandırarak enerji verimliliğini artırır ve mekanik bileşenlerin ömrünü uzatır. Bu, hem maliyetleri düşürür hem de presin uzun süre yüksek performansla çalışmasını sağlar.
Sonuç olarak, eksantrik transfer preslerde malzeme akış optimizasyonu, kalıp istasyonu yönetimi ve üretim hattı simülasyonu, üretim süreçlerini tamamen optimize edilmiş, güvenli ve yüksek verimli bir hale getirir. Bu presler, otomotiv yan sanayi, beyaz eşya, elektronik ve endüstriyel metal parçaların üretiminde üretim sürekliliğini garanti eder, maliyetleri düşürür, fire oranını minimize eder ve kalite standartlarını maksimum seviyede korur.
İstersen bir sonraki aşamada sana eksantrik transfer preslerde gerçek zamanlı üretim izleme, IoT entegrasyonu ve veri odaklı süreç iyileştirme teknikleri konularını detaylı şekilde aktarabilirim.
Kademeli Kalıplı Eksantrik Pres
Kademeli kalıplı eksantrik presler, metal form verme ve şekillendirme işlemlerinde yüksek hassasiyet ve üretim verimliliği sağlayan özel pres türleridir. Bu presler, tek bir kalıp içerisinde birden fazla işlem basamağını ardışık olarak gerçekleştirir. Kademeli kalıp sistemi, metal parça üzerinde kesme, bükme, delme, sıvama veya şekillendirme işlemlerinin her vuruşta adım adım uygulanmasına olanak tanır. Böylece her işlem basamağı, malzeme üzerinde kontrollü ve eşit deformasyon sağlayacak şekilde optimize edilir, üretim kalitesi maksimum seviyeye çıkarılır.
Kademeli kalıplı eksantrik preslerde mekanik yapı, klasik eksantrik pres prensiplerine dayanır ancak kalıbın içindeki her basamak, presin vuruşu ile senkronize şekilde çalışacak biçimde tasarlanmıştır. Eksantrik mekanizma, motor veya tahrik sistemi tarafından üretilen dönme hareketini lineer vuruş hareketine dönüştürür. Her vuruşta kalıp içerisindeki bir işlem basamağı tamamlanırken, malzeme bir sonraki basamağa ilerler. Bu düzen, presin tek bir döngüsünde çok aşamalı işlem yapılmasını sağlar ve üretim süresini önemli ölçüde kısaltır.
Kademeli kalıplı preslerde kalıp tasarımı kritik öneme sahiptir. Kalıp içerisindeki her basamak, malzemenin özellikleri ve kalınlığına göre özel olarak tasarlanır. Bu sayede her işlem basamağında gerekli kuvvet ve hareket uygulanır, parçaların boyutsal doğruluğu ve tekrarlanabilirliği sağlanır. Özellikle otomotiv yan sanayi, beyaz eşya ve endüstriyel metal parça üretiminde, kademeli kalıplar yüksek üretim hızı ve düşük hata oranı ile tercih edilir.
Besleme sistemi, kademeli kalıplı eksantrik presin verimliliğini doğrudan etkiler. Malzeme, pres kalıbına doğru hizalanmış şekilde beslenir ve her vuruşta bir sonraki kalıp basamağına ilerler. Servo motor veya mekanik besleme sistemleri, malzemenin pozisyonunu hassas şekilde kontrol eder, böylece her işlem basamağı hatasız şekilde tamamlanır. Malzeme beslemesindeki doğruluk, presin üretim kalitesini ve fire oranını doğrudan etkiler.
Enerji yönetimi, kademeli kalıplı preslerde hem maliyet hem de mekanik dayanıklılık açısından önemlidir. Eksantrik mekanizma, kısa süreli yüksek kuvvet vuruşlarını enerji kaybı minimum olacak şekilde uygular. Bazı modern sistemlerde kinetik enerji geri kazanımı kullanılarak vuruşlardan açığa çıkan enerji tekrar sisteme kazandırılır, böylece enerji tasarrufu sağlanır ve mekanik bileşenlerin ömrü uzar.
Kalite kontrol sistemleri, kademeli kalıplı preslerde üretim standardını yüksek seviyede tutmak için entegre edilmiştir. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutsal ölçümlerini, delik pozisyonlarını, bükme açılarını ve yüzey kalitesini sürekli izler. Bu verilerle tolerans dışı parçalar tespit edilir ve üretim hattında anlık düzeltmeler uygulanır, böylece fire oranı minimum seviyeye iner ve kalite sürekli korunur.
Sonuç olarak, kademeli kalıplı eksantrik presler, ardışık işlem basamakları ile metal parçaların hassas, hızlı ve yüksek kaliteli bir şekilde şekillendirilmesini sağlar. Bu presler, otomotiv yan sanayi, beyaz eşya ve endüstriyel metal parça üretiminde üretim sürekliliğini garanti eder, maliyetleri düşürür ve kalite standartlarını maksimum seviyede korur.
Kademeli kalıplı eksantrik preslerde prediktif bakım, sensör tabanlı izleme ve Endüstri 4.0 tabanlı üretim optimizasyonu, presin güvenilirliğini artırmak, üretim verimliliğini maksimize etmek ve kaliteyi sürekli yüksek seviyede tutmak için kritik öneme sahiptir. Prediktif bakım stratejisi, presin mekanik ve elektronik bileşenlerindeki potansiyel arızaları üretim kesintisi oluşmadan önce tespit etmeyi hedefler. Eksantrik mekanizma, kalıp basamakları, rulmanlar, servo motorlar ve malzeme besleme sistemleri gibi yüksek yüke maruz kalan bileşenler, sensörler aracılığıyla sürekli izlenir. Bu sayede aşınma, titreşim veya sıcaklık anormallikleri erken aşamada tespit edilir ve bakım işlemleri planlı bir şekilde gerçekleştirilir, plansız duruşlar minimize edilir.
Sensör tabanlı izleme sistemleri, kademeli kalıplı presin performansını gerçek zamanlı olarak takip eder. Vuruş sayısı, uygulanan kuvvet, kalıp basamağı pozisyonları, malzeme besleme doğruluğu, rulman sıcaklığı ve titreşim verileri sürekli olarak kaydedilir. Bu veriler, yapay zekâ ve makine öğrenmesi algoritmalarıyla analiz edilir ve presin operasyonel parametreleri otomatik olarak optimize edilir. Örneğin, malzeme kalınlığı veya tipi değiştiğinde vuruş kuvveti ve hızı sistem tarafından otomatik ayarlanır; böylece her basamakta eşit ve kontrollü deformasyon sağlanır, üretim hataları ve fire oranı minimuma indirilir.
Endüstri 4.0 tabanlı üretim optimizasyonu, kademeli kalıplı preslerin dijital altyapısını kullanarak tüm üretim hattının izlenmesini ve yönetilmesini sağlar. Pres, robotik besleme sistemleri, transfer mekanizmaları ve kalite kontrol sensörleri ile entegre edilmiştir. Bu sistem, malzeme akışını, kalıp istasyonlarının durumunu ve üretim parametrelerini sürekli olarak takip eder. Operatörler, üretim sürecinin her aşamasını merkezi bir platformdan izleyebilir; olası darboğazlar, hatalar veya kalite sapmaları önceden tespit edilerek hızlı müdahale sağlanır.
Enerji verimliliği, kademeli kalıplı preslerde hem maliyet hem de mekanik dayanıklılık açısından önemli bir unsurdur. Eksantrik mekanizma ve servo motorlar, vuruş kuvveti ve hızını malzeme özelliklerine göre optimize eder. Kinetik enerji geri kazanım sistemleri, pres vuruşlarından açığa çıkan enerjiyi tekrar sisteme kazandırarak enerji tasarrufu sağlar ve mekanik bileşenlerin ömrünü uzatır. Bu yöntem, yüksek hızlı üretim sırasında enerji maliyetlerini düşürür ve presin uzun süre stabil bir şekilde çalışmasını mümkün kılar.
Kalite kontrol sistemleri, prediktif bakım ve sensör tabanlı izleme ile entegre şekilde çalışır. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutsal ölçümlerini, delik pozisyonlarını, bükme açılarını ve yüzey kalitesini sürekli olarak izler. Yapay zekâ algoritmaları, tolerans dışı parçaları tespit ederek üretim hattında anlık düzeltmelerin yapılmasını sağlar. Bu yaklaşım, fire oranını minimize eder ve üretim kalitesini sürekli yüksek seviyede korur.
Sonuç olarak, kademeli kalıplı eksantrik preslerde prediktif bakım, sensör tabanlı izleme ve Endüstri 4.0 tabanlı üretim optimizasyonu, presin güvenilir, verimli ve yüksek kaliteli bir şekilde çalışmasını sağlar. Bu presler, otomotiv yan sanayi, beyaz eşya, elektronik ve endüstriyel metal parçaların üretiminde üretim sürekliliğini garanti eder, maliyetleri düşürür ve kalite standartlarını maksimum seviyede korur.
Kademeli kalıplı eksantrik preslerde robotik entegrasyon, otomatik malzeme besleme ve çok istasyonlu üretim hatlarının tasarım ve yönetimi, modern üretim tesislerinde verimliliği ve kaliteyi artıran kritik unsurlardır. Robotik entegrasyon, malzeme besleme, kalıp yerleştirme, işlenmiş parçaların boşaltılması ve istasyonlar arası transfer işlemlerini otomatikleştirir. Robotik kollar, parçaları milimetrik hassasiyetle kalıp istasyonlarına yönlendirir ve işlemler sırasında malzeme kayması veya deformasyon riskini minimuma indirir. Bu sayede üretim hatasızlığı sağlanır ve yüksek hızda üretim mümkün hale gelir.
Otomatik malzeme besleme sistemleri, presin her vuruşunda parçaların doğru pozisyonda olmasını garanti eder. Servo motorlar veya hidrolik kontrollü besleme mekanizmaları, malzemenin kalıp istasyonuna tam olarak hizalanmasını sağlar ve üretim süresini optimize eder. Besleme sistemleri, malzeme tipine ve kalınlığına göre ayarlanabilir; böylece her işlem basamağı eşit kuvvetle ve kontrollü bir şekilde uygulanır. Bu sistemler, operatör müdahalesine olan ihtiyacı minimuma indirir ve üretim hattının kesintisiz çalışmasını sağlar.
Çok istasyonlu üretim hatları, kademeli kalıplı eksantrik presin kapasitesini maksimize eder. Birden fazla kalıp istasyonu, farklı işlem basamaklarını aynı hat üzerinde gerçekleştirir; örneğin bir istasyonda kesme, diğerinde bükme veya delme işlemleri yapılır. İstasyonlar arası malzeme transferi, robotik kollar ve otomatik taşıma sistemleri ile senkronize edilir. Bu yapı, üretim süresini önemli ölçüde kısaltır, iş gücü ihtiyacını azaltır ve parça başına maliyeti düşürür.
Tasarım ve yönetim açısından, üretim hattı parametreleri dijital olarak izlenir ve optimize edilir. Vuruş hızı, kuvvet uygulaması, malzeme besleme doğruluğu ve kalıp istasyonu durumu, sensörler aracılığıyla sürekli takip edilir. Gerçek zamanlı veri analizi sayesinde üretim hatası veya kalite sapmaları önceden tespit edilir ve otomatik düzeltme mekanizmaları devreye girer. Böylece fire oranı minimuma indirilir ve üretim kalitesi sürekli yüksek seviyede tutulur.
Enerji yönetimi, robotik entegrasyon ve çok istasyonlu hat tasarımı ile entegre şekilde çalışır. Eksantrik mekanizma ve servo motorlar, malzeme özelliklerine ve işlem gereksinimlerine göre vuruş kuvvetini ve hızını optimize eder. Kinetik enerji geri kazanımı sistemleri, pres vuruşlarından açığa çıkan enerjiyi tekrar sisteme kazandırarak enerji verimliliğini artırır ve mekanik bileşenlerin ömrünü uzatır. Bu yaklaşım, yüksek hızlı üretim sırasında maliyetleri düşürür ve presin uzun süre stabil çalışmasını sağlar.
Kalite kontrol sistemleri, robotik entegrasyon ve otomatik malzeme besleme ile entegre çalışır. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutsal ölçümlerini, delik pozisyonlarını, bükme açılarını ve yüzey kalitesini sürekli izler. Yapay zekâ algoritmaları, tolerans dışı parçaları tespit ederek üretim hattında otomatik düzeltmeler yapılmasını sağlar. Bu sayede hem fire oranı minimum seviyeye iner hem de üretim kalitesi sürekli yüksek tutulur.
Sonuç olarak, kademeli kalıplı eksantrik preslerde robotik entegrasyon, otomatik malzeme besleme ve çok istasyonlu üretim hattı tasarımı, modern üretim süreçlerini tamamen optimize edilmiş, güvenli, yüksek hızlı ve yüksek kaliteli bir şekilde yönetmeyi sağlar. Bu presler, otomotiv yan sanayi, beyaz eşya, elektronik ve endüstriyel metal parça üretiminde üretim sürekliliğini garanti eder, maliyetleri düşürür, fire oranını minimize eder ve kalite standartlarını maksimum seviyede korur.
Kademeli kalıplı eksantrik preslerde üretim verimliliğini artıran ileri veri analitiği, üretim simülasyonu ve dijital ikiz uygulamaları, modern metal şekillendirme süreçlerinde üretim kapasitesini ve kaliteyi en üst seviyeye çıkarmak için kritik öneme sahiptir. İleri veri analitiği, presin operasyonel parametrelerinden, malzeme besleme sistemlerinden, kalıp istasyonlarından ve kalite kontrol sensörlerinden gelen verilerin kapsamlı bir şekilde toplanması, işlenmesi ve analiz edilmesini kapsar. Bu analizler sayesinde üretim hattındaki darboğazlar, verimsiz kullanım noktaları ve olası kalite sapmaları tespit edilebilir. Ayrıca üretim performansının uzun vadeli trendleri gözlemlenerek, presin bakım ve operasyon planlaması daha etkin şekilde yapılabilir.
Üretim simülasyonu, kademeli kalıplı eksantrik presin tüm üretim sürecini sanal ortamda modelleyerek, malzeme akışı, kalıp istasyonu hareketleri, vuruş kuvvetleri ve üretim hızı gibi parametreleri analiz etmeye imkân tanır. Bu simülasyonlar, yeni ürünlerin üretim hatına entegrasyonu sırasında potansiyel hataların önceden görülmesini sağlar ve üretim süreçlerinde optimizasyon yapılmasına olanak verir. Simülasyon sayesinde ayrıca presin farklı malzeme türleri veya kalınlıklar ile nasıl performans göstereceği önceden test edilir, üretim riskleri minimize edilir ve proses değişiklikleri hızlı bir şekilde uygulanabilir.
Dijital ikiz uygulamaları, kademeli kalıplı eksantrik presin fiziksel ve operasyonel durumunun sanal bir kopyasını oluşturur. Dijital ikiz, presin tüm mekanik, elektriksel ve otomasyon bileşenlerini kapsar ve gerçek zamanlı veri akışı ile sürekli güncellenir. Bu sayede üretim sürecinin her aşaması detaylı olarak izlenebilir; presin çalışma performansı, kalıp aşınmaları, malzeme deformasyonları ve enerji kullanımı dijital ikiz üzerinden analiz edilebilir. Dijital ikiz ayrıca prediktif bakım ve optimizasyon için kullanılabilir; örneğin bir rulmandaki aşınma veya servo motor yükündeki artış erken aşamada tespit edilerek, plansız duruşlar önlenir ve üretim sürekliliği garanti edilir.
Bu üç teknolojinin entegrasyonu, kademeli kalıplı eksantrik presin yüksek verimlilik, kalite ve güvenilirlik ile çalışmasını sağlar. Veri analitiği sayesinde üretim hattı performansı sürekli iyileştirilir; simülasyon ile yeni ürünlerin ve malzeme tiplerinin üretim süreçlerine entegrasyonu risksiz hale gelir; dijital ikiz ise üretim süreçlerinin gerçek zamanlı takibini ve proaktif müdahaleyi mümkün kılar. Böylece pres, hem üretim hızını artırır hem de malzeme fire oranını düşürür.
Enerji yönetimi de bu sistemler ile entegre çalışır. Eksantrik mekanizma ve servo motorlar, malzeme türüne ve işlem gereksinimlerine göre vuruş kuvveti ve hızını optimize ederken, kinetik enerji geri kazanım sistemleri enerji tasarrufu sağlar. Bu sayede hem maliyetler düşer hem de presin mekanik bileşenlerinin ömrü uzar.
Kalite kontrol süreçleri, veri analitiği, simülasyon ve dijital ikiz ile entegre şekilde çalışır. Optik sensörler, lazer ölçüm cihazları ve yüksek çözünürlüklü kameralar, parçaların boyutsal ölçümlerini, delik pozisyonlarını, bükme açılarını ve yüzey kalitesini sürekli olarak izler. Yapay zekâ algoritmaları ile elde edilen analizler, tolerans dışı parçaları otomatik olarak tespit eder ve üretim hattında anlık düzeltmelerin yapılmasını sağlar. Bu sayede fire oranı minimum seviyede tutulur ve üretim kalitesi sürekli yüksek seviyede korunur.
Sonuç olarak, kademeli kalıplı eksantrik preslerde ileri veri analitiği, üretim simülasyonu ve dijital ikiz uygulamaları, modern üretim süreçlerini tamamen optimize edilmiş, güvenli, yüksek hızlı ve yüksek kaliteli bir şekilde yönetmeyi sağlar. Bu presler, otomotiv yan sanayi, beyaz eşya, elektronik ve endüstriyel metal parçaların üretiminde üretim sürekliliğini garanti eder, maliyetleri düşürür, fire oranını minimize eder ve kalite standartlarını maksimum seviyede korur.
İstersen bir sonraki aşamada sana kademeli kalıplı eksantrik preslerde yapay zekâ destekli kalite tahmini, üretim planlaması ve otomatik proses optimizasyonu konularını detaylı şekilde aktarabilirim.
Düşük Tonajlı Eksantrik Pres
Düşük tonajlı eksantrik presler, genellikle hafif metal parçaların kesme, bükme, delme ve şekillendirme işlemlerinde kullanılan, kompakt ve ekonomik yapıya sahip pres türleridir. Bu presler, yüksek tonajlı sanayi preslerine kıyasla daha küçük boyutlu, daha az enerji tüketen ve daha düşük üretim hacimli uygulamalara uygun şekilde tasarlanmıştır. Düşük tonajlı eksantrik presler, özellikle atölye tipi üretim, prototip üretimi, küçük seri üretim ve eğitim amaçlı üretim süreçlerinde sıkça tercih edilir.
Bu preslerin mekanik yapısı, klasik eksantrik prensibi ile çalışır; motor veya tahrik sistemi tarafından üretilen dönme hareketi, eksantrik kol aracılığıyla lineer vuruş hareketine dönüştürülür. Bu hareket, malzeme üzerinde kontrollü kuvvet uygulanmasını sağlar. Düşük tonajlı preslerde vuruş kuvveti sınırlı olduğundan, daha hassas işlemler ve ince sac işleme uygulamaları için idealdir. Ayrıca kompakt yapısı sayesinde sınırlı alanlarda çalışabilir ve taşınabilirlik açısından avantaj sağlar.
Düşük tonajlı eksantrik preslerde kalıp ve malzeme yönetimi, presin verimliliği ve üretim kalitesi açısından önemlidir. Kalıplar, presin tonaj kapasitesine uygun şekilde tasarlanır; bükme, kesme veya delme işlemlerinde malzemenin doğru pozisyonda tutulmasını sağlar. Malzeme beslemesi genellikle manuel veya basit mekanik besleme sistemleri ile gerçekleştirilir, ancak bazı modellerde servo kontrollü besleme sistemleri de bulunabilir. Bu sayede parçaların doğru hizalanması sağlanır ve her vuruşta işlem doğruluğu korunur.
Enerji tüketimi, düşük tonajlı eksantrik preslerin bir diğer avantajıdır. Küçük motor güçleri ve sınırlı vuruş kuvveti, enerji verimliliğini artırır ve işletme maliyetlerini düşürür. Mekanik olarak basit tasarımları, bakım ihtiyaçlarını ve arıza risklerini azaltır. Basit bakım ve kolay parça değişimi, atölye ortamında kullanım kolaylığı sağlar ve presin uzun ömürlü çalışmasına katkıda bulunur.
Kalite kontrol süreçleri, düşük tonajlı preslerde genellikle görsel denetim, ölçü aletleri ve temel hassas ölçüm cihazları ile gerçekleştirilir. Atölye ve küçük seri üretim uygulamalarında toleransların korunması için operatör kontrolü yeterli olabilir. Ancak daha gelişmiş modellerde, basit sensörler veya dijital göstergeler ile vuruş sayısı ve kuvvet takibi yapılabilir, böylece parçaların üretim kalitesi artırılır.
Düşük tonajlı eksantrik presler, kompakt ve ekonomik yapıları, düşük enerji tüketimi ve hassas işlem kapasitesi sayesinde küçük ölçekli üretim ve prototip çalışmalarında ideal bir çözümdür. Bu presler, özellikle hafif metal parçaların şekillendirilmesi, küçük sac parçaların işlenmesi ve düşük maliyetli üretim hatlarında yüksek verimlilik sağlar.
İstersen bir sonraki aşamada sana düşük tonajlı eksantrik preslerde verimlilik artırıcı teknikler, sensör tabanlı basit izleme sistemleri ve üretim süreci optimizasyonu konularını detaylı şekilde aktarabilirim.
Düşük tonajlı eksantrik preslerde verimliliği artırmak, üretim sürecini daha kontrollü ve güvenilir hale getirmek için bazı ileri teknikler ve uygulamalar kullanılabilir. Bu preslerde, kompakt tasarım ve sınırlı tonaj kapasitesi göz önüne alınarak malzeme akışı, kalıp kullanımı ve enerji yönetimi optimize edilir. Malzeme akışının düzenli ve doğru pozisyonda gerçekleşmesi, presin her vuruşunda işlem doğruluğunu ve üretim hızını artırır. Manuel besleme kullanılan preslerde operatörün dikkatli çalışması önemlidir, ancak otomatik veya yarı otomatik besleme sistemleri ile üretim hattının stabilitesi ve güvenliği artırılabilir. Servo kontrollü veya mekanik besleme sistemleri, parçaların kalıp içine tam olarak yerleştirilmesini sağlayarak hatalı üretimi ve fire oranını minimuma indirir.
Kalıp yönetimi, düşük tonajlı eksantrik preslerde verimlilik ve kalite açısından kritik bir faktördür. Kalıplar, presin tonaj kapasitesine ve işlenecek malzemenin özelliklerine uygun şekilde tasarlanır. Bükme, kesme, delme veya şekillendirme işlemleri sırasında malzeme üzerindeki kuvvetin eşit ve kontrollü uygulanması, parçaların boyutsal doğruluğunu ve yüzey kalitesini garanti eder. Basit preslerde kalıp değişimi genellikle manuel olarak yapılırken, gelişmiş modellerde hızlı kalıp değişim sistemleri veya modüler kalıp tasarımları ile üretim süreleri kısaltılabilir.
Enerji yönetimi, düşük tonajlı preslerde hem maliyet hem de presin mekanik ömrü açısından önemlidir. Küçük motor gücü ve sınırlı vuruş kuvveti, enerji tüketimini doğal olarak azaltır; buna ek olarak, presin vuruş hızını ve kuvvet uygulamasını optimize eden mekanik veya elektronik kontrol sistemleri, enerji verimliliğini daha da artırır. Bazı modellerde, basit geri kazanım mekanizmaları veya moment kontrol sistemleri ile pres vuruşlarından açığa çıkan enerji tekrar sisteme kazandırılabilir. Bu, enerji tasarrufu sağlar ve mekanik bileşenlerin aşınmasını azaltır.
Kalite kontrol süreçleri, düşük tonajlı eksantrik preslerde genellikle operatör kontrolü, basit ölçüm cihazları ve görsel denetim ile yürütülür. Bununla birlikte, bazı preslerde basit sensörler ve dijital göstergeler ile vuruş sayısı, kuvvet ve pozisyon izlenebilir. Bu sayede üretim hatasızlığı artırılır ve tolerans dışı parçaların sayısı minimize edilir. Özellikle küçük seri üretim ve prototip üretimlerinde bu uygulamalar, üretim kalitesini güvence altına alır.
Düşük tonajlı eksantrik presler, kompakt yapısı, düşük enerji tüketimi ve hassas işlem kapasitesi ile küçük ölçekli üretim, prototip üretimi ve atölye uygulamaları için ideal bir çözüm sunar. Doğru malzeme besleme, kalıp yönetimi ve enerji optimizasyonu ile bu presler, üretim sürecini verimli, güvenilir ve kaliteli hale getirir.
İstersen bir sonraki aşamada sana düşük tonajlı eksantrik preslerde küçük seri üretim hatlarının tasarımı, verimlilik analizi ve üretim süreci otomasyonu konularını detaylı şekilde aktarabilirim.
Düşük tonajlı eksantrik preslerde küçük seri üretim hatlarının tasarımı, verimlilik analizi ve üretim süreci otomasyonu, atölye ve küçük ölçekli üretim tesislerinde rekabet gücünü artırmak için önemlidir. Küçük seri üretim hatları, sınırlı hacimli ama yüksek hassasiyet gerektiren üretim süreçleri için özel olarak planlanır. Bu hatlarda presler, malzeme besleme sistemleri, kalıp istasyonları ve kalite kontrol noktaları birbirleriyle senkronize şekilde çalışır. Doğru tasarlanmış bir üretim hattı, malzeme akışını optimize eder, bekleme sürelerini azaltır ve her işlem basamağında üretim doğruluğunu artırır.
Üretim hattının verimlilik analizi, küçük tonajlı eksantrik preslerin performansını artırmak için kritik bir adımdır. Presin vuruş sayısı, vuruş hızı, malzeme besleme süresi ve kalıp değişim süreleri gibi parametreler, detaylı veri toplama ve analiz yöntemleriyle incelenir. Bu analizler, üretim sürecinde darboğazların belirlenmesine ve gerekli iyileştirmelerin uygulanmasına olanak tanır. Örneğin, malzeme besleme süresi optimize edilerek presin bekleme süresi azaltılabilir veya kalıp değişim süresi kısaltılarak üretim hattının toplam kapasitesi artırılabilir.
Üretim süreci otomasyonu, küçük seri üretim hatlarında kalite ve verimliliği artıran diğer bir önemli unsurdur. Otomatik veya yarı otomatik malzeme besleme sistemleri, parçaları pres kalıplarına doğru ve hizalı şekilde yönlendirir. Robotik kollar veya basit transfer mekanizmaları, parçaların istasyonlar arasında güvenli ve hatasız şekilde ilerlemesini sağlar. Bu sistemler, operatör müdahalesini azaltır, üretim hızını artırır ve malzeme kayıplarını minimuma indirir. Ayrıca sensör tabanlı izleme sistemleri, presin çalışma durumunu ve malzeme besleme doğruluğunu sürekli kontrol eder; olası hataları veya yanlış beslemeleri anında tespit eder.
Enerji yönetimi ve mekanik dayanıklılık da küçük seri üretim hatlarının tasarımında göz önünde bulundurulmalıdır. Düşük tonajlı presler, sınırlı vuruş kuvveti ve küçük motor gücü sayesinde enerji tüketimini azaltır; buna ek olarak, vuruş kuvvetinin ve hızının malzeme özelliklerine göre optimize edilmesi, presin mekanik bileşenlerinin ömrünü uzatır. Basit geri kazanım mekanizmaları ve moment kontrol sistemleri ile enerji verimliliği daha da artırılabilir.
Kalite kontrol sistemleri, küçük seri üretim hatlarında üretim hatasızlığını garanti etmek için entegre edilir. Görsel denetim, ölçü aletleri ve basit optik sensörler ile parçaların boyutsal doğruluğu, delik pozisyonları, bükme açıları ve yüzey kalitesi takip edilir. Bazı sistemlerde dijital göstergeler ve basit yazılım uygulamaları ile üretim verileri kaydedilir ve analiz edilir; böylece üretim süreci sürekli optimize edilir.
Sonuç olarak, düşük tonajlı eksantrik presler ile kurulan küçük seri üretim hatları, kompakt yapı, düşük enerji tüketimi, hassas işlem kapasitesi ve otomasyon desteği ile küçük ölçekli üretim süreçlerinde yüksek verimlilik, düşük fire ve yüksek kalite sağlar. Bu sistemler, prototip üretiminden küçük seri üretime kadar geniş bir uygulama yelpazesinde üretim sürekliliğini garanti eder, maliyetleri düşürür ve kalite standartlarını maksimum seviyede korur.
İstersen bir sonraki aşamada sana düşük tonajlı eksantrik preslerde maliyet optimizasyonu, üretim hızı artırma yöntemleri ve atölye tipi otomasyon çözümleri konularını detaylı şekilde aktarabilirim.
Düşük tonajlı eksantrik preslerde maliyet optimizasyonu, üretim hızı artırma yöntemleri ve atölye tipi otomasyon çözümleri, küçük ölçekli üretim süreçlerinin ekonomik ve verimli bir şekilde yürütülmesini sağlar. Maliyet optimizasyonu, öncelikle enerji tüketimi, iş gücü ve malzeme kullanımının etkin yönetimi ile başlar. Düşük tonajlı presler, sınırlı vuruş kuvveti ve kompakt motor yapısı sayesinde enerji tüketimini minimum seviyede tutar. Buna ek olarak, malzeme fire oranını azaltacak hassas kalıp tasarımı ve doğru malzeme besleme sistemleri kullanılması, üretim maliyetlerini doğrudan düşürür. Atölye ortamında manuel işlemler yerine basit otomasyon sistemleri entegre edilmesi, iş gücü maliyetlerini azaltır ve üretim hatasızlığını artırır.
Üretim hızını artırmak için, düşük tonajlı preslerde besleme ve malzeme transfer mekanizmalarının optimize edilmesi gerekir. Servo motor kontrollü besleme sistemleri veya mekanik tahrikli besleme kolları, parçaların kalıp istasyonlarına hızlı ve doğru bir şekilde ulaşmasını sağlar. Kalıp değişim sürelerinin minimize edilmesi ve basit modüler kalıp sistemlerinin kullanılması, üretim döngüsünü kısaltır ve parça başına üretim süresini azaltır. Ayrıca, presin vuruş hızı ve kuvvet uygulaması, malzeme tipi ve kalınlığına göre ayarlanarak optimum üretim verimliliği sağlanabilir.
Atölye tipi otomasyon çözümleri, düşük tonajlı preslerin performansını artırmak için ideal bir yöntemdir. Otomatik veya yarı otomatik malzeme besleme sistemleri, parçaları pres kalıplarına doğru ve hizalı şekilde yönlendirir. Robotik kol veya basit transfer mekanizmaları, malzemelerin istasyonlar arasında güvenli ve hatasız şekilde ilerlemesini sağlar. Basit sensörler ve dijital göstergeler ile vuruş sayısı, kuvvet uygulaması ve pozisyon izlenebilir; bu sayede hatalı üretim veya malzeme kaybı minimuma indirilir.
Enerji ve mekanik optimizasyon da atölye tipi otomasyon ile entegre çalışır. Eksantrik mekanizma ve motorlar, malzemenin özelliklerine ve üretim gereksinimlerine göre kuvvet ve hız uygulamasını optimize eder. Basit geri kazanım sistemleri ve moment kontrol mekanizmaları ile enerji tasarrufu sağlanır ve presin mekanik bileşenlerinin ömrü uzatılır. Bu, özellikle uzun süreli üretimlerde hem maliyet avantajı sağlar hem de presin performansını sürdürülebilir kılar.
Kalite kontrol süreçleri, maliyet optimizasyonu ve üretim hızını destekleyen bir unsur olarak entegre edilir. Parçaların boyutsal doğruluğu, delik pozisyonları, bükme açıları ve yüzey kalitesi, optik sensörler, lazer ölçüm cihazları ve basit dijital göstergeler ile izlenir. Operatörler veya basit yazılım uygulamaları aracılığıyla elde edilen veriler analiz edilir ve üretim süreci sürekli optimize edilir. Bu yaklaşım, fire oranını azaltır, üretim kalitesini artırır ve küçük ölçekli üretim hatlarının sürdürülebilirliğini sağlar.
Sonuç olarak, düşük tonajlı eksantrik preslerde maliyet optimizasyonu, üretim hızı artırma yöntemleri ve atölye tipi otomasyon çözümleri, küçük ölçekli üretim süreçlerini ekonomik, verimli ve yüksek kaliteli bir şekilde yönetmeyi mümkün kılar. Bu presler, prototip üretiminden küçük seri üretime kadar geniş bir uygulama alanında üretim sürekliliğini garanti eder, maliyetleri düşürür ve üretim kalitesini maksimum seviyede korur.
İstersen bir sonraki aşamada sana düşük tonajlı eksantrik preslerde bakım planlaması, uzun ömürlü kalıp kullanımı ve üretim süreçlerinde sürdürülebilirlik yöntemleri konularını detaylı şekilde aktarabilirim.
Küçük Kapasiteli Eksantrik Pres
Küçük kapasiteli eksantrik presler, genellikle hafif ve ince metal saclar, alüminyum levhalar, bakır ve benzeri malzemelerin kesme, bükme, delme ve şekillendirme işlemlerinde kullanılan kompakt ve ekonomik pres türleridir. Bu presler, yüksek tonajlı sanayi preslerine kıyasla daha az kuvvet uygular, daha küçük boyutlu ve düşük enerji tüketimi ile çalışır, bu nedenle atölye tipi üretim, prototip çalışmaları ve düşük hacimli üretim süreçleri için idealdir. Küçük kapasiteli presler, sınırlı alanlarda kullanım kolaylığı sağlar ve taşınabilirlik avantajı ile atölye ortamına kolay entegre edilir.
Küçük kapasiteli eksantrik preslerin mekanik çalışma prensibi, klasik eksantrik mekanizma üzerine kuruludur. Motor veya tahrik sistemi tarafından üretilen dönme hareketi, eksantrik kol aracılığıyla lineer vuruş hareketine dönüştürülür. Bu vuruş hareketi, malzeme üzerinde kontrollü bir kuvvet uygulayarak kesme, bükme veya delme işlemlerini gerçekleştirir. Presin tonaj kapasitesi düşük olduğundan, hassas ve ince malzemelerde yüksek doğrulukla işlem yapılabilir ve malzeme deformasyonu minimize edilir.
Bu preslerde kalıp yönetimi, üretim kalitesi ve verimliliği açısından kritik öneme sahiptir. Kalıplar, presin kapasitesine ve işlenecek malzemenin türüne uygun şekilde tasarlanır; her vuruşta malzeme üzerinde eşit kuvvet uygulanmasını sağlar. Küçük kapasiteli preslerde kalıp değişimi genellikle manuel olarak gerçekleştirilir, ancak bazı modellerde hızlı kalıp değişim sistemleri de bulunabilir. Kalıp tasarımının doğru yapılması, parçaların boyutsal doğruluğunu ve yüzey kalitesini garanti eder.
Malzeme besleme sistemi, küçük kapasiteli preslerin verimli çalışması için önemlidir. Manuel besleme yapılan modellerde operatör dikkatine bağlı olarak üretim gerçekleştirilebilir, ancak otomatik veya servo motor kontrollü besleme sistemleri ile üretim hızı ve doğruluk artırılabilir. Besleme sistemleri, parçaların kalıp istasyonlarına tam olarak hizalanmasını sağlayarak hatalı üretimi ve fire oranını minimuma indirir.
Enerji yönetimi, küçük kapasiteli preslerde hem maliyet hem de mekanik ömür açısından avantaj sağlar. Düşük motor gücü ve sınırlı vuruş kuvveti, enerji tüketimini doğal olarak azaltır. Ek olarak, presin vuruş kuvveti ve hızı malzeme özelliklerine göre optimize edilerek enerji verimliliği artırılır ve mekanik bileşenlerin aşınması azaltılır. Bu durum, özellikle uzun süreli ve sürekli üretimlerde hem maliyet avantajı sağlar hem de presin performansını sürdürülebilir kılar.
Kalite kontrol süreçleri, küçük kapasiteli preslerde üretim hatasızlığını ve yüksek kaliteyi garanti eder. Parçaların boyutsal doğruluğu, delik pozisyonları, bükme açıları ve yüzey kalitesi, görsel denetim, ölçü aletleri ve basit optik sensörler ile izlenebilir. Bazı modellerde dijital göstergeler veya basit yazılım uygulamaları ile üretim verileri kaydedilir ve analiz edilir. Bu sayede üretim süreci sürekli optimize edilir, fire oranı azaltılır ve üretim kalitesi maksimum seviyede korunur.
Küçük kapasiteli eksantrik presler, kompakt yapıları, düşük enerji tüketimi, hassas işlem kapasitesi ve kolay bakım avantajları ile prototip üretimi, atölye tipi çalışmalar ve düşük hacimli üretimlerde ideal bir çözümdür. Bu presler, küçük ölçekli üretim hatlarında yüksek verimlilik, düşük maliyet ve yüksek kaliteyi bir arada sunar.
İstersen bir sonraki aşamada sana küçük kapasiteli eksantrik preslerde üretim hattı entegrasyonu, otomasyon çözümleri ve verimlilik artırıcı teknikler konularını detaylı şekilde aktarabilirim.
Küçük kapasiteli eksantrik preslerde üretim hattı entegrasyonu, otomasyon çözümleri ve verimlilik artırıcı teknikler, atölye ve küçük ölçekli üretim tesislerinde üretim süreçlerini optimize etmek için kritik öneme sahiptir. Küçük kapasiteli presler, sınırlı tonaj kapasitesine sahip olmalarına rağmen doğru tasarlanmış bir üretim hattı ile yüksek verimlilik ve hassasiyet sağlayabilir. Bu preslerin üretim hatlarına entegrasyonu, malzeme akışı, kalıp istasyonları, malzeme besleme ve parça transfer sistemlerinin birbirleriyle senkronize çalışmasını gerektirir. Malzeme akışının düzenli ve kontrollü olması, presin her vuruşunda işlem doğruluğunu ve üretim hızını artırır.
Otomasyon çözümleri, küçük kapasiteli eksantrik preslerde verimliliği artırmanın en etkili yollarından biridir. Basit veya yarı otomatik malzeme besleme sistemleri, parçaların pres kalıplarına doğru ve hizalı şekilde yönlendirilmesini sağlar. Otomatik besleme mekanizmaları, üretim sırasında operatör müdahalesini azaltarak üretim sürekliliğini ve hatasızlığı artırır. Bazı uygulamalarda, basit robotik kollar veya mekanik transfer sistemleri, parçaların istasyonlar arasında güvenli ve hızlı bir şekilde ilerlemesini sağlar. Bu sayede üretim süresi kısalır ve parça başına maliyet düşer.
Verimlilik artırıcı teknikler, küçük kapasiteli preslerde hem üretim hızı hem de kalite açısından önemlidir. Kalıp değişim sürelerini minimize etmek, presin vuruş sayısını ve hızını malzeme tipine göre optimize etmek, üretim süresini kısaltır. Servo motor kontrollü besleme sistemleri veya mekanik tahrikli besleme kolları, parçaların kalıp istasyonlarına hızlı ve doğru bir şekilde ulaşmasını sağlar. Ayrıca presin periyodik bakımlarının ve kalıp kontrolünün planlı şekilde yapılması, hatasız ve sürekli üretimi destekler.
Enerji yönetimi de küçük kapasiteli preslerin verimliliğinde önemli bir rol oynar. Küçük motor gücü ve sınırlı vuruş kuvveti, enerji tüketimini doğal olarak düşürür. Presin kuvvet ve hız uygulamasının malzeme özelliklerine göre optimize edilmesi, hem enerji tasarrufu sağlar hem de mekanik bileşenlerin aşınmasını azaltır. Basit enerji geri kazanım sistemleri ve moment kontrol mekanizmaları ile presin verimliliği daha da artırılabilir, uzun süreli üretimlerde maliyetler minimize edilir.
Kalite kontrol sistemleri, küçük kapasiteli preslerin üretim verimliliğini ve doğruluğunu destekler. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi, optik sensörler, lazer ölçüm cihazları veya basit dijital göstergeler ile izlenebilir. Bu sayede üretim hatasızlığı sağlanır ve fire oranı minimum seviyeye düşürülür. Üretim verileri kaydedilir ve analiz edilerek sürekli iyileştirme süreçleri uygulanabilir.
Sonuç olarak, küçük kapasiteli eksantrik presler, atölye tipi üretim, prototip üretimi ve düşük hacimli üretimlerde kompakt yapı, düşük enerji tüketimi ve hassas işlem kapasitesi ile yüksek verimlilik sağlar. Üretim hattı entegrasyonu, otomasyon çözümleri ve verimlilik artırıcı tekniklerin uygulanması, bu preslerin ekonomik, güvenilir ve kaliteli bir şekilde çalışmasını mümkün kılar. Bu presler, küçük ölçekli üretim hatlarında maliyetleri düşürür, üretim sürekliliğini garanti eder ve kalite standartlarını maksimum seviyede korur.
İstersen bir sonraki aşamada sana küçük kapasiteli eksantrik preslerde bakım stratejileri, kalıp ömrünü uzatma yöntemleri ve üretim süreçlerinde sürdürülebilirlik uygulamaları konularını detaylı şekilde aktarabilirim.
Küçük kapasiteli eksantrik preslerde bakım stratejileri, kalıp ömrünü uzatma yöntemleri ve üretim süreçlerinde sürdürülebilirlik uygulamaları, presin uzun ömürlü, güvenilir ve yüksek verimli çalışmasını sağlamak açısından büyük önem taşır. Bu presler, kompakt ve düşük tonajlı yapıları nedeniyle hassas mekanik bileşenler içerir; bu nedenle düzenli bakım ve doğru kullanım, hem presin performansını hem de üretim kalitesini doğrudan etkiler.
Bakım stratejileri, önleyici ve planlı bakım temeline dayanır. Düzenli yağlama, mekanik bağlantı elemanlarının kontrolü, eksantrik mekanizmanın ve yatakların incelenmesi, küçük kapasiteli preslerde performans düşüklüğünü ve arıza riskini azaltır. Operatörler, günlük kontrol listeleri ve basit ölçüm cihazları ile presin kritik noktalarını takip edebilir. Ayrıca bazı modern modellerde, basit sensörler ve dijital göstergeler aracılığıyla titreşim, sıcaklık ve vuruş kuvveti gibi parametreler izlenerek, prediktif bakım uygulamaları da yapılabilir. Bu sayede arızalar öngörülür ve plansız duruşlar minimuma indirilir.
Kalıp ömrünü uzatma yöntemleri, küçük kapasiteli preslerin üretim verimliliğini ve kaliteyi artırır. Kalıpların malzeme türüne uygun seçilmesi, yüzey sertliği ve işleme toleranslarına dikkat edilmesi önemlidir. Kalıpların düzenli olarak temizlenmesi, yağlanması ve aşınma kontrolünün yapılması, deformasyon veya kırılma riskini azaltır. Ayrıca, modüler kalıp sistemleri kullanarak hızlı kalıp değişimi sağlamak, presin duruş süresini kısaltır ve üretim sürekliliğini artırır. Kalıp tasarımında, presin tonaj kapasitesine uygun kuvvet dağılımı sağlamak, parçaların düzgün şekillendirilmesini ve kalıp ömrünün maksimum seviyeye çıkarılmasını sağlar.
Üretim süreçlerinde sürdürülebilirlik uygulamaları, küçük kapasiteli eksantrik preslerde hem çevresel hem de ekonomik avantajlar sunar. Enerji verimliliğinin artırılması, presin tonaj kapasitesine uygun motor seçimi, optimize edilmiş vuruş hızı ve mekanik enerji geri kazanım sistemleri ile mümkün olur. Malzeme kullanımının optimize edilmesi, fire oranının düşürülmesi ve geri dönüşümlü malzemelerin tercih edilmesi, hem maliyetleri düşürür hem de çevresel etkileri azaltır. Atölye tipi üretimlerde, küçük kapasiteli preslerin enerji tüketimi ve malzeme kullanımı sürekli izlenerek sürdürülebilir üretim sağlanabilir.
Kalite kontrol süreçleri ile bakım ve sürdürülebilirlik uygulamaları entegre edildiğinde, küçük kapasiteli eksantrik presler yüksek verimlilik ve güvenilirlik ile çalışır. Üretim verilerinin kaydedilmesi ve analiz edilmesi, presin performansını sürekli optimize etmeye yardımcı olur. Operatörler, kalıp durumunu, presin mekanik sağlığını ve üretim parametrelerini takip ederek, hem üretim kalitesini hem de presin ömrünü garanti altına alabilir.
Sonuç olarak, küçük kapasiteli eksantrik preslerde doğru bakım stratejileri, kalıp ömrünü uzatma yöntemleri ve sürdürülebilir üretim uygulamaları, presin uzun ömürlü, güvenilir ve ekonomik bir şekilde çalışmasını sağlar. Bu uygulamalar, küçük ölçekli üretim hatlarında üretim sürekliliğini artırır, maliyetleri düşürür ve kalite standartlarını maksimum seviyede korur. Küçük kapasiteli presler, prototip üretiminden küçük seri üretime kadar geniş bir uygulama yelpazesinde verimli ve sürdürülebilir çözümler sunar.
İstersen bir sonraki aşamada sana küçük kapasiteli eksantrik preslerde ileri otomasyon sistemleri, sensör tabanlı izleme ve üretim süreçlerinde dijital entegrasyon uygulamaları konularını detaylı şekilde aktarabilirim.
Masaüstü Metal Pres
Masaüstü metal presler, küçük ölçekli üretim, atölye çalışmaları ve prototip üretimi için tasarlanmış kompakt ve kullanımı kolay pres türleridir. Bu presler, adından da anlaşılacağı üzere masaüstü boyutunda olup, sınırlı alanlarda rahatlıkla kullanılabilir ve taşınabilirlik açısından avantaj sağlar. Genellikle hafif metal saclar, alüminyum levhalar, bakır plakalar ve benzeri malzemelerin kesme, bükme, delme ve şekillendirme işlemlerinde tercih edilir. Masaüstü presler, küçük boyutlarına rağmen hassas ve kontrollü işlem kapasitesi sunar; bu nedenle eğitim, laboratuvar ve küçük seri üretim uygulamaları için ideal çözümler sağlar.
Masaüstü metal preslerin çalışma prensibi, genellikle klasik eksantrik veya mekanik tahrik sistemi üzerine kuruludur. Küçük bir elektrik motoru veya manuel kol hareketi ile üretilen dönme hareketi, eksantrik mekanizma aracılığıyla lineer vuruş hareketine dönüştürülür. Bu vuruş hareketi, malzeme üzerinde kontrollü kuvvet uygulayarak kesme, bükme veya delme işlemlerinin gerçekleştirilmesini sağlar. Presin küçük tonaj kapasitesi, hassas ve ince malzemelerde yüksek doğrulukla işlem yapılmasına olanak tanır ve malzeme deformasyonunu minimize eder.
Kalıp yönetimi masaüstü preslerde önemli bir rol oynar. Presin kapasitesine uygun kalıplar seçilmeli ve kalıp montajı doğru yapılmalıdır. Kalıpların düzenli bakımı ve temizliği, presin performansını ve üretim kalitesini artırır. Modüler veya değiştirilebilir kalıp sistemleri, farklı işlem türlerine hızlı geçiş yapılmasını sağlar ve üretim esnekliğini artırır.
Malzeme besleme sistemi, masaüstü preslerin verimliliği ve işlem doğruluğu açısından kritik öneme sahiptir. Küçük boyutlu preslerde genellikle manuel besleme uygulanır; ancak bazı modellerde basit mekanik veya servo kontrollü besleme sistemleri bulunur. Bu sistemler, parçaların kalıp istasyonlarına tam olarak hizalanmasını sağlayarak hatalı üretimi ve fire oranını minimuma indirir.
Enerji tüketimi, masaüstü metal preslerin en büyük avantajlarından biridir. Küçük motor gücü ve sınırlı tonaj kapasitesi, düşük enerji tüketimi sağlar. Presin vuruş kuvveti ve hızı malzemenin özelliklerine göre ayarlanarak hem enerji tasarrufu sağlanır hem de mekanik bileşenlerin ömrü uzatılır. Bu durum, özellikle uzun süreli atölye çalışmaları veya küçük üretim hatlarında maliyet avantajı sağlar.
Kalite kontrol süreçleri, masaüstü preslerde genellikle görsel denetim, ölçü aletleri ve basit optik sensörler ile yürütülür. Parçaların boyutsal doğruluğu, delik pozisyonları, bükme açıları ve yüzey kalitesi takip edilerek üretim hatasızlığı sağlanır. Küçük boyutlu üretimlerde operatör kontrolü çoğu zaman yeterli olsa da bazı gelişmiş masaüstü modellerde dijital göstergeler ile üretim verileri kaydedilebilir ve analiz edilebilir.
Masaüstü metal presler, kompakt yapıları, düşük enerji tüketimi, hassas işlem kapasitesi ve kolay kullanım özellikleri sayesinde eğitim, prototip üretimi, atölye çalışmaları ve küçük ölçekli üretimlerde ideal bir çözümdür. Bu presler, üretim sürecinde yüksek doğruluk, düşük fire ve maliyet avantajı sağlayarak küçük ölçekli üretim hatlarında verimli ve güvenilir bir şekilde çalışır.
Masaüstü metal preslerde verimlilik artırma yöntemleri, modüler kalıp sistemleri ve küçük üretim hatlarında otomasyon çözümleri, küçük ölçekli üretim ve atölye ortamlarında üretim sürecinin daha kontrollü, hızlı ve ekonomik hale gelmesini sağlar. Bu presler, boyut olarak kompakt olmalarına rağmen doğru tasarlanmış üretim hatları ve otomasyon uygulamaları ile yüksek hassasiyet ve verimlilik sunabilir.
Verimlilik artırma yöntemleri arasında en önemli adım, malzeme besleme sürecinin optimize edilmesidir. Manuel besleme yapılan masaüstü preslerde operatörün dikkatli ve doğru çalışması gerekir; ancak yarı otomatik veya otomatik besleme mekanizmaları, parçaların kalıp istasyonlarına hızlı ve doğru şekilde ulaşmasını sağlayarak üretim hızını artırır. Servo motor kontrollü besleme sistemleri veya basit mekanik besleme kolları, parçaların hizalanmasını ve doğru pozisyonda kalmasını garanti ederek hatalı üretim riskini azaltır.
Modüler kalıp sistemleri, masaüstü preslerde esnek üretim imkânı sunar. Farklı işlem tiplerine uygun kalıp değişimi, üretim hattında zaman kaybını minimuma indirir ve küçük üretim serilerinde esneklik sağlar. Kalıp tasarımında, presin tonaj kapasitesine uygun kuvvet dağılımı sağlanması, parçaların düzgün şekillendirilmesini ve kalıp ömrünün uzatılmasını garanti eder. Düzenli kalıp bakımı, temizliği ve yüzey kontrolü, presin performansını ve üretim kalitesini artıran diğer önemli unsurlardır.
Enerji verimliliği, masaüstü preslerde hem maliyet hem de çevresel sürdürülebilirlik açısından önemlidir. Küçük motor gücü ve sınırlı tonaj kapasitesi, doğal olarak düşük enerji tüketimi sağlar; buna ek olarak, presin vuruş kuvveti ve hızı malzemenin özelliklerine göre optimize edilerek enerji tasarrufu artırılır ve mekanik bileşenlerin aşınması azaltılır. Basit enerji geri kazanım mekanizmaları veya moment kontrol sistemleri ile enerji verimliliği daha da artırılabilir.
Küçük üretim hatlarında otomasyon çözümleri, masaüstü preslerin performansını ve üretim sürekliliğini artırır. Robotik kollar, mekanik transfer sistemleri veya basit sensör tabanlı izleme sistemleri, parçaların istasyonlar arasında hızlı ve hatasız ilerlemesini sağlar. Sensörler ve dijital göstergeler ile vuruş sayısı, kuvvet uygulaması ve pozisyon izlenebilir; bu sayede üretim hatasızlığı ve malzeme tasarrufu garanti edilir. Operatör müdahalesinin azaltılması, üretim süresini kısaltır ve fire oranını minimuma indirir.
Kalite kontrol süreçleri, verimlilik ve otomasyon uygulamaları ile entegre edilerek üretim süreçlerinin güvenilirliği artırılır. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi, optik sensörler, lazer ölçüm cihazları veya basit dijital göstergeler ile izlenebilir. Üretim verileri kaydedilir ve analiz edilerek süreçler sürekli iyileştirilir. Bu yaklaşım, küçük üretim hatlarında yüksek kaliteyi ve sürekli üretim performansını garanti eder.
Sonuç olarak, masaüstü metal presler, kompakt yapıları, düşük enerji tüketimi, hassas işlem kapasitesi ve esnek kullanım avantajları ile atölye çalışmaları, prototip üretimi ve küçük ölçekli üretimlerde ideal bir çözüm sunar. Verimlilik artırma yöntemleri, modüler kalıp sistemleri ve otomasyon uygulamaları ile bu presler, küçük ölçekli üretim hatlarında maliyetleri düşürür, üretim sürekliliğini garanti eder ve üretim kalitesini maksimum seviyede korur.
Masaüstü metal preslerde bakım planlaması, kalıp ömrünü uzatma yöntemleri ve sürdürülebilir üretim uygulamaları, presin uzun ömürlü ve güvenilir çalışmasını sağlamak açısından kritik öneme sahiptir. Bu presler, kompakt yapıları ve sınırlı tonaj kapasiteleri nedeniyle hassas mekanik bileşenler içerir; bu nedenle düzenli bakım ve doğru kullanım, hem presin performansını hem de üretim kalitesini doğrudan etkiler.
Bakım planlaması, önleyici ve periyodik bakım ilkelerine dayanır. Presin eksantrik mekanizması, yataklar, bağlantı elemanları ve motor gibi kritik parçalarının düzenli olarak kontrol edilmesi gerekir. Günlük veya haftalık kontrol listeleri ile yağlama, vida ve somun sıkılığı, presin düzgün çalışması açısından gözlemlenir. Ayrıca, bazı gelişmiş masaüstü modellerinde basit sensörler ve dijital göstergeler aracılığıyla titreşim, sıcaklık ve vuruş kuvveti izlenebilir; böylece prediktif bakım uygulamaları yapılabilir ve plansız duruşlar minimuma indirilir.
Kalıp ömrünü uzatma yöntemleri, masaüstü preslerin üretim verimliliğini ve kaliteyi artırır. Kalıplar, presin kapasitesine ve işlenecek malzemenin türüne uygun şekilde seçilmelidir. Kalıpların düzenli temizliği, yüzey yağlaması ve aşınma kontrolü, deformasyon veya kırılma riskini azaltır. Modüler kalıp sistemleri kullanılarak hızlı kalıp değişimi sağlanabilir; bu hem üretim süresini kısaltır hem de presin verimliliğini artırır. Kalıp tasarımında kuvvet dağılımının eşit sağlanması, parçaların düzgün şekillendirilmesini ve kalıp ömrünün maksimum seviyeye çıkarılmasını garanti eder.
Sürdürülebilir üretim uygulamaları, masaüstü metal preslerde hem çevresel hem de ekonomik avantajlar sunar. Küçük motor gücü ve düşük tonaj kapasitesi, doğal olarak enerji tasarrufu sağlar. Presin vuruş kuvveti ve hızı malzemenin özelliklerine göre optimize edilerek enerji tüketimi azaltılabilir. Malzeme kullanımının optimize edilmesi, fire oranının düşürülmesi ve geri dönüştürülebilir malzemelerin tercih edilmesi, hem maliyetleri düşürür hem de çevresel etkileri azaltır. Atölye tipi üretimlerde, enerji tüketimi ve malzeme kullanımı sürekli izlenerek sürdürülebilir üretim sağlanabilir.
Kalite kontrol sistemleri, bakım ve sürdürülebilirlik uygulamaları ile entegre edildiğinde, masaüstü metal presler yüksek verimlilik ve güvenilirlik ile çalışır. Parçaların boyutsal doğruluğu, delik pozisyonları, bükme açıları ve yüzey kalitesi izlenerek hatasız üretim sağlanır. Üretim verilerinin kaydedilmesi ve analiz edilmesi, presin performansını sürekli optimize etmeye yardımcı olur. Operatörler, kalıp durumunu ve presin mekanik sağlığını takip ederek, üretim kalitesini ve presin ömrünü garanti altına alabilir.
Sonuç olarak, masaüstü metal preslerde doğru bakım planlaması, kalıp ömrünü uzatma yöntemleri ve sürdürülebilir üretim uygulamaları, presin uzun ömürlü, güvenilir ve ekonomik bir şekilde çalışmasını sağlar. Bu uygulamalar, küçük ölçekli üretim hatlarında üretim sürekliliğini artırır, maliyetleri düşürür ve kalite standartlarını maksimum seviyede korur. Masaüstü presler, prototip üretiminden küçük seri üretime kadar geniş bir uygulama yelpazesinde verimli ve sürdürülebilir çözümler sunar.
Masaüstü metal preslerde ileri otomasyon sistemleri, sensör tabanlı izleme ve dijital üretim entegrasyonu, küçük ölçekli üretim ve atölye ortamlarında presin verimliliğini, hassasiyetini ve üretim sürekliliğini maksimum seviyeye çıkarır. Geleneksel masaüstü presler, kompakt ve düşük tonaj kapasiteli yapılarıyla manuel veya yarı otomatik kullanım için uygundur; ancak modern üretim ihtiyaçları, preslerin otomasyon ve dijital izleme ile entegre edilmesini gerektirir. Bu entegrasyon, hem üretim hızını artırır hem de üretim kalitesini güvence altına alır.
İleri otomasyon sistemleri, parçaların kalıp istasyonlarına doğru ve hızlı bir şekilde ulaşmasını sağlayan mekanik veya servo motor kontrollü besleme ünitelerini içerir. Küçük ölçekli üretimlerde operatör hatalarını minimuma indiren bu sistemler, üretim sürekliliğini sağlar ve parça başına maliyeti düşürür. Robotik kol veya mekanik transfer sistemleri, malzemelerin istasyonlar arasında güvenli ve hatasız ilerlemesini sağlar; böylece üretim akışı optimize edilir ve atölye ortamında çalışma ergonomisi iyileştirilir.
Sensör tabanlı izleme sistemleri, presin mekanik ve üretim parametrelerini gerçek zamanlı olarak takip eder. Vuruş sayısı, kuvvet uygulaması, eksantrik mekanizma pozisyonu, sıcaklık ve titreşim gibi kritik değerler sensörler aracılığıyla izlenir. Bu veriler, operatörlere veya bağlı dijital sistemlere iletilerek üretim süreçlerinin anlık olarak kontrol edilmesini sağlar. Hatalı üretim, aşırı yüklenme veya mekanik sorunlar sensörler sayesinde hızlı bir şekilde tespit edilir ve gerekli önlemler alınabilir. Bu yaklaşım, presin güvenilirliğini artırır ve plansız duruşların önüne geçer.
Dijital üretim entegrasyonu, masaüstü preslerin atölye veya küçük üretim hattı ortamında modern üretim standartlarına uyum sağlamasını mümkün kılar. Üretim verilerinin bilgisayar sistemleri veya bulut tabanlı platformlara aktarılması, parçaların üretim geçmişi, kalıp kullanım süreleri ve performans analizleri gibi bilgilerin izlenmesini sağlar. Bu sayede üretim süreci sürekli optimize edilir, kalite standartları korunur ve kaynak kullanımı daha etkin hale gelir. Dijital entegrasyon, ayrıca üretim planlaması, malzeme yönetimi ve iş gücü optimizasyonu gibi süreçlerde de verimlilik sağlar.
Enerji verimliliği ve mekanik ömrün korunması da ileri otomasyon ve dijital izleme ile desteklenir. Presin tonaj kapasitesi ve vuruş hızı, işlenecek malzemenin özelliklerine göre otomatik olarak ayarlanabilir; bu, enerji tüketimini azaltır ve mekanik bileşenlerin aşınmasını minimize eder. Ayrıca, veri tabanlı takip sayesinde bakım ihtiyaçları önceden belirlenebilir ve prediktif bakım uygulanabilir, böylece presin kullanım ömrü uzatılır.
Kalite kontrol süreçleri, otomasyon ve dijital izleme ile birlikte entegre edildiğinde, masaüstü preslerde yüksek hassasiyet ve hatasız üretim sağlanır. Parçaların boyutsal doğruluğu, delik pozisyonları, bükme açıları ve yüzey kalitesi sensörler ve dijital ölçüm cihazları ile sürekli takip edilir. Üretim verilerinin analiz edilmesi, proses parametrelerinin optimize edilmesini sağlar ve fire oranını minimum seviyeye indirir.
Sonuç olarak, masaüstü metal preslerde ileri otomasyon sistemleri, sensör tabanlı izleme ve dijital üretim entegrasyonu, kompakt preslerin kullanım alanını büyük ölçüde genişletir. Bu uygulamalar, küçük ölçekli üretim hatlarında üretim hızını artırır, maliyetleri düşürür, kaliteyi güvence altına alır ve presin mekanik ömrünü uzatır. Masaüstü presler, modern otomasyon ve dijital kontrol çözümleri ile küçük ölçekli üretimde hem ekonomik hem de sürdürülebilir bir çözüm sunar.
İstersen bir sonraki aşamada sana masaüstü metal preslerde otomatik kalıp değiştirme sistemleri, çok istasyonlu üretim ve üretim hatlarında dijital süreç optimizasyonu konularını detaylı şekilde aktarabilirim.
Taşınabilir Mini Pres
Taşınabilir mini presler, kompakt tasarımı ve hafif yapısıyla özellikle mobil atölyeler, saha çalışmaları ve küçük ölçekli üretim alanlarında kullanım için tasarlanmış pres türleridir. Bu presler, masaüstü veya sabit preslere kıyasla çok daha az yer kaplar ve kolay taşınabilirlik imkânı sunar. Genellikle hafif metal saclar, alüminyum levhalar, bakır plakalar ve benzeri ince malzemelerin kesme, bükme, delme ve şekillendirme işlemlerinde tercih edilir. Taşınabilir mini presler, küçük tonaj kapasiteleri sayesinde hassas ve kontrollü işlemler gerçekleştirir, prototip üretimi, eğitim amaçlı çalışmalar ve düşük hacimli üretimler için idealdir.
Taşınabilir mini preslerin mekanik çalışma prensibi, genellikle basit eksantrik veya mekanik tahrik sistemi üzerine kuruludur. Küçük bir elektrik motoru, manuel kol veya basit hidrolik sistem tarafından üretilen dönme hareketi, eksantrik mekanizma aracılığıyla lineer vuruş hareketine dönüştürülür. Bu vuruş hareketi, malzeme üzerinde kontrollü kuvvet uygulayarak kesme, bükme veya delme işlemlerinin hassas bir şekilde gerçekleştirilmesini sağlar. Presin sınırlı tonaj kapasitesi, malzeme deformasyonunu minimize ederek hassas üretim yapılmasına olanak tanır.
Taşınabilir mini preslerde kalıp yönetimi oldukça önemlidir. Presin tonaj kapasitesine uygun kalıplar seçilmeli ve montaj işlemleri doğru şekilde yapılmalıdır. Kalıpların düzenli temizliği, yağlanması ve aşınma kontrolü, presin performansını ve işlem kalitesini artırır. Modüler kalıp sistemleri, farklı işlemler arasında hızlı geçiş yapılmasını sağlar ve presin kullanım esnekliğini artırır. Kalıp tasarımında, uygulanan kuvvetin eşit dağılımı sağlanmalı, parçaların düzgün şekillendirilmesi ve kalıp ömrünün uzatılması garanti altına alınmalıdır.
Malzeme besleme sistemi, taşınabilir mini preslerin verimliliği açısından kritik bir unsurdur. Bu preslerde genellikle manuel besleme uygulanır; ancak bazı modellerde basit mekanik veya servo motor kontrollü besleme sistemleri bulunur. Bu sistemler, parçaların kalıp istasyonlarına doğru hizalanmasını sağlayarak hatalı üretimi ve fire oranını minimuma indirir. Küçük ölçekli ve taşınabilir yapıya sahip olması, saha üretimi ve mobil uygulamalarda esneklik sağlar.
Enerji tüketimi, taşınabilir mini preslerin önemli avantajlarından biridir. Düşük tonaj kapasitesi ve küçük motor gücü, enerji tüketimini doğal olarak azaltır. Vuruş kuvveti ve hızı, işlenecek malzemenin türüne göre optimize edilerek enerji verimliliği artırılır ve mekanik bileşenlerin ömrü korunur. Bu durum, özellikle uzun süreli saha çalışmalarında ve mobil üretim ortamlarında maliyet avantajı sağlar.
Kalite kontrol süreçleri, taşınabilir mini preslerde üretim doğruluğunu ve hatasızlığı destekler. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi görsel denetim, basit ölçüm cihazları veya optik sensörler ile izlenebilir. Bazı gelişmiş taşınabilir pres modellerinde, dijital göstergeler ile üretim verileri kaydedilebilir ve analiz edilebilir; bu sayede üretim süreci sürekli optimize edilir ve fire oranı düşürülür.
Sonuç olarak, taşınabilir mini presler, kompakt ve hafif yapıları, düşük enerji tüketimi, hassas işlem kapasitesi ve kolay taşınabilirlik özellikleri sayesinde saha çalışmaları, prototip üretimi ve düşük hacimli üretimler için ideal bir çözümdür. Bu presler, mobil uygulamalarda yüksek doğruluk, düşük fire ve maliyet avantajı sağlayarak küçük ölçekli üretim hatlarında verimli ve güvenilir bir şekilde çalışır.
İstersen bir sonraki aşamada sana taşınabilir mini preslerde saha üretim uygulamaları, modüler kalıp kullanımı ve verimlilik artırıcı teknikler konularını detaylı şekilde aktarabilirim.
Hafif Metal Form Presi
Hafif metal form presleri, özellikle alüminyum, bakır, pirinç ve ince çelik levhaların şekillendirilmesi için tasarlanmış preslerdir. Bu presler, düşük ve orta tonaj kapasitesine sahip olup, hassas şekillendirme, bükme, delme ve kesme işlemlerinde yüksek doğruluk sağlar. Hafif yapılı olmaları, atölye ve üretim hatlarında kullanım kolaylığı sunarken, enerji tüketimini ve mekanik yıpranmayı da azaltır. Bu sayede hem küçük ölçekli üretimlerde hem de prototip ve model üretiminde ideal çözümler oluşturur.
Hafif metal form preslerinin çalışma prensibi, genellikle eksantrik mekanizma veya hidrolik sistem üzerinden uygulanır. Küçük bir elektrik motoru veya manuel hareket, eksantrik veya hidrolik mekanizma ile lineer vuruş hareketine dönüştürülerek malzeme üzerinde kontrollü kuvvet uygular. Bu kuvvet, malzemenin deformasyonunu minimum seviyede tutarak kesme, bükme veya şekillendirme işlemlerini hassas şekilde gerçekleştirir. Presin düşük tonaj kapasitesi, ince ve hassas malzemelerde üretim doğruluğunu artırır ve malzeme kaybını azaltır.
Kalıp yönetimi, hafif metal form preslerinde üretim kalitesinin korunması açısından kritik öneme sahiptir. Presin tonaj kapasitesine uygun kalıplar seçilmeli ve düzenli olarak kontrol edilmelidir. Kalıpların temizliği, yağlanması ve aşınma durumu takip edilerek, deformasyon veya kırılma riski minimize edilir. Modüler kalıp sistemleri, farklı işlem türlerine hızlı geçiş yapılmasını sağlar ve üretim esnekliğini artırır. Kalıp tasarımında kuvvet dağılımının eşit sağlanması, parçaların düzgün şekillendirilmesini ve kalıp ömrünün uzamasını garanti eder.
Malzeme besleme sistemi, hafif metal form preslerinde verimlilik ve işlem doğruluğu açısından önemli bir faktördür. Genellikle manuel besleme uygulanmakla birlikte bazı pres modellerinde basit mekanik veya servo motor kontrollü besleme sistemleri bulunur. Bu sistemler, parçaların kalıp istasyonlarına doğru ve hizalı bir şekilde yönlendirilmesini sağlayarak hatalı üretim riskini azaltır.
Enerji verimliliği, hafif metal form preslerinin en önemli avantajlarından biridir. Küçük motor gücü ve sınırlı tonaj kapasitesi, doğal olarak düşük enerji tüketimi sağlar. Vuruş kuvveti ve hızı, işlenecek malzemenin türüne göre optimize edilerek enerji tasarrufu sağlanır ve mekanik bileşenlerin aşınması azaltılır. Bu durum, hem uzun süreli üretimde hem de küçük atölyelerde maliyet avantajı sağlar.
Kalite kontrol süreçleri, hafif metal form preslerinde hassas üretimi garanti eder. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi görsel denetim, basit ölçüm cihazları veya optik sensörlerle izlenebilir. Bazı gelişmiş modellerde dijital göstergeler ve veri kaydı sistemleri ile üretim verileri analiz edilebilir, böylece sürekli iyileştirme sağlanır ve fire oranı minimuma indirilir.
Sonuç olarak, hafif metal form presleri, düşük tonaj kapasitesi, hassas işlem kabiliyeti ve enerji verimliliği ile küçük ölçekli üretim hatları, prototip atölyeleri ve hassas şekillendirme uygulamaları için ideal bir çözümdür. Modüler kalıp sistemleri, doğru malzeme besleme ve bakım uygulamaları ile birlikte bu presler, üretim sürekliliğini artırır, maliyetleri düşürür ve yüksek kaliteli sonuçlar elde edilmesini sağlar.
İstersen bir sonraki aşamada sana hafif metal form preslerinde verimlilik artırma yöntemleri, kalıp ömrünü uzatma ve atölye uygulamaları için otomasyon çözümleri konularını detaylı şekilde aktarabilirim.
Hafif metal form preslerinde verimlilik artırma yöntemleri, kalıp ömrünü uzatma teknikleri ve atölye uygulamaları için otomasyon çözümleri, presin performansını, hassasiyetini ve üretim sürekliliğini önemli ölçüde artırır. Bu presler, kompakt ve düşük tonajlı yapılarıyla küçük üretim hatlarında, prototip üretiminde ve hassas metal şekillendirme işlemlerinde kullanılır. Verimlilik, kalite ve ekonomik sürdürülebilirlik açısından optimize edildiğinde, hafif metal form presleri küçük ölçekli üretimde güçlü bir çözüm haline gelir.
Verimlilik artırma yöntemlerinin başında malzeme besleme sürecinin optimize edilmesi gelir. Manuel besleme yapılan hafif metal form preslerinde operatör hataları üretim hızını ve doğruluğunu etkileyebilir. Bu nedenle basit mekanik besleme kolları veya servo motor kontrollü besleme sistemleri kullanılabilir. Bu sistemler, parçaların kalıp istasyonlarına tam hizalanmasını sağlayarak hatalı üretim riskini azaltır, fire oranını minimuma indirir ve üretim süresini kısaltır.
Kalıp ömrünü uzatma yöntemleri, presin verimliliğini ve üretim kalitesini doğrudan etkiler. Kalıpların presin tonaj kapasitesine uygun seçilmesi, aşınma ve deformasyon riskini azaltır. Düzenli kalıp bakımı, temizliği ve yağlanması, kalıbın performansını uzun süre korur. Modüler kalıp sistemleri, farklı işlemler arasında hızlı geçiş yapılmasını sağlayarak üretim esnekliğini artırır ve duruş sürelerini azaltır. Ayrıca kalıp tasarımında kuvvet dağılımının eşit şekilde sağlanması, parçaların düzgün şekillendirilmesini ve kalıp ömrünün maksimum seviyeye ulaşmasını garanti eder.
Atölye uygulamaları için otomasyon çözümleri, hafif metal form preslerinde verimlilik ve kaliteyi daha da artırır. Robotik kollar veya mekanik transfer sistemleri, malzemelerin kalıp istasyonlarına hızlı ve hatasız taşınmasını sağlar. Sensör tabanlı izleme sistemleri ile vuruş kuvveti, pozisyon, sıcaklık ve titreşim gibi kritik parametreler sürekli izlenir. Bu veriler, operatörlere veya dijital sistemlere iletilerek üretim süreci anlık olarak kontrol edilebilir ve plansız duruşların önüne geçilir.
Enerji verimliliği, hafif metal form preslerinde hem maliyet hem de sürdürülebilirlik açısından büyük önem taşır. Küçük motor gücü ve düşük tonaj kapasitesi, doğal olarak enerji tüketimini azaltır. Presin vuruş hızı ve kuvveti, malzeme türüne göre optimize edilerek enerji tasarrufu sağlanır ve mekanik bileşenlerin ömrü korunur. Bazı modellerde basit enerji geri kazanım mekanizmaları veya moment kontrol sistemleri ile verimlilik daha da artırılabilir.
Kalite kontrol süreçleri, verimlilik artırma ve otomasyon uygulamaları ile entegre edildiğinde, hafif metal form preslerinde yüksek hassasiyet ve hatasız üretim sağlanır. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi optik sensörler, lazer ölçüm cihazları veya dijital göstergelerle izlenebilir. Üretim verilerinin kaydedilmesi ve analiz edilmesi, üretim süreçlerinin sürekli optimize edilmesini sağlar ve fire oranını minimum seviyeye indirir.
Sonuç olarak, hafif metal form presleri, düşük tonaj kapasitesi, hassas işlem kabiliyeti, enerji verimliliği ve kompakt yapısı ile küçük ölçekli üretim, prototip atölyeleri ve hassas metal şekillendirme uygulamaları için ideal çözümler sunar. Verimlilik artırma yöntemleri, kalıp ömrünü uzatma teknikleri ve atölye otomasyonu ile entegre edildiğinde, bu presler üretim sürekliliğini artırır, maliyetleri düşürür ve yüksek kaliteli sonuçlar elde edilmesini sağlar.
İstersen bir sonraki aşamada sana hafif metal form preslerinde saha üretimi uygulamaları, modüler kalıp entegrasyonu ve dijital üretim takip sistemleri konularını detaylı şekilde aktarabilirim.
Hafif metal form preslerinde saha üretimi uygulamaları, modüler kalıp entegrasyonu ve dijital üretim takip sistemleri, küçük ölçekli üretim ve mobil atölye ortamlarında presin verimliliğini, hassasiyetini ve kullanım esnekliğini artıran kritik unsurlardır. Bu uygulamalar, presin kompakt yapısını ve düşük tonaj kapasitesini avantaja çevirerek saha ve atölye ortamlarında üretim süreçlerini optimize eder.
Saha üretimi uygulamaları, taşınabilir ve hafif yapılı preslerin en büyük avantajlarından biridir. Hafif metal form presleri, kolay taşınabilirlikleri sayesinde farklı üretim noktalarında kullanılabilir. Özellikle şantiyelerde, saha montaj ve onarım çalışmalarında, mobil prototip üretiminde veya geçici atölyelerde, presin taşınabilirliği ve hızlı kurulum özelliği üretim sürecini büyük ölçüde kolaylaştırır. Saha üretiminde kullanılan preslerde, malzeme besleme ve kalıp montajının hızlı ve güvenli olması, üretim hatasızlığını ve verimliliği artırır. Ayrıca saha koşullarına uygun, dayanıklı ve modüler tasarımlar, presin uzun ömürlü ve güvenli çalışmasını sağlar.
Modüler kalıp entegrasyonu, hafif metal form preslerinin esnekliğini artıran önemli bir uygulamadır. Modüler kalıp sistemleri, farklı işlem tipleri arasında hızlı geçiş yapılmasına olanak tanır. Bu sayede, kesme, bükme veya delme işlemleri tek bir pres üzerinde kolaylıkla uygulanabilir. Kalıpların modüler yapısı, bakım ve değişim süreçlerini de hızlandırır; presin duruş süreleri azalır ve üretim sürekliliği sağlanır. Ayrıca, modüler kalıp tasarımı, kuvvet dağılımını optimize ederek parça deformasyonlarını minimize eder ve kalıp ömrünü artırır.
Dijital üretim takip sistemleri, hafif metal form preslerinde üretim sürecinin kontrolünü ve optimizasyonunu sağlar. Sensörler, dijital göstergeler ve veri toplama üniteleri sayesinde presin vuruş kuvveti, pozisyon, tonaj, sıcaklık ve titreşim gibi kritik parametreleri gerçek zamanlı olarak izlenebilir. Bu veriler, operatörler ve üretim yönetim sistemleri tarafından analiz edilerek hatalı üretim, aşırı yüklenme ve mekanik arızaların önüne geçilir. Ayrıca üretim verilerinin kaydedilmesi, kalite kontrol süreçlerinin entegre edilmesini ve üretim optimizasyonunu mümkün kılar.
Enerji verimliliği ve mekanik ömrün korunması da saha üretimi ve dijital takip ile desteklenir. Presin tonaj kapasitesi ve vuruş hızı, işlenecek malzemenin türüne göre otomatik olarak ayarlanabilir; bu sayede enerji tasarrufu sağlanır ve mekanik bileşenlerin aşınması minimize edilir. Dijital üretim takip sistemleri sayesinde bakım ihtiyaçları önceden belirlenir, prediktif bakım uygulanır ve presin kullanım ömrü uzatılır.
Kalite kontrol süreçleri, saha üretimi ve modüler kalıp entegrasyonu ile birlikte yürütüldüğünde, hafif metal form preslerinde yüksek hassasiyet ve güvenilir üretim sağlanır. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi optik sensörler, lazer ölçüm cihazları veya dijital göstergelerle sürekli izlenebilir. Üretim verilerinin analizi ile prosesler optimize edilir ve fire oranı minimum seviyeye çekilir.
Sonuç olarak, hafif metal form preslerinde saha üretimi uygulamaları, modüler kalıp entegrasyonu ve dijital üretim takip sistemleri, presin kullanım alanını genişletir ve üretim süreçlerini optimize eder. Bu uygulamalar, küçük ölçekli üretim hatlarında yüksek hassasiyet, düşük maliyet, enerji verimliliği ve üretim sürekliliği sağlayarak hafif metal form preslerini mobil, esnek ve sürdürülebilir bir çözüm haline getirir.
İstersen bir sonraki aşamada sana hafif metal form preslerinde ileri seviye otomasyon, sensör tabanlı kalite kontrol ve veri analitiği ile süreç optimizasyonu konularını detaylı şekilde aktarabilirim.
Hafif metal form preslerinde ileri seviye otomasyon, sensör tabanlı kalite kontrol ve veri analitiği ile süreç optimizasyonu, presin üretim kapasitesini, hassasiyetini ve verimliliğini maksimum seviyeye çıkarmak için kritik öneme sahiptir. Bu sistemler, özellikle küçük ölçekli üretim hatları, prototip atölyeleri ve mobil saha uygulamalarında, manuel veya yarı otomatik pres kullanımının sınırlarını aşarak yüksek performanslı üretim imkânı sağlar.
İleri seviye otomasyon sistemleri, hafif metal form preslerinde malzeme besleme, kalıp değiştirme ve işlem sıralarının otomatik olarak gerçekleştirilmesini mümkün kılar. Robotik kollar, servo motor kontrollü besleme sistemleri ve mekanik transfer üniteleri, malzemelerin kalıp istasyonlarına hatasız ve hızlı bir şekilde ulaşmasını sağlar. Bu sayede operatör hataları minimize edilir, üretim hızı artar ve fire oranı düşer. Özellikle çoklu işlem istasyonları olan preslerde, otomasyon sistemleri üretim akışının kesintisiz ve verimli olmasını garanti eder.
Sensör tabanlı kalite kontrol sistemleri, presin işlem performansını ve üretim doğruluğunu sürekli izler. Presin vuruş kuvveti, eksantrik mekanizma pozisyonu, malzeme hizalaması, sıcaklık ve titreşim gibi kritik parametreler sensörler aracılığıyla takip edilir. Bu veriler, dijital kontrol sistemleri veya bulut tabanlı üretim yönetim yazılımlarıyla entegre edilerek anlık kontrol ve analiz yapılmasını sağlar. Hatalı üretim, aşırı yüklenme veya mekanik sorunlar hızlı bir şekilde tespit edilir ve müdahale edilerek üretim kesintileri minimize edilir.
Veri analitiği, hafif metal form preslerinde süreç optimizasyonunu sağlar. Üretim verilerinin kaydedilmesi ve analiz edilmesi sayesinde presin performansı, kalıp ömrü, malzeme kullanımı ve enerji tüketimi hakkında kapsamlı bilgi elde edilir. Bu analizler, üretim parametrelerinin optimize edilmesini ve proseslerin sürekli iyileştirilmesini mümkün kılar. Ayrıca, üretim geçmişi ve performans raporları sayesinde bakım ihtiyaçları önceden belirlenir ve prediktif bakım uygulanarak presin kullanım ömrü uzatılır.
Enerji verimliliği, hafif metal form preslerinde ileri otomasyon ve veri analitiği ile desteklenir. Presin vuruş kuvveti ve hızı, işlenecek malzemenin türüne ve işlem gereksinimlerine göre otomatik olarak ayarlanabilir. Bu, enerji tasarrufu sağlarken, mekanik bileşenlerin aşınmasını azaltır ve maliyetleri düşürür. Enerji geri kazanım mekanizmaları ve moment kontrol sistemleri, özellikle uzun süreli üretimlerde enerji verimliliğini artırır ve üretim maliyetlerini optimize eder.
Kalite kontrol süreçleri, otomasyon ve veri analitiği ile entegre edildiğinde, hafif metal form preslerinde yüksek hassasiyet ve üretim güvenilirliği sağlanır. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi, sensörler, lazer ölçüm cihazları ve dijital göstergeler aracılığıyla sürekli izlenir. Üretim verilerinin analizi, proseslerin optimize edilmesini, fire oranının düşürülmesini ve üretim kalitesinin maksimum seviyede tutulmasını sağlar.
Sonuç olarak, hafif metal form preslerinde ileri otomasyon, sensör tabanlı kalite kontrol ve veri analitiği ile süreç optimizasyonu, presin üretim kapasitesini artırır, hassasiyetini yükseltir ve üretim sürekliliğini garanti eder. Bu sistemler, küçük ölçekli üretim hatlarında yüksek verimlilik, düşük maliyet, enerji tasarrufu ve güvenilir kalite sağlayarak hafif metal form preslerini modern, esnek ve sürdürülebilir bir üretim çözümü haline getirir.
İstersen bir sonraki aşamada sana hafif metal form preslerinde endüstri 4.0 entegrasyonu, IoT tabanlı izleme ve üretim hattı dijitalizasyonu konularını detaylı şekilde aktarabilirim.
Endüstriyel Mini Pres
Endüstriyel mini presler, küçük ve orta ölçekli üretim hatları, prototip üretim atölyeleri ve hassas metal şekillendirme uygulamaları için tasarlanmış kompakt ama güçlü preslerdir. Bu presler, taşınabilir veya sabit tip olarak üretilebilir ve alüminyum, bakır, pirinç gibi hafif metallerin yanı sıra ince çelik levhaların da şekillendirilmesinde kullanılabilir. Endüstriyel mini presler, küçük tonaj kapasiteleri ile hassas ve kontrollü işlem yapabilme yeteneğine sahiptir; bu sayede prototip üretimi, küçük seri üretim ve eğitim uygulamaları için ideal çözümler sunar.
Endüstriyel mini preslerin mekanik çalışma prensibi genellikle eksantrik mekanizma veya hidrolik sistemlere dayanır. Küçük bir elektrik motoru, manuel kol veya hidrolik sistem aracılığıyla üretilen dönme hareketi, eksantrik mekanizma üzerinden lineer vuruş hareketine dönüştürülür. Bu lineer hareket, malzeme üzerinde kontrollü bir kuvvet uygulayarak kesme, bükme, delme veya şekillendirme işlemlerinin hassas bir şekilde gerçekleştirilmesini sağlar. Presin sınırlı tonaj kapasitesi, malzeme deformasyonunu azaltır ve üretim doğruluğunu artırır.
Kalıp yönetimi, endüstriyel mini preslerin performans ve verimlilik açısından kritik bir unsurdur. Presin tonaj kapasitesine uygun kalıplar seçilmeli ve düzenli olarak bakım yapılmalıdır. Kalıpların temizliği, yağlanması ve aşınma kontrolü, deformasyon ve kırılma riskini minimize eder. Modüler kalıp sistemleri, farklı işlem türleri arasında hızlı geçiş yapılmasını sağlar ve presin kullanım esnekliğini artırır. Kalıp tasarımında kuvvet dağılımının eşit sağlanması, parçaların düzgün şekillendirilmesini ve kalıp ömrünün uzamasını garanti eder.
Malzeme besleme sistemi, endüstriyel mini preslerin verimliliği açısından önemlidir. Genellikle manuel besleme uygulanmakla birlikte bazı pres modellerinde basit mekanik veya servo motor kontrollü besleme sistemleri bulunur. Bu sistemler, parçaların kalıp istasyonlarına doğru hizalanmasını sağlayarak hatalı üretim riskini azaltır ve fire oranını minimuma indirir.
Enerji verimliliği, endüstriyel mini preslerde hem maliyet hem de sürdürülebilirlik açısından büyük bir avantaj sağlar. Küçük motor gücü ve sınırlı tonaj kapasitesi, doğal olarak düşük enerji tüketimi sağlar. Vuruş kuvveti ve hızı, işlenecek malzemenin türüne göre optimize edilerek enerji tasarrufu sağlanır ve mekanik bileşenlerin ömrü korunur. Bu, özellikle uzun süreli üretimlerde ve küçük ölçekli üretim hatlarında maliyet avantajı yaratır.
Kalite kontrol süreçleri, endüstriyel mini preslerde hassas ve hatasız üretimi garanti eder. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi görsel denetim, basit ölçüm cihazları veya sensörler ile izlenebilir. Bazı gelişmiş modellerde dijital göstergeler ve veri kaydı sistemleri ile üretim verileri analiz edilerek sürekli iyileştirme sağlanabilir ve fire oranı minimuma indirilebilir.
Sonuç olarak, endüstriyel mini presler, kompakt yapıları, düşük tonaj kapasiteleri, hassas işlem yetenekleri ve enerji verimliliği ile küçük ölçekli üretim, prototip atölyeleri ve hassas metal şekillendirme uygulamaları için ideal çözümler sunar. Modüler kalıp sistemleri, doğru malzeme besleme ve düzenli bakım ile entegre edildiğinde, bu presler üretim sürekliliğini artırır, maliyetleri düşürür ve yüksek kaliteli üretim sağlar.
İstersen bir sonraki aşamada sana endüstriyel mini preslerde ileri otomasyon, sensör tabanlı izleme ve saha üretiminde verimlilik artırma teknikleri konularını detaylı şekilde aktarabilirim.
Endüstriyel mini preslerde ileri otomasyon, sensör tabanlı izleme ve saha üretiminde verimlilik artırma teknikleri, presin performansını, hassasiyetini ve üretim sürekliliğini büyük ölçüde artıran uygulamalardır. Bu sistemler, küçük ölçekli üretim hatları, prototip atölyeleri ve mobil saha uygulamalarında, presin kompakt yapısının sınırlarını aşarak yüksek performanslı üretim imkânı sağlar.
İleri otomasyon sistemleri, endüstriyel mini preslerde malzeme besleme, kalıp değiştirme ve işlem sıralarının otomatik olarak yapılmasını sağlar. Servo motor kontrollü besleme sistemleri, robotik kollar veya mekanik transfer üniteleri, malzemelerin kalıp istasyonlarına hatasız ve hızlı bir şekilde taşınmasını mümkün kılar. Bu sayede operatör hataları minimize edilir, üretim hızı artar ve fire oranı düşer. Çok istasyonlu mini preslerde otomasyon, işlemler arasında kesintisiz akış sağlayarak üretim verimliliğini optimize eder.
Sensör tabanlı izleme sistemleri, presin kritik parametrelerini gerçek zamanlı olarak takip eder. Vuruş kuvveti, eksantrik mekanizma pozisyonu, malzeme hizalaması, sıcaklık ve titreşim gibi değerler sensörler aracılığıyla izlenir. Bu veriler dijital kontrol sistemleri veya bulut tabanlı üretim yazılımları ile entegre edilerek anlık kontrol yapılmasına ve hatalı üretim, aşırı yüklenme veya mekanik sorunların hızlı bir şekilde tespit edilmesine olanak tanır. Böylece plansız duruşlar önlenir ve üretim sürekliliği sağlanır.
Veri analitiği, endüstriyel mini preslerde süreç optimizasyonu için kritik bir rol oynar. Üretim verilerinin kaydedilmesi ve analiz edilmesi, presin performansı, kalıp ömrü, malzeme kullanımı ve enerji tüketimi hakkında kapsamlı bilgiler sunar. Bu bilgiler sayesinde üretim parametreleri optimize edilir, prosesler sürekli iyileştirilir ve fire oranı minimum seviyeye düşürülür. Ayrıca üretim geçmişi ve performans raporları, bakım ihtiyaçlarının önceden belirlenmesini sağlayarak prediktif bakım uygulamalarına imkân verir ve presin kullanım ömrünü uzatır.
Enerji verimliliği, endüstriyel mini preslerde hem maliyet hem de sürdürülebilirlik açısından önemli bir avantajdır. Küçük motor gücü ve sınırlı tonaj kapasitesi, doğal olarak düşük enerji tüketimi sağlar. Vuruş kuvveti ve hızı, malzemenin türüne ve işlem gereksinimlerine göre optimize edilerek enerji tasarrufu sağlanır. İleri seviye modellerde moment kontrol sistemleri veya enerji geri kazanım mekanizmaları ile enerji verimliliği daha da artırılabilir. Bu durum, özellikle uzun süreli üretimlerde maliyet avantajı sağlar.
Kalite kontrol süreçleri, otomasyon ve veri analitiği ile entegre edildiğinde endüstriyel mini preslerde yüksek hassasiyet ve güvenilir üretim sağlanır. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi sensörler, lazer ölçüm cihazları ve dijital göstergeler aracılığıyla sürekli izlenebilir. Üretim verilerinin analiz edilmesi, proseslerin optimize edilmesini ve fire oranının minimuma indirilmesini sağlar.
Sonuç olarak, endüstriyel mini presler, ileri otomasyon sistemleri, sensör tabanlı izleme ve veri analitiği ile entegre edildiğinde, küçük ölçekli üretim hatlarında yüksek verimlilik, düşük maliyet, enerji tasarrufu ve yüksek kalite sağlar. Bu presler, kompakt boyutları ve hassas işlem kapasiteleri ile prototip üretimi, mobil saha uygulamaları ve küçük ölçekli üretim süreçleri için modern, esnek ve sürdürülebilir bir çözüm sunar.
İstersen bir sonraki aşamada sana endüstriyel mini preslerde saha üretimi için modüler kalıp sistemleri, otomatik besleme çözümleri ve dijital süreç optimizasyonu konularını detaylı şekilde aktarabilirim.
Endüstriyel mini preslerde saha üretimi için modüler kalıp sistemleri, otomatik besleme çözümleri ve dijital süreç optimizasyonu, presin sahada verimli, esnek ve kesintisiz çalışmasını sağlayan kritik unsurlardır. Bu uygulamalar, özellikle küçük üretim hatları, prototip atölyeleri ve mobil saha üretimlerinde, presin kompakt yapısı ve düşük tonaj kapasitesinin maksimum verimle kullanılmasını mümkün kılar.
Modüler kalıp sistemleri, endüstriyel mini preslerde üretim esnekliğini artırır. Farklı işlem türleri için tek bir pres üzerinde hızlı geçiş imkânı sağlar. Örneğin, bir üretim hattında kesme, bükme ve delme işlemleri aynı pres üzerinde modüler kalıplar aracılığıyla uygulanabilir. Modüler kalıplar, hızlı değişim ve bakım kolaylığı sunduğu için duruş sürelerini minimuma indirir, üretim akışını kesintisiz hale getirir. Ayrıca kuvvet dağılımının eşit sağlanması, malzemelerin deformasyonunu azaltır ve kalıp ömrünü uzatır.
Otomatik besleme çözümleri, saha üretiminde pres verimliliğini doğrudan artırır. Servo motor kontrollü besleme sistemleri veya mekanik transfer üniteleri, malzemelerin kalıp istasyonlarına doğru ve hatasız bir şekilde ulaşmasını sağlar. Bu sistemler, operatör kaynaklı hataları minimize eder ve fire oranını azaltır. Çok istasyonlu mini preslerde otomatik besleme, işlemler arasında kesintisiz bir akış sağlar ve üretim hızını önemli ölçüde artırır. Saha koşullarında dayanıklı ve modüler yapıda tasarlanmış besleme sistemleri, presin taşınabilirliğini ve saha üretimindeki esnekliğini destekler.
Dijital süreç optimizasyonu, endüstriyel mini preslerde üretim kalitesini ve verimliliğini artıran bir diğer önemli bileşendir. Sensörler, dijital göstergeler ve veri toplama üniteleri aracılığıyla presin kritik parametreleri anlık olarak izlenir. Vuruş kuvveti, pozisyon, malzeme hizalaması, sıcaklık ve titreşim gibi değerler sürekli takip edilir ve analiz edilir. Bu sayede hatalı üretim, aşırı yüklenme ve mekanik sorunlar hızlıca tespit edilir, plansız duruşlar önlenir ve üretim sürekliliği sağlanır.
Enerji verimliliği, saha üretimi uygulamalarında dijital optimizasyon ile desteklenir. Presin tonaj kapasitesi ve vuruş hızı, işlenecek malzemenin türüne göre otomatik olarak ayarlanır. Bu, enerji tasarrufu sağlarken mekanik bileşenlerin aşınmasını da azaltır. İleri seviye mini pres modellerinde moment kontrol sistemleri ve enerji geri kazanım mekanizmaları kullanılarak enerji verimliliği daha da artırılabilir. Bu özellik, saha üretiminde uzun süreli operasyonlarda maliyet avantajı sağlar ve sürdürülebilirliği destekler.
Kalite kontrol süreçleri, modüler kalıp sistemleri ve otomatik besleme çözümleri ile entegre edildiğinde, endüstriyel mini preslerde yüksek hassasiyet ve güvenilir üretim elde edilir. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi sensörler, lazer ölçüm cihazları ve dijital göstergelerle sürekli izlenebilir. Üretim verilerinin analizi ile prosesler optimize edilir, fire oranı minimuma indirilir ve üretim kalitesi en üst seviyeye çıkarılır.
Sonuç olarak, endüstriyel mini preslerde saha üretimi için modüler kalıp sistemleri, otomatik besleme çözümleri ve dijital süreç optimizasyonu, üretim verimliliğini, hassasiyeti ve sürekliliği artırır. Bu sistemler sayesinde presler, küçük ölçekli üretim hatlarında, prototip atölyelerinde ve mobil saha uygulamalarında kesintisiz, güvenilir ve yüksek kaliteli üretim sağlar. Presin kompakt yapısı, düşük tonaj kapasitesi ve ileri teknolojik entegrasyonları, modern üretim süreçlerinde esnek, sürdürülebilir ve ekonomik bir çözüm oluşturur.
İstersen bir sonraki aşamada sana endüstriyel mini preslerde saha üretimi için ileri otomasyon teknikleri, robotik entegrasyon ve veri tabanlı süreç iyileştirme yöntemleri konularını detaylı şekilde aktarabilirim.
Endüstriyel mini preslerde saha üretimi için ileri otomasyon teknikleri, robotik entegrasyon ve veri tabanlı süreç iyileştirme yöntemleri, üretim kapasitesini artırmak, üretim doğruluğunu maksimize etmek ve saha koşullarında kesintisiz üretim sağlamak açısından kritik öneme sahiptir. Bu sistemler, özellikle taşınabilir veya kompakt mini preslerin kullanıldığı mobil saha atölyelerinde, prototip üretiminde ve küçük ölçekli üretim hatlarında presin performansını en üst seviyeye çıkarır.
İleri otomasyon teknikleri, mini preslerin malzeme besleme, kalıp değiştirme ve işlem sıralarının otomatik olarak gerçekleştirilmesini mümkün kılar. Servo motor kontrollü besleme sistemleri, mekanik veya robotik transfer üniteleri sayesinde malzemeler kalıp istasyonlarına hızlı, doğru ve hatasız bir şekilde yönlendirilir. Bu sayede operatör kaynaklı hatalar minimize edilir, fire oranı düşürülür ve üretim süresi kısaltılır. Çok istasyonlu mini preslerde otomasyon, işlemler arasında kesintisiz akış sağlayarak üretim verimliliğini optimize eder.
Robotik entegrasyon, endüstriyel mini preslerde saha üretiminin verimliliğini ve hassasiyetini artırır. Küçük ölçekli robotik kollar, malzemelerin pres üzerinde taşınmasını, kalıplara yerleştirilmesini ve işlem sonrası ürünlerin alınmasını sağlar. Bu sayede operatör müdahalesi azalır ve üretim güvenliği artırılır. Robotik sistemler, tekrar eden işlemlerde yüksek doğruluk ve tutarlılık sağlar, üretim kalite standartlarının korunmasına katkıda bulunur ve saha üretiminde iş gücü maliyetlerini düşürür.
Veri tabanlı süreç iyileştirme yöntemleri, mini preslerin saha üretiminde sürekli optimizasyonunu sağlar. Sensörler ve dijital ölçüm cihazları aracılığıyla presin vuruş kuvveti, pozisyon, malzeme hizalaması, sıcaklık ve titreşim gibi kritik parametreler sürekli izlenir ve kaydedilir. Bu veriler, üretim yönetim sistemleri veya bulut tabanlı yazılımlar aracılığıyla analiz edilerek hatalı üretim, aşırı yüklenme veya mekanik sorunlar anında tespit edilir. Analiz sonuçları, üretim parametrelerinin optimize edilmesine, enerji tüketiminin azaltılmasına ve kalıp ömrünün uzatılmasına olanak tanır.
Enerji verimliliği, ileri otomasyon ve veri tabanlı süreç iyileştirme ile desteklendiğinde saha üretiminde önemli avantajlar sağlar. Presin tonaj kapasitesi ve vuruş hızı, işlenecek malzemenin türüne ve işlem gereksinimlerine göre otomatik olarak ayarlanabilir. Bu, enerji tasarrufu sağlarken mekanik bileşenlerin aşınmasını azaltır ve üretim maliyetlerini düşürür. Bazı ileri modellerde moment kontrol sistemleri ve enerji geri kazanım mekanizmaları kullanılarak enerji verimliliği daha da artırılabilir.
Kalite kontrol süreçleri, ileri otomasyon, robotik entegrasyon ve veri analitiği ile birleştirildiğinde, endüstriyel mini preslerde yüksek hassasiyet ve güvenilir üretim sağlanır. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi, sensörler, lazer ölçüm cihazları ve dijital göstergeler aracılığıyla sürekli izlenir. Üretim verilerinin analizi, proseslerin optimize edilmesini ve fire oranının minimum seviyeye çekilmesini sağlar.
Sonuç olarak, endüstriyel mini preslerde ileri otomasyon teknikleri, robotik entegrasyon ve veri tabanlı süreç iyileştirme yöntemleri, saha üretiminde yüksek verimlilik, hassasiyet ve süreklilik sağlar. Bu sistemler, kompakt yapılı ve düşük tonajlı preslerin küçük ölçekli üretim hatlarında, mobil saha atölyelerinde ve prototip üretiminde kesintisiz, güvenilir ve yüksek kaliteli üretim yapmasına olanak tanır. Presin modern otomasyon ve veri tabanlı izleme sistemleri ile entegre edilmesi, esnek, sürdürülebilir ve ekonomik bir üretim çözümü sunar.
İstersen bir sonraki aşamada sana endüstriyel mini preslerde sahada kalite güvence sistemleri, prediktif bakım stratejileri ve üretim verimliliğini artıran ileri optimizasyon yöntemleri konularını detaylı şekilde aktarabilirim.
Kompakt Metal Şekillendirme Presi
Kompakt metal şekillendirme presi, özellikle küçük atölyeler, prototip üretim merkezleri ve hassas metal şekillendirme uygulamaları için tasarlanmış, boyut olarak kompakt fakat işlev olarak güçlü bir pres türüdür. Bu presler, alüminyum, bakır, pirinç gibi hafif metallerin yanı sıra ince çelik levhaların şekillendirilmesi, bükülmesi, kesilmesi veya delinmesi gibi işlemlerde etkin bir şekilde kullanılır. Kompakt yapısı sayesinde sınırlı alanlarda rahatlıkla yerleştirilebilir ve taşınabilirlik özelliği sunar; bu özellik saha üretimlerinde ve mobil üretim hatlarında büyük avantaj sağlar.
Kompakt metal şekillendirme presleri, genellikle eksantrik mekanizma, hidrolik veya elektrik motorlu tahrik sistemleri ile çalışır. Küçük motorlar veya mekanik sistemler aracılığıyla üretilen dönme hareketi, eksantrik mekanizma üzerinden lineer vuruş hareketine dönüştürülür ve malzemeye kontrollü bir kuvvet uygulanır. Bu sayede parçalar üzerinde hassas şekillendirme işlemleri gerçekleştirilir. Presin sınırlı tonaj kapasitesi, malzemede deformasyon riskini azaltır ve üretim doğruluğunu artırır.
Kompakt preslerde kalıp yönetimi, verimlilik ve uzun ömür açısından kritik bir rol oynar. Presin tonaj kapasitesine uygun kalıpların seçilmesi, aşınma ve deformasyon riskini minimize eder. Modüler kalıp sistemleri, farklı işlem türleri arasında hızlı geçiş imkânı sunar ve üretim esnekliğini artırır. Ayrıca kalıp tasarımında kuvvet dağılımının eşit şekilde sağlanması, parça kalitesini yükseltir ve kalıp ömrünü uzatır. Düzenli kalıp bakımı ve temizliği, presin uzun süre güvenilir bir şekilde çalışmasını garanti eder.
Malzeme besleme sistemi, kompakt metal şekillendirme preslerinin verimliliğini doğrudan etkiler. Genellikle manuel besleme uygulansa da bazı modellerde basit mekanik veya servo motor kontrollü besleme sistemleri bulunur. Bu sistemler, malzemelerin kalıp istasyonlarına doğru ve hatasız bir şekilde yönlendirilmesini sağlar, üretim hatalarını ve fire oranını azaltır. Çok istasyonlu işlemler söz konusu olduğunda, otomatik besleme sistemleri üretim akışının kesintisiz olmasını ve presin verimli kullanılmasını sağlar.
Enerji verimliliği, kompakt metal şekillendirme preslerinde önemli bir avantajdır. Küçük motor gücü ve sınırlı tonaj kapasitesi sayesinde enerji tüketimi düşük olur. Presin vuruş hızı ve kuvveti, işlenecek malzemenin türüne göre optimize edilerek enerji tasarrufu sağlanır ve mekanik bileşenlerin ömrü korunur. Bazı ileri modellerde moment kontrol sistemleri veya enerji geri kazanım mekanizmaları ile enerji verimliliği daha da artırılabilir.
Kalite kontrol süreçleri, kompakt metal şekillendirme preslerinde hassas ve güvenilir üretim için kritik öneme sahiptir. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi, görsel denetim, lazer ölçüm cihazları veya sensörler aracılığıyla sürekli izlenebilir. Üretim verilerinin kaydedilmesi ve analiz edilmesi, proseslerin optimize edilmesini ve fire oranının minimuma indirilmesini sağlar.
Sonuç olarak, kompakt metal şekillendirme presleri, kompakt yapıları, hassas işlem kapasiteleri ve enerji verimliliği ile küçük atölyeler, prototip üretim merkezleri ve mobil saha uygulamaları için ideal çözümler sunar. Modüler kalıp sistemleri, doğru malzeme besleme ve düzenli bakım ile entegre edildiğinde, presler üretim sürekliliğini artırır, maliyetleri düşürür ve yüksek kaliteli üretim sağlar.
İstersen bir sonraki aşamada sana kompakt metal şekillendirme preslerinde ileri otomasyon, robotik besleme ve saha üretiminde verimlilik artırıcı dijital sistemler konularını detaylı şekilde aktarabilirim.
Kompakt metal şekillendirme preslerinde ileri otomasyon, robotik besleme sistemleri ve dijital üretim yönetimi, presin saha üretiminde ve küçük ölçekli atölyelerde maksimum verimlilik ve hassasiyetle çalışmasını sağlar. Bu uygulamalar, kompakt yapılı preslerin sınırlı tonaj kapasitesini avantaja çevirerek üretim akışını optimize eder, operatör hatalarını minimize eder ve üretim sürekliliğini garanti eder.
İleri otomasyon sistemleri, kompakt preslerde malzeme besleme, kalıp değiştirme ve işlem sıralarının otomatik olarak yürütülmesini sağlar. Servo motor kontrollü besleme üniteleri ve mekanik transfer sistemleri, malzemelerin kalıp istasyonlarına hızlı ve doğru bir şekilde yönlendirilmesini mümkün kılar. Bu sayede üretim hattındaki tekrar eden işlemler robotik sistemler aracılığıyla hatasız gerçekleştirilir, fire oranı minimum seviyeye indirilir ve üretim hızı artırılır. Çok istasyonlu kompakt preslerde otomasyon, işlemler arasında kesintisiz bir akış sağlayarak üretim verimliliğini optimize eder.
Robotik besleme sistemleri, saha üretiminde özellikle önemli bir rol oynar. Küçük ölçekli robotik kollar veya mekanik transfer üniteleri, malzemelerin pres üzerinde taşınmasını, kalıplara yerleştirilmesini ve işlem sonrası ürünlerin alınmasını sağlar. Operatör müdahalesinin azalması, üretim güvenliğini artırır, iş gücü maliyetlerini düşürür ve tekrarlayan işlemlerde yüksek doğruluk ve tutarlılık sağlar. Robotik entegrasyon, saha koşullarında presin kesintisiz çalışmasını ve üretim süreçlerinin kontrolünü mümkün kılar.
Dijital üretim yönetimi ve veri analitiği, kompakt preslerde üretim kalitesinin ve verimliliğinin artırılmasını sağlar. Sensörler, dijital göstergeler ve veri toplama birimleri sayesinde presin vuruş kuvveti, eksantrik mekanizma pozisyonu, malzeme hizalaması, sıcaklık ve titreşim gibi kritik parametreler sürekli olarak izlenir ve kaydedilir. Bu veriler, üretim yönetim sistemleri veya bulut tabanlı yazılımlar aracılığıyla analiz edilerek hatalı üretim, aşırı yüklenme ve mekanik sorunlar anında tespit edilir. Analiz sonuçları, üretim parametrelerinin optimize edilmesini, enerji tüketiminin azaltılmasını ve kalıp ömrünün uzatılmasını sağlar.
Enerji verimliliği, kompakt preslerde saha üretimi için önemli bir avantaj sunar. Presin tonaj kapasitesi ve vuruş hızı, işlenecek malzemenin türüne ve işlem gereksinimlerine göre otomatik olarak ayarlanabilir. Bu sayede enerji tasarrufu sağlanır ve mekanik bileşenlerin aşınması minimize edilir. İleri modellerde moment kontrol sistemleri ve enerji geri kazanım mekanizmaları ile enerji tüketimi daha da azaltılır. Uzun süreli saha üretimlerinde bu durum, maliyetleri düşürür ve sürdürülebilirliği artırır.
Kalite kontrol süreçleri, otomasyon ve robotik besleme sistemleri ile entegre edildiğinde, kompakt metal şekillendirme preslerinde yüksek hassasiyet ve güvenilir üretim sağlanır. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi sensörler, lazer ölçüm cihazları ve dijital göstergeler aracılığıyla sürekli izlenebilir. Üretim verilerinin analiz edilmesi, proseslerin optimize edilmesini ve fire oranının minimuma indirilmesini sağlar.
Sonuç olarak, kompakt metal şekillendirme preslerinde ileri otomasyon, robotik besleme ve dijital üretim yönetimi, saha üretiminde yüksek verimlilik, hassasiyet ve kesintisiz üretim sağlar. Bu sistemler sayesinde presler, küçük ölçekli üretim hatlarında, prototip atölyelerinde ve mobil saha uygulamalarında güvenilir, esnek ve yüksek kaliteli üretim yapabilir. Presin kompakt yapısı, enerji verimliliği ve modern teknolojik entegrasyonları, üretim süreçlerinde ekonomik ve sürdürülebilir çözümler sunar.
İstersen bir sonraki aşamada sana kompakt metal şekillendirme preslerinde saha üretimi için prediktif bakım yöntemleri, sensör tabanlı erken uyarı sistemleri ve üretim verimliliğini artıran ileri optimizasyon teknikleri konularını detaylı şekilde aktarabilirim.
Kompakt metal şekillendirme preslerinde prediktif bakım yöntemleri, sensör tabanlı erken uyarı sistemleri ve ileri optimizasyon teknikleri, presin saha üretiminde kesintisiz, güvenilir ve yüksek kaliteli çalışmasını sağlamak için kritik öneme sahiptir. Bu sistemler, özellikle küçük ölçekli üretim hatları, mobil saha uygulamaları ve prototip atölyelerinde presin kompakt yapısı ve sınırlı tonaj kapasitesini avantaja dönüştürerek üretim verimliliğini maksimize eder.
Prediktif bakım yöntemleri, presin mekanik ve elektriksel bileşenlerinin durumunu sürekli izleyerek olası arızaları önceden tespit etmeyi amaçlar. Vuruş kuvveti, motor akımı, titreşim, sıcaklık ve mekanik deformasyon gibi parametreler sensörler aracılığıyla izlenir ve dijital veri platformlarında analiz edilir. Bu sayede, presin kritik parçalarında meydana gelebilecek aşınma, aşırı yüklenme veya mekanik bozulmalar önceden tespit edilerek bakım işlemleri planlanabilir. Plansız duruşların önlenmesi, üretim sürekliliğinin sağlanması ve bakım maliyetlerinin düşürülmesi, prediktif bakımın en önemli avantajlarıdır.
Sensör tabanlı erken uyarı sistemleri, presin saha üretiminde güvenli ve hatasız çalışmasını garanti eder. Kritik sensörler, presin eksantrik mekanizma pozisyonu, kalıp hizalaması, vuruş kuvveti, sıcaklık ve titreşim gibi değerleri sürekli izler. Bu veriler anlık olarak işlenir ve belirlenen sınır değerlerin aşılması durumunda operatör uyarılır veya pres otomatik olarak durdurulur. Böylece hem ürün kalitesi korunur hem de mekanik ekipmanların hasar görmesi engellenir. Erken uyarı sistemleri, saha üretiminde güvenliği artırırken operatör müdahalesine olan ihtiyacı da azaltır.
İleri optimizasyon teknikleri, kompakt metal şekillendirme preslerinde verimliliği ve üretim kalitesini artırmak için kullanılır. Bu teknikler, veri analitiği, süreç simülasyonları ve otomasyon algoritmaları aracılığıyla üretim parametrelerinin sürekli olarak iyileştirilmesini sağlar. Örneğin, vuruş hızı, tonaj kapasitesi ve kalıp pozisyonları, işlenecek malzemenin özelliklerine göre dinamik olarak ayarlanabilir. Bu, enerji verimliliğini artırırken mekanik bileşenlerin ömrünü uzatır ve üretim doğruluğunu yükseltir.
Kompakt preslerde dijital süreç optimizasyonu, saha üretiminde yüksek kalite ve tekrarlanabilirlik sağlar. Sensör verileri, bulut tabanlı üretim yönetim sistemlerine entegre edilerek gerçek zamanlı izleme ve raporlama yapılabilir. Üretim performansının sürekli değerlendirilmesi, kalite sapmalarının önceden tespit edilmesini ve proses parametrelerinin optimize edilmesini mümkün kılar. Böylece üretim hatlarında fire oranı düşer, ürünlerin boyutsal doğruluğu artar ve saha üretiminde süreklilik sağlanır.
Ayrıca, kompakt metal şekillendirme preslerinde saha üretimi için veri tabanlı bakım ve optimizasyon stratejileri, malzeme yönetimi ve kalıp değişim sürelerinin azaltılmasına da olanak tanır. Modüler kalıp sistemleri ve otomatik besleme çözümleri ile birlikte kullanıldığında, presin saha üretiminde esnekliği artar, üretim hızı yükselir ve operatör iş yükü azalır. Bu entegrasyon, küçük ölçekli üretim hatlarında maksimum verimlilik ve yüksek kaliteyi garanti eder.
Sonuç olarak, kompakt metal şekillendirme preslerinde prediktif bakım, sensör tabanlı erken uyarı sistemleri ve ileri optimizasyon teknikleri, saha üretiminde yüksek verimlilik, kesintisiz çalışma ve güvenilir kalite sağlar. Bu sistemler, presin kompakt yapısını ve düşük tonaj kapasitesini avantaja dönüştürerek küçük atölyelerde, mobil saha üretimlerinde ve prototip merkezlerinde esnek, sürdürülebilir ve ekonomik bir üretim çözümü sunar.
İstersen bir sonraki aşamada sana kompakt metal şekillendirme preslerinde saha üretimi için tam entegrasyonlu dijital kontrol sistemleri, IoT tabanlı izleme ve üretim verimliliğini artıran ileri otomasyon uygulamaları konularını detaylı şekilde aktarabilirim.
Kompakt metal şekillendirme preslerinde saha üretimi için tam entegrasyonlu dijital kontrol sistemleri, IoT tabanlı izleme ve ileri otomasyon uygulamaları, presin performansını, üretim kalitesini ve operasyonel verimliliğini maksimum seviyeye çıkarmak için kritik öneme sahiptir. Bu sistemler, özellikle mobil saha üretiminde, küçük ölçekli üretim hatlarında ve prototip atölyelerinde kompakt preslerin sınırlı alan ve tonaj avantajlarını en verimli şekilde kullanmayı mümkün kılar.
Tam entegrasyonlu dijital kontrol sistemleri, presin tüm işlevlerini merkezi bir kontrol birimi üzerinden yönetir. Vuruş hızı, tonaj kapasitesi, kalıp pozisyonları ve malzeme besleme sistemi gibi kritik parametreler, dijital ekranlar ve kontrol panelleri aracılığıyla operatör tarafından hassas şekilde ayarlanabilir. Bu sistemler, üretim sürecinde otomatik parametre optimizasyonu yaparak presin her malzeme ve işlem türüne uygun çalışmasını sağlar. Ayrıca dijital kontrol, üretim sürecinin izlenmesini ve üretim verilerinin kaydedilmesini mümkün kılar, bu da kalite kontrol ve performans analizini kolaylaştırır.
IoT tabanlı izleme sistemleri, presin saha üretimindeki her aşamasını gerçek zamanlı olarak takip eder. Sensörler aracılığıyla vuruş kuvveti, pozisyon, sıcaklık, titreşim ve motor akımı gibi parametreler anlık olarak ölçülür ve bulut tabanlı veri platformlarına iletilir. Bu sayede operatörler ve bakım ekipleri, presin durumu hakkında anlık bilgi sahibi olur ve olası arızalara veya üretim hatalarına hızlı müdahale edebilir. IoT tabanlı sistemler, saha üretiminde kesintisiz operasyon sağlar, plansız duruşları önler ve üretim güvenliğini artırır.
İleri otomasyon uygulamaları, kompakt metal şekillendirme preslerinde saha üretim verimliliğini ve üretim hızını artırır. Robotik besleme sistemleri, malzemelerin kalıp istasyonlarına doğru ve hatasız bir şekilde taşınmasını sağlar. Modüler kalıp sistemleri ile birlikte kullanıldığında, presin farklı işlem türlerine hızlı geçiş yapabilmesi mümkün olur. Bu sayede üretim akışı kesintisiz devam eder ve operatör müdahalesi minimuma indirilir. Ayrıca otomasyon sistemleri, tekrarlayan işlemlerde yüksek hassasiyet ve tutarlılık sağlayarak üretim kalitesini artırır.
Veri tabanlı süreç optimizasyonu, dijital kontrol ve IoT entegrasyonu ile tamamlandığında, saha üretiminde maksimum verimlilik elde edilir. Üretim verileri analiz edilerek fire oranları, kalıp aşınması ve enerji tüketimi optimize edilir. Örneğin, vuruş hızı ve tonaj kapasitesi malzemenin türüne göre otomatik olarak ayarlanabilir, enerji tasarrufu sağlanırken mekanik bileşenlerin ömrü korunur. Böylece kompakt presler saha üretiminde hem ekonomik hem de sürdürülebilir çözümler sunar.
Kalite kontrol süreçleri, dijital kontrol ve IoT sistemleri ile entegre edildiğinde, kompakt metal şekillendirme preslerinde üretim hatasız ve yüksek hassasiyetle gerçekleştirilir. Parçaların boyutsal doğruluğu, delik pozisyonları, bükme açıları ve yüzey kalitesi sensörler ve dijital göstergeler aracılığıyla sürekli izlenir. Üretim verilerinin kaydedilmesi ve analizi, proseslerin optimize edilmesini ve fire oranının minimuma çekilmesini sağlar.
Sonuç olarak, kompakt metal şekillendirme preslerinde tam entegrasyonlu dijital kontrol sistemleri, IoT tabanlı izleme ve ileri otomasyon uygulamaları, saha üretiminde yüksek verimlilik, kesintisiz operasyon, güvenilir kalite ve enerji verimliliği sağlar. Bu sistemler, presin kompakt yapısı ve düşük tonaj kapasitesini avantaja dönüştürerek küçük atölyelerde, mobil saha üretimlerinde ve prototip merkezlerinde esnek, sürdürülebilir ve ekonomik bir üretim çözümü sunar.
İstersen bir sonraki aşamada sana kompakt metal şekillendirme preslerinde saha üretimi için yapay zekâ destekli süreç optimizasyonu, otomatik kalite tespiti ve gerçek zamanlı üretim simülasyonu konularını detaylı şekilde aktarabilirim.
Mikro Üretim Eksantrik Pres
Mikro üretim eksantrik pres, özellikle hassas ve küçük ölçekli parçaların üretimi için tasarlanmış, kompakt boyutlu ve yüksek hassasiyetli bir pres türüdür. Bu presler, mikro metal parçaların şekillendirilmesi, bükülmesi, delinmesi veya kesilmesi gibi işlemleri yüksek doğrulukla gerçekleştirmek üzere geliştirilmiştir. Küçük boyutları sayesinde sınırlı alanlarda rahatlıkla kullanılabilir ve laboratuvar ortamlarında, prototip atölyelerinde veya mikro üretim hatlarında büyük avantaj sağlar.
Mikro üretim eksantrik preslerin en önemli özelliklerinden biri hassas eksantrik mekanizmasıdır. Elektrik motorları veya küçük servo tahrik sistemleri üzerinden aktarılan dönme hareketi, eksantrik sistem aracılığıyla lineer vuruş hareketine dönüştürülür. Bu sayede çok küçük kuvvetlerle hassas metal deformasyonları gerçekleştirilebilir ve mikro ölçekte üretim yapılabilir. Presin hassas tonaj ayarı, mikro parçaların deformasyon riskini azaltır ve üretim doğruluğunu artırır.
Kalıp sistemi, mikro üretim preslerinde kritik bir rol oynar. Küçük ve hassas kalıplar, presin sınırlı tonaj kapasitesine uygun olarak tasarlanır ve modüler yapıda olabilir. Modüler kalıplar sayesinde farklı işlem türleri arasında hızlı geçiş yapılabilir, böylece üretim esnekliği artar ve saha üretiminde zaman kaybı minimize edilir. Kalıp tasarımında kuvvet dağılımının eşit şekilde sağlanması, mikro parçaların deformasyonunu önler ve kalıp ömrünü uzatır.
Otomatik besleme çözümleri, mikro üretim preslerinde üretim verimliliğini artıran bir diğer önemli özelliktir. Servo motor kontrollü besleme sistemleri veya mikro mekanik transfer üniteleri, parçaların kalıp istasyonlarına hatasız ve hızlı bir şekilde ulaşmasını sağlar. Bu sistemler, operatör kaynaklı hataları minimize eder ve üretim akışının kesintisiz olmasını garanti eder. Çok istasyonlu mikro preslerde otomatik besleme, üretim hızını artırırken hassasiyetin korunmasını sağlar.
Dijital kontrol ve veri tabanlı izleme sistemleri, mikro üretim eksantrik preslerinde kalite ve verimliliğin artırılmasını sağlar. Sensörler aracılığıyla vuruş kuvveti, pozisyon, kalıp hizalaması, sıcaklık ve titreşim değerleri sürekli izlenir ve analiz edilir. Bu veriler sayesinde hatalı üretim, mekanik sorunlar veya aşırı yüklenme durumları anında tespit edilir. Böylece plansız duruşlar önlenir ve üretim sürekliliği sağlanır.
Enerji verimliliği, mikro üretim preslerinde küçük motor gücü ve hassas tonaj ayarları sayesinde sağlanır. İşlenecek malzemenin türüne ve işlem gereksinimlerine göre vuruş hızı ve tonaj kapasitesi optimize edilir. Bu, enerji tüketimini azaltırken mekanik bileşenlerin ömrünü uzatır. İleri seviye mikro pres modellerinde moment kontrol sistemleri veya enerji geri kazanım mekanizmaları ile enerji verimliliği daha da artırılabilir.
Kalite kontrol süreçleri, mikro üretim eksantrik preslerinde hassas ve güvenilir üretim için kritik öneme sahiptir. Parçaların boyutsal doğruluğu, delik pozisyonları, bükme açıları ve yüzey kalitesi, sensörler ve dijital ölçüm cihazları ile sürekli izlenir. Üretim verilerinin kaydedilmesi ve analiz edilmesi, proseslerin optimize edilmesini ve fire oranının minimuma çekilmesini sağlar.
Sonuç olarak, mikro üretim eksantrik presler, kompakt yapıları, yüksek hassasiyetleri ve enerji verimliliği ile laboratuvar, prototip ve mikro üretim hatları için ideal çözümler sunar. Modüler kalıp sistemleri, otomatik besleme ve dijital izleme sistemleri ile entegre edildiğinde, presler saha üretiminde güvenilir, esnek ve yüksek kaliteli üretim sağlar.
İstersen bir sonraki aşamada sana mikro üretim eksantrik preslerde ileri otomasyon, robotik besleme ve yapay zekâ destekli kalite kontrol sistemleri konularını detaylı şekilde aktarabilirim.
Mikro üretim eksantrik preslerde ileri otomasyon, robotik besleme sistemleri ve yapay zekâ destekli kalite kontrol uygulamaları, özellikle küçük ölçekli üretim hatlarında ve prototip atölyelerinde presin performansını, üretim hızını ve doğruluğunu maksimize etmek için kritik öneme sahiptir. Bu sistemler, mikro ölçekli parçaların hassasiyetle üretilmesini sağlar, operatör hatalarını minimize eder ve üretim sürekliliğini garanti eder.
İleri otomasyon sistemleri, mikro üretim preslerinde malzeme besleme, kalıp değiştirme ve işlem sıralarının otomatik olarak yürütülmesini mümkün kılar. Servo motor kontrollü besleme üniteleri ve küçük ölçekli robotik kollar, malzemelerin kalıp istasyonlarına hızlı ve hatasız bir şekilde taşınmasını sağlar. Bu sayede tekrarlayan işlemler robotik sistemler aracılığıyla gerçekleştirilir, fire oranı minimuma indirilir ve üretim hızı artırılır. Çok istasyonlu mikro preslerde otomasyon, işlemler arasında kesintisiz bir akış sağlayarak üretim verimliliğini optimize eder.
Robotik besleme sistemleri, mikro üretim preslerinde saha üretiminde hassasiyet ve güvenilirliği artırır. Küçük robotik kollar, mikro parçaları kalıplara yerleştirir ve işlem sonrası ürünleri alarak üretim hattındaki akışı kesintisiz hale getirir. Operatör müdahalesinin azalması, üretim güvenliğini yükseltir ve iş gücü maliyetlerini düşürür. Ayrıca robotik entegrasyon, tekrar eden işlemlerde yüksek doğruluk sağlar ve mikro parçaların hassas toleranslarla üretilmesine olanak tanır.
Yapay zekâ destekli kalite kontrol sistemleri, mikro üretim eksantrik preslerinde üretim kalitesinin sürekli izlenmesini ve optimize edilmesini sağlar. Görüntü işleme, sensör verileri ve üretim parametreleri analiz edilerek hatalı parçalar anında tespit edilir. Yapay zekâ algoritmaları, üretim sürecinde otomatik düzeltme önerileri sunar ve proses parametrelerini optimize eder. Bu sayede mikro parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi korunur, fire oranı minimuma indirilir ve üretim güvenilirliği artırılır.
Veri tabanlı süreç optimizasyonu, dijital kontrol, robotik besleme ve yapay zekâ entegrasyonu ile birleştiğinde, mikro üretim eksantrik preslerinde maksimum verimlilik elde edilir. Üretim parametreleri, malzeme türüne, kalıp tasarımına ve üretim koşullarına göre dinamik olarak ayarlanabilir. Bu, enerji tasarrufu sağlarken mekanik bileşenlerin ömrünü uzatır ve üretim doğruluğunu artırır. İleri seviye mikro preslerde moment kontrol sistemleri ve enerji geri kazanım mekanizmaları, enerji verimliliğini daha da artırır.
Kalite kontrol ve üretim optimizasyonunun entegre edilmesi, mikro üretim eksantrik preslerinde saha üretiminde kesintisiz ve güvenilir operasyon sağlar. Sensörler, dijital göstergeler ve yapay zekâ algoritmaları ile sürekli izleme yapılır; üretim verileri kaydedilir ve analiz edilir. Bu sayede prosesler optimize edilir, fire oranı azaltılır ve mikro parçaların hassas toleranslarla üretilmesi sağlanır.
Sonuç olarak, mikro üretim eksantrik preslerde ileri otomasyon, robotik besleme ve yapay zekâ destekli kalite kontrol sistemleri, saha üretiminde yüksek hassasiyet, maksimum verimlilik ve güvenilir üretim sağlar. Bu sistemler, presin kompakt yapısını ve sınırlı tonaj kapasitesini avantaja dönüştürerek prototip atölyelerinde, laboratuvarlarda ve mikro üretim hatlarında esnek, sürdürülebilir ve ekonomik bir üretim çözümü sunar.
İstersen bir sonraki aşamada sana mikro üretim eksantrik preslerde prediktif bakım, sensör tabanlı erken uyarı sistemleri ve gerçek zamanlı üretim simülasyonu konularını detaylı şekilde aktarabilirim.
Mikro üretim eksantrik preslerde prediktif bakım, sensör tabanlı erken uyarı sistemleri ve gerçek zamanlı üretim simülasyonu, presin saha üretiminde güvenilirliğini, üretim sürekliliğini ve kaliteyi artırmak için kritik öneme sahiptir. Bu sistemler, küçük ölçekli üretim hatları, prototip atölyeleri ve laboratuvar ortamlarında presin kompakt yapısını ve hassas tonaj kapasitesini avantaja dönüştürür.
Prediktif bakım yöntemleri, presin mekanik ve elektriksel bileşenlerinin durumunu sürekli izleyerek olası arızaları önceden tespit etmeyi sağlar. Mikro preslerde sensörler aracılığıyla vuruş kuvveti, motor akımı, eksantrik mekanizma pozisyonu, sıcaklık ve titreşim gibi parametreler ölçülür. Toplanan veriler, dijital platformlarda analiz edilerek aşınma, mekanik bozulma veya aşırı yüklenme riskleri önceden belirlenir. Bu sayede plansız duruşlar önlenir, bakım maliyetleri azaltılır ve saha üretiminde kesintisiz operasyon sağlanır.
Sensör tabanlı erken uyarı sistemleri, mikro üretim eksantrik preslerde kaliteyi ve güvenliği artırır. Kritik sensörler, presin çalışma parametrelerini anlık olarak izler ve belirlenen limitlerin dışına çıkıldığında operatörü uyarır veya pres otomatik olarak durdurulur. Bu sistemler, hem mekanik ekipmanların hasar görmesini önler hem de üretim sırasında meydana gelebilecek hatalı parçaların oluşumunu engeller. Erken uyarı sistemleri, mikro üretim preslerinde saha güvenliğini artırırken operatör müdahalesini minimuma indirir.
Gerçek zamanlı üretim simülasyonu, mikro preslerin saha üretiminde verimliliğini optimize etmek için kullanılır. Simülasyon yazılımları, presin tüm işlem parametrelerini ve malzeme davranışını modelleyerek üretim sürecinde olası sorunları önceden tespit eder. Kalıp yüklenmeleri, malzeme deformasyonları, vuruş kuvveti dağılımı ve proses süreleri simüle edilerek üretim planları optimize edilir. Bu sayede üretim akışı kesintisiz olur, kalite standartları korunur ve fire oranı minimuma indirilir.
İleri veri analitiği ve simülasyon tabanlı optimizasyon, mikro üretim eksantrik preslerde enerji verimliliğini ve üretim doğruluğunu artırır. Presin vuruş hızı, tonaj kapasitesi ve kalıp pozisyonları malzemenin türüne göre dinamik olarak ayarlanabilir. Bu, enerji tasarrufu sağlarken mekanik bileşenlerin aşınmasını azaltır ve üretim hassasiyetini yükseltir. İleri seviye modellerde moment kontrol sistemleri ve enerji geri kazanım mekanizmaları ile enerji verimliliği daha da artırılır.
Kalite kontrol süreçleri, prediktif bakım, sensör tabanlı erken uyarı ve simülasyon tabanlı optimizasyon ile entegre edildiğinde, mikro üretim eksantrik preslerinde yüksek hassasiyet ve güvenilir üretim sağlanır. Parçaların boyutsal doğruluğu, delik pozisyonları, bükme açıları ve yüzey kalitesi sürekli olarak izlenir ve analiz edilir. Üretim verilerinin kaydedilmesi, süreçlerin optimize edilmesini ve fire oranının minimuma çekilmesini mümkün kılar.
Sonuç olarak, mikro üretim eksantrik preslerinde prediktif bakım, sensör tabanlı erken uyarı sistemleri ve gerçek zamanlı üretim simülasyonu, saha üretiminde yüksek verimlilik, kesintisiz operasyon, enerji tasarrufu ve güvenilir kalite sağlar. Bu sistemler, presin kompakt yapısını ve sınırlı tonaj kapasitesini avantaja dönüştürerek prototip merkezlerinde, laboratuvarlarda ve mikro üretim hatlarında esnek, sürdürülebilir ve ekonomik bir üretim çözümü sunar.
İstersen bir sonraki aşamada sana mikro üretim eksantrik preslerde entegre dijital ikiz teknolojisi, yapay zekâ tabanlı üretim optimizasyonu ve saha üretimi için gelişmiş veri analitiği uygulamaları konularını detaylı şekilde aktarabilirim.
Mikro üretim eksantrik preslerde entegre dijital ikiz teknolojisi, yapay zekâ tabanlı üretim optimizasyonu ve gelişmiş veri analitiği uygulamaları, presin saha üretiminde yüksek verimlilik, hassasiyet ve güvenilirliği sağlamak için en ileri düzey çözümleri temsil eder. Dijital ikiz teknolojisi, presin fiziksel ve dijital kopyasının eş zamanlı olarak oluşturulmasını sağlar; böylece sahadaki üretim süreçleri, makinenin dijital simülasyonu üzerinden gerçek zamanlı izlenebilir ve optimize edilebilir. Bu sayede olası üretim hataları, malzeme deformasyonları veya mekanik aşınmalar önceden tespit edilir, müdahale süresi minimuma indirilir ve üretim verimliliği artırılır.
Dijital ikiz, mikro presin tüm operasyonel parametrelerini kapsar. Vuruş kuvveti, tonaj kapasitesi, kalıp pozisyonları, malzeme besleme hızı, sıcaklık ve titreşim gibi kritik değerler gerçek zamanlı olarak dijital ortamda izlenir. Bu sayede operatörler ve mühendisler, saha üretiminde yaşanabilecek herhangi bir sapmayı anında fark eder ve gerekli optimizasyonları uygulayabilir. Dijital ikiz teknolojisi aynı zamanda kalıp tasarımlarının test edilmesine ve üretim akışının simülasyon ile optimize edilmesine olanak tanır; böylece presin saha üretiminde maksimum performans ve minimum fire sağlanır.
Yapay zekâ tabanlı üretim optimizasyonu, mikro üretim eksantrik preslerde üretim süreçlerinin akıllı bir şekilde yönetilmesini sağlar. Makine öğrenimi algoritmaları, geçmiş üretim verilerini analiz ederek ideal vuruş hızı, tonaj, kalıp pozisyonları ve besleme parametrelerini belirler. Bu sayede pres, her üretim döngüsünde optimum performansla çalışır, enerji tüketimi azaltılır ve parçaların boyutsal doğruluğu en üst seviyeye çıkarılır. Yapay zekâ aynı zamanda, presin malzeme tipi ve kalıp yapısına göre otomatik ayarlamalar yapmasını sağlayarak operatör müdahalesini minimuma indirir ve üretim sürekliliğini garanti eder.
Gelişmiş veri analitiği uygulamaları, mikro preslerde üretim verilerinin derinlemesine analiz edilmesini mümkün kılar. Sensörler ve dijital ölçüm cihazları aracılığıyla toplanan üretim verileri, bulut tabanlı platformlarda depolanır ve gerçek zamanlı olarak işlenir. Bu analizler sayesinde presin performansı izlenir, olası üretim hataları tahmin edilir ve önleyici önlemler alınır. Ayrıca veri analitiği, kalıp aşınması, malzeme tüketimi, enerji kullanımı ve üretim hızının optimize edilmesine yardımcı olur, böylece saha üretiminde hem maliyetler düşer hem de verimlilik artar.
Entegre dijital ikiz, yapay zekâ ve veri analitiği kombinasyonu, mikro üretim eksantrik preslerin saha üretiminde tamamen akıllı ve otonom bir şekilde çalışmasını sağlar. Üretim süreci hem gerçek zamanlı izlenir hem de optimize edilir; parçaların hassas toleransları korunur, enerji tüketimi minimize edilir ve operatör iş yükü azaltılır. Bu sistemler, özellikle küçük ölçekli üretim hatlarında, laboratuvarlarda ve prototip atölyelerinde presin kompakt yapısını avantaja dönüştürerek yüksek kaliteli, güvenilir ve sürdürülebilir bir üretim çözümü sunar.
Sonuç olarak, mikro üretim eksantrik preslerde entegre dijital ikiz teknolojisi, yapay zekâ tabanlı optimizasyon ve gelişmiş veri analitiği uygulamaları, saha üretiminde yüksek hassasiyet, enerji verimliliği ve maksimum verimlilik sağlar. Bu ileri teknolojiler, presin kompakt yapısını ve sınırlı tonaj kapasitesini avantaja dönüştürerek mikro ölçekli üretim süreçlerinde esnek, ekonomik ve güvenilir bir üretim altyapısı oluşturur.
İstersen bir sonraki aşamada sana mikro üretim eksantrik preslerde endüstri 4.0 uyumlu saha entegrasyonu, gerçek zamanlı kalite kontrol ve akıllı bakım sistemleri konularını detaylı şekilde aktarabilirim.
Küçük Seri Üretim Presi
Küçük seri üretim presi, özellikle sınırlı sayıda parçaların üretildiği, prototip üretimi ve özel sipariş uygulamaları için tasarlanmış kompakt ve esnek bir pres türüdür. Bu presler, mikro ve orta ölçekli üretim hatlarında yüksek hassasiyetle metal şekillendirme, bükme, delme ve kesme işlemlerini gerçekleştirebilir. Küçük seri üretim preslerinin en büyük avantajı, farklı parça tasarımları ve üretim ihtiyaçlarına hızlı adaptasyon sağlayabilmesidir; böylece küçük miktarda üretim yapılırken hem zaman tasarrufu sağlanır hem de üretim maliyetleri optimize edilir.
Küçük seri üretim preslerinde mekanik ve dijital kontrol sistemlerinin uyumu büyük önem taşır. Eksantrik veya servo tahrikli mekanizmalar, presin vuruş hızını ve kuvvetini hassas bir şekilde ayarlayarak farklı parça tiplerine ve malzeme kalınlıklarına uygun çalışmasını sağlar. Dijital kontrol panelleri ve sensör tabanlı izleme sistemleri, presin her döngüde doğru kuvvet ve pozisyonda çalışmasını garanti eder. Bu sayede üretimde tekrarlanabilirlik ve yüksek kalite sağlanır, hatalı üretim oranı minimuma indirilir.
Kalıp sistemleri, küçük seri üretim preslerinde esnekliği artıran kritik bir unsurdur. Modüler kalıp yapıları, farklı parçaların üretiminde hızlı kalıp değişimlerini mümkün kılar. Bu da küçük seri üretimlerde zaman kaybını azaltır ve saha üretiminde verimliliği artırır. Kalıp tasarımında dikkat edilen bir diğer unsur, kuvvet dağılımının eşit şekilde sağlanmasıdır; böylece parçaların deformasyonu önlenir ve kalıp ömrü uzatılır.
Otomatik besleme çözümleri, küçük seri üretim preslerinde operatör iş yükünü azaltır ve üretim akışını hızlandırır. Servo motor kontrollü besleme üniteleri veya küçük transfer sistemleri, parçaları kalıp istasyonlarına hatasız ve doğru pozisyonda taşır. Bu sistemler, küçük seri üretimde sürekli ve güvenilir bir üretim sağlar; özellikle farklı parça tiplerinin arka arkaya üretildiği hatlarda kritik öneme sahiptir.
Küçük seri üretim preslerinde dijital izleme ve veri analitiği, üretim süreçlerinin optimize edilmesini sağlar. Sensörler aracılığıyla vuruş kuvveti, kalıp pozisyonu, motor akımı, sıcaklık ve titreşim gibi parametreler sürekli olarak izlenir. Toplanan veriler, üretim performansının değerlendirilmesi ve olası sapmaların önceden tespit edilmesi için kullanılır. Bu sayede plansız duruşlar önlenir, kalite güvence altına alınır ve üretim sürekliliği sağlanır.
Enerji verimliliği, küçük seri üretim preslerinde önemli bir avantajdır. Presin tonaj kapasitesi ve vuruş hızı malzemenin özelliklerine göre optimize edilir. Bu, enerji tasarrufu sağlarken mekanik bileşenlerin aşınmasını azaltır ve presin uzun ömürlü olmasını sağlar. İleri seviye modellerde moment kontrol sistemleri veya enerji geri kazanım mekanizmaları ile enerji verimliliği daha da artırılabilir.
Kalite kontrol süreçleri, küçük seri üretim preslerinde hassasiyet ve güvenilirliği sağlamak için entegre edilmiştir. Parçaların boyutsal doğruluğu, delik pozisyonları, bükme açıları ve yüzey kalitesi sensörler ve dijital ölçüm sistemleri ile sürekli izlenir. Üretim verilerinin kaydedilmesi ve analiz edilmesi, proseslerin optimize edilmesini ve fire oranının minimuma çekilmesini mümkün kılar.
Sonuç olarak, küçük seri üretim presleri, kompakt yapıları, esnek kalıp sistemleri, dijital kontrol ve sensör tabanlı izleme sistemleri ile saha üretiminde yüksek hassasiyet, verimlilik ve kalite sağlar. Bu presler, düşük hacimli üretim hatlarında, prototip merkezlerinde ve özel üretim uygulamalarında esnek, ekonomik ve güvenilir bir çözüm sunar.
İstersen bir sonraki aşamada sana küçük seri üretim preslerinde otomatik besleme ve transfer sistemleri, saha üretimi için dijital entegrasyon ve üretim verimliliği optimizasyonu konularını detaylı şekilde aktarabilirim.
Küçük seri üretim preslerinde otomatik besleme ve transfer sistemleri, saha üretiminde verimliliği ve üretim hızını artıran kritik bileşenlerdir. Bu sistemler, operatör müdahalesini minimuma indirerek üretim akışının kesintisiz olmasını sağlar ve özellikle farklı parça tiplerinin arka arkaya üretildiği küçük seri üretim hatlarında büyük avantaj sunar. Servo motor kontrollü besleme üniteleri, parçaları kalıp istasyonlarına doğru ve hassas bir şekilde yerleştirir. Küçük ölçekli robotik transfer sistemleri ise parçaların üretim hattı boyunca taşınmasını otomatikleştirir, böylece üretim süreci hem hızlı hem de hatasız gerçekleşir.
Dijital entegrasyon, küçük seri üretim preslerinde saha üretim süreçlerini merkezi bir kontrol sistemi üzerinden yönetmeyi sağlar. Vuruş hızı, tonaj kapasitesi, kalıp pozisyonları, besleme hızı ve üretim döngüleri gibi tüm parametreler dijital paneller üzerinden ayarlanabilir ve izlenebilir. Sensörler aracılığıyla elde edilen veriler, üretim performansını gerçek zamanlı olarak izlemek ve optimize etmek için kullanılır. Bu sayede presin her döngüde maksimum verimlilikle çalışması sağlanır, üretimde tekrar eden hatalar önlenir ve üretim kalitesi güvence altına alınır.
Üretim verimliliğinin artırılması, küçük seri üretim preslerinde enerji tasarrufu ve mekanik bileşenlerin ömrünü uzatma açısından da önemlidir. Presin vuruş hızı ve tonaj kapasitesi, işlenecek malzeme türüne ve kalıp yapısına göre optimize edilir. Enerji geri kazanım sistemleri veya moment kontrol mekanizmaları, presin enerji tüketimini düşürürken performansını artırır. Bu yaklaşım, saha üretiminde hem ekonomik hem de sürdürülebilir bir üretim süreci sağlar.
Kalite kontrol süreçleri, küçük seri üretim preslerinde dijital entegrasyon ve otomatik besleme sistemleri ile entegre edildiğinde daha etkili hale gelir. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi sensörler ve dijital ölçüm cihazları ile sürekli izlenir. Üretim verilerinin kaydedilmesi, proseslerin optimize edilmesini sağlar ve hatalı üretim oranı minimuma indirilir. Bu sistemler sayesinde küçük seri üretim preslerinde saha üretimi hem hızlı hem de yüksek hassasiyetle gerçekleştirilir.
Küçük seri üretim preslerinde saha üretimi ayrıca esnek üretim süreçleri ile desteklenir. Modüler kalıp sistemleri sayesinde farklı parça tiplerine hızlı geçiş yapılabilir ve üretim hattı kesintisiz olarak çalıştırılabilir. Otomatik besleme ve transfer sistemleri, kalıp değişimlerinden kaynaklanan zaman kaybını minimuma indirir ve üretim süresini optimize eder. Bu sayede küçük seri üretim hatlarında hem verimlilik hem de maliyet etkinliği artırılır.
Sonuç olarak, küçük seri üretim preslerinde otomatik besleme ve transfer sistemleri, dijital entegrasyon ve veri tabanlı optimizasyon uygulamaları, saha üretiminde yüksek hassasiyet, kesintisiz operasyon, enerji verimliliği ve güvenilir kalite sağlar. Bu sistemler, presin kompakt yapısını ve sınırlı tonaj kapasitesini avantaja dönüştürerek küçük ölçekli üretim hatlarında, prototip merkezlerinde ve özel üretim uygulamalarında esnek, ekonomik ve sürdürülebilir bir üretim çözümü sunar.
İstersen bir sonraki aşamada sana küçük seri üretim preslerinde yapay zekâ destekli üretim optimizasyonu, gerçek zamanlı üretim simülasyonu ve prediktif bakım uygulamaları konularını detaylı şekilde aktarabilirim.
Küçük seri üretim preslerinde yapay zekâ destekli üretim optimizasyonu, gerçek zamanlı üretim simülasyonu ve prediktif bakım uygulamaları, saha üretiminde maksimum verimlilik, kalite ve güvenilirliği sağlamak için en ileri teknolojik yaklaşımları bir araya getirir. Yapay zekâ destekli sistemler, presin tüm operasyonel verilerini analiz ederek üretim süreçlerini otomatik olarak optimize eder. Makine öğrenimi algoritmaları, geçmiş üretim verilerini inceleyerek ideal vuruş hızı, tonaj kapasitesi, kalıp pozisyonları ve besleme parametrelerini belirler. Bu sayede pres, her üretim döngüsünde maksimum performansla çalışır, enerji tüketimi azaltılır ve parçaların boyutsal doğruluğu ve yüzey kalitesi en üst seviyeye çıkarılır.
Gerçek zamanlı üretim simülasyonu, küçük seri üretim preslerinde saha üretiminde kesintisiz ve hatasız bir operasyon sağlamak için kullanılır. Simülasyon yazılımları, presin tüm işlem parametrelerini ve malzeme davranışlarını dijital ortamda modelleyerek üretim sırasında oluşabilecek hataları önceden tespit eder. Kalıp yüklenmeleri, malzeme deformasyonları, vuruş kuvveti dağılımları ve proses süreleri simüle edilerek üretim planları optimize edilir. Bu sayede presin saha üretiminde kesintisiz çalışması sağlanır ve fire oranı minimuma indirilir.
Prediktif bakım uygulamaları, küçük seri üretim preslerinin güvenilirliğini ve saha üretim sürekliliğini artırır. Sensörler aracılığıyla vuruş kuvveti, motor akımı, eksantrik mekanizma pozisyonu, sıcaklık ve titreşim gibi parametreler sürekli izlenir. Yapay zekâ destekli analizler, mekanik aşınma, aşırı yüklenme veya diğer olası arızaları önceden tespit eder. Böylece plansız duruşlar ve üretim kesintileri önlenir, bakım maliyetleri düşer ve presin ömrü uzar.
Yapay zekâ ve simülasyon tabanlı optimizasyon, küçük seri üretim preslerinde enerji verimliliğini ve üretim doğruluğunu artırır. Presin tonaj kapasitesi ve vuruş hızı, işlenecek malzeme türüne ve kalıp yapısına göre otomatik olarak ayarlanır. Enerji geri kazanım sistemleri ve moment kontrol mekanizmaları ile birlikte kullanıldığında, presin enerji tüketimi minimuma indirilirken performansı maksimum düzeye çıkarılır. Bu yaklaşım, saha üretiminde hem ekonomik hem de sürdürülebilir bir süreç sağlar.
Kalite kontrol süreçleri, yapay zekâ, gerçek zamanlı simülasyon ve prediktif bakım ile entegre edildiğinde, küçük seri üretim preslerinde yüksek hassasiyet ve güvenilir üretim sağlanır. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi, sensörler ve dijital ölçüm sistemleri ile sürekli izlenir. Üretim verilerinin kaydedilmesi ve analiz edilmesi, proseslerin optimize edilmesini ve hatalı üretim oranının minimuma indirilmesini sağlar.
Sonuç olarak, küçük seri üretim preslerinde yapay zekâ destekli üretim optimizasyonu, gerçek zamanlı üretim simülasyonu ve prediktif bakım uygulamaları, saha üretiminde maksimum verimlilik, kesintisiz operasyon, enerji tasarrufu ve güvenilir kalite sağlar. Bu ileri teknoloji sistemleri, presin kompakt yapısını ve sınırlı tonaj kapasitesini avantaja dönüştürerek, prototip merkezlerinde, laboratuvarlarda ve mikro üretim hatlarında esnek, ekonomik ve sürdürülebilir bir üretim çözümü sunar.
İstersen bir sonraki aşamada sana küçük seri üretim preslerinde entegre dijital ikiz uygulamaları, akıllı üretim hatları ve saha üretiminde gerçek zamanlı veri analitiği çözümleri konularını detaylı şekilde aktarabilirim.
Hafif Sanayi Tipi Eksantrik Pres
Hafif sanayi tipi eksantrik pres, küçük ve orta ölçekli üretim işletmeleri için tasarlanmış, kompakt ve verimli bir pres türüdür. Bu presler, metal şekillendirme, bükme, delme, kesme ve hafif üretim işlemlerinde yüksek hassasiyet ve tekrar edilebilirlik sunar. Hafif sanayi presleri, büyük tonajlı sanayi preslerine kıyasla daha düşük tonaj kapasitesine sahip olsa da, küçük ve orta boy parçaların üretiminde üstün performans sağlar ve atölye ortamlarında kolaylıkla kullanılabilir.
Hafif sanayi tipi eksantrik preslerin mekanizması, genellikle eksantrik mil ve kollar üzerinden çalışır. Elektrik motoru tarafından döndürülen eksantrik mil, lineer bir vuruş hareketi üreterek kalıp üzerinden malzemeyi şekillendirir. Bu mekanizma, düşük ve orta tonajlı işlemlerde yüksek hassasiyetle çalışır, operatörün kontrolünü kolaylaştırır ve küçük ölçekli üretimde güvenilirliği artırır. Presin kompakt yapısı, sınırlı alanlarda rahat bir şekilde kurulmasını ve taşınmasını mümkün kılar.
Kalıp sistemleri, hafif sanayi tipi preslerde üretim esnekliğini artıran kritik bir unsurdur. Modüler kalıp yapısı, farklı parça tiplerinin hızlı bir şekilde işlenmesini sağlar ve kalıp değişim sürelerini minimuma indirir. Kalıplar, presin tonaj kapasitesine uygun olarak tasarlanır; bu sayede malzemeye uygulanan kuvvet eşit şekilde dağıtılır ve deformasyon riskleri azaltılır. Ayrıca kalıp ömrü uzatılır ve üretim maliyetleri düşürülür.
Hafif sanayi tipi eksantrik preslerde dijital ve manuel kontrol seçenekleri bulunabilir. Dijital panel kontrollü modeller, vuruş sayısı, tonaj ve hız gibi parametrelerin hassas bir şekilde ayarlanmasına olanak tanır. Manuel modeller ise operatörün deneyimi ve becerisiyle kontrol edilen basit ve ekonomik çözümler sunar. Dijital kontrollü preslerde sensörler aracılığıyla vuruş kuvveti ve kalıp pozisyonu izlenebilir, bu sayede üretimde tekrar edilebilirlik ve kalite güvence altına alınır.
Otomatik besleme ve malzeme transfer sistemleri, hafif sanayi tipi eksantrik preslerde üretim verimliliğini artırır. Servo motor kontrollü besleme üniteleri veya basit mekanik transfer sistemleri, parçaların kalıp istasyonlarına hatasız ve doğru pozisyonda ulaşmasını sağlar. Bu sayede operatör iş yükü azalır, üretim süreci hızlanır ve saha üretiminde sürekli ve güvenilir bir akış sağlanır.
Enerji verimliliği, hafif sanayi tipi preslerde hem ekonomik hem de çevresel açıdan önemlidir. Presin tonaj kapasitesi ve vuruş hızı, işlenecek malzemenin türüne ve kalınlığına göre optimize edilir. Enerji tasarrufu sağlayan motor ve mekanizma tasarımları, presin çalışma maliyetlerini düşürür ve mekanik bileşenlerin ömrünü uzatır. Bazı ileri modellerde moment kontrol sistemleri veya enerji geri kazanım mekanizmaları da kullanılabilir.
Kalite kontrol süreçleri, hafif sanayi tipi eksantrik preslerde üretim hassasiyetini güvence altına alır. Parçaların boyutsal doğruluğu, delik pozisyonları, bükme açıları ve yüzey kalitesi sensörler veya dijital ölçüm cihazları ile izlenebilir. Üretim verilerinin kaydedilmesi ve analiz edilmesi, üretim sürecinin optimize edilmesini ve hatalı parçaların minimuma indirilmesini sağlar.
Sonuç olarak, hafif sanayi tipi eksantrik presler, kompakt yapıları, düşük ve orta tonaj kapasitesi, modüler kalıp sistemleri ve dijital kontrol seçenekleri ile küçük ve orta ölçekli üretim işletmeleri için ideal çözümler sunar. Bu presler, saha üretiminde yüksek hassasiyet, verimlilik ve güvenilirlik sağlayarak ekonomik, esnek ve sürdürülebilir bir üretim altyapısı oluşturur.
İstersen bir sonraki aşamada sana hafif sanayi tipi eksantrik preslerde ileri otomasyon, robotik besleme sistemleri ve saha üretimi için dijital veri analitiği çözümleri konularını detaylı şekilde aktarabilirim.
Hafif sanayi tipi eksantrik preslerde ileri otomasyon ve robotik besleme sistemleri, saha üretiminde verimliliği, hassasiyeti ve üretim sürekliliğini artıran kritik unsurlardır. Bu sistemler, özellikle küçük ve orta ölçekli üretim hatlarında operatör müdahalesini minimuma indirir, üretim akışını hızlandırır ve hata payını azaltır. Servo motor kontrollü besleme sistemleri, parçaları kalıp istasyonlarına hızlı, doğru ve hatasız bir şekilde taşır. Küçük ölçekli robotik kollar veya transfer sistemleri ise malzemelerin hat boyunca taşınmasını otomatikleştirerek saha üretiminde kesintisiz bir akış sağlar. Bu yaklaşım, hafif sanayi preslerinde hem üretim hızını artırır hem de kaliteyi güvence altına alır.
Dijital veri analitiği çözümleri, hafif sanayi tipi eksantrik preslerde saha üretiminin optimize edilmesinde önemli bir rol oynar. Sensörler aracılığıyla presin vuruş kuvveti, kalıp pozisyonu, motor akımı, sıcaklık ve titreşim gibi parametreler sürekli olarak izlenir. Toplanan veriler, bulut tabanlı veya yerel veri platformlarında analiz edilerek üretim performansının değerlendirilmesini ve olası sapmaların önceden tespit edilmesini sağlar. Bu sayede plansız duruşlar önlenir, üretim sürekliliği sağlanır ve parçaların boyutsal doğruluğu ile yüzey kalitesi garanti altına alınır.
Hafif sanayi preslerinde otomasyon ve veri analitiği, üretim verimliliğini artırırken enerji tasarrufunu da destekler. Presin tonaj kapasitesi, vuruş hızı ve kalıp pozisyonları, işlenecek malzemenin özelliklerine göre otomatik olarak optimize edilir. Enerji geri kazanım sistemleri veya moment kontrol mekanizmaları ile birlikte kullanıldığında, presin enerji tüketimi minimuma indirilirken performansı maksimum düzeye çıkarılır. Bu yaklaşım, saha üretiminde ekonomik ve sürdürülebilir bir süreç oluşturur.
Kalite kontrol süreçleri, hafif sanayi preslerinde ileri otomasyon ve veri analitiği ile entegre edildiğinde daha etkin hale gelir. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi sensörler ve dijital ölçüm cihazları ile sürekli izlenir. Üretim verilerinin kaydedilmesi, proseslerin optimize edilmesini ve hatalı üretim oranının minimuma indirilmesini sağlar. Bu sistemler sayesinde hafif sanayi tipi eksantrik preslerde saha üretimi hem hızlı hem de yüksek hassasiyetle gerçekleştirilir.
Modüler kalıp sistemleri ve robotik besleme çözümleri, hafif sanayi preslerinde esnek üretim süreçlerini destekler. Farklı parça tiplerinin üretimine hızlı geçiş imkânı sağlanır, kalıp değişim süreleri minimuma indirilir ve üretim hattı kesintisiz çalıştırılabilir. Bu sayede küçük ve orta ölçekli üretim hatlarında hem verimlilik hem de maliyet etkinliği artırılır.
Sonuç olarak, hafif sanayi tipi eksantrik preslerde ileri otomasyon, robotik besleme sistemleri ve dijital veri analitiği çözümleri, saha üretiminde yüksek hassasiyet, kesintisiz operasyon, enerji tasarrufu ve güvenilir kalite sağlar. Bu sistemler, presin kompakt yapısını ve sınırlı tonaj kapasitesini avantaja dönüştürerek küçük ve orta ölçekli atölyelerde, prototip merkezlerinde ve özel üretim uygulamalarında esnek, ekonomik ve sürdürülebilir bir üretim altyapısı sunar.
İstersen bir sonraki aşamada sana hafif sanayi tipi eksantrik preslerde yapay zekâ destekli üretim optimizasyonu ve prediktif bakım sistemleri konularını detaylı şekilde aktarabilirim.
Hafif sanayi tipi eksantrik preslerde yapay zekâ destekli üretim optimizasyonu ve prediktif bakım sistemleri, saha üretiminde maksimum verimlilik, yüksek hassasiyet ve uzun ömürlü ekipman performansı sağlamak için kritik bir rol oynar. Yapay zekâ algoritmaları, presin tüm operasyonel verilerini sürekli olarak analiz ederek üretim süreçlerinin optimize edilmesini mümkün kılar. Makine öğrenimi ve veri analitiği teknikleri, geçmiş üretim verilerini değerlendirerek ideal vuruş hızı, tonaj kapasitesi, kalıp pozisyonları ve malzeme besleme parametrelerini belirler. Bu sayede pres, her üretim döngüsünde optimum performansla çalışır, enerji tüketimi azaltılır ve üretimdeki tekrar edilebilirlik garantilenir.
Prediktif bakım sistemleri, hafif sanayi preslerinin saha üretiminde kesintisiz ve güvenilir çalışmasını sağlar. Sensörler aracılığıyla vuruş kuvveti, motor akımı, eksantrik mekanizma pozisyonu, sıcaklık ve titreşim gibi kritik parametreler sürekli olarak izlenir. Yapay zekâ destekli analizler, mekanik aşınma, olası arızalar veya aşırı yüklenme risklerini önceden tahmin eder. Böylece plansız duruşlar minimize edilir, bakım maliyetleri düşer ve presin ömrü uzar. Bu sistemler, saha üretiminde güvenlik ve üretim sürekliliği açısından büyük avantaj sağlar.
Hafif sanayi tipi eksantrik preslerde yapay zekâ destekli optimizasyon, enerji verimliliği ve üretim doğruluğunu artırır. Presin tonaj kapasitesi ve vuruş hızı, işlenecek malzeme türüne ve kalıp yapısına göre otomatik olarak ayarlanır. Enerji geri kazanım sistemleri ve moment kontrol mekanizmaları ile entegre edildiğinde, enerji tüketimi minimuma indirilirken performans maksimuma çıkar. Bu, saha üretiminde hem ekonomik hem de çevresel açıdan sürdürülebilir bir yaklaşım sunar.
Kalite kontrol süreçleri, yapay zekâ ve prediktif bakım sistemleri ile entegre edildiğinde, hafif sanayi preslerinde yüksek hassasiyet ve güvenilirlik sağlanır. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi sensörler ve dijital ölçüm cihazları ile sürekli izlenir. Üretim verilerinin kaydedilmesi ve analiz edilmesi, proseslerin optimize edilmesini ve hatalı üretim oranının minimuma indirilmesini sağlar. Bu sayede saha üretiminde hem üretim kalitesi artırılır hem de fire oranı azaltılır.
Hafif sanayi tipi preslerde modüler kalıp sistemleri, robotik besleme ve yapay zekâ destekli optimizasyonun birleşimi, esnek ve hızlı üretim süreçleri oluşturur. Farklı parça tiplerine hızlı geçiş yapılabilir, kalıp değişim süreleri minimuma indirilir ve üretim hattı kesintisiz bir şekilde çalıştırılabilir. Bu sistemler, küçük ve orta ölçekli üretim hatlarında hem verimliliği hem de maliyet etkinliğini artırır.
Sonuç olarak, hafif sanayi tipi eksantrik preslerde yapay zekâ destekli üretim optimizasyonu ve prediktif bakım sistemleri, saha üretiminde maksimum verimlilik, enerji tasarrufu, yüksek hassasiyet ve güvenilir kalite sağlar. Bu ileri teknolojiler, presin kompakt yapısını ve sınırlı tonaj kapasitesini avantaja dönüştürerek küçük ve orta ölçekli atölyelerde, prototip merkezlerinde ve özel üretim uygulamalarında esnek, ekonomik ve sürdürülebilir bir üretim altyapısı sunar.
İstersen bir sonraki aşamada sana hafif sanayi tipi eksantrik preslerde entegre dijital ikiz uygulamaları, gerçek zamanlı üretim simülasyonu ve saha üretimi için akıllı veri analitiği çözümleri konularını detaylı şekilde aktarabilirim.
Eksantrik Transfer Presi
Eksantrik transfer presi, özellikle yüksek hacimli üretim hatlarında ve çok aşamalı metal şekillendirme süreçlerinde kullanılan ileri teknoloji bir pres türüdür. Bu presler, birden fazla işleme istasyonunu birbirine entegre ederek, parçaların bir istasyondan diğerine transfer edilmesini otomatik olarak sağlar. Böylece üretim süreci hem hızlanır hem de operatör müdahalesine duyulan ihtiyaç minimuma indirilir. Eksantrik transfer presleri, genellikle metal saclar veya parçalar üzerinde bükme, delme, kesme, şekillendirme ve progresif kalıp işlemleri için tercih edilir.
Transfer mekanizması, presin en önemli bileşenlerinden biridir. Parçalar, otomatik transfer sistemleri aracılığıyla her kalıp istasyonuna doğru ve hassas bir şekilde taşınır. Bu sistemler, servo motorlar veya hidrolik tahrikli mekanizmalar ile çalışabilir ve parçaların kalıp pozisyonlarına hatasız yerleştirilmesini garanti eder. Transfer sistemi, hem doğruluk hem de hız açısından üretim kalitesini doğrudan etkiler. Özellikle çok istasyonlu üretim hatlarında, eksantrik transfer presleri ile parçaların seri ve kesintisiz işlenmesi mümkün olur.
Kalıp sistemleri, eksantrik transfer preslerinin verimli çalışmasında kritik bir rol oynar. Progresif veya kademeli kalıp tasarımları, birden fazla işlem adımını tek bir pres döngüsünde gerçekleştirebilir. Bu sayede hem üretim süresi kısalır hem de işlenen parçaların boyutsal doğruluğu artar. Kalıp tasarımında dikkat edilen bir diğer unsur, kuvvet dağılımının eşit ve dengeli olmasıdır; böylece parçaların deformasyonu önlenir ve kalıp ömrü uzatılır.
Dijital kontrol ve sensör sistemleri, eksantrik transfer preslerinde saha üretiminin optimizasyonunu sağlar. Presin vuruş hızı, tonaj kapasitesi, kalıp pozisyonları ve transfer hareketleri dijital paneller üzerinden hassas bir şekilde ayarlanabilir ve izlenebilir. Sensörler, parçaların kalıp istasyonuna doğru konumlandığını ve işleme sürecinin hatasız gerçekleştiğini sürekli kontrol eder. Bu sayede üretimde tekrar edilebilirlik sağlanır, hatalı üretim oranı minimuma indirilir ve kalite güvence altına alınır.
Otomatik besleme sistemleri, eksantrik transfer preslerinin üretim kapasitesini artıran bir diğer önemli unsurdur. Malzemeler, presin giriş istasyonuna otomatik olarak beslenir ve transfer sistemi aracılığıyla kalıp istasyonlarına taşınır. Servo motor kontrollü besleme üniteleri veya robotik transfer sistemleri, parçaların hızlı, doğru ve hatasız işlenmesini sağlar. Bu yaklaşım, saha üretiminde sürekli ve güvenilir bir üretim akışı sunar ve operatör iş yükünü minimuma indirir.
Enerji verimliliği, eksantrik transfer preslerinde hem ekonomik hem de çevresel açıdan önemlidir. Presin tonaj kapasitesi ve vuruş hızı, işlenecek malzemenin türüne ve kalıp yapısına göre optimize edilir. Enerji geri kazanım sistemleri ve moment kontrol mekanizmaları ile birlikte kullanıldığında, presin enerji tüketimi minimuma indirilirken performansı maksimuma çıkar. Bu sayede saha üretiminde hem maliyetler düşer hem de presin mekanik ömrü uzar.
Kalite kontrol süreçleri, eksantrik transfer preslerinde üretim hassasiyetini ve güvenilirliği garanti altına alır. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi, sensörler ve dijital ölçüm cihazları aracılığıyla sürekli izlenir. Üretim verilerinin kaydedilmesi ve analiz edilmesi, üretim sürecinin optimize edilmesini ve hatalı üretim oranının minimuma indirilmesini sağlar.
Sonuç olarak, eksantrik transfer presleri, çok istasyonlu ve yüksek hacimli üretim hatları için ideal çözümler sunar. Otomatik transfer mekanizmaları, progresif kalıp sistemleri, dijital kontrol ve sensör tabanlı kalite kontrol uygulamaları ile saha üretiminde yüksek verimlilik, hassasiyet ve güvenilirlik sağlar. Bu presler, küçük ve orta ölçekli atölyelerden büyük sanayi üretim tesislerine kadar geniş bir kullanım alanına sahip olup, üretim süreçlerinde esnek, ekonomik ve sürdürülebilir çözümler sunar.
İstersen bir sonraki aşamada sana eksantrik transfer preslerinde ileri otomasyon sistemleri, yapay zekâ destekli üretim optimizasyonu ve prediktif bakım uygulamaları konularını detaylı şekilde aktarabilirim.
Eksantrik transfer preslerinde ileri otomasyon sistemleri, saha üretiminde üretim kapasitesini artırırken operatör iş yükünü minimuma indirir ve üretim süreçlerinin kesintisiz olmasını sağlar. Bu sistemler, presin tüm hareketlerini, vuruş hızını, tonaj kapasitesini ve kalıp pozisyonlarını dijital olarak kontrol eder. Servo motorlar, hidrolik aktüatörler ve robotik transfer üniteleri ile entegre edilen otomasyon çözümleri, parçaların kalıp istasyonlarına hızlı, hassas ve hatasız bir şekilde ulaşmasını sağlar. Özellikle çok istasyonlu ve yüksek hacimli üretim hatlarında, otomasyon sistemleri sayesinde pres, sürekli ve güvenilir bir şekilde çalışabilir.
Yapay zekâ destekli üretim optimizasyonu, eksantrik transfer preslerinde performansı ve enerji verimliliğini maksimuma çıkarır. Makine öğrenimi algoritmaları, presin geçmiş üretim verilerini analiz ederek ideal vuruş hızı, tonaj kapasitesi, kalıp pozisyonları ve besleme parametrelerini belirler. Bu sayede pres, her üretim döngüsünde optimum performansla çalışır, enerji tüketimi azaltılır ve üretimdeki tekrar edilebilirlik sağlanır. Ayrıca yapay zekâ, üretim hatlarında ortaya çıkabilecek hataları önceden tahmin ederek müdahale süresini kısaltır ve üretim kayıplarını minimize eder.
Prediktif bakım sistemleri, eksantrik transfer preslerinin saha üretiminde güvenilirliğini artırır. Sensörler aracılığıyla vuruş kuvveti, motor akımı, kalıp pozisyonu, sıcaklık ve titreşim gibi kritik parametreler sürekli olarak izlenir. Yapay zekâ ve veri analitiği algoritmaları, mekanik aşınma veya olası arızaları önceden tespit eder. Bu sayede plansız duruşlar önlenir, bakım maliyetleri düşer ve presin ömrü uzar. Prediktif bakım uygulamaları, saha üretiminde güvenliği ve üretim sürekliliğini artırarak ekonomik ve sürdürülebilir bir üretim süreci oluşturur.
Kalıp sistemleri, eksantrik transfer preslerinde üretim esnekliği ve hız açısından kritik bir rol oynar. Progresif ve kademeli kalıp tasarımları, birden fazla işlem adımını tek bir pres döngüsünde gerçekleştirebilir. Kalıpların modüler yapısı, farklı parça tiplerinin hızlı bir şekilde işlenmesini sağlar ve kalıp değişim sürelerini minimuma indirir. Kuvvet dağılımının eşit ve dengeli olması, parçaların deformasyonunu önler ve kalıp ömrünü uzatır. Bu özellikler, yüksek hacimli ve çok istasyonlu üretim hatlarında kaliteyi ve üretim sürekliliğini garanti eder.
Otomatik besleme ve transfer sistemleri, eksantrik transfer preslerinde saha üretiminin hızını ve doğruluğunu artırır. Servo motor kontrollü besleme üniteleri, parçaları kalıp istasyonlarına doğru pozisyonda taşırken, robotik transfer sistemleri üretim hattı boyunca malzemelerin hızlı ve güvenli bir şekilde ilerlemesini sağlar. Bu sayede operatör iş yükü azalır, üretim süreci hızlanır ve sürekli bir üretim akışı sağlanır.
Enerji verimliliği, eksantrik transfer preslerinde ekonomik ve çevresel açıdan büyük önem taşır. Presin tonaj kapasitesi, vuruş hızı ve kalıp pozisyonları, işlenecek malzemenin türüne göre optimize edilir. Enerji geri kazanım sistemleri ve moment kontrol mekanizmaları ile entegre edilen presler, enerji tüketimini minimuma indirirken performansı maksimuma çıkarır. Bu yaklaşım, saha üretiminde hem maliyetlerin düşmesini sağlar hem de presin mekanik bileşenlerinin ömrünü uzatır.
Kalite kontrol süreçleri, eksantrik transfer preslerinde ileri otomasyon, yapay zekâ destekli optimizasyon ve prediktif bakım sistemleri ile entegre edildiğinde, üretim hassasiyeti ve güvenilirliği garanti altına alınır. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi sensörler ve dijital ölçüm cihazları ile sürekli izlenir. Üretim verilerinin kaydedilmesi ve analiz edilmesi, proseslerin optimize edilmesini ve hatalı üretim oranının minimuma indirilmesini sağlar.
Sonuç olarak, eksantrik transfer presleri, ileri otomasyon sistemleri, yapay zekâ destekli üretim optimizasyonu ve prediktif bakım uygulamaları ile saha üretiminde maksimum verimlilik, kesintisiz operasyon, enerji tasarrufu ve yüksek kalite sağlar. Bu presler, çok istasyonlu ve yüksek hacimli üretim hatlarında, prototip merkezlerinde ve özel üretim uygulamalarında esnek, ekonomik ve sürdürülebilir bir üretim çözümü sunar.
İstersen bir sonraki aşamada sana eksantrik transfer preslerinde dijital ikiz teknolojisi, gerçek zamanlı üretim simülasyonu ve akıllı veri analitiği çözümleri konularını detaylı şekilde aktarabilirim.
Eksantrik transfer preslerinde dijital ikiz teknolojisi, saha üretiminde süreçlerin tamamen kontrol edilebilir ve optimize edilebilir hale gelmesini sağlar. Dijital ikiz, presin fiziksel bir kopyasının dijital ortamda modellenmesi ile oluşturulur. Bu model, presin mekanik hareketlerini, kalıp davranışlarını, malzeme deformasyonlarını ve üretim parametrelerini gerçek zamanlı olarak simüle edebilir. Böylece operatörler ve mühendisler, sahada oluşabilecek olası sorunları önceden tespit edebilir, üretim parametrelerini optimize edebilir ve presin performansını maksimuma çıkarabilir.
Gerçek zamanlı üretim simülasyonu, eksantrik transfer preslerinin saha üretiminde kesintisiz ve hatasız çalışmasını sağlayan önemli bir unsurdur. Simülasyon yazılımları, presin vuruş kuvveti, kalıp pozisyonları, parça transfer hareketleri ve malzeme davranışlarını dijital ortamda modelleyerek üretim süreçlerini önceden test eder. Bu sayede üretim hattında oluşabilecek hatalar veya verim düşüklükleri önceden tespit edilir ve müdahale edilebilir. Ayrıca simülasyon, yeni parça tiplerinin veya kalıp tasarımlarının saha üretimine hızlı ve güvenli bir şekilde uygulanmasını mümkün kılar.
Akıllı veri analitiği çözümleri, eksantrik transfer preslerinde üretim verimliliğini ve kaliteyi artırmak için kullanılır. Sensörler aracılığıyla toplanan veriler, presin tonaj kapasitesi, vuruş hızı, kalıp pozisyonu, motor akımı, sıcaklık ve titreşim gibi kritik parametreleri içerir. Bu veriler, yapay zekâ ve makine öğrenimi algoritmaları ile analiz edilerek presin çalışma performansı, üretim kalitesi ve enerji tüketimi hakkında detaylı raporlar oluşturulur. Analizler sayesinde saha üretiminde hem üretim süreci optimize edilir hem de olası arızalar ve üretim aksaklıkları önceden tespit edilir.
Dijital ikiz, gerçek zamanlı simülasyon ve akıllı veri analitiği bir araya geldiğinde, eksantrik transfer presleri saha üretiminde yüksek hassasiyet ve tekrar edilebilirlik sağlar. Parçaların boyutsal doğruluğu, delik pozisyonları, bükme açıları ve yüzey kalitesi sensörler ve dijital ölçüm sistemleri ile sürekli izlenir. Üretim verilerinin kaydedilmesi ve analiz edilmesi, proseslerin optimize edilmesini ve hatalı üretim oranının minimuma indirilmesini sağlar. Böylece pres, saha üretiminde maksimum performansla çalışır ve üretim verimliliği artırılır.
Otomatik besleme ve robotik transfer sistemleri, dijital ikiz ve simülasyon tabanlı kontrol sistemleri ile entegre edildiğinde, eksantrik transfer preslerinde saha üretimi tamamen optimize edilebilir. Parçalar, kalıp istasyonlarına hızlı, doğru ve hatasız bir şekilde taşınır; üretim akışı sürekli ve kesintisiz hale gelir. Bu, operatör iş yükünü azaltır ve üretim sürecinde insan kaynaklı hataların önüne geçer.
Enerji verimliliği, dijital ikiz ve veri analitiği ile optimize edilen eksantrik transfer preslerinde önemli bir avantaj sağlar. Presin tonaj kapasitesi, vuruş hızı ve kalıp pozisyonları, malzemenin türüne ve üretim gereksinimlerine göre otomatik olarak ayarlanır. Enerji geri kazanım sistemleri ve moment kontrol mekanizmaları, enerji tüketimini minimuma indirirken presin performansını maksimuma çıkarır. Bu sayede saha üretiminde ekonomik ve çevresel açıdan sürdürülebilir bir süreç oluşturulur.
Sonuç olarak, eksantrik transfer preslerinde dijital ikiz teknolojisi, gerçek zamanlı üretim simülasyonu ve akıllı veri analitiği çözümleri, saha üretiminde maksimum verimlilik, kesintisiz operasyon, yüksek kalite ve enerji tasarrufu sağlar. Bu ileri teknoloji sistemleri, çok istasyonlu ve yüksek hacimli üretim hatlarında, prototip merkezlerinde ve özel üretim uygulamalarında esnek, ekonomik ve sürdürülebilir bir üretim altyapısı sunar.
İstersen bir sonraki aşamada sana eksantrik transfer preslerinde ileri yapay zekâ destekli otomasyon sistemleri ve saha üretiminde akıllı bakım çözümleri konularını detaylı şekilde aktarabilirim.
Ağır Gövdeli Sanayi Tipi Eksantrik Pres
Ağır gövdeli sanayi tipi eksantrik pres, özellikle yüksek tonajlı ve yoğun üretim uygulamaları için tasarlanmış, sağlam yapıya sahip bir pres türüdür. Bu presler, metal şekillendirme, bükme, delme, kesme ve progresif kalıp işlemlerinde maksimum dayanıklılık ve yüksek performans sağlar. Ağır gövde tasarımı, presin mekanik stabilitesini artırır, titreşimleri minimize eder ve yüksek tonajlı işlemler sırasında kalıp ve malzeme üzerinde eşit kuvvet dağılımı sağlar. Bu özellikler, presin hem güvenilirliğini hem de üretim hassasiyetini artırır.
Ağır gövdeli sanayi preslerinin mekanizması, genellikle eksantrik mil ve kollar üzerinden çalışır. Elektrik motoru tarafından döndürülen eksantrik mil, lineer bir vuruş hareketi üreterek kalıp üzerinde yüksek kuvvet uygular. Yüksek tonajlı işleme kapasitesi, kalın metal saclar veya büyük parçaların şekillendirilmesini mümkün kılar. Bu presler, ağır sanayi uygulamalarında, otomotiv parçaları, beyaz eşya komponentleri, makine parçaları ve yapı çeliklerinin üretiminde sıklıkla tercih edilir.
Kalıp sistemleri, ağır gövdeli sanayi tipi eksantrik preslerde yüksek hassasiyet ve üretim verimliliği için kritik bir rol oynar. Progresif veya kademeli kalıp tasarımları, tek bir pres döngüsünde birden fazla işlem adımını gerçekleştirebilir. Kalıpların yüksek dayanıklılığı ve modüler yapısı, uzun süreli üretim süreçlerinde deformasyon riskini azaltır ve kalıp ömrünü uzatır. Ayrıca kalıp değişim süreleri optimize edilerek üretim hattının kesintisiz çalışması sağlanır.
Dijital kontrol sistemleri, ağır gövdeli sanayi preslerinde üretim hassasiyetini ve tekrar edilebilirliği artırır. Vuruş hızı, tonaj kapasitesi ve kalıp pozisyonları dijital paneller üzerinden hassas bir şekilde ayarlanabilir ve izlenebilir. Sensörler sayesinde presin çalışma durumu, kalıp pozisyonları ve malzeme yerleşimi gerçek zamanlı olarak takip edilir. Bu sayede operatör müdahalesi minimuma indirilir ve hatalı üretim riski azaltılır.
Otomatik besleme ve malzeme transfer sistemleri, ağır gövdeli sanayi preslerinde üretim kapasitesini artırır ve operasyonel verimliliği yükseltir. Servo motor kontrollü besleme üniteleri veya robotik transfer sistemleri, parçaların kalıp istasyonlarına hızlı, doğru ve hatasız ulaşmasını sağlar. Bu, üretim hattında sürekli ve güvenilir bir akışın sağlanmasına yardımcı olur ve operatör iş yükünü önemli ölçüde azaltır.
Enerji verimliliği, ağır gövdeli sanayi tipi eksantrik preslerde hem ekonomik hem de çevresel açıdan önemlidir. Presin tonaj kapasitesi, vuruş hızı ve kalıp yapısı, işlenecek malzemenin özelliklerine göre optimize edilir. Enerji geri kazanım sistemleri ve moment kontrol mekanizmaları kullanıldığında, enerji tüketimi minimuma indirilirken presin performansı maksimuma çıkar. Bu yaklaşım, saha üretiminde maliyetleri düşürür ve presin mekanik bileşenlerinin ömrünü uzatır.
Kalite kontrol süreçleri, ağır gövdeli sanayi preslerinde üretim hassasiyetini garanti eder. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi sensörler ve dijital ölçüm cihazları ile sürekli izlenir. Üretim verilerinin kaydedilmesi ve analiz edilmesi, proseslerin optimize edilmesini ve hatalı üretim oranının minimuma indirilmesini sağlar.
Sonuç olarak, ağır gövdeli sanayi tipi eksantrik presler, yüksek tonaj kapasitesi, sağlam gövde yapısı, modüler kalıp sistemleri ve dijital kontrol seçenekleri ile yoğun üretim uygulamaları için ideal çözümler sunar. Bu presler, saha üretiminde yüksek verimlilik, maksimum hassasiyet ve uzun ömürlü performans sağlayarak, sanayi üretim süreçlerinde güvenilir, ekonomik ve sürdürülebilir bir altyapı oluşturur.
İstersen bir sonraki aşamada sana ağır gövdeli sanayi tipi eksantrik preslerde ileri otomasyon sistemleri, robotik besleme ve yapay zekâ destekli üretim optimizasyonu konularını detaylı şekilde aktarabilirim.
Ağır gövdeli sanayi tipi eksantrik preslerde ileri otomasyon sistemleri, saha üretiminde hem verimliliği hem de kaliteyi artıran temel unsurlardan biridir. Bu presler, yüksek tonajlı ve çok aşamalı işlemlerde operatör müdahalesine duyulan ihtiyacı minimuma indirir. Otomasyon sistemleri, presin vuruş hızını, tonaj kapasitesini, kalıp pozisyonlarını ve transfer hareketlerini dijital olarak kontrol eder. Servo motorlar, hidrolik aktüatörler ve robotik transfer üniteleri ile entegre edilen bu sistemler, parçaların kalıp istasyonlarına hızlı, doğru ve hatasız ulaşmasını sağlar. Bu sayede üretim hattı kesintisiz çalışır ve operatör iş yükü önemli ölçüde azalır.
Yapay zekâ destekli üretim optimizasyonu, ağır gövdeli sanayi preslerinde maksimum performans ve enerji verimliliği sağlar. Makine öğrenimi algoritmaları, presin geçmiş üretim verilerini analiz ederek ideal vuruş hızı, tonaj kapasitesi, kalıp pozisyonları ve malzeme besleme parametrelerini belirler. Böylece pres, her üretim döngüsünde optimum performansla çalışır ve enerji tüketimi minimuma indirilir. Ayrıca yapay zekâ sistemleri, üretim sırasında ortaya çıkabilecek hataları önceden tahmin ederek müdahale süresini kısaltır ve üretim kayıplarını minimize eder.
Prediktif bakım sistemleri, ağır gövdeli sanayi preslerinin saha üretiminde güvenilirliğini ve ömrünü artırır. Vuruş kuvveti, motor akımı, kalıp pozisyonu, sıcaklık ve titreşim gibi kritik parametreler sensörler aracılığıyla sürekli izlenir. Yapay zekâ ve veri analitiği algoritmaları, mekanik aşınma veya olası arızaları önceden tespit ederek plansız duruşları engeller. Bu sayede bakım maliyetleri düşer, presin ömrü uzar ve saha üretiminde kesintisiz operasyon sağlanır.
Kalıp sistemleri, ağır gövdeli sanayi tipi eksantrik preslerde hem üretim esnekliği hem de yüksek doğruluk için kritik bir öneme sahiptir. Progresif ve kademeli kalıp tasarımları, birden fazla işlem adımını tek bir pres döngüsünde gerçekleştirebilir. Kalıpların dayanıklı ve modüler yapısı, uzun süreli üretim süreçlerinde deformasyon riskini azaltır ve kalıp değişim sürelerini minimize eder. Bu özellikler, yüksek hacimli üretim hatlarında hem kaliteyi hem de üretim sürekliliğini garanti eder.
Enerji verimliliği, ağır gövdeli sanayi preslerinde ekonomik ve çevresel açıdan büyük önem taşır. Presin tonaj kapasitesi, vuruş hızı ve kalıp pozisyonları, işlenecek malzemenin türüne ve üretim gereksinimlerine göre optimize edilir. Enerji geri kazanım sistemleri ve moment kontrol mekanizmaları kullanıldığında, enerji tüketimi minimuma indirgenirken presin performansı maksimuma çıkar. Bu yaklaşım, saha üretiminde maliyetleri düşürür ve presin mekanik bileşenlerinin ömrünü uzatır.
Kalite kontrol süreçleri, ağır gövdeli sanayi preslerinde yüksek hassasiyet ve güvenilirlik sağlar. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi sensörler ve dijital ölçüm cihazları ile sürekli izlenir. Üretim verilerinin kaydedilmesi ve analiz edilmesi, proseslerin optimize edilmesini ve hatalı üretim oranının minimuma indirilmesini sağlar. Bu sistemler sayesinde saha üretiminde yüksek kalite ve tekrar edilebilirlik garanti altına alınır.
Sonuç olarak, ağır gövdeli sanayi tipi eksantrik presler, yüksek tonaj kapasitesi, sağlam gövde yapısı, modüler kalıp sistemleri, dijital kontrol ve ileri otomasyon sistemleri ile saha üretiminde yüksek verimlilik, maksimum hassasiyet ve uzun ömürlü performans sağlar. Yapay zekâ destekli optimizasyon ve prediktif bakım uygulamaları, bu presleri modern sanayi üretim süreçlerinde esnek, ekonomik ve sürdürülebilir bir çözüm haline getirir.
İstersen bir sonraki aşamada sana ağır gövdeli sanayi tipi eksantrik preslerde dijital ikiz uygulamaları, gerçek zamanlı üretim simülasyonu ve akıllı veri analitiği çözümleri konularını detaylı şekilde aktarabilirim.
Ağır gövdeli sanayi tipi eksantrik preslerde dijital ikiz uygulamaları, saha üretiminde üretim süreçlerinin tam anlamıyla kontrol edilebilmesini ve optimize edilebilmesini sağlar. Dijital ikiz, presin mekanik ve elektronik sistemlerinin dijital ortamda birebir modellenmesiyle oluşturulur. Bu model, presin tüm hareketlerini, kalıp davranışlarını, malzeme deformasyonlarını ve üretim parametrelerini gerçek zamanlı olarak simüle edebilir. Operatörler ve mühendisler, dijital ikiz üzerinden olası sorunları önceden tespit edebilir, üretim parametrelerini optimize edebilir ve presin performansını maksimuma çıkarabilir. Böylece sahada deneme yanılma yöntemine olan ihtiyaç minimuma indirilir ve üretim hatalarından kaynaklanan kayıplar azalır.
Gerçek zamanlı üretim simülasyonu, ağır gövdeli sanayi preslerinin saha üretiminde kesintisiz ve hatasız çalışmasını sağlayan kritik bir araçtır. Simülasyon yazılımları, presin vuruş kuvveti, kalıp pozisyonları, parçaların transfer hareketleri ve malzeme davranışlarını dijital ortamda modelleyerek üretim süreçlerini önceden test eder. Bu sayede üretim hattında ortaya çıkabilecek sorunlar önceden öngörülür ve çözüm stratejileri geliştirilir. Simülasyon, ayrıca yeni kalıp tasarımlarının veya parça tiplerinin sahada hızlı ve güvenli bir şekilde uygulanmasına olanak tanır.
Akıllı veri analitiği çözümleri, ağır gövdeli sanayi preslerinde üretim verimliliğini ve kaliteyi artırmak için kritik öneme sahiptir. Sensörler aracılığıyla toplanan veriler, presin tonaj kapasitesi, vuruş hızı, kalıp pozisyonu, motor akımı, sıcaklık ve titreşim gibi parametreleri içerir. Bu veriler, yapay zekâ ve makine öğrenimi algoritmalarıyla analiz edilerek presin performansı, enerji tüketimi ve üretim kalitesi hakkında detaylı raporlar oluşturulur. Analizler, saha üretiminde süreçlerin optimize edilmesini sağlar, hatalı üretim oranını düşürür ve presin uzun ömürlü çalışmasına katkıda bulunur.
Dijital ikiz, gerçek zamanlı simülasyon ve akıllı veri analitiği bir araya geldiğinde, ağır gövdeli sanayi preslerinde yüksek hassasiyet, tekrar edilebilirlik ve üretim güvenilirliği sağlanır. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi sensörler ve dijital ölçüm cihazları ile sürekli izlenir. Üretim verilerinin kaydedilmesi ve analiz edilmesi, proseslerin optimize edilmesini ve hatalı üretim oranının minimuma indirilmesini sağlar. Böylece pres, saha üretiminde maksimum performansla çalışır ve üretim verimliliği artırılır.
Otomatik besleme ve robotik transfer sistemleri, dijital ikiz ve simülasyon tabanlı kontrol sistemleri ile entegre edildiğinde, ağır gövdeli sanayi preslerinde üretim tamamen optimize edilebilir. Parçalar kalıp istasyonlarına hızlı, doğru ve hatasız bir şekilde taşınır, üretim akışı sürekli ve kesintisiz hale gelir. Bu, operatör iş yükünü azaltır ve üretim sürecinde insan kaynaklı hataların önüne geçer.
Enerji verimliliği, dijital ikiz ve veri analitiği ile optimize edilen ağır gövdeli sanayi preslerinde kritik bir avantaj sağlar. Presin tonaj kapasitesi, vuruş hızı ve kalıp pozisyonları, işlenecek malzemenin türüne göre otomatik olarak ayarlanır. Enerji geri kazanım sistemleri ve moment kontrol mekanizmaları, enerji tüketimini minimuma indirirken presin performansını maksimuma çıkarır. Bu sayede saha üretiminde ekonomik ve çevresel açıdan sürdürülebilir bir süreç sağlanır.
Sonuç olarak, ağır gövdeli sanayi tipi eksantrik presler, dijital ikiz teknolojisi, gerçek zamanlı üretim simülasyonu ve akıllı veri analitiği çözümleri ile saha üretiminde maksimum verimlilik, kesintisiz operasyon, yüksek kalite ve enerji tasarrufu sağlar. Bu ileri teknoloji sistemleri, yüksek tonajlı ve çok aşamalı üretim hatlarında, prototip merkezlerinde ve özel üretim uygulamalarında esnek, ekonomik ve sürdürülebilir bir üretim altyapısı sunar.
İstersen bir sonraki aşamada sana ağır gövdeli sanayi tipi eksantrik preslerde ileri yapay zekâ destekli otomasyon sistemleri ve prediktif bakım stratejilerini detaylı şekilde aktarabilirim.
Tandem (Senkrone) Eksantrik Pres
Tandem (senkrone) eksantrik pres, özellikle yüksek üretim kapasitesi ve çok aşamalı metal şekillendirme süreçleri için tasarlanmış, iki veya daha fazla eksantrik presin senkronize şekilde çalıştığı bir pres türüdür. Bu presler, ardışık veya eş zamanlı işlemler gerektiren uygulamalarda maksimum verimlilik ve üretim hızını sağlar. Tandem yapı, preslerin mekanik ve elektronik sistemlerinin birbirine senkronize edilmesi ile parçaların kalıp istasyonları arasında hatasız ve hızlı bir şekilde ilerlemesini mümkün kılar.
Senkronizasyon sistemi, tandem eksantrik preslerin en kritik bileşenlerinden biridir. Elektronik kontrollü servo motorlar veya hidrolik tahrikli aktüatörler aracılığıyla preslerin hareketleri birbirine tam olarak uyumlu hale getirilir. Bu sayede birinci pres tarafından yapılan işlem, ikinci presin kalıp pozisyonuna doğru ve tam zamanında aktarılır. Bu sistem, özellikle çok istasyonlu üretim hatlarında üretim süresini kısaltır, operatör müdahalesine duyulan ihtiyacı azaltır ve hatalı üretim oranını minimuma indirir.
Kalıp tasarımı, tandem eksantrik preslerde üretim hassasiyeti ve sürekliliği açısından kritik öneme sahiptir. Progresif veya kademeli kalıplar, birden fazla işlem adımını tek bir pres döngüsünde gerçekleştirebilir. Tandem sistemlerde kalıpların modüler ve dayanıklı yapısı, yüksek tonajlı ve ardışık işlemler sırasında deformasyon riskini azaltır ve kalıp ömrünü uzatır. Kalıp değişim sürelerinin optimize edilmesi, üretim hattının kesintisiz çalışmasını garanti eder.
Dijital kontrol sistemleri, tandem eksantrik preslerin saha üretiminde performans ve hassasiyetini artırır. Preslerin vuruş hızı, tonaj kapasitesi ve kalıp pozisyonları dijital paneller üzerinden hassas şekilde ayarlanabilir ve izlenebilir. Sensörler, parçaların kalıp istasyonlarına doğru konumlandığını ve her presin senkronizasyonunun hatasız olduğunu sürekli kontrol eder. Bu sayede üretim sürecinde yüksek tekrar edilebilirlik sağlanır ve kalite güvence altına alınır.
Otomatik besleme ve transfer sistemleri, tandem eksantrik preslerde üretim kapasitesini önemli ölçüde artırır. Servo motor kontrollü besleme üniteleri veya robotik transfer sistemleri, parçaları bir presten diğerine hızlı, doğru ve hatasız şekilde taşır. Bu, saha üretiminde sürekli ve güvenilir bir üretim akışı sağlar, operatör iş yükünü azaltır ve üretim sürecinde insan kaynaklı hataları önler.
Enerji verimliliği, tandem eksantrik preslerde ekonomik ve çevresel açıdan büyük önem taşır. Preslerin tonaj kapasitesi, vuruş hızı ve kalıp pozisyonları, işlenecek malzemenin türüne ve üretim gereksinimlerine göre optimize edilir. Enerji geri kazanım sistemleri ve moment kontrol mekanizmaları ile entegre edildiğinde, enerji tüketimi minimuma indirilirken preslerin performansı maksimuma çıkar. Bu yaklaşım, saha üretiminde maliyetleri düşürür ve presin mekanik ömrünü artırır.
Kalite kontrol süreçleri, tandem eksantrik preslerde üretim hassasiyetini garanti eder. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi sensörler ve dijital ölçüm cihazları ile sürekli izlenir. Üretim verilerinin kaydedilmesi ve analiz edilmesi, proseslerin optimize edilmesini ve hatalı üretim oranının minimuma indirilmesini sağlar.
Sonuç olarak, tandem (senkrone) eksantrik presler, yüksek üretim kapasitesi, senkronizasyon sistemi, modüler kalıp tasarımları, dijital kontrol ve ileri otomasyon sistemleri ile çok aşamalı ve yüksek hacimli üretim hatları için ideal çözümler sunar. Bu presler, saha üretiminde maksimum verimlilik, yüksek hassasiyet, enerji tasarrufu ve uzun ömürlü performans sağlayarak sanayi üretim süreçlerinde güvenilir, ekonomik ve sürdürülebilir bir altyapı oluşturur.
İstersen bir sonraki aşamada sana tandem eksantrik preslerde ileri otomasyon, dijital ikiz uygulamaları ve prediktif bakım sistemleri konularını detaylı şekilde aktarabilirim.
Tandem (senkrone) eksantrik preslerde ileri otomasyon sistemleri, saha üretiminde yüksek verimlilik ve maksimum hassasiyet sağlamak için kritik bir rol oynar. Bu preslerde her bir presin hareketleri ve kalıp operasyonları dijital kontrol panelleri üzerinden senkronize edilir. Servo motorlar, hidrolik aktüatörler ve robotik transfer üniteleri ile entegre edilen otomasyon sistemleri, parçaların ardışık veya eş zamanlı işlemler sırasında hatasız bir şekilde kalıp istasyonlarına ulaşmasını garanti eder. Bu sistemler, operatör müdahalesini minimize ederken üretim hızını artırır ve üretim hattının sürekli ve kesintisiz çalışmasını sağlar.
Yapay zekâ destekli üretim optimizasyonu, tandem eksantrik preslerde saha üretiminde performansı ve enerji verimliliğini artırır. Makine öğrenimi algoritmaları, presin geçmiş üretim verilerini analiz ederek ideal vuruş hızı, tonaj kapasitesi, kalıp pozisyonları ve besleme parametrelerini belirler. Böylece presler, her üretim döngüsünde optimum performansla çalışır ve enerji tüketimi minimum seviyeye çekilir. Yapay zekâ ayrıca üretim sırasında ortaya çıkabilecek hataları öngörerek hızlı müdahale olanağı sağlar ve hatalı üretim oranını azaltır.
Prediktif bakım sistemleri, tandem eksantrik preslerin saha üretiminde güvenilirliğini artırır. Vuruş kuvveti, motor akımı, kalıp pozisyonu, sıcaklık ve titreşim gibi kritik parametreler sensörler aracılığıyla sürekli izlenir. Yapay zekâ ve veri analitiği algoritmaları, mekanik aşınma veya olası arızaları önceden tespit ederek plansız duruşları önler. Bu sayede bakım maliyetleri düşer, presin ömrü uzar ve üretim hattında kesintisiz operasyon sağlanır.
Kalıp sistemleri, tandem eksantrik preslerde üretim esnekliği ve kalite açısından büyük önem taşır. Progresif veya kademeli kalıplar, birden fazla işlem adımını tek pres döngüsünde gerçekleştirebilir. Kalıpların modüler ve dayanıklı yapısı, ardışık işlemler sırasında deformasyon riskini azaltır ve uzun süreli üretimde kalıp ömrünü uzatır. Kalıp değişim sürelerinin optimize edilmesi, üretim hattının sürekli çalışmasını garanti eder ve saha üretiminde esnekliği artırır.
Enerji verimliliği, tandem eksantrik preslerde saha üretiminde ekonomik ve çevresel açıdan önemli bir avantajdır. Preslerin tonaj kapasitesi, vuruş hızı ve kalıp pozisyonları, işlenecek malzemenin özelliklerine göre optimize edilir. Enerji geri kazanım sistemleri ve moment kontrol mekanizmaları ile entegre edilen presler, enerji tüketimini minimuma indirirken performansı maksimuma çıkarır. Bu yaklaşım, hem maliyetleri düşürür hem de presin mekanik bileşenlerinin ömrünü uzatır.
Kalite kontrol süreçleri, tandem eksantrik preslerde üretim hassasiyetini garanti altına alır. Parçaların boyutsal doğruluğu, bükme açıları, delik pozisyonları ve yüzey kalitesi sensörler ve dijital ölçüm cihazları ile sürekli izlenir. Üretim verilerinin kaydedilmesi ve analiz edilmesi, proseslerin optimize edilmesini ve hatalı üretim oranının minimuma indirilmesini sağlar. Bu sayede saha üretiminde yüksek kalite ve tekrar edilebilirlik sağlanır.
Sonuç olarak, tandem (senkrone) eksantrik presler, senkronizasyon sistemi, yüksek tonaj kapasitesi, modüler kalıp tasarımları, dijital kontrol ve ileri otomasyon sistemleri ile çok aşamalı ve yüksek hacimli üretim hatları için ideal çözümler sunar. Yapay zekâ destekli optimizasyon, prediktif bakım ve enerji verimliliği uygulamaları, bu presleri saha üretiminde güvenilir, ekonomik ve sürdürülebilir bir üretim altyapısı haline getirir.
İstersen bir sonraki aşamada sana tandem eksantrik preslerde dijital ikiz tabanlı simülasyonlar, gerçek zamanlı üretim optimizasyonu ve akıllı veri analitiği çözümlerini detaylı şekilde aktarabilirim.
Tandem (senkrone) eksantrik preslerde dijital ikiz teknolojisi, saha üretiminin planlanması, izlenmesi ve iyileştirilmesinde devrim niteliğinde bir yaklaşım sunar. Dijital ikiz, pres hattının fiziksel işleyişini sanal bir ortamda birebir simüle eden dinamik bir modeldir. Bu teknoloji sayesinde mühendisler, üretim başlamadan önce tüm operasyonları sanal ortamda test edebilir, kalıp yerleşimleri, besleme hızları ve vuruş senkronizasyonlarını optimize edebilir. Ayrıca, üretim sırasında toplanan sensör verileri anlık olarak dijital ikize aktarılır ve makinenin gerçek durumu ile sanal modeli sürekli olarak uyum içinde tutulur. Bu, olası üretim darboğazlarının önceden tespit edilmesini ve hızlı çözüm geliştirilmesini sağlar.
Gerçek zamanlı üretim optimizasyonu, tandem eksantrik preslerde anlık karar alma kabiliyetini artırır. Örneğin, pres hattında bir istasyonda malzeme besleme hızı yavaşlarsa, sistem diğer preslerin vuruş hızını buna göre ayarlayarak senkronizasyonun bozulmasını engeller. Ayrıca, parça üretim sırası, malzeme tipi veya kalıp geometrisine göre otomatik olarak yeniden planlama yapılabilir. Bu sayede üretim hattı, hem beklenmedik duruşlara karşı esnek hale gelir hem de minimum fire ile çalışır. Özellikle yüksek adetli otomotiv parçaları, beyaz eşya bileşenleri veya elektronik cihaz gövdeleri gibi seri üretim projelerinde bu optimizasyon yeteneği büyük avantaj sağlar.
Akıllı veri analitiği çözümleri, pres hattından gelen tonaj, vuruş süresi, kalıp pozisyonu, sıcaklık, titreşim ve enerji tüketimi gibi binlerce veriyi anlamlı hale getirir. Bu veriler, makine öğrenimi algoritmaları ile analiz edilerek operatörlere veya bakım ekiplerine net öneriler sunar. Örneğin, belirli bir kalıbın aşınma oranı geçmiş verilerden tahmin edilerek bakım zamanı üretim programına otomatik eklenebilir. Yine enerji tüketim verileri analiz edilerek, en verimli çalışma aralıkları belirlenir ve bu sayede işletme maliyetleri düşürülür.
Tandem preslerde kullanılan robotik transfer sistemleri, parçaların presler arasında hızlı ve güvenli şekilde taşınmasını sağlar. Bu robotlar, vakumlu tutucular, manyetik kollar veya özel şekilli kavrama aparatları ile farklı boyut ve şekillerdeki parçaları sorunsuz şekilde aktarabilir. Senkronize hareket kabiliyeti sayesinde preslerin vuruş zamanına birebir uyum sağlayarak hat duruşlarını engeller. Ayrıca, robotların öğrenebilir yazılımları sayesinde yeni parça tipleri için programlama süresi kısalır ve üretime geçiş süresi hızlanır.
Enerji yönetim sistemleri, tandem eksantrik preslerde özellikle büyük tonajlı modellerde ciddi tasarruf potansiyeli sunar. Hidrolik ve mekanik sistemlerde enerji geri kazanım modülleri, frenleme sırasında ortaya çıkan kinetik enerjiyi elektrik enerjisine dönüştürerek sistemde tekrar kullanılmasını sağlar. Moment kontrol sistemleri ise yalnızca ihtiyaç duyulan anda maksimum güç kullanımına izin vererek gereksiz enerji harcamasını engeller. Bu sayede hem çevresel sürdürülebilirlik desteklenir hem de enerji faturalarında belirgin düşüş sağlanır.
Kalite kontrol açısından entegre optik tarama ve ölçüm sistemleri, tandem preslerde üretilen her parçayı anında kontrol ederek hatalı ürünlerin üretim hattında ilerlemesini engeller. 3D lazer tarayıcılar veya yüksek hızlı kamera sistemleri ile parçaların boyutları, yüzey düzgünlüğü, delik konumları ve bükme açıları mikron hassasiyetinde ölçülür. Hatalı bulunan parçalar otomatik olarak ayıklanır ve hatasız üretim oranı maksimuma çıkarılır.
Tüm bu sistemler birleştiğinde, tandem (senkrone) eksantrik presler sadece yüksek kapasiteli üretim makineleri olmaktan çıkıp, tamamen dijitalleştirilmiş, kendini optimize eden ve bakım ihtiyacını öngören akıllı üretim merkezleri haline gelir. Böylece işletmeler hem üretim hızını hem de kalite standartlarını yükseltirken, maliyetlerini ve enerji tüketimini kontrol altında tutabilir.
İstersen bundan sonra sana tandem eksantrik preslerin modüler üretim hatlarında farklı ürün geçiş senaryolarını ve üretim planlama stratejilerini de detaylı şekilde anlatabilirim.
Tek Kranklı Eksantrik Pres
Tek kranklı eksantrik pres, gücü ve hareketi tek bir krank mekanizması üzerinden ileten, kompakt yapılı ve çok yönlü bir metal şekillendirme makinesidir. Bu pres tipinde krank mili, volan ve bağlantı kolu (biyel kolu) sistemi, pres tablasına bağlı koçun (ram) aşağı-yukarı doğrusal hareketini sağlar. Tek kranklı tasarım, hem yapısal olarak daha basit hem de bakım açısından daha kolay olmasıyla öne çıkar. Ayrıca bu tip presler, orta ve düşük tonajlı üretimlerde hassasiyet, hız ve verimlilik dengesini sağlaması nedeniyle yaygın olarak tercih edilir.
Bu makineler, özellikle kesme, delme, bükme, sıvama ve küçük form verme işlemlerinde kullanılır. Tek kranklı sistemde hareket, volanın sürekli dönmesi ve debriyaj-fren mekanizması ile krank miline iletilmesi sonucu oluşur. Böylece presin vuruş sayısı, malzeme türü ve üretim gereksinimlerine göre ayarlanabilir. Özellikle sac metal parçaların seri üretiminde, kısa çevrim süreleri ve yüksek tekrarlama hassasiyeti ile üretim verimliliğini artırır.
Gövde yapısı genellikle çelik kaynaklı monoblok tasarımdır ve çalışma sırasında oluşan titreşimleri absorbe edecek şekilde rijit inşa edilir. Bu sayede hem operatör güvenliği artar hem de kalıp ömrü uzar. Koç ve tabla yüzeyleri taşlanmış ve hassas işlenmiş olduğundan, kalıplar yüzeye mükemmel oturur ve işlem doğruluğu korunur. Yataklama sistemleri (kaymalı veya rulmanlı) hareketin düzgün ve düşük sürtünmeyle gerçekleşmesini sağlar.
Tek kranklı eksantrik preslerde otomatik yağlama sistemleri yaygındır. Bu sistemler, krank mili, biyel kolu ve diğer hareketli elemanlara sürekli yağ göndererek aşınmayı en aza indirir. Ayrıca modern modellerde, yağlama sisteminin basıncı ve debisi sensörlerle izlenir; bir problem oluştuğunda otomatik durdurma devreye girer.
Güvenlik açısından çift el kumanda, ışık bariyeri, mekanik kilitleme sistemleri ve acil durdurma düğmeleri standart olarak bulunur. Bu önlemler, operatörün ellerini çalışma alanından uzak tutarak iş kazalarını önler.
Kullanım alanları oldukça geniştir:
- Küçük otomotiv parçalarının üretimi
- Elektronik komponent muhafazaları
- Mutfak eşyaları ve beyaz eşya parçaları
- Bağlantı elemanları (cıvata, rondela, pul) üretimi
- Metal mobilya bileşenleri
Tek kranklı eksantrik presler, yüksek hız – orta tonaj – düşük bakım maliyeti kombinasyonu arayan işletmeler için ideal çözümdür. Modellerin çoğu, ileride otomasyon sistemleri ile entegre edilebilecek şekilde tasarlanır. Böylece manuel beslemeli bir sistem, ilerleyen dönemde servo besleyici, rulo açıcı ve hurda tahliye konveyörü eklenerek tam otomatik bir üretim hattına dönüştürülebilir.
Tek kranklı eksantrik preslerde servo tahrik entegrasyonu, klasik volan ve mekanik debriyaj sisteminin yerini alan modern bir teknolojidir. Geleneksel yapıda volan sürekli olarak dönerek enerjiyi mekanik olarak krank miline iletirken, servo sistemlerde hareket doğrudan bir servo motor tarafından sağlanır. Bu, presin yalnızca gerektiğinde çalışmasını, hız profilinin esnek şekilde ayarlanmasını ve dur-kalk hareketlerinin hassasiyetle yapılmasını mümkün kılar. Sonuç olarak, enerji tüketimi ciddi oranda düşer, çalışma sırasında gürültü seviyeleri azalır ve üretim süreci daha kontrol edilebilir hale gelir. Ayrıca servo tahrikli sistemler, kalıba uygulanan kuvveti vuruşun belirli bir bölümünde optimize ederek hem kalıp ömrünü uzatır hem de hassas parçaların hatasız biçimlendirilmesini sağlar.
Enerji verimliliği optimizasyonu açısından bakıldığında, tek kranklı preslerde kullanılabilecek yöntemler arasında servo motor kullanımı dışında, değişken hızlı tahrik sistemleri, rejeneratif frenleme teknolojisi ve yüksek verimli yağlama sistemleri bulunur. Rejeneratif frenleme, presin koç kısmı yukarı hareket ederken ortaya çıkan kinetik enerjiyi elektrik enerjisine çevirip tekrar sisteme kazandırır. Bu teknoloji, özellikle yüksek vuruş sayısına sahip preslerde yıllık enerji maliyetlerini kayda değer ölçüde azaltabilir.
Modern tek kranklı preslerde otomasyon uyumu da oldukça gelişmiştir. Otomatik sac besleme üniteleri, rulo açıcılar, servo sürücülü sac ilerletme mekanizmaları ve hurda tahliye konveyörleri ile entegre çalışabilir. Böylece operatör yalnızca kalıp değişimi ve bakım gibi işlemlerle ilgilenir, üretim süreci ise minimum insan müdahalesi ile gerçekleşir. Bu hem iş güvenliğini artırır hem de üretim temposunu istikrarlı hale getirir.
Kalıp değişim sürelerini kısaltmak için, tek kranklı eksantrik preslerde genellikle hızlı kalıp bağlama sistemleri ve T-kanallı hassas işlenmiş tablalar kullanılır. Hidrolik veya pnömatik kalıp sıkma mekanizmaları, kalıbın tabla üzerine sabitlenmesini saniyeler içinde tamamlar. Ayrıca preslerde kalıp yüksekliği ayar mekanizmaları milimetrik hassasiyetle çalışarak, farklı kalıp setleri arasında hızlı geçiş yapılmasını mümkün kılar.
Bu tip preslerin bakım kolaylığı da önemli bir avantajdır. Tek kranklı mekanizma, çift kranklı veya daha karmaşık yapılı preslere göre daha az hareketli parçaya sahiptir. Bu, arıza riskini düşürür ve bakım sürelerini kısaltır. Yağlama kanalları, filtreleme sistemleri ve yağ seviyesini gösteren sensörler sayesinde operatör, makinenin çalışma durumunu kolayca izleyebilir.
Gelişmiş modellerde dijital kontrol panelleri üzerinden presin çalışma hızı, stroku, basma kuvveti, vuruş sayısı ve bekleme süresi gibi parametreler ayarlanabilir. Bazı kontrol üniteleri, üretim sırasında oluşabilecek anormal titreşim, aşırı yüklenme veya yağ basınç düşüşü gibi durumları algılayarak makineyi otomatik olarak durdurur. Bu özellikler, hem makine ömrünü uzatır hem de üretim kalitesini korur.
Gövde mühendisliği açısından tek kranklı presler, yük dağılımını optimize edecek şekilde tasarlanır. Rijit gövde yapısı, presleme sırasında oluşan kuvvetleri eşit şekilde dağıtarak çarpılma ve bükülmeleri engeller. Bu özellikle hassas toleranslı parçalarda büyük önem taşır. Kullanılan çelik türleri genellikle yüksek mukavemetli kaynaklı konstrüksiyon veya dökme çelik kombinasyonudur.
Tüm bu özellikler, tek kranklı eksantrik presleri otomotiv yan sanayi, elektronik, beyaz eşya, küçük ev aletleri, metal mobilya ve bağlantı elemanları üretimi gibi çok çeşitli endüstrilerde vazgeçilmez kılar.
Ben istersem buradan sonra sana tek kranklı preslerde üretim hatlarında yapılan hataların kaliteye etkisi ve önleyici bakım stratejileri konusunu da derinlemesine yazabilirim. Bu, metni hem daha teknik hem de uygulama odaklı hale getirir.
Tek kranklı eksantrik preslerde saha üretiminde kaliteyi doğrudan etkileyen en kritik unsurların başında hatların düzgünlüğü, pres vuruş hızı, tonaj kontrolü ve kalıp pozisyon hassasiyeti gelir. Presin mekanik yapısındaki en küçük sapmalar bile, özellikle ince sac malzemelerde veya hassas ölçülere sahip parçaların üretiminde ölçü toleranslarını aşabilir. Bu nedenle üretim sürecinde hem operatör hem de otomasyon sistemleri sürekli olarak pres parametrelerini izler. Modern tek kranklı preslerde, entegre sensörler sayesinde koçun hızı, vuruş kuvveti, tablo pozisyonu ve kalıp üstü basınç anlık olarak ölçülür ve dijital kontrol sistemi üzerinden değerlendirilir.
Kaliteyi güvence altına almak için kullanılan yöntemlerden biri, pres vuruşunun farklı noktalarında tonajın ayarlanabilir olmasıdır. Servo tahrikli veya değişken hızlı tek kranklı preslerde, koçun iniş ve çıkış hızı malzemenin türüne ve kalıp geometriye göre optimize edilebilir. Bu sayede sac deformasyonları minimize edilir, çatlama ve bükülme riskleri azalır. Özellikle otomotiv ve beyaz eşya yan sanayinde, bu hassasiyet üretim hattında yüksek oranda tekrar edilebilirlik ve düşük fire sağlar.
Önleyici bakım stratejileri, tek kranklı preslerde saha üretiminin kesintisiz ve güvenli olmasını sağlayan bir diğer kritik unsurdur. Makine üzerindeki tüm hareketli parçalar, biyel kolu, krank mili, yataklar ve koç tablaları düzenli olarak izlenir. Titreşim analizleri, termal sensörler ve yağ basınç ölçümleri, potansiyel arızaları önceden tespit etmek için kullanılır. Örneğin, rulmanlarda oluşan anormal titreşimler veya yağ basıncındaki düşüş, presin planlı bakım zamanı gelmeden önce müdahale edilmesini sağlar. Bu yaklaşım, plansız duruşları önler ve üretim hattında verimliliği artırır.
Kalıp bakımı ve değişimi de tek kranklı preslerde üretim kalitesini doğrudan etkiler. Modüler kalıp sistemleri sayesinde kalıp değişim süreleri minimuma indirilir. Hidrolik veya pnömatik sıkma mekanizmaları, kalıbın tablaya hızlı ve doğru şekilde oturmasını sağlar. Kalıp değişiminde tablo yüksekliği ve kalıp yerleşim pozisyonları dijital olarak kontrol edilerek milimetrik hassasiyet elde edilir. Bu yöntem, üretim hattının kısa sürede farklı parçalar için yeniden yapılandırılmasına olanak tanır.
Tek kranklı preslerde üretim süreçlerinin dijital entegrasyonu, kalite kontrol süreçlerini otomatikleştirir. Parçaların boyutsal doğruluğu, bükme açısı ve yüzey kalitesi lazer tarayıcılar veya optik ölçüm sistemleri ile anlık olarak izlenir. Hatalı parçalar otomatik olarak ayıklanır ve veri kayıtları üzerinden analiz edilir. Bu sayede üretim parametreleri sürekli optimize edilir ve gelecekteki üretim döngüleri için referans alınabilecek kapsamlı veri setleri oluşturulur.
Enerji ve operasyon verimliliği açısından tek kranklı presler, yüksek performansı düşük enerji tüketimi ile birleştirir. Servo tahrikli sistemler ve değişken hız kontrolü sayesinde yalnızca ihtiyaç duyulan anda enerji harcanır. Rejeneratif frenleme sistemleri, koç yukarı hareket ederken ortaya çıkan kinetik enerjiyi geri kazanır ve sisteme tekrar kazandırır. Bu hem maliyetleri düşürür hem de presin mekanik ömrünü uzatır.
Sonuç olarak, tek kranklı eksantrik presler, kompakt ve basit mekanik tasarımları ile orta ve düşük tonajlı üretimlerde yüksek hassasiyet ve güvenilirlik sunar. Servo tahrik entegrasyonu, dijital kontrol sistemleri, önleyici bakım stratejileri ve otomatik kalite kontrol uygulamalarıyla entegre edildiğinde, üretim hattında maksimum verimlilik, minimum fire ve uzun ömürlü performans sağlar.
İstersen bir sonraki aşamada sana tek kranklı eksantrik preslerde ileri otomasyon hatları ve robotik besleme sistemlerinin saha üretimine etkisini detaylı şekilde aktarabilirim.
Çift Kranklı Eksantrik Pres
Çift kranklı eksantrik pres, iki ayrı krank milinin senkronize çalıştığı, özellikle yüksek tonajlı ve çok aşamalı metal şekillendirme işlemleri için tasarlanmış bir pres türüdür. Tek kranklı preslere kıyasla, çift kranklı sistemler çok daha yüksek kuvvet uygulayabilir ve pres tablasına daha dengeli bir basma dağılımı sağlar. Bu özellik, büyük boyutlu sac parçaların veya kalın metal malzemelerin hassas bir şekilde şekillendirilmesinde kritik bir avantaj sunar. Çift kranklı presler, otomotiv parçaları, beyaz eşya bileşenleri, endüstriyel ekipman parçaları ve bağlantı elemanları gibi yüksek üretim hassasiyeti gerektiren ürünlerde yaygın olarak kullanılır.
Bu pres tipinde iki krank mili, genellikle birbirine senkronize edilmiş bir zincir veya dişli sistemi ile bağlanır. Krank millerinin senkronizasyonu sayesinde koç (ram) ve pres tablası üzerine uygulanan kuvvet, tüm hareket boyunca dengeli ve doğrusal olur. Bu, özellikle büyük tonajlı preslerde tablo eğilmesi veya koçun bir ucunun diğerine göre daha fazla basması gibi mekanik sorunları önler. Çift kranklı sistemler ayrıca yüksek hızda çalışabilme kapasitesi sayesinde üretim verimliliğini artırır.
Gövde tasarımı çift kranklı preslerde özellikle önemlidir. Yüksek tonajlar ve geniş tabla yüzeyleri nedeniyle rijit çelik konstrüksiyon veya dökme çelik gövde kullanılır. Bu yapılar, presleme sırasında oluşan büyük kuvvetleri eşit şekilde dağıtarak deformasyonu önler ve kalıp ömrünü uzatır. Ayrıca, krank millerinin yataklanması rulman veya kaymalı sistemlerle yapılır ve hareketin düzgün, düşük sürtünmeli ve güvenli olmasını sağlar.
Çift kranklı eksantrik preslerde koç hareketi ve vuruş profili, genellikle ayarlanabilir veya sabit olabilir. Bazı modern modellerde servo motorlar veya değişken hız kontrol sistemleri entegre edilerek koçun iniş ve çıkış hızları malzeme tipine ve kalıp geometriye göre optimize edilebilir. Bu sayede malzemede deformasyon, çatlama veya yüzey bozulmaları minimize edilir.
Kalıp tasarımı, çift kranklı preslerde üretim hassasiyeti açısından kritik öneme sahiptir. Progresif veya kademeli kalıplar, birden fazla işlem adımını tek pres vuruşunda gerçekleştirebilir. Modüler kalıp sistemleri sayesinde kalıp değişim süreleri kısaltılır ve üretim hattı farklı parça tiplerine hızlıca uyarlanabilir. Kalıpların rijit ve hassas şekilde yerleştirilmesi, büyük tonajlarda bile ölçü toleranslarının korunmasını sağlar.
Otomasyon entegrasyonu, çift kranklı preslerin saha üretiminde yüksek verimlilikle çalışmasını sağlar. Otomatik besleme üniteleri, rulo açıcılar ve robotik transfer sistemleri, parçaları presler arasında hızlı ve hatasız şekilde taşır. Senkronize hareket kabiliyeti sayesinde preslerin vuruş zamanına birebir uyum sağlar, hat duruşlarını engeller ve operatör iş yükünü azaltır. Ayrıca, üretim parametreleri dijital kontrol panelleri üzerinden izlenebilir ve optimize edilebilir.
Enerji verimliliği açısından çift kranklı presler, özellikle yüksek tonaj uygulamalarında önem kazanır. Rejeneratif frenleme sistemleri ve moment kontrol mekanizmaları, enerji tüketimini minimize ederken presin maksimum performansla çalışmasını sağlar. Ayrıca otomatik yağlama sistemleri, krank milleri, biyel kolları ve koç yataklarının sürekli yağlanmasını sağlayarak aşınmayı azaltır ve bakım periyotlarını uzatır.
Kalite kontrol açısından entegre sensörler ve ölçüm sistemleri, parçaların boyutsal doğruluğunu, bükme açılarını ve yüzey kalitesini anlık olarak izler. Hatalı parçalar otomatik olarak ayıklanır ve üretim verileri analiz edilerek gelecekteki üretim döngüleri için referans oluşturur.
Sonuç olarak, çift kranklı eksantrik presler, yüksek tonaj, büyük tabla yüzeyleri, hassas ve tekrarlanabilir üretim gerektiren saha üretimleri için ideal çözümler sunar. Mekanik rijitlik, yüksek hassasiyet, senkronize çift krank sistemi, otomasyon uyumu ve enerji optimizasyonu sayesinde endüstriyel üretimde güvenilir, verimli ve uzun ömürlü performans sağlar.
İstersen buradan sonra sana çift kranklı preslerde ileri otomasyon uygulamaları ve servo entegre üretim hatları konularını detaylı şekilde aktarabilirim.
Çift kranklı eksantrik preslerde saha üretiminde elde edilen yüksek verimlilik ve kalite, yalnızca mekanik tasarımın üstünlüğünden değil, aynı zamanda modern otomasyon ve kontrol sistemleriyle entegrasyondan da kaynaklanır. Günümüz sanayisinde bu presler, manuel operatör müdahalesine ihtiyaç duymadan, uzun üretim süreleri boyunca istikrarlı ve tekrarlanabilir performans sağlayacak şekilde tasarlanmıştır. Otomatik besleme sistemleri, servo kontrollü sac ilerletme üniteleri ve robotik transfer kolları ile donatılan pres hatları, özellikle seri üretim yapan işletmeler için büyük avantaj sağlar. Parçalar presler arasında hızlı ve hatasız bir şekilde taşınırken, operatör yalnızca kalıp değişimi ve bakım işlemleri ile ilgilenir. Bu durum, iş güvenliği açısından da büyük önem taşır; çünkü operatörün pres tablası veya koç bölgesine müdahalesi minimize edilir.
Modern çift kranklı preslerde servo motor ve değişken hız tahrik sistemleri, üretim parametrelerinin hassas bir şekilde kontrol edilmesini mümkün kılar. Koçun iniş ve çıkış hızları, malzeme tipi, kalıp geometri ve tonaj gereksinimlerine göre optimize edilir. Bu, özellikle ince sac malzemelerde veya hassas tolerans gerektiren parçaların üretiminde deformasyon ve çatlamaları önler. Aynı zamanda farklı parçaların aynı pres hattında üretilmesine olanak sağlayan esnek üretim senaryoları sunar.
Enerji optimizasyonu, çift kranklı eksantrik preslerin saha üretiminde önemli bir avantajdır. Presler yüksek tonajda çalışırken enerji verimliliğini maksimize etmek için moment kontrol sistemleri, değişken hızlı sürücüler ve rejeneratif frenleme teknolojileri kullanılır. Rejeneratif frenleme, koçun yukarı hareketi sırasında oluşan kinetik enerjiyi elektrik enerjisine dönüştürerek sisteme geri kazandırır. Bu sayede enerji tüketimi önemli ölçüde azalır ve işletme maliyetleri düşer. Ayrıca otomatik yağlama sistemleri, krank milleri, biyel kolları ve yatakların sürekli yağlanmasını sağlayarak aşınmayı en aza indirir ve bakım aralıklarını uzatır.
Kalıp sistemleri, çift kranklı preslerin saha üretimindeki performansını doğrudan etkiler. Modüler progresif veya kademeli kalıplar, tek bir vuruşta birden fazla işlem adımı gerçekleştirebilir. Kalıp değişim mekanizmaları hidrolik veya pnömatik olarak tasarlandığında, kalıpların tablaya oturtulma süresi saniyeler mertebesine düşer ve üretim hattı farklı parça tiplerine hızla adapte olabilir. Kalıpların doğru ve rijit yerleşimi, yüksek tonajlı preslerde bile parçaların boyutsal doğruluğunu ve yüzey kalitesini garanti eder.
Kalite kontrol sistemleri, çift kranklı preslerde üretim hassasiyetini sürekli kılmak için entegre edilmiştir. Lazer tarayıcılar, yüksek hızlı kameralar ve optik sensörler, üretilen parçaların boyutsal doğruluğunu, yüzey düzgünlüğünü ve bükme açılarını anlık olarak izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri kayıt altına alınarak gelecekteki üretim döngüleri için referans veri setleri oluşturulur. Bu sayede, üretim sırasında oluşabilecek hatalar minimize edilir ve operatör müdahalesine olan ihtiyaç daha da azaltılır.
Ayrıca, çift kranklı preslerin rijit gövde tasarımı ve senkronizasyon sistemi, yüksek tonajda dahi koçun eğilmesini veya tablo deformasyonunu önler. Bu, özellikle büyük ve hassas sac parçaların işlenmesinde kritik öneme sahiptir. Çelik kaynaklı veya dökme çelik gövde kullanımı, presin uzun yıllar boyunca yüksek performansla çalışmasını sağlar.
Sonuç olarak, çift kranklı eksantrik presler, yüksek tonajlı, büyük boyutlu ve hassas metal parçaların seri üretimi için ideal çözümler sunar. Mekanik rijitlik, senkronize çift krank sistemi, ileri otomasyon ve dijital kontrol entegrasyonu, enerji verimliliği, önleyici bakım ve entegre kalite kontrol uygulamaları ile birleştiğinde saha üretiminde maksimum performans, güvenilirlik ve tekrarlanabilirlik sağlar.
İstersen bir sonraki adımda sana çift kranklı eksantrik preslerde çok istasyonlu üretim, progresif kalıp kullanım senaryoları ve otomatik hata ayıklama mekanizmalarını detaylı şekilde anlatabilirim.
Çift kranklı eksantrik preslerde saha üretiminin uzun süreli ve yüksek verimli olmasını sağlayan bir diğer kritik unsur, çok istasyonlu ve progresif kalıp uygulamalarıdır. Bu preslerde genellikle birden fazla işleme istasyonu bulunur ve her istasyon belirli bir form verme, bükme, delme veya kesme operasyonunu gerçekleştirir. Progresif kalıplar sayesinde tek bir sac parça, presin vuruşları boyunca ardışık olarak şekillendirilir ve her istasyonda farklı bir işlem tamamlanır. Bu yaklaşım, üretim hızını ciddi ölçüde artırırken, parça başına maliyeti azaltır ve işçilik ihtiyacını minimuma indirir.
Çift kranklı preslerde koç ve tabla üzerindeki kuvvet dağılımı, progresif kalıpların yüksek hassasiyetle çalışabilmesini sağlar. İki krank mili, pres tablasına eşit ve senkronize kuvvet uyguladığından, büyük veya geniş sac parçalar bile deformasyona uğramadan işlenebilir. Bu, özellikle otomotiv gövde parçaları, beyaz eşya panelleri veya büyük elektronik muhafazaları gibi hassas toleranslı üretimlerde kritik öneme sahiptir.
Otomatik hata ayıklama ve kalite kontrol sistemleri, çift kranklı preslerin verimliliğini destekleyen diğer önemli teknolojilerdir. Lazer tarayıcılar, optik sensörler ve yüksek hızlı kameralar, her vuruşta parçaların boyutsal doğruluğunu, bükme açılarını ve yüzey kalitesini anlık olarak kontrol eder. Hatalı parçalar tespit edildiğinde üretim hattı otomatik olarak durdurulabilir veya hatasız parçalar ayrılarak ilerler. Bu sistemler, üretim sırasında fireyi azaltır ve kalite standartlarının sürekli korunmasını sağlar.
Robotik transfer sistemleri, çift kranklı preslerde progresif kalıp uygulamalarının verimli şekilde çalışmasını mümkün kılar. Parçalar presler arasında hızlı ve güvenli bir şekilde taşınırken, senkronizasyon sayesinde koç vuruş zamanlaması bozulmaz. Bu robotlar, vakumlu tutucular, manyetik kollar veya özel şekilli kavrama aparatları kullanarak farklı boyut ve geometrilerdeki parçaları sorunsuz bir şekilde aktarabilir. Böylece pres hattı, hem yüksek hızda hem de minimum duruşla çalışabilir.
Enerji verimliliği açısından çift kranklı presler, yüksek tonajlı operasyonlarda büyük avantaj sağlar. Servo motor ve değişken hızlı tahrik sistemleri, yalnızca gerekli anda enerji kullanımı ile maksimum performansı sağlar. Rejeneratif frenleme sistemleri, koç yukarı hareket ederken ortaya çıkan kinetik enerjiyi geri kazanır ve sisteme tekrar kazandırır. Ayrıca otomatik yağlama sistemleri, krank milleri, biyel kolları ve yatakların sürekli yağlanmasını sağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır.
Önleyici bakım stratejileri, çift kranklı preslerin uzun vadeli saha performansını güvence altına alır. Titreşim analizleri, termal sensörler ve yağ basınç ölçümleri ile hareketli parçaların durumu sürekli izlenir. Potansiyel arızalar önceden tespit edilerek planlı bakım yapılabilir; böylece üretim hattındaki beklenmedik duruşlar minimize edilir.
Sonuç olarak, çift kranklı eksantrik presler; yüksek tonaj, büyük tabla yüzeyi, çok istasyonlu progresif kalıp uygulamaları, otomasyon ve robotik besleme sistemleri, enerji optimizasyonu ve önleyici bakım stratejileri ile birleştiğinde, endüstriyel üretimde maksimum verimlilik, güvenilirlik ve kalite sağlar. Bu makineler, seri üretim hatlarında uzun vadeli performans ve sürdürülebilir üretim hedefleri için ideal çözümler sunar.
İstersen bundan sonra sana çift kranklı preslerde ileri dijital kontrol sistemleri, üretim verisi analitiği ve üretim hattı optimizasyonu konularını detaylı şekilde açıklayabilirim.
Çift kranklı eksantrik preslerde saha üretiminin optimizasyonu, yalnızca mekanik ve otomasyon tasarımına bağlı değildir; aynı zamanda ileri dijital kontrol sistemleri ve üretim verisi analitiği ile entegre edildiğinde tam anlamıyla verimli ve güvenli bir üretim süreci elde edilir. Modern çift kranklı preslerde dijital kontrol panelleri, presin tüm çalışma parametrelerini gerçek zamanlı olarak izleyebilir ve yönetebilir. Bu parametreler arasında koç hızı, tonaj dağılımı, vuruş sayısı, kalıp pozisyonu ve operatör müdahalesi gerektiren durumlar yer alır. Paneller üzerinden ayarlanan değerler, presin elektronik ve mekanik bileşenleriyle senkronize edilerek hassas üretim yapılmasını sağlar.
Üretim verisi analitiği, çift kranklı preslerde kaliteyi artıran ve maliyetleri düşüren önemli bir uygulamadır. Pres sensörlerinden ve otomasyon sistemlerinden toplanan veriler, üretim hattındaki trendleri, anormallikleri ve potansiyel verim kayıplarını ortaya çıkarır. Örneğin, koç hareketinde küçük sapmalar veya tonaj dalgalanmaları, parçaların boyutsal doğruluğunu etkileyebilir. Bu veriler analiz edilerek pres parametreleri optimize edilir ve gelecekteki üretim döngülerinde tekrarlanabilir kalite sağlanır. Ayrıca, veri analitiği sayesinde bakım ihtiyacı tahmin edilebilir; rulman aşınması, yağlama eksikliği veya mekanik yorulma önceden tespit edilerek plansız duruşların önüne geçilir.
Çift kranklı preslerde ileriye dönük üretim hattı optimizasyonu, progresif ve çok istasyonlu kalıpların kullanımını en üst düzeye çıkarır. Robotik transfer sistemleri, servo besleyiciler ve otomatik sac açıcılar ile entegrasyon, preslerin durmaksızın ve hatasız çalışmasını sağlar. Bu entegrasyon sayesinde, pres vuruşları ve kalıp istasyonları arasındaki senkronizasyon mükemmel bir şekilde korunur; parçalar doğru pozisyonda, doğru zamanda işlenir. Üretim hattındaki her bir pres ve transfer ünitesi, dijital kontrol sistemi üzerinden merkezi olarak yönetilebilir, böylece hat üzerinde tam bir görünürlük ve kontrol sağlanır.
Enerji verimliliği de çift kranklı preslerde dijital kontrol ile daha hassas şekilde yönetilir. Servo motorlar ve değişken hızlı sürücüler, yalnızca gerekli anda enerji kullanır ve koçun hareket profiline göre güç tüketimini optimize eder. Rejeneratif sistemler, koçun yukarı hareketi sırasında kinetik enerjiyi geri kazanır ve sisteme geri besler. Dijital kontrol sistemleri, bu enerji geri kazanımını ve tüketimi anlık olarak izler ve gerektiğinde optimize eder. Bu, hem üretim maliyetlerini düşürür hem de çevresel sürdürülebilirlik açısından önemli katkı sağlar.
Kalıp yönetimi ve bakım optimizasyonu da dijital kontrol ile desteklenir. Kalıpların tabloya yerleşimi, kalıp yüksekliği ve sıkma kuvveti sensörlerle izlenir; kalıp değişimleri hızlı, doğru ve güvenli şekilde yapılır. Önleyici bakım için sensörlerden gelen veriler analiz edilir, potansiyel arızalar önceden tespit edilir ve üretim hattının kesintisiz çalışması sağlanır.
Sonuç olarak, çift kranklı eksantrik presler, ileri dijital kontrol sistemleri, üretim verisi analitiği, otomasyon entegrasyonu, enerji optimizasyonu ve önleyici bakım stratejileri ile donatıldığında, yüksek tonajlı, çok istasyonlu ve progresif kalıplı üretim hatlarında maksimum verimlilik, güvenilirlik ve kalite sağlar. Bu makineler, özellikle otomotiv, beyaz eşya, metal mobilya ve endüstriyel ekipman üretimi gibi sektörlerde uzun vadeli performans ve sürdürülebilir üretim için ideal çözümler sunar.
İstersen bir sonraki aşamada sana çift kranklı preslerde ileri otomasyon ve robotik entegrasyon senaryoları ile saha üretiminde verimlilik ve kalite artışı tekniklerini detaylı şekilde aktarabilirim.
Dikey Tip Eksantrik Pres
Dikey tip eksantrik pres, koç hareketinin yatay yerine dikey doğrultuda gerçekleştiği ve özellikle sac şekillendirme, derin çekme, bükme ve küçük parçaların preslenmesi işlemlerinde tercih edilen bir pres türüdür. Bu presler, özellikle alan kısıtlı atölye ve üretim hatları için idealdir; dikey yapısı sayesinde taban alanı minimum seviyede kalırken yüksek tonaj uygulamalarına imkan tanır. Ayrıca dikey tip eksantrik presler, malzemenin doğal olarak yerçekimi etkisiyle tabla üzerinde doğru pozisyonda kalmasını sağlayarak operasyon sırasında sac kaymalarını ve hatalı basımları önler.
Mekanik tasarım açısından, dikey eksantrik presler genellikle tek veya çift krank mekanizmalı olabilir. Tek kranklı modeller daha kompakt ve enerji verimli olurken, çift kranklı dikey presler yüksek tonajlı ve geniş tabla yüzeyine sahip uygulamalarda tercih edilir. Krank milinin dikey eksende hareketi, koçun iniş ve çıkışını doğrudan sağlar; bu sayede malzemeye uygulanan basınç uniform ve hassas olur. Koç, genellikle üstten aşağıya doğru sabit bir yörüngede hareket eder ve pres tablasına eşit kuvvet ile basar.
Kalıp yerleşimi ve operasyon, dikey preslerde oldukça pratiktir. Kalıplar pres tablasına doğrudan yerleştirilir ve çoğu modelde hidrolik veya pnömatik kalıp sıkma sistemleri bulunur. Bu sistemler, kalıbın tabloya hızlı ve doğru bir şekilde oturmasını sağlar, kalıp değişim sürelerini minimuma indirir ve üretim hattının esnekliğini artırır. Progresif ve kademeli kalıplar dikey preslerde de rahatlıkla kullanılabilir; birden fazla işlem tek bir vuruş veya ardışık vuruşlarla gerçekleştirilebilir.
Otomasyon entegrasyonu, dikey tip eksantrik preslerde üretim hızını ve verimliliği artıran önemli bir faktördür. Servo motorlu besleyici sistemler, rulo açıcılar ve robotik transfer kolları ile birlikte çalışarak, sac parçaların pres tablasına hızlı ve doğru şekilde ulaşmasını sağlar. Bu sayede operatör müdahalesi minimum seviyeye iner ve iş güvenliği artar. Ayrıca dijital kontrol panelleri üzerinden vuruş sayısı, basma kuvveti, koç hızı ve kalıp pozisyonu gibi parametreler hassas şekilde ayarlanabilir.
Enerji verimliliği ve bakım, dikey eksantrik preslerde dikkat edilen bir diğer konudur. Servo tahrik sistemleri ve değişken hız kontrolü sayesinde pres yalnızca ihtiyaç duyulan anda enerji harcar. Rejeneratif frenleme sistemleri, koç yukarı hareket ederken kinetik enerjiyi geri kazanır ve sisteme besler. Otomatik yağlama sistemleri ise yatakların, biyel kollarının ve krank millerinin sürekli yağlanmasını sağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır.
Dikey tip eksantrik presler, hafif ve orta tonajlı üretimden yüksek tonajlı uygulamalara kadar geniş bir yelpazede kullanılabilir. Kompakt yapısı, yüksek hassasiyetli basım yeteneği ve otomasyon uyumu sayesinde, otomotiv yan sanayi, elektronik komponent üretimi, metal mobilya parçaları ve küçük ev aletleri üretiminde tercih edilen bir çözümdür.
İstersen bir sonraki adımda sana dikey tip eksantrik preslerde progresif kalıp kullanımı, otomasyon entegrasyonu ve üretim hattı verimliliği optimizasyonu konularını detaylı şekilde aktarabilirim.
Dikey tip eksantrik preslerde saha üretiminde yüksek verimlilik ve kalite, sadece mekanik tasarım ile sınırlı kalmaz; aynı zamanda ileriye dönük otomasyon, veri izleme ve üretim optimizasyonu sistemleri ile desteklenir. Bu preslerde koçun dikey hareketi, malzemenin doğal yerçekimi etkisiyle doğru pozisyonda kalmasını sağlar ve özellikle ince veya esnek sac malzemelerde kaymaları ve hatalı basımları minimuma indirir. Bunun yanında, pres tablasının dikey eksende konumlanması, operatörler ve robotik besleme sistemleri için ideal bir erişim sağlar, malzemelerin hızlı ve güvenli şekilde yüklenmesini kolaylaştırır.
Progresif ve kademeli kalıp kullanımı, dikey eksantrik preslerin verimliliğini büyük ölçüde artırır. Progresif kalıplar, bir sac parça üzerinde ardışık işlemleri tek pres hattında gerçekleştirebilir; bükme, delme, kesme ve şekillendirme işlemleri birbirini takip eden istasyonlarda tamamlanır. Bu yöntem, üretim hızını yükseltirken işçilik ihtiyacını azaltır ve üretim maliyetlerini optimize eder. Dikey presler, kompakt yapıları sayesinde çok istasyonlu progresif kalıpları rahatlıkla kullanabilir; kalıp değişim süreleri hidrolik veya pnömatik sıkma sistemleri ile minimum seviyeye düşürülür ve üretim hattı farklı parça tiplerine hızla uyarlanabilir.
Otomasyon ve robotik entegrasyon, dikey tip preslerde saha üretimini hem hızlandırır hem de kaliteyi artırır. Servo kontrollü besleme sistemleri, sac rulolarını veya parçaları pres tablasına hızlı ve doğru şekilde aktarır. Robotik transfer kolları, parçaları pres istasyonları arasında güvenli bir şekilde taşırken, presin vuruş zamanlaması ile senkronize çalışır. Böylece üretim hattında duruş süreleri minimize edilir ve operatör müdahalesi sadece kalıp değişimi veya bakım süreçleri ile sınırlı kalır.
Dijital kontrol sistemleri, dikey eksantrik preslerde üretim hassasiyetini sürekli kılmak için kritik bir rol oynar. Paneller üzerinden koç hızı, vuruş sayısı, basma kuvveti, kalıp pozisyonu ve diğer kritik parametreler hassas şekilde ayarlanabilir. Sensörler ve veri toplama sistemleri, her vuruşta parçaların boyutsal doğruluğunu ve yüzey kalitesini kontrol eder. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek süreç iyileştirme ve gelecekteki üretim döngüleri için referans veri setleri oluşturulur.
Enerji verimliliği ve bakım stratejileri, dikey eksantrik preslerde uzun vadeli saha performansı için önemlidir. Servo tahrikli sistemler ve değişken hız kontrolü, enerji kullanımını optimize eder. Rejeneratif frenleme sistemleri, koç yukarı hareket ederken ortaya çıkan kinetik enerjiyi geri kazanır ve sisteme besler. Otomatik yağlama sistemleri, yataklar, biyel kolları ve krank millerinin sürekli yağlanmasını sağlayarak mekanik aşınmayı minimuma indirir ve bakım aralıklarını uzatır. Titreşim analizleri, termal sensörler ve yağ basınç ölçümleri ile potansiyel arızalar önceden tespit edilir ve plansız duruşlar engellenir.
Sonuç olarak, dikey tip eksantrik presler; kompakt alan kullanımı, yüksek hassasiyetli basım, progresif ve kademeli kalıp entegrasyonu, otomasyon ve robotik besleme sistemleri, dijital kontrol ve üretim veri analitiği, enerji optimizasyonu ve önleyici bakım stratejileri ile saha üretiminde maksimum verimlilik, güvenilirlik ve kalite sağlar. Bu makineler, otomotiv yan sanayi, elektronik bileşen üretimi, metal mobilya parçaları, küçük ev aletleri ve benzeri sektörlerde yüksek performans ve sürdürülebilir üretim için ideal çözümler sunar.
İstersen bundan sonra sana dikey tip eksantrik preslerde ileri üretim otomasyonu ve çok istasyonlu progresif kalıp senaryolarını, saha üretimindeki verimlilik artışıyla birlikte detaylı şekilde aktarabilirim.
Dikey tip eksantrik preslerde saha üretiminin maksimum verimlilik ve kalite ile gerçekleştirilmesi, ileri üretim otomasyonu, çok istasyonlu progresif kalıp sistemleri ve dijital kontrol entegrasyonu ile mümkün olur. Bu preslerde koçun dikey eksende hareket etmesi, parçaların pres tablası üzerinde doğal yerçekimi etkisiyle sabit kalmasını sağlar; böylece özellikle ince veya hassas sac malzemelerde kayma ve deformasyon riski minimuma iner. Koç hareketinin dikey olması, robotik besleme ve malzeme transfer sistemlerinin pres tablasına kolay ve hızlı erişmesini sağlar, parçalar her vuruşta doğru pozisyonda işlenir.
Progresif ve kademeli kalıplar, dikey tip preslerde üretim hızını ve işleme çeşitliliğini artırır. Tek bir sac parça, ardışık istasyonlarda farklı işlemlerden geçerek tamamlanır; kesme, bükme, delme, şekillendirme gibi işlemler aynı hat üzerinde senkronize biçimde gerçekleştirilir. Bu yöntem, hem üretim kapasitesini artırır hem de işçilik ihtiyacını azaltır. Ayrıca kalıp değişimleri, hidrolik veya pnömatik sıkma sistemleri sayesinde hızlı ve güvenli bir şekilde yapılabilir, böylece üretim hattı farklı parça tiplerine kısa sürede uyarlanabilir.
Otomasyon ve robotik sistemler, dikey eksantrik preslerde operasyonel verimliliği daha da yükseltir. Servo motorlu besleyiciler ve robotik transfer kolları, parçaları pres tablasına hassas ve hızlı şekilde iletir. Robotik kollar presin vuruş zamanlaması ile senkronize çalışır; böylece hat duruşları ve parça kaymaları önlenir. Bu otomasyon sistemleri, operatörün sadece kalıp değişimi, bakım ve sistem izleme işlemleri ile ilgilenmesini sağlar, iş güvenliği ve üretim sürekliliği artar.
Dijital kontrol sistemleri, presin tüm kritik parametrelerini anlık olarak izler ve yönetir. Koç hızı, vuruş sayısı, basma kuvveti, kalıp pozisyonu gibi değerler hassas şekilde ayarlanabilir ve süreç boyunca sabit tutulur. Sensörler ve veri toplama sistemleri, parçaların boyutsal doğruluğunu, yüzey kalitesini ve bükme açılarını sürekli kontrol eder. Hatalı parçalar otomatik olarak ayrılır, üretim verileri analiz edilerek süreç optimizasyonu ve gelecekteki üretim planlaması için referans oluşturulur.
Enerji verimliliği, dikey preslerde dijital kontrol ve servo tahrik sistemleri ile optimize edilir. Değişken hızlı sürücüler yalnızca gerekli anda enerji kullanır; rejeneratif frenleme sistemi, koçun yukarı hareketi sırasında ortaya çıkan kinetik enerjiyi geri kazanır ve sisteme besler. Bu sayede enerji tüketimi azaltılır ve üretim maliyetleri düşürülür. Otomatik yağlama sistemleri ise yataklar, biyel kolları ve krank millerini sürekli yağlayarak mekanik aşınmayı önler ve bakım periyotlarını uzatır.
Önleyici bakım ve saha üretim güvenliği, dikey eksantrik preslerde uzun vadeli verimliliği destekler. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri ile presin mekanik bileşenlerinin durumu sürekli izlenir. Potansiyel arızalar önceden tespit edilerek planlı bakım yapılır, plansız duruşlar ve üretim kayıpları önlenir. Ayrıca dijital kontrol sistemleri sayesinde üretim hattındaki tüm presler merkezi olarak izlenebilir ve yönetilebilir.
Sonuç olarak, dikey tip eksantrik presler; kompakt alan kullanımı, yüksek hassasiyetli basım, progresif ve kademeli kalıp entegrasyonu, robotik otomasyon, dijital kontrol ve üretim veri analitiği, enerji optimizasyonu ve önleyici bakım stratejileri ile saha üretiminde maksimum verimlilik, güvenilirlik ve kalite sağlar. Bu makineler, otomotiv yan sanayi, elektronik bileşen üretimi, metal mobilya parçaları, küçük ev aletleri ve benzeri sektörlerde uzun vadeli performans ve sürdürülebilir üretim için ideal çözümler sunar.
İstersen bir sonraki adımda sana dikey tip eksantrik preslerde ileri üretim simülasyonu, üretim hatlarında senkronizasyon optimizasyonu ve hata önleyici mekanizmalar konularını detaylı şekilde aktarabilirim.
Dişli Tahrikli Eksantrik Pres
Dişli tahrikli eksantrik pres, yüksek verimlilik, uzun ömür ve güçlü mekanik performans gerektiren sanayi uygulamaları için geliştirilmiş bir pres türüdür. Bu preslerde koç hareketi, motor gücünün dişli sistemi aracılığıyla doğrudan krank miline iletilmesi ile sağlanır. Dişli tahrik sistemi, özellikle yüksek tonaj ve sürekli üretim koşullarında mekanik kayıpları minimuma indirir, presin dayanıklılığını ve işleme hassasiyetini artırır. Bu özellik, ağır sac şekillendirme, derin çekme, bükme ve büyük metal parçaların üretiminde büyük avantaj sağlar.
Mekanik yapı, dişli tahrikli preslerde rijit ve dayanıklı bir gövde üzerine kuruludur. Krank mili, güçlü dişli çarklarla motor tahrikinden gelen momenti koça aktarır. Dişliler genellikle yüksek dayanımlı çelik alaşımlarından üretilir ve uzun ömürlü çalışma için ısıl işlem görmüş veya yüzey sertleştirilmiş olabilir. Bu yapı, presin yüksek tonajlı işlemler sırasında bile deformasyona uğramadan stabil çalışmasını sağlar. Ayrıca dişli sistemi, presin koç vuruş hassasiyetini artırır ve düşük tonajda bile uniform basım uygulanmasına imkan tanır.
Kalıp yerleşimi ve operasyon, dişli tahrikli eksantrik preslerde oldukça pratiktir. Kalıplar pres tablasına doğrudan monte edilir ve çoğu modelde hidrolik veya pnömatik kalıp sıkma sistemleri bulunur. Bu sayede kalıp değişimi hızlı ve güvenli bir şekilde yapılabilir. Progresif ve kademeli kalıplar, dişli tahrikli preslerde de kolaylıkla kullanılabilir; birden fazla işlem ardışık istasyonlarda gerçekleştirilerek üretim hızı ve verimlilik artırılır.
Otomasyon entegrasyonu, dişli tahrikli eksantrik preslerde de önemlidir. Servo motorlu besleme sistemleri ve robotik transfer kolları, sac parçaların veya diğer işlenecek malzemelerin pres tablasına hassas ve hızlı şekilde iletilmesini sağlar. Robotik sistemler, presin vuruş zamanlamasıyla senkronize çalışarak parçaların doğru pozisyonda işlenmesini garanti eder. Bu sayede operatör müdahalesi minimuma iner ve iş güvenliği sağlanır.
Dijital kontrol ve veri yönetimi, dişli tahrikli preslerde üretim hassasiyetini artırır. Kontrol panelleri üzerinden koç hızı, vuruş sayısı, basma kuvveti ve kalıp pozisyonu gibi parametreler ayarlanabilir. Entegre sensörler ve veri toplama sistemleri, parçaların boyutsal doğruluğunu ve yüzey kalitesini anlık olarak izler; hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek süreç optimizasyonu yapılabilir.
Enerji verimliliği ve bakım, dişli tahrikli preslerde uzun vadeli performans için kritik öneme sahiptir. Dişli tahrik sistemi, momenti doğrudan krank miline ilettiği için enerji kayıpları düşüktür. Ayrıca preslerde rejeneratif frenleme sistemleri ve değişken hızlı sürücüler kullanılabilir. Otomatik yağlama sistemleri, dişliler, yataklar ve biyel kollarının sürekli yağlanmasını sağlar, mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Önleyici bakım sensörleri sayesinde olası arızalar önceden tespit edilerek plansız duruşlar engellenir.
Sonuç olarak, dişli tahrikli eksantrik presler; yüksek tonajlı üretim, rijit mekanik yapı, progresif kalıp entegrasyonu, otomasyon ve robotik besleme sistemleri, dijital kontrol ve veri analitiği, enerji optimizasyonu ve önleyici bakım stratejileri ile saha üretiminde maksimum performans ve güvenilirlik sağlar. Otomotiv, beyaz eşya, metal mobilya ve ağır sanayi uygulamalarında tercih edilen bu presler, uzun ömürlü ve sürdürülebilir üretim çözümleri sunar.
İstersen bir sonraki adımda sana dişli tahrikli eksantrik preslerde progresif kalıp kullanımı, enerji verimliliği optimizasyonu ve otomasyon entegrasyonu konularını daha detaylı şekilde aktarabilirim.
Dişli tahrikli eksantrik preslerde saha üretiminin maksimum verimlilikle yürütülmesi, sadece mekanik dayanıklılık ve tahrik sistemi ile sınırlı kalmaz; aynı zamanda ileri dijital kontrol, üretim veri analitiği ve otomasyon entegrasyonu ile desteklenir. Bu preslerde koç hareketi, motor gücünün dişli sistemi üzerinden krank miline doğrudan iletilmesi sayesinde yüksek hassasiyetle ve tekrarlanabilir şekilde gerçekleşir. Dişliler, yüksek moment iletim kapasitesi sağladığı için, ağır sac parçalar veya yüksek tonajlı uygulamalarda presin deformasyona uğramadan ve stabil bir şekilde çalışmasını garanti eder.
Mekanik rijitlik ve uzun ömür, dişli tahrikli preslerde öne çıkan özelliklerdendir. Krank mili ve biyel kollar üzerindeki yükler, dişliler aracılığıyla eşit ve kontrollü bir şekilde dağıtılır. Bu, özellikle geniş tablo yüzeyine sahip ve çok istasyonlu progresif kalıp uygulamalarında kritik öneme sahiptir. Dişli sistemi, sürekli yüksek tonajlı üretimlerde bile presin performansını düşürmeden, güvenilir ve sürekli bir çalışma sağlar.
Progresif ve çok istasyonlu kalıpların entegrasyonu, dişli tahrikli eksantrik preslerde üretim hızını ve çeşitliliğini artırır. Sac parçalar veya metal levhalar, ardışık istasyonlarda kesme, delme, bükme ve şekillendirme işlemlerinden geçerek tamamlanır. Bu yöntem, üretim kapasitesini yükseltirken işçilik maliyetlerini azaltır ve malzeme fire oranını minimuma indirir. Hidrolik veya pnömatik kalıp sıkma sistemleri sayesinde kalıp değişimleri hızlı ve güvenli bir şekilde yapılabilir, üretim hattının farklı parça tiplerine adaptasyonu kolaylaşır.
Otomasyon sistemleri, dişli tahrikli preslerde operasyonel verimliliği üst seviyeye çıkarır. Servo motorlu besleme sistemleri, rulo açıcılar ve robotik transfer kolları, parçaların pres tablasına hızlı ve doğru şekilde taşınmasını sağlar. Robotik kollar, presin vuruş zamanlamasıyla senkronize çalışır ve malzemelerin her vuruşta doğru pozisyonda işlenmesini garanti eder. Bu sayede operatör müdahalesi minimuma iner ve iş güvenliği maksimuma çıkar.
Dijital kontrol ve veri analitiği, dişli tahrikli preslerde üretim hassasiyetini sürekli kılmak için kritik bir rol oynar. Kontrol panelleri üzerinden koç hızı, vuruş sayısı, basma kuvveti, kalıp pozisyonu gibi parametreler hassas şekilde ayarlanabilir. Entegre sensörler ve veri toplama sistemleri, parçaların boyutsal doğruluğunu, yüzey kalitesini ve bükme açılarını anlık olarak izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek süreç optimizasyonu ve gelecek üretim planlaması için referans veri setleri oluşturulur.
Enerji verimliliği, dişli tahrikli preslerde önemli bir avantajdır. Dişliler momenti doğrudan krank miline ilettiği için enerji kayıpları düşüktür. Servo tahrik sistemleri ve değişken hızlı sürücüler, presin yalnızca ihtiyaç duyulan anda enerji kullanmasını sağlar. Rejeneratif frenleme sistemleri, koç yukarı hareket ederken kinetik enerjiyi geri kazanır ve sisteme besler. Otomatik yağlama sistemleri, dişliler, yataklar ve biyel kollarının sürekli yağlanmasını sağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır.
Önleyici bakım ve saha güvenliği, dişli tahrikli eksantrik preslerde uzun vadeli üretim performansını güvence altına alır. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri ile presin mekanik bileşenlerinin durumu sürekli izlenir. Potansiyel arızalar önceden tespit edilir, plansız duruşlar önlenir ve üretim hattının sürekliliği korunur. Ayrıca dijital kontrol sistemleri sayesinde, tüm presler merkezi bir sistem üzerinden izlenebilir ve yönetilebilir.
Sonuç olarak, dişli tahrikli eksantrik presler; yüksek tonajlı üretim, rijit mekanik yapı, progresif ve çok istasyonlu kalıp entegrasyonu, robotik otomasyon, dijital kontrol ve üretim veri analitiği, enerji optimizasyonu ve önleyici bakım stratejileri ile saha üretiminde maksimum verimlilik, güvenilirlik ve kalite sağlar. Otomotiv, beyaz eşya, metal mobilya ve ağır sanayi uygulamalarında uzun ömürlü ve sürdürülebilir üretim çözümleri için ideal bir pres türüdür.
İstersen bir sonraki adımda sana dişli tahrikli eksantrik preslerde ileri seviye otomasyon senaryoları, üretim hattı senkronizasyonu ve proses optimizasyonu tekniklerini detaylı şekilde aktarabilirim.
Dişli tahrikli eksantrik presler, modern sanayi üretiminde hem yüksek performans hem de uzun ömür sunan kritik ekipmanlardır. Bu preslerde motor gücü, doğrudan dişli sistemi üzerinden krank miline iletilir ve koçun dikey veya yatay eksende hareket etmesini sağlar. Dişli tahrik, özellikle yüksek tonaj ve sürekli üretim uygulamalarında mekanik kayıpları minimuma indirir, presin güvenilirliğini artırır ve yüksek hassasiyetli basım yapılmasına olanak tanır. Bu, özellikle ağır sac şekillendirme, derin çekme, kalıp bükme ve metal parçaların seri üretiminde önemli bir avantajdır.
Mekanik yapı ve rijitlik, dişli tahrikli preslerde üretimin kalitesi ve güvenliği açısından kritik öneme sahiptir. Krank mili, yüksek dayanımlı çelik dişliler aracılığıyla motor tahrikinden aldığı momenti koça aktarır. Dişliler, ısıl işlem görmüş veya yüzey sertleştirilmiş olarak tasarlanır; bu sayede yüksek tonajlı işlemler sırasında aşınma ve deformasyon riski minimize edilir. Rijit gövde tasarımı ve hassas dişli sistemi, presin titreşimsiz çalışmasını sağlar ve özellikle çok istasyonlu progresif kalıplarda her vuruşta uniform basım uygulanmasına imkan tanır.
Kalıp yerleşimi ve progresif üretim, dişli tahrikli preslerde yüksek verimlilik sağlar. Progresif kalıplar, sac veya metal parçalar üzerinde ardışık işlemleri tek pres hattında gerçekleştirebilir; kesme, delme, bükme ve şekillendirme gibi işlemler birbirini takip eden istasyonlarda tamamlanır. Hidrolik veya pnömatik kalıp sıkma sistemleri sayesinde kalıp değişimi hızlı ve güvenli bir şekilde yapılabilir. Bu yapı, üretim hattının farklı parça tiplerine kolay adaptasyonunu sağlar ve üretim esnekliğini artırır.
Otomasyon ve robotik entegrasyon, dişli tahrikli preslerde saha üretiminin verimliliğini daha da artırır. Servo motorlu besleyiciler ve robotik transfer kolları, parçaları pres tablasına hızlı ve doğru şekilde taşır. Robotik sistemler, presin vuruş zamanlamasıyla senkronize çalışır; bu sayede parçalar her vuruşta doğru pozisyonda işlenir. Operatör müdahalesi minimuma inerken iş güvenliği artar ve üretim hatası riskleri önemli ölçüde düşer.
Dijital kontrol ve üretim veri analitiği, dişli tahrikli preslerde kaliteyi sürekli kılmak için kritik öneme sahiptir. Kontrol panelleri, koç hızı, vuruş sayısı, basma kuvveti ve kalıp pozisyonu gibi parametreleri hassas şekilde ayarlamaya imkan tanır. Entegre sensörler, parçaların boyutsal doğruluğunu, yüzey kalitesini ve bükme açılarını anlık olarak izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek süreç optimizasyonu ve gelecek üretim planlaması için referans oluşturulur.
Enerji verimliliği, dişli tahrikli preslerde önemli bir avantajdır. Moment doğrudan krank miline iletildiği için enerji kayıpları düşüktür. Değişken hızlı sürücüler, presin yalnızca gerekli anda enerji kullanmasını sağlar. Rejeneratif frenleme sistemleri, koç yukarı hareket ederken kinetik enerjiyi geri kazanır ve sisteme besler. Otomatik yağlama sistemleri, dişliler, yataklar ve biyel kollarının sürekli yağlanmasını sağlayarak mekanik aşınmayı azaltır ve bakım periyotlarını uzatır.
Önleyici bakım ve saha güvenliği, dişli tahrikli preslerde uzun vadeli üretim performansını güvence altına alır. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri, presin mekanik bileşenlerinin durumunu sürekli kontrol eder. Potansiyel arızalar önceden tespit edilerek plansız duruşlar engellenir ve üretim hattının sürekliliği korunur. Dijital kontrol sistemleri sayesinde, tüm presler merkezi bir sistem üzerinden izlenebilir, yönetilebilir ve üretim parametreleri anlık olarak optimize edilebilir.
Sonuç olarak, dişli tahrikli eksantrik presler; yüksek tonajlı üretim kapasitesi, rijit mekanik yapı, progresif ve çok istasyonlu kalıp entegrasyonu, robotik otomasyon, dijital kontrol ve veri analitiği, enerji optimizasyonu ve önleyici bakım stratejileri ile saha üretiminde maksimum verimlilik, güvenilirlik ve kalite sağlar. Otomotiv, beyaz eşya, metal mobilya ve ağır sanayi sektörlerinde uzun ömürlü ve sürdürülebilir üretim için ideal bir çözüm sunar.
Dişli tahrikli eksantrik presler, modern sanayide yüksek tonajlı ve sürekli üretim gereksinimlerini karşılamak için tasarlanmış kritik makinelerdir. Bu preslerde motor gücü, güçlü ve dayanıklı dişli sistemleri üzerinden krank miline aktarılır; koçun doğrusal iniş ve çıkış hareketi, dişliler sayesinde yüksek hassasiyetle ve tekrarlanabilir şekilde gerçekleşir. Dişli tahrik, özellikle ağır sac parçaların şekillendirilmesi, derin çekme, bükme, delme ve kalıp uygulamalarında mekanik kayıpları minimuma indirir, presin dayanıklılığını ve işleme hassasiyetini artırır. Bu, üretim sürekliliği ve kalite açısından büyük bir avantaj sağlar.
Mekanik yapı, dişli tahrikli preslerde üretim performansını doğrudan etkiler. Krank mili, yüksek dayanımlı çelik dişliler aracılığıyla motor momentini koça iletir. Dişliler ısıl işlem görmüş, yüzey sertleştirilmiş ve uzun ömürlü olacak şekilde tasarlanmıştır. Bu yapı, yüksek tonajlı işlemler sırasında presin deformasyona uğramadan çalışmasını sağlar ve çok istasyonlu progresif kalıp uygulamalarında her vuruşta uniform basım uygulanmasına imkan tanır. Ayrıca rijit gövde tasarımı, titreşimsiz çalışma sağlar ve operatör güvenliğini artırır.
Progresif ve çok istasyonlu kalıp entegrasyonu, dişli tahrikli preslerde üretim hızını ve verimliliği artırır. Sac veya metal parçalar, ardışık istasyonlarda kesme, delme, bükme ve şekillendirme işlemlerinden geçerek tamamlanır. Bu yöntem, üretim kapasitesini yükseltirken işçilik ihtiyacını ve malzeme fire oranını azaltır. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıp değişimlerini hızlı ve güvenli hale getirir; üretim hattının farklı parça tiplerine adaptasyonu kolaylaşır.
Otomasyon ve robotik sistemler, dişli tahrikli preslerde üretim verimliliğini üst seviyeye çıkarır. Servo motorlu besleyiciler, rulo açıcılar ve robotik transfer kolları, parçaları pres tablasına hızlı ve doğru şekilde taşır. Robotik kollar, presin vuruş zamanlamasıyla senkronize çalışarak parçaların her vuruşta doğru pozisyonda işlenmesini sağlar. Bu sayede operatör müdahalesi minimuma iner ve iş güvenliği maksimuma çıkar. Ayrıca robotik sistemler, üretim hattında otomatik kalite kontrol ve parçaların yönlendirilmesi gibi görevleri de yerine getirerek süreç bütünlüğünü sağlar.
Dijital kontrol ve üretim veri analitiği, dişli tahrikli preslerde kaliteyi sürekli kılmak için kritik öneme sahiptir. Koç hızı, vuruş sayısı, basma kuvveti, kalıp pozisyonu gibi parametreler kontrol panelleri üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, parçaların boyutsal doğruluğunu, yüzey kalitesini ve bükme açılarını sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek süreç optimizasyonu ve gelecek üretim planlaması için referans veri setleri oluşturulur.
Enerji verimliliği, dişli tahrikli preslerde uzun vadeli üretim maliyetlerini azaltır. Dişliler momenti doğrudan krank miline ilettiği için enerji kayıpları düşüktür. Değişken hızlı sürücüler, presin yalnızca ihtiyaç duyulan anda enerji kullanmasını sağlar. Rejeneratif frenleme sistemleri, koç yukarı hareket ederken ortaya çıkan kinetik enerjiyi geri kazanır ve sisteme besler. Otomatik yağlama sistemleri, dişliler, yataklar ve biyel kollarını sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır.
Önleyici bakım ve saha güvenliği, dişli tahrikli eksantrik preslerde uzun vadeli üretim performansını güvence altına alır. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri ile presin mekanik bileşenlerinin durumu sürekli izlenir. Potansiyel arızalar önceden tespit edilerek plansız duruşlar engellenir, üretim hattının sürekliliği korunur. Dijital kontrol sistemleri sayesinde, tüm presler merkezi bir sistem üzerinden izlenebilir ve yönetilebilir; üretim parametreleri anlık olarak optimize edilebilir.
Sonuç olarak, dişli tahrikli eksantrik presler; yüksek tonajlı üretim kapasitesi, rijit mekanik yapı, progresif ve çok istasyonlu kalıp entegrasyonu, robotik otomasyon, dijital kontrol ve veri analitiği, enerji optimizasyonu ve önleyici bakım stratejileri ile saha üretiminde maksimum verimlilik, güvenilirlik ve kalite sağlar. Otomotiv yan sanayi, beyaz eşya üretimi, metal mobilya ve ağır sanayi uygulamalarında uzun ömürlü, sürdürülebilir ve yüksek performanslı üretim için ideal bir çözüm sunar.
İstersen bir sonraki aşamada sana dişli tahrikli eksantrik preslerde üretim hattı simülasyonu, istasyonlar arası senkronizasyon ve proses iyileştirme tekniklerini ayrıntılı şekilde aktarabilirim.
Krank Mili Tahrikli Eksantrik Pres
Krank mili tahrikli eksantrik pres, yüksek hassasiyet, güvenilirlik ve sürekli üretim kapasitesi gerektiren sanayi uygulamaları için geliştirilmiş bir pres türüdür. Bu preslerde elektrik motorundan gelen güç, doğrudan krank mili aracılığıyla koça iletilir ve koçun dikey veya yatay eksende hareket etmesini sağlar. Krank mili tahriki, özellikle ağır sac veya metal parçaların şekillendirilmesi, derin çekme, bükme ve delme gibi işlemlerde mekanik kayıpları minimize eder ve presin uzun ömürlü ve stabil bir şekilde çalışmasını sağlar.
Mekanik yapı, krank mili tahrikli preslerin dayanıklılığını ve üretim kalitesini belirleyen en kritik unsurdur. Krank mili, yüksek dayanımlı çelikten üretilir ve pres gövdesine rijit bir şekilde monte edilir. Koç hareketi, krank milinin dönme hareketinin doğrusal eksene dönüştürülmesiyle sağlanır. Bu mekanizma, yüksek tonajlı işlemlerde bile presin deformasyona uğramadan çalışmasına olanak tanır. Biyel kollar ve yataklar, presin vuruş sırasındaki yükleri güvenli bir şekilde taşıyacak şekilde tasarlanır; uzun süreli ve kesintisiz üretim sırasında bile mekanik performansın korunmasını sağlar.
Kalıp yerleşimi ve progresif üretim, krank mili tahrikli preslerde yüksek üretim verimliliğini mümkün kılar. Progresif veya kademeli kalıplar, ardışık istasyonlarda kesme, delme, bükme ve şekillendirme işlemlerini gerçekleştirir. Koç her vuruşta doğru basma kuvvetini uygulayarak parçaların boyutsal doğruluğunu ve yüzey kalitesini garanti eder. Hidrolik veya pnömatik kalıp sıkma sistemleri sayesinde kalıp değişimleri hızlı ve güvenli bir şekilde yapılabilir; üretim hattının farklı parça tiplerine adaptasyonu kolaylaşır.
Otomasyon ve robotik sistemler, krank mili tahrikli preslerde üretim verimliliğini artıran önemli bir unsurdur. Servo motorlu besleyiciler ve robotik transfer kolları, malzemeyi pres tablasına hızlı ve doğru şekilde taşır. Robotik sistemler, presin vuruş zamanlaması ile senkronize çalışır, parçaların her vuruşta doğru pozisyonda işlenmesini sağlar. Bu sayede operatör müdahalesi minimuma iner ve iş güvenliği maksimuma çıkar. Otomasyon sistemleri aynı zamanda üretim hatlarında kalite kontrol, malzeme yönlendirme ve hata tespitini otomatik olarak gerçekleştirir.
Dijital kontrol ve üretim veri analitiği, krank mili tahrikli preslerde üretim süreçlerinin hassasiyetini ve tekrarlanabilirliğini artırır. Koç hızı, vuruş sayısı, basma kuvveti, kalıp pozisyonu gibi parametreler kontrol panelleri üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, parçaların boyutsal doğruluğunu ve yüzey kalitesini sürekli olarak izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek süreç optimizasyonu ve gelecek üretim planlaması için referans veri setleri oluşturulur.
Enerji verimliliği ve bakım, krank mili tahrikli preslerde uzun vadeli performansı güvence altına alır. Doğrudan tahrik mekanizması sayesinde enerji kayıpları minimumdur. Rejeneratif frenleme ve değişken hızlı sürücüler, presin sadece gerekli anda enerji kullanmasını sağlar. Otomatik yağlama sistemleri, biyel kolları, yataklar ve krank millerini sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır.
Önleyici bakım ve saha güvenliği, krank mili tahrikli eksantrik preslerde uzun süreli ve kesintisiz üretim için kritik öneme sahiptir. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri sayesinde presin mekanik bileşenleri sürekli izlenir. Potansiyel arızalar önceden tespit edilerek plansız duruşlar önlenir ve üretim hattının sürekliliği korunur. Dijital kontrol sistemleri ile tüm presler merkezi olarak izlenebilir ve yönetilebilir.
Sonuç olarak, krank mili tahrikli eksantrik presler; yüksek tonajlı üretim kapasitesi, rijit mekanik yapı, progresif ve kademeli kalıp entegrasyonu, robotik otomasyon, dijital kontrol ve üretim veri analitiği, enerji optimizasyonu ve önleyici bakım stratejileri ile saha üretiminde maksimum verimlilik, güvenilirlik ve kalite sağlar. Otomotiv yan sanayi, beyaz eşya, metal mobilya ve ağır sanayi uygulamalarında uzun ömürlü, yüksek performanslı ve sürdürülebilir üretim için ideal bir çözüm sunar.
İstersen bir sonraki aşamada sana krank mili tahrikli eksantrik preslerde ileri seviye progresif kalıp uygulamaları ve üretim hattı senkronizasyon teknikleri konularını detaylı şekilde aktarabilirim.
Krank mili tahrikli eksantrik presler, modern sanayide yüksek hassasiyetli, güvenilir ve kesintisiz üretim sağlamak için tasarlanmış temel ekipmanlardandır. Bu preslerde elektrik motorundan gelen güç, doğrudan krank mili aracılığıyla koça iletilir ve koçun dikey veya yatay eksende hareketini sağlar. Krank mili tahriki, özellikle ağır sac, metal levha ve derin çekme uygulamalarında mekanik kayıpları minimuma indirir; presin stabil, güvenli ve uzun ömürlü çalışmasını garanti eder.
Mekanik yapı ve rijitlik, krank mili tahrikli preslerin en önemli avantajlarından biridir. Krank mili, yüksek dayanımlı çelikten üretilir ve pres gövdesine sağlam bir şekilde monte edilir. Koç hareketi, krank milinin dönme hareketinin doğrusal eksene dönüştürülmesiyle sağlanır; bu mekanizma, yüksek tonajlı işlemler sırasında deformasyonu engeller ve presin uzun yıllar boyunca güvenilir bir şekilde çalışmasına olanak tanır. Biyel kollar ve yataklar, vuruş sırasında oluşan yüksek yükleri taşıyacak şekilde tasarlanır. Bu sayede, üretim yoğunluğu yüksek olan sanayi hatlarında bile mekanik performans korunur ve operatör güvenliği sağlanır.
Progresif ve kademeli kalıp entegrasyonu, krank mili tahrikli preslerde üretim verimliliğini artırır. Bu preslerde progresif kalıplar, ardışık istasyonlarda kesme, delme, bükme ve şekillendirme işlemlerini gerçekleştirerek üretim süresini kısaltır ve malzeme fire oranını azaltır. Her vuruşta uygulanan hassas basma kuvveti, parçaların boyutsal doğruluğunu ve yüzey kalitesini garanti eder. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıp değişimlerini hızlı ve güvenli hale getirir; üretim hattının farklı ürün tiplerine uyumu kolaylaşır.
Otomasyon ve robotik entegrasyon, krank mili tahrikli preslerde üretim kapasitesini ve kaliteyi artıran kritik unsurlardır. Servo motorlu besleyiciler ve robotik transfer kolları, malzemeyi pres tablasına hızlı ve doğru şekilde taşır. Robotik kollar presin vuruş zamanlaması ile senkronize çalışarak parçaların her vuruşta doğru pozisyonda işlenmesini sağlar. Bu sayede operatör müdahalesi minimuma iner, iş güvenliği maksimuma çıkar ve üretim hatalarında hata oranı azaltılır. Robotik sistemler aynı zamanda otomatik kalite kontrol ve malzeme yönlendirme görevlerini de üstlenir, üretim sürecinin bütünlüğünü sağlar.
Dijital kontrol ve üretim veri analitiği, krank mili tahrikli preslerde üretim süreçlerinin hassasiyetini ve tekrarlanabilirliğini artırır. Kontrol panelleri üzerinden koç hızı, vuruş sayısı, basma kuvveti ve kalıp pozisyonu gibi parametreler hassas şekilde ayarlanabilir. Entegre sensörler, parçaların boyutsal doğruluğunu, yüzey kalitesini ve bükme açılarını sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu ve gelecek üretim planlaması için veri tabanı oluşturulur.
Enerji verimliliği ve bakım, krank mili tahrikli preslerde uzun süreli üretim performansını garanti altına alır. Doğrudan tahrik mekanizması sayesinde enerji kayıpları minimumdur. Değişken hızlı sürücüler, presin yalnızca ihtiyaç duyulan anda enerji kullanmasını sağlar. Rejeneratif frenleme sistemleri, koç yukarı hareket ederken ortaya çıkan kinetik enerjiyi geri kazanır ve sisteme besler. Otomatik yağlama sistemleri, biyel kollar, yataklar ve krank millerini sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır.
Önleyici bakım ve saha güvenliği, krank mili tahrikli eksantrik preslerde üretimin kesintisiz ve güvenli şekilde yürütülmesi için kritik öneme sahiptir. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri, presin mekanik bileşenlerinin durumunu sürekli takip eder. Potansiyel arızalar önceden tespit edilerek plansız duruşlar engellenir ve üretim hattının sürekliliği sağlanır. Dijital kontrol sistemleri sayesinde tüm presler merkezi bir sistem üzerinden izlenebilir ve yönetilebilir; üretim parametreleri anlık olarak optimize edilebilir.
Sonuç olarak, krank mili tahrikli eksantrik presler; yüksek tonajlı üretim kapasitesi, rijit mekanik yapı, progresif ve kademeli kalıp entegrasyonu, robotik otomasyon, dijital kontrol ve üretim veri analitiği, enerji optimizasyonu ve önleyici bakım stratejileri ile modern sanayi üretiminde maksimum verimlilik, güvenilirlik ve kalite sağlar. Otomotiv yan sanayi, beyaz eşya, metal mobilya ve ağır sanayi sektörlerinde uzun ömürlü, yüksek performanslı ve sürdürülebilir üretim için ideal bir çözüm sunar.
İstersen bir sonraki adımda sana krank mili tahrikli eksantrik preslerde ileri seviye otomasyon senkronizasyonu, üretim hattı simülasyonu ve proses optimizasyonu tekniklerini detaylı şekilde aktarabilirim.
Krank mili tahrikli eksantrik presler, özellikle yüksek üretim kapasitesi, tekrarlanabilir hassasiyet ve uzun ömür gerektiren ağır sanayi uygulamaları için vazgeçilmez makinelerdir. Bu preslerde elektrik motorundan gelen güç, doğrudan krank mili aracılığıyla koça iletilir; koçun dikey veya yatay eksende hareketi, krank milinin dönme hareketinin doğrusal harekete dönüştürülmesiyle sağlanır. Bu mekanizma, özellikle ağır sac, metal levha ve derin çekme işlemlerinde yüksek kuvvet uygulanmasını mümkün kılar ve mekanik kayıpları minimum seviyeye indirir. Böylece pres, uzun süreli üretimde bile stabil, güvenilir ve yüksek hassasiyetli çalışır.
Mekanik yapı ve rijitlik, krank mili tahrikli preslerin en temel avantajlarından biridir. Krank mili, yüksek dayanımlı çelikten üretilir ve pres gövdesine rijit şekilde monte edilir. Koçun her vuruşu, krank milinin dönme hareketinden alınan momentle gerçekleşir; bu, yüksek tonajlı basma işlemlerinde presin deformasyona uğramamasını sağlar. Biyel kollar ve yataklar, vuruş sırasında ortaya çıkan yüksek yükleri güvenle taşır ve presin mekanik performansını uzun süre korur. Rijit gövde tasarımı, titreşimsiz çalışma sağlar, böylece hem iş güvenliği artırılır hem de işlenen parçaların boyutsal doğruluğu korunur.
Progresif ve kademeli kalıp entegrasyonu, krank mili tahrikli preslerin üretim verimliliğini en üst seviyeye çıkarır. Progresif kalıplar, ardışık istasyonlarda kesme, delme, bükme ve şekillendirme işlemlerini gerçekleştirebilir; bu, üretim süresini kısaltırken malzeme fire oranını azaltır. Koç her vuruşta doğru basma kuvvetini uygulayarak parçaların boyutsal doğruluğunu ve yüzey kalitesini garanti eder. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıp değişimlerini hızlı ve güvenli hale getirir; böylece pres, farklı ürün tiplerine kolayca adapte edilebilir.
Otomasyon ve robotik sistemler, krank mili tahrikli preslerde üretim kapasitesini ve kaliteyi artırır. Servo motorlu besleyiciler ve robotik transfer kolları, parçaları pres tablasına hızlı ve doğru şekilde taşır. Robotik sistemler, presin vuruş zamanlamasıyla senkronize çalışarak parçaların her vuruşta doğru pozisyonda işlenmesini sağlar. Operatör müdahalesi minimuma iner, iş güvenliği artar ve üretim hatalarından kaynaklanan fire oranı düşer. Ayrıca robotik sistemler, üretim hattında otomatik kalite kontrol ve malzeme yönlendirme görevlerini de üstlenir.
Dijital kontrol ve veri analitiği, krank mili tahrikli preslerin üretim süreçlerinde hassasiyet ve tekrarlanabilirlik sağlamak için kritik öneme sahiptir. Koç hızı, vuruş sayısı, basma kuvveti ve kalıp pozisyonu gibi parametreler kontrol panelleri üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, parçaların boyutsal doğruluğunu, yüzey kalitesini ve bükme açılarını sürekli izler. Hatalı parçalar otomatik olarak ayrılır; üretim verileri analiz edilerek proses optimizasyonu ve gelecek üretim planlaması için referans veri setleri oluşturulur.
Enerji verimliliği ve bakım, krank mili tahrikli preslerde uzun vadeli performans ve düşük işletme maliyeti sağlar. Doğrudan tahrik mekanizması sayesinde enerji kayıpları minimumdur. Değişken hızlı sürücüler, presin sadece ihtiyaç duyulan anda enerji kullanmasını sağlar. Rejeneratif frenleme sistemleri, koç yukarı hareket ederken ortaya çıkan kinetik enerjiyi geri kazanır ve sisteme besler. Otomatik yağlama sistemleri, biyel kollar, yataklar ve krank millerini sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır.
Önleyici bakım ve saha güvenliği, krank mili tahrikli preslerde üretim sürekliliği için kritik öneme sahiptir. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri ile presin mekanik bileşenleri sürekli izlenir. Potansiyel arızalar önceden tespit edilerek plansız duruşlar engellenir ve üretim hattının sürekliliği korunur. Dijital kontrol sistemleri ile tüm presler merkezi bir sistem üzerinden izlenebilir ve yönetilebilir; üretim parametreleri anlık olarak optimize edilebilir.
Sonuç olarak, krank mili tahrikli eksantrik presler; yüksek tonajlı üretim kapasitesi, rijit mekanik yapı, progresif ve kademeli kalıp entegrasyonu, robotik otomasyon, dijital kontrol ve veri analitiği, enerji verimliliği ve önleyici bakım stratejileri ile modern sanayi üretiminde maksimum verimlilik, güvenilirlik ve kalite sağlar. Otomotiv yan sanayi, beyaz eşya, metal mobilya ve ağır sanayi sektörlerinde uzun ömürlü, yüksek performanslı ve sürdürülebilir üretim için ideal bir çözüm sunar.
İstersen bir sonraki aşamada sana krank mili tahrikli preslerde çok istasyonlu ve progresif kalıp uygulamalarında ileri seviye üretim simülasyonu, senkronizasyon ve proses optimizasyonu tekniklerini detaylı olarak aktarabilirim.
Otomatik Beslemeli Eksantrik Pres
Otomatik beslemeli eksantrik presler, modern sanayide yüksek verimlilik, üretim hızı ve sürekli operasyon gerektiren üretim hatlarında kullanılan özel pres türlerindendir. Bu preslerde, malzeme besleme işlemi manuel yerine otomatik olarak yapılır; bu sayede operatör müdahalesi minimuma iner ve üretim hattının sürekli çalışması sağlanır. Otomatik besleme sistemi, malzemeyi pres tablasına doğru ve hassas bir şekilde yerleştirerek koçun her vuruşta doğru noktaya basmasını garanti eder. Bu, özellikle küçük parçaların yüksek hassasiyetle şekillendirilmesi veya seri üretim uygulamalarında kritik bir avantajdır.
Mekanik yapı ve tahrik sistemi, otomatik beslemeli eksantrik preslerin performansını belirleyen temel unsurlardandır. Koç hareketi, krank mili veya dişli tahrik mekanizmaları aracılığıyla sağlanır. Bu sayede koç, yüksek tonajlı basma işlemlerinde bile doğru ve tekrarlanabilir bir şekilde hareket eder. Presin gövdesi rijit ve dayanıklı malzemelerden üretilir, bu sayede uzun süreli üretim sırasında deformasyon ve titreşimler minimuma indirilir. Yüksek tonajlı işlemler sırasında biyel kollar ve yataklar, ortaya çıkan yükleri güvenle taşır.
Otomatik besleme mekanizması, üretim sürecinde önemli bir verimlilik artışı sağlar. Servo motorlar veya pnömatik sistemler aracılığıyla çalışan besleyiciler, malzemeyi pres tablasına hızlı ve doğru şekilde taşır. Besleme sistemi, presin vuruş zamanlamasıyla senkronize çalışır ve her vuruşta malzemenin doğru pozisyonda olmasını garanti eder. Bu, özellikle progresif veya çok istasyonlu kalıp uygulamalarında üretim kalitesini artırır ve fire oranını azaltır.
Progresif ve kademeli kalıp entegrasyonu, otomatik beslemeli preslerde üretim kapasitesini daha da artırır. Bu presler, ardışık istasyonlarda kesme, delme, bükme ve şekillendirme işlemlerini gerçekleştirebilir. Otomatik besleme sistemi, kalıp istasyonlarına sürekli malzeme sağladığı için üretim hattında duruşlar minimuma iner. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıp değişimlerini hızlı ve güvenli hale getirir; farklı parça tiplerine adaptasyon kolaylaşır.
Dijital kontrol ve üretim veri analitiği, otomatik beslemeli eksantrik preslerde kalite ve üretim sürekliliğini artırır. Koç hızı, vuruş sayısı, basma kuvveti ve besleme zamanı gibi parametreler dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu ve gelecek üretim planlaması için veri setleri oluşturulur.
Enerji verimliliği ve bakım, otomatik beslemeli preslerde uzun vadeli üretim performansı için kritik öneme sahiptir. Servo tahrikli besleyiciler ve direkt tahrik mekanizmaları, enerji kullanımını optimize eder. Rejeneratif sistemler, koç yukarı hareket ederken ortaya çıkan kinetik enerjiyi geri kazanır ve sisteme besler. Otomatik yağlama sistemleri, mekanik bileşenlerin sürekli yağlanmasını sağlayarak aşınmayı azaltır ve bakım periyotlarını uzatır.
Önleyici bakım ve saha güvenliği, otomatik beslemeli eksantrik preslerde üretim sürekliliğini ve iş güvenliğini garanti altına alır. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri, presin mekanik durumunu sürekli kontrol eder. Potansiyel arızalar önceden tespit edilerek plansız duruşlar engellenir ve üretim hattının sürekliliği sağlanır. Ayrıca besleme mekanizmasının sensörleri, malzeme sıkışmalarını veya hatalı beslemeleri anında tespit eder, üretimi durdurarak olası hataları ve güvenlik risklerini önler.
Sonuç olarak, otomatik beslemeli eksantrik presler; yüksek üretim hızı, sürekli besleme, progresif ve kademeli kalıp entegrasyonu, dijital kontrol ve veri analitiği, enerji verimliliği ve önleyici bakım stratejileri ile modern sanayi üretiminde maksimum verimlilik, kalite ve güvenilirlik sağlar. Otomotiv yan sanayi, beyaz eşya üretimi, metal mobilya ve seri metal parçaların üretiminde uzun ömürlü ve yüksek performanslı çözüm sunar.
İstersen bir sonraki aşamada sana otomatik beslemeli eksantrik preslerde ileri seviye robotik entegrasyon, besleme senkronizasyonu ve üretim hattı simülasyonu konularını detaylı şekilde aktarabilirim.
Otomatik beslemeli eksantrik presler, modern üretim hatlarında yüksek hızda, kesintisiz ve tekrarlanabilir üretim sağlamak için geliştirilmiş ileri teknoloji makineler arasındadır. Bu preslerde malzeme beslemesi tamamen otomatik olarak gerçekleştirilir; operatör müdahalesi minimuma indirilir ve üretim hattının sürekli çalışması sağlanır. Otomatik besleme mekanizması, malzemeyi pres tablasına doğru ve hassas şekilde yerleştirerek koçun her vuruşta tam doğru noktaya basmasını garanti eder. Bu özellik, özellikle küçük veya hassas parçaların yüksek hassasiyetle şekillendirilmesi ve seri üretim süreçlerinde kritik bir avantaj sağlar.
Mekanik yapı ve tahrik sistemi, otomatik beslemeli preslerin performansını doğrudan etkiler. Koç hareketi, krank mili veya dişli tahrik mekanizmaları aracılığıyla sağlanır. Bu sayede koç, yüksek tonajlı basma işlemlerinde bile tekrarlanabilir ve hassas bir şekilde hareket eder. Pres gövdesi rijit ve dayanıklı malzemelerden üretilir; böylece uzun süreli üretim sırasında deformasyon ve titreşimler minimum seviyeye indirilir. Biyel kollar ve yataklar, vuruş sırasında ortaya çıkan yüksek yükleri güvenle taşır ve presin mekanik performansını uzun süre korur. Rijit gövde tasarımı, titreşimsiz çalışma sağlar ve iş güvenliği ile işlenen parçaların boyutsal doğruluğunu artırır.
Otomatik besleme mekanizması, üretim sürecinde verimliliği büyük ölçüde artırır. Servo motorlar veya pnömatik sistemlerle çalışan besleyiciler, malzemeyi pres tablasına hızlı ve doğru şekilde taşır. Besleme sistemi, presin vuruş zamanlamasıyla senkronize çalışır ve her vuruşta malzemenin doğru pozisyonda olmasını sağlar. Bu, özellikle progresif veya çok istasyonlu kalıp uygulamalarında üretim kalitesini yükseltir ve fire oranını azaltır. Ayrıca, besleme sistemi parçaların hizalanmasını ve yönlendirilmesini otomatik olarak gerçekleştirerek insan kaynaklı hataları önler.
Progresif ve kademeli kalıp entegrasyonu, otomatik beslemeli eksantrik preslerin üretim kapasitesini maksimuma çıkarır. Progresif kalıplar, ardışık istasyonlarda kesme, delme, bükme ve şekillendirme işlemlerini gerçekleştirir. Otomatik besleme sistemi, kalıp istasyonlarına sürekli malzeme sağladığı için üretim hattında duruşlar minimuma iner. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıp değişimlerini hızlı ve güvenli hale getirir; bu sayede pres farklı parça tiplerine kolayca adapte edilebilir.
Dijital kontrol ve üretim veri analitiği, otomatik beslemeli preslerin üretim süreçlerinde kaliteyi ve tekrarlanabilirliği artırır. Koç hızı, vuruş sayısı, basma kuvveti ve besleme zamanı gibi parametreler dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu ve gelecekteki üretim planlaması için referans veri setleri oluşturulur.
Enerji verimliliği ve bakım, otomatik beslemeli eksantrik preslerde uzun vadeli üretim performansı için kritik öneme sahiptir. Servo tahrikli besleyiciler ve direkt tahrik mekanizmaları, enerji kullanımını optimize eder. Rejeneratif frenleme sistemleri, koç yukarı hareket ederken ortaya çıkan kinetik enerjiyi geri kazanır ve sisteme besler. Otomatik yağlama sistemleri, mekanik bileşenlerin sürekli yağlanmasını sağlayarak aşınmayı azaltır ve bakım periyotlarını uzatır.
Önleyici bakım ve saha güvenliği, otomatik beslemeli eksantrik preslerde üretim sürekliliğini ve iş güvenliğini garanti altına alır. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri, presin mekanik bileşenlerinin durumunu sürekli izler. Potansiyel arızalar önceden tespit edilerek plansız duruşlar engellenir ve üretim hattının sürekliliği sağlanır. Ayrıca besleme mekanizmasının sensörleri, malzeme sıkışmalarını veya hatalı beslemeleri anında tespit eder ve üretimi durdurarak olası hataları ve güvenlik risklerini önler.
İleri seviye üretim entegrasyonu, otomatik beslemeli eksantrik presleri modern sanayi için vazgeçilmez kılar. Bu presler, robotik kollar, sensörlü besleme sistemleri ve merkezi dijital kontrol panelleri ile entegre edilerek tam otomatik üretim hatlarında kullanılabilir. Böylece presler, farklı kalıp tipleri ve parça boyutları için hızlı adaptasyon sağlayabilir, üretim hatlarını optimize eder ve yüksek verimlilik elde eder.
Sonuç olarak, otomatik beslemeli eksantrik presler; yüksek üretim hızı, sürekli besleme, progresif ve kademeli kalıp entegrasyonu, dijital kontrol ve veri analitiği, enerji verimliliği ve önleyici bakım stratejileri ile modern sanayi üretiminde maksimum verimlilik, kalite ve güvenilirlik sağlar. Otomotiv yan sanayi, beyaz eşya üretimi, metal mobilya ve seri metal parçaların üretiminde uzun ömürlü, yüksek performanslı ve sürdürülebilir bir çözüm sunar.
İstersen bir sonraki adımda sana otomatik beslemeli eksantrik preslerde robotik transfer sistemleri, besleme senkronizasyonu ve üretim hattı simülasyonu konularını daha detaylı şekilde aktarabilirim.
Otomatik beslemeli eksantrik presler, modern üretim süreçlerinde yüksek verimlilik, sürekli üretim ve minimum iş gücü gereksinimi sağlayan kritik ekipmanlar arasında yer alır. Bu preslerin en önemli özelliği, malzeme besleme işleminin tamamen otomatik şekilde gerçekleştirilmesidir; malzemeler, operatör müdahalesi olmadan pres tablasına doğru ve hassas şekilde yönlendirilir. Bu sistem, özellikle küçük boyutlu parçaların seri üretimi ve hassas şekillendirme işlemlerinde büyük avantaj sağlar. Otomatik besleme sayesinde, üretim hattındaki duruş süreleri minimuma iner, işleme hızı artar ve hatalı parça oluşumu azalır.
Mekanik yapı ve tahrik sistemi, otomatik beslemeli preslerde yüksek performansın temelini oluşturur. Koç hareketi, krank mili veya dişli tahrik mekanizmaları aracılığıyla sağlanır ve bu mekanizma, yüksek tonajlı basma işlemlerinde bile tekrarlanabilir ve hassas hareket sağlar. Pres gövdesi, ağır yükleri taşıyabilecek rijitlikte ve dayanıklılıkta üretilir; böylece uzun süreli üretimde deformasyon ve titreşimler minimuma indirilir. Biyel kollar ve yataklar, vuruş sırasında oluşan yüksek yükleri güvenle taşır ve presin mekanik performansını uzun vadede korur. Rijit gövde tasarımı, titreşimsiz çalışma sağlayarak hem iş güvenliğini artırır hem de işlenen parçaların boyutsal doğruluğunu korur.
Otomatik besleme mekanizması, üretim verimliliğini ve üretim hattının hızını doğrudan etkiler. Servo motorlar, pnömatik veya lineer besleme sistemleri aracılığıyla çalışan besleyiciler, malzemeyi pres tablasına hızlı ve doğru şekilde taşır. Besleme sistemi, presin vuruş zamanlamasıyla senkronize çalışır ve her vuruşta malzemenin doğru pozisyonda olmasını garanti eder. Bu sistem, progresif veya çok istasyonlu kalıp uygulamalarında hatasız üretimi mümkün kılar. Besleme mekanizması, parçaların yönlendirilmesini ve hizalanmasını otomatik olarak gerçekleştirir; böylece insan kaynaklı hatalar ortadan kalkar ve üretim kalitesi yükselir.
Progresif ve kademeli kalıp entegrasyonu, otomatik beslemeli preslerde üretim kapasitesini artıran bir diğer önemli faktördür. Progresif kalıplar, ardışık istasyonlarda kesme, delme, bükme ve şekillendirme işlemlerini gerçekleştirir. Otomatik besleme sistemi, kalıp istasyonlarına sürekli malzeme sağlayarak üretim hattındaki duruşları minimize eder. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıp değişimlerini hızlı ve güvenli hale getirir; pres, farklı parça tiplerine ve üretim taleplerine kolayca adapte edilebilir. Bu özellikler, seri üretim hatlarının esnekliğini ve üretim verimliliğini artırır.
Dijital kontrol ve veri analitiği, otomatik beslemeli preslerin üretimdeki performansını üst seviyeye çıkarır. Koç hızı, vuruş sayısı, basma kuvveti ve besleme zamanı gibi parametreler dijital kontrol panelleri üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır, üretim verileri analiz edilerek proses optimizasyonu ve gelecekteki üretim planlaması için detaylı veri setleri oluşturulur. Böylece kalite kontrol ve üretim takibi eş zamanlı olarak sağlanır.
Enerji verimliliği ve bakım, otomatik beslemeli eksantrik preslerde uzun süreli üretim performansını güvence altına alır. Servo tahrikli besleyiciler ve doğrudan tahrik mekanizmaları, enerji kullanımını optimize eder ve gereksiz tüketimi önler. Rejeneratif sistemler, koç yukarı hareket ederken oluşan kinetik enerjiyi geri kazanarak sisteme besler. Otomatik yağlama sistemleri, biyel kollar, yataklar ve krank millerini sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır.
Önleyici bakım ve saha güvenliği, otomatik beslemeli preslerde üretimin kesintisiz ve güvenli olmasını sağlar. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri, presin mekanik bileşenlerinin durumunu sürekli takip eder. Potansiyel arızalar önceden tespit edilerek plansız duruşlar engellenir ve üretim hattının sürekliliği korunur. Besleme mekanizmasının sensörleri, malzeme sıkışmalarını veya hatalı beslemeleri anında tespit eder; üretimi durdurarak olası hataları ve güvenlik risklerini ortadan kaldırır.
İleri seviye üretim entegrasyonu, otomatik beslemeli eksantrik presleri modern sanayi üretiminde vazgeçilmez kılar. Bu presler, robotik kollar, sensörlü besleme sistemleri, merkezi dijital kontrol panelleri ve üretim izleme yazılımlarıyla entegre edilerek tam otomatik üretim hatlarında kullanılabilir. Böylece presler, farklı kalıp tipleri ve parça boyutları için hızlı adaptasyon sağlar, üretim hatlarını optimize eder ve yüksek verimlilik elde edilir.
Sonuç olarak, otomatik beslemeli eksantrik presler; yüksek üretim hızı, sürekli besleme, progresif ve kademeli kalıp entegrasyonu, dijital kontrol ve veri analitiği, enerji verimliliği, önleyici bakım ve robotik otomasyon ile modern sanayi üretiminde maksimum verimlilik, kalite ve güvenilirlik sağlar. Otomotiv yan sanayi, beyaz eşya üretimi, metal mobilya üretimi ve seri metal parçaların üretiminde uzun ömürlü, yüksek performanslı ve sürdürülebilir bir çözüm sunar.
İstersen bir sonraki aşamada sana otomatik beslemeli eksantrik preslerde ileri seviye robotik senkronizasyon, üretim hattı simülasyonu ve proses optimizasyonu teknikleri konularını detaylı şekilde aktarabilirim.
Derin Çekme Eksantrik Presi

Derin çekme eksantrik presleri, özellikle metal sac veya levhaların derin çekme işlemleri için tasarlanmış özel pres türlerindendir. Bu presler, otomotiv, beyaz eşya, mutfak eşyaları ve metal kap üretimi gibi sektörlerde yoğun olarak kullanılır. Derin çekme işlemi, malzemenin yüksek tonaj altında kalıp yardımıyla belirli bir derinliğe çekilmesini ve şeklini almasını sağlar. Bu süreçte presin koçu, yüksek hassasiyetle hareket ederek malzemenin kalıpta düzgün bir şekilde şekil almasını temin eder ve deformasyon, kırılma veya çatlama riskini minimuma indirir.
Mekanik yapı ve tahrik sistemi, derin çekme eksantrik preslerinde kritik bir rol oynar. Presin koçu genellikle krank mili veya dişli tahrik mekanizmaları aracılığıyla hareket ettirilir. Bu sistem, yüksek tonajlı basma işlemlerinde bile koçun doğru ve tekrarlanabilir şekilde hareket etmesini sağlar. Pres gövdesi ağır ve rijit yapıdadır; bu sayede derin çekme sırasında ortaya çıkan yüksek kuvvetler güvenle taşınır. Biyel kollar ve yataklar, yüksek yükleri absorbe ederek presin uzun ömürlü ve stabil çalışmasını garanti eder.
Kalıp entegrasyonu, derin çekme eksantrik preslerinin performansında belirleyici bir unsurdur. Derin çekme kalıpları, malzemeyi belirli bir derinliğe çekerek şekil verir ve kesme, bükme veya delme gibi ek işlemler için istasyonlar içerebilir. Kalıp tasarımı, malzemenin elastikiyetine, çekme derinliğine ve kalınlığına göre optimize edilir. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıbın güvenli bir şekilde sabitlenmesini sağlar ve presin operasyon sırasında stabil kalmasına yardımcı olur.
Otomatik besleme ve robotik entegrasyon, derin çekme preslerinde üretim hızını ve kaliteyi artıran bir diğer önemli faktördür. Servo motorlu besleyiciler ve robotik transfer kolları, sac veya levhaları pres tablasına doğru ve hassas şekilde yönlendirir. Bu sistem, presin vuruş zamanlamasıyla senkronize çalışır ve her vuruşta malzemenin doğru pozisyonda olmasını sağlar. Ayrıca üretim hattında malzeme hizalama, kalite kontrol ve işlenmiş parçaların transferi otomatik olarak gerçekleştirilebilir.
Dijital kontrol ve veri analitiği, derin çekme eksantrik preslerinde üretim kalitesini ve tekrarlanabilirliği artırır. Koç hızı, basma kuvveti, çekme derinliği ve kalıp pozisyonu gibi parametreler dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzemenin ve işlenen parçaların boyutsal doğruluğunu sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu ve gelecek üretim planlaması için referans veri setleri oluşturulur.
Enerji verimliliği ve bakım, derin çekme eksantrik preslerinde uzun vadeli üretim performansını güvence altına alır. Doğrudan tahrik mekanizmaları ve servo kontrollü sistemler, enerji kullanımını optimize eder. Rejeneratif frenleme sistemleri, koç yukarı hareket ederken ortaya çıkan kinetik enerjiyi geri kazanarak sisteme besler. Otomatik yağlama sistemleri, biyel kollar, yataklar ve krank millerini sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır.
Önleyici bakım ve saha güvenliği, derin çekme preslerinde üretim sürekliliğini ve iş güvenliğini garanti altına alır. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri, presin mekanik bileşenlerini sürekli izler. Potansiyel arızalar önceden tespit edilerek plansız duruşlar engellenir ve üretim hattının sürekliliği sağlanır. Ayrıca derin çekme sırasında oluşabilecek malzeme sıkışmaları veya hatalı pozisyonlanmalar, sensörler ve otomatik durdurma sistemleri ile önlenir.
Sonuç olarak, derin çekme eksantrik presleri; yüksek tonajlı basma kapasitesi, rijit mekanik yapı, progresif ve kademeli kalıp entegrasyonu, otomatik besleme ve robotik sistem entegrasyonu, dijital kontrol ve veri analitiği, enerji verimliliği ve önleyici bakım stratejileri ile modern sanayi üretiminde yüksek verimlilik, kalite ve güvenilirlik sağlar. Otomotiv yan sanayi, beyaz eşya üretimi, mutfak eşyaları ve metal kap üretiminde uzun ömürlü, yüksek performanslı ve sürdürülebilir bir üretim çözümü sunar.
Derin çekme eksantrik presleri, özellikle metal sac ve levhaların karmaşık geometrilere dönüştürülmesi gereken üretim süreçlerinde kritik bir rol oynar. Bu presler, yüksek tonajlı kuvvetleri hassas bir şekilde malzemeye aktararak sacın kalıp içinde deformasyonunu kontrol eder. Derin çekme işlemi, malzemenin elastikiyet ve plastik deformasyon sınırları dikkate alınarak gerçekleştirilir; bu sayede çatlama, burkulma veya yüzey deformasyonu riski minimize edilir. Otomotiv gövde parçaları, beyaz eşya kasaları, metal mutfak eşyaları, aydınlatma ve dekoratif metal kaplamalar gibi sektörlerde bu presler üretim verimliliğini ve kaliteyi doğrudan artırır.
Mekanik tasarım ve tahrik sistemi, derin çekme preslerinin performansını belirleyen temel unsurlardır. Presin koçu, krank mili veya dişli tahrik mekanizmaları aracılığıyla hareket eder. Bu mekanizmalar, yüksek tonajlı işlemler sırasında koçun düzgün ve tekrarlanabilir bir şekilde hareket etmesini sağlar. Pres gövdesi, kalıp ve malzeme üzerinde oluşacak yüksek kuvvetleri güvenle taşıyacak şekilde rijit ve dayanıklı malzemelerden üretilir. Biyel kollar ve yataklar, derin çekme sırasında oluşan büyük yükleri absorbe eder ve presin uzun ömürlü çalışmasını garanti eder. Rijit gövde ve mekanik dayanıklılık, titreşimsiz çalışma sağlayarak iş güvenliğini artırır ve işlenen parçaların boyutsal hassasiyetini korur.
Kalıp sistemleri, derin çekme preslerinin üretimdeki başarısını doğrudan etkiler. Derin çekme kalıpları, malzemeyi belirli bir derinliğe çekerek parçaya şekil verir. Bu kalıplar, kesme, delme, bükme veya ek şekillendirme istasyonları ile entegre edilebilir. Kalıp tasarımı, malzeme tipi, kalınlığı, çekme derinliği ve parçanın geometrik özellikleri dikkate alınarak optimize edilir. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıbın pres tablasına güvenli ve stabil bir şekilde sabitlenmesini sağlar. Bu sayede malzeme kalıpta kaymadan veya deformasyon oluşmadan işlenir.
Otomatik besleme ve robotik entegrasyon, modern derin çekme preslerinin üretim hattında verimliliği artıran kritik bileşenlerdir. Servo motor kontrollü besleyiciler, pnömatik veya mekanik besleme sistemleri, malzemeyi pres tablasına hızlı ve hassas bir şekilde taşır. Robotik kollar, işlenen parçaların transferini ve istiflenmesini otomatikleştirir, böylece üretim hattı kesintisiz çalışabilir. Besleme mekanizmaları presin vuruş zamanlamasıyla senkronize edilerek her vuruşta malzemenin doğru pozisyonda olmasını sağlar. Bu sistem, özellikle çok istasyonlu veya progresif kalıplı üretim hatlarında kaliteyi yükseltir ve fire oranını minimize eder.
Dijital kontrol ve üretim veri analitiği, derin çekme eksantrik preslerinde üretim süreçlerini optimize eder. Koç hızı, basma kuvveti, çekme derinliği ve kalıp pozisyonu gibi parametreler dijital kontrol panelleri üzerinden hassas bir şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu ve gelecek üretim planlaması için detaylı veri setleri oluşturulur. Bu, kalite kontrol ve üretim takibini eş zamanlı olarak sağlar.
Enerji verimliliği ve bakım stratejileri, presin uzun vadeli performansı için kritik öneme sahiptir. Servo kontrollü besleme ve direkt tahrik sistemleri, enerji kullanımını optimize eder. Rejeneratif frenleme sistemleri, koç yukarı hareket ederken ortaya çıkan kinetik enerjiyi geri kazanarak sisteme besler. Otomatik yağlama sistemleri, biyel kollar, yataklar ve krank millerini sürekli yağlayarak mekanik aşınmayı azaltır ve bakım periyotlarını uzatır. Bu sayede pres, uzun süre yüksek performansla çalışabilir ve plansız duruşlar minimuma iner.
Önleyici bakım ve iş güvenliği, derin çekme preslerinde üretim sürekliliğini garanti altına alır. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri, presin mekanik bileşenlerini sürekli olarak takip eder. Potansiyel arızalar önceden tespit edilerek üretimde plansız duruşlar önlenir. Besleme ve kalıp mekanizmalarına entegre sensörler, malzeme sıkışmalarını veya hatalı pozisyonlamaları anında algılar ve sistemi durdurarak güvenliği sağlar.
Sonuç olarak, derin çekme eksantrik presleri; yüksek tonajlı basma kapasitesi, rijit mekanik yapı, progresif ve kademeli kalıp entegrasyonu, otomatik besleme ve robotik sistem entegrasyonu, dijital kontrol ve veri analitiği, enerji verimliliği ve önleyici bakım stratejileri ile modern sanayi üretiminde yüksek verimlilik, kalite ve güvenilirlik sağlar. Otomotiv yan sanayi, beyaz eşya üretimi, mutfak eşyaları, aydınlatma ve dekoratif metal kaplama sektörlerinde uzun ömürlü, yüksek performanslı ve sürdürülebilir bir üretim çözümü sunar.
Derin çekme eksantrik presleri, modern üretim hatlarında yüksek hassasiyet, maksimum verimlilik ve sürekli üretim gerektiren süreçler için tasarlanmıştır. Bu presler, özellikle sac metalin karmaşık üç boyutlu formlara dönüştürülmesinde kritik rol oynar. Derin çekme işlemi sırasında malzeme, kalıp yardımıyla kontrollü bir şekilde şekillendirilir; bu sayede çatlama, burkulma veya malzeme yüzeyinde deformasyon gibi problemler minimize edilir. Üretim alanları arasında otomotiv gövde parçaları, beyaz eşya kasaları, mutfak ve ev eşyaları, aydınlatma ürünleri ve dekoratif metal kaplamalar yer alır.
Mekanik yapı ve tahrik sistemleri, derin çekme preslerinin güvenli ve verimli çalışması açısından son derece önemlidir. Koç hareketi genellikle krank mili veya dişli tahrik mekanizmalarıyla sağlanır. Bu mekanizmalar, yüksek tonajlı basma işlemleri sırasında koçun hassas ve tekrarlanabilir bir şekilde hareket etmesini garanti eder. Pres gövdesi, derin çekme esnasında ortaya çıkan yüksek kuvvetleri absorbe edecek şekilde rijit ve dayanıklı malzemelerden üretilir. Biyel kollar ve yataklar, presin uzun süreli performansını koruyacak şekilde tasarlanır; bu da titreşimsiz ve güvenli çalışma sağlar.
Kalıp tasarımı ve entegrasyonu, derin çekme preslerinde üretim kalitesini belirleyen kritik unsurlardandır. Derin çekme kalıpları, malzemeyi belirli bir derinliğe çekerek şekil verir ve gerekirse kesme, delme veya bükme işlemlerini ardışık istasyonlarda gerçekleştirir. Kalıp tasarımı, malzeme türü, kalınlığı ve çekme derinliği gibi faktörler dikkate alınarak optimize edilir. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıbın pres tablasına güvenli ve stabil bir şekilde yerleştirilmesini sağlar. Bu sayede malzeme kalıpta kaymadan veya deformasyona uğramadan şekil alır.
Otomatik besleme ve robotik sistem entegrasyonu, modern derin çekme preslerinin üretim kapasitesini ve üretim kalitesini artırır. Servo motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar, işlenen parçaların transferi, istiflenmesi ve sonraki üretim istasyonlarına yönlendirilmesini otomatikleştirir. Besleme sistemi presin vuruş zamanlamasıyla senkronize çalışarak her vuruşta malzemenin doğru pozisyonda olmasını sağlar. Bu, özellikle çok istasyonlu veya progresif kalıplı üretim hatlarında üretim verimliliğini ve tekrarlanabilirliği artırır.
Dijital kontrol ve veri analitiği, presin üretim süreçlerinde kaliteyi artıran bir diğer önemli unsurdur. Koç hızı, basma kuvveti, çekme derinliği, kalıp pozisyonu ve besleme parametreleri dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu ve gelecekteki üretim planlaması için referans veri setleri oluşturulur. Bu sayede hem kalite kontrol hem de üretim takibi eş zamanlı olarak sağlanır.
Enerji verimliliği ve bakım yönetimi, derin çekme preslerinde uzun vadeli üretim performansı için kritik öneme sahiptir. Servo tahrikli besleme ve direkt tahrik mekanizmaları enerji kullanımını optimize eder. Rejeneratif sistemler, koç yukarı hareket ederken oluşan kinetik enerjiyi geri kazanarak enerji tasarrufu sağlar. Otomatik yağlama sistemleri, biyel kollar, yataklar ve krank millerini sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Böylece pres, uzun süre yüksek performansla çalışabilir ve plansız duruşlar minimuma iner.
Önleyici bakım ve iş güvenliği sistemleri, üretim sürekliliğini garanti altına alır. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri, presin mekanik bileşenlerini sürekli izler. Potansiyel arızalar önceden tespit edilerek plansız duruşlar engellenir. Besleme ve kalıp mekanizmalarına entegre sensörler, malzeme sıkışmaları veya hatalı pozisyonlamaları anında algılar ve sistemi durdurarak üretim güvenliğini sağlar.
Sonuç olarak, derin çekme eksantrik presleri; yüksek tonaj kapasitesi, rijit mekanik yapı, progresif ve kademeli kalıp entegrasyonu, otomatik besleme ve robotik sistemler, dijital kontrol ve veri analitiği, enerji verimliliği ve önleyici bakım özellikleriyle modern sanayi üretiminde yüksek verimlilik, kalite ve güvenilirlik sağlar. Otomotiv yan sanayi, beyaz eşya üretimi, mutfak ve dekoratif metal ürünleri gibi sektörlerde uzun ömürlü, yüksek performanslı ve sürdürülebilir bir üretim çözümü sunar.
İstersen bir sonraki adımda sana derin çekme eksantrik preslerde malzeme akış simülasyonu, kalıp optimizasyonu ve üretim hattı entegrasyonu teknikleri konularını daha detaylı şekilde aktarabilirim.
Ayarlanabilir Vuruşlu Eksantrik Pres
Ayarlanabilir vuruşlu eksantrik presler, modern sanayi üretiminde çok yönlülük, hassasiyet ve üretim esnekliği sağlayan özel ekipmanlardır. Bu presler, vuruş uzunluğunun veya koçun hareket mesafesinin ayarlanabilmesi sayesinde, farklı boyut ve tipteki parçaların üretiminde kullanılabilir. Ayarlanabilir vuruş sistemi, özellikle derin çekme, bükme, kesme ve şekillendirme gibi işlemlerde malzemenin optimum şekilde deformasyonunu sağlayarak kaliteyi artırır ve malzeme israfını minimuma indirir.
Mekanik yapı ve tahrik sistemi, ayarlanabilir vuruşlu eksantrik preslerin performansını doğrudan etkiler. Koç hareketi, krank mili veya dişli tahrik mekanizmaları aracılığıyla sağlanır ve ayarlanabilir vuruş mekanizması, koçun üst ve alt hareket sınırlarını ihtiyaca göre değiştirmeye imkan tanır. Bu sistem, farklı vuruş mesafelerinde bile koçun hassas ve tekrarlanabilir bir şekilde hareket etmesini garanti eder. Pres gövdesi, rijit ve dayanıklı bir yapıya sahip olup, yüksek tonajlı işlemlerde oluşan kuvvetleri güvenle taşır. Biyel kollar ve yataklar, koç hareketi sırasında oluşan dinamik yükleri absorbe eder ve presin uzun ömürlü çalışmasını sağlar.
Kalıp entegrasyonu, ayarlanabilir vuruşlu preslerde üretim esnekliğini artırır. Koç vuruşu, malzemenin kalıp içindeki konumuna ve işlem tipine göre optimize edilebilir. Bu özellik, progresif veya çok istasyonlu kalıplarda farklı işlemleri ardışık olarak gerçekleştirmek için idealdir. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıbın pres tablasına güvenli bir şekilde sabitlenmesini sağlar ve işlem sırasında kalıbın kaymasını veya deformasyonunu önler. Kalıp tasarımı, işlenecek malzemenin türü, kalınlığı ve şekli dikkate alınarak optimize edilir.
Otomatik besleme ve robotik entegrasyon, ayarlanabilir vuruşlu preslerin verimliliğini artıran kritik unsurlardır. Servo motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar, işlenen parçaların transferi ve istiflenmesini otomatikleştirir. Besleme sistemi, koç hareketi ve vuruş ayarlarıyla senkronize çalışarak her vuruşta malzemenin doğru pozisyonda olmasını sağlar. Bu sistem, üretim hattında süreklilik ve tekrarlanabilirlik sağlar ve hatalı parça oluşumunu minimuma indirir.
Dijital kontrol ve veri analitiği, ayarlanabilir vuruşlu eksantrik preslerde üretim süreçlerini optimize eder. Koç hızı, basma kuvveti, vuruş uzunluğu ve kalıp pozisyonu dijital kontrol panelleri üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu ve gelecekteki üretim planlaması için referans veri setleri oluşturulur.
Enerji verimliliği ve bakım yönetimi, ayarlanabilir vuruşlu preslerde uzun süreli performans ve güvenilirlik sağlar. Servo tahrikli besleme sistemleri ve doğrudan tahrik mekanizmaları enerji kullanımını optimize eder. Rejeneratif sistemler, koç yukarı hareket ederken ortaya çıkan kinetik enerjiyi geri kazanarak sisteme besler. Otomatik yağlama sistemleri, biyel kollar, yataklar ve krank millerini sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır.
Önleyici bakım ve iş güvenliği sistemleri, üretim sürekliliğini ve operatör güvenliğini garanti eder. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri presin mekanik bileşenlerini sürekli izler. Potansiyel arızalar önceden tespit edilerek plansız duruşlar engellenir. Ayrıca besleme ve kalıp mekanizmalarına entegre sensörler, malzeme sıkışmaları veya hatalı pozisyonlamaları anında algılar ve sistemi durdurarak güvenliği sağlar.
Sonuç olarak, ayarlanabilir vuruşlu eksantrik presler; farklı vuruş mesafesi seçenekleri, rijit mekanik yapı, progresif ve kademeli kalıp entegrasyonu, otomatik besleme ve robotik sistemler, dijital kontrol ve veri analitiği, enerji verimliliği ve önleyici bakım özellikleriyle modern üretim hatlarında yüksek esneklik, verimlilik ve kalite sağlar. Otomotiv yan sanayi, beyaz eşya, metal mutfak eşyaları ve dekoratif metal ürünleri üretiminde uzun ömürlü ve güvenilir bir çözüm sunar.
İstersen bir sonraki aşamada sana ayarlanabilir vuruşlu preslerde ileri seviye üretim optimizasyon teknikleri, vuruş simülasyonu ve kalıp uyumu konularını detaylı şekilde aktarabilirim.
Ayarlanabilir vuruşlu eksantrik presler, modern sanayi üretiminde çok yönlülük, hassasiyet ve üretim esnekliği sunan kritik ekipmanlardır. Bu presler, koçun vuruş mesafesinin ayarlanabilmesi sayesinde farklı boyut ve tipteki parçaların üretiminde kullanılabilir. Vuruş ayarı, derin çekme, bükme, kesme, şekillendirme ve diğer metal işleme operasyonlarında malzemenin optimum deformasyonunu sağlamak için büyük önem taşır. Ayarlanabilir vuruş özelliği, tek bir presin farklı ürünler için hızlı bir şekilde adapte edilmesini mümkün kılarak üretim esnekliğini artırır ve stok maliyetlerini düşürür.
Mekanik tasarım ve tahrik sistemi, bu preslerin en kritik unsurlarından biridir. Koç hareketi genellikle krank mili, dişli veya kayış kasnak tahriki ile sağlanır ve vuruş mesafesi mekanik veya servo kontrollü sistemlerle ayarlanabilir. Bu sistem, koçun üst ve alt hareket sınırlarını hassas şekilde kontrol ederek farklı malzeme tipleri ve kalınlıklarıyla çalışabilmeyi sağlar. Presin gövdesi, yüksek tonajlı basma kuvvetlerini güvenle taşıyacak şekilde rijit ve dayanıklı malzemelerden üretilir. Biyel kollar ve yataklar, vuruş sırasında ortaya çıkan dinamik yükleri absorbe ederek presin uzun ömürlü ve stabil çalışmasını temin eder. Rijit gövde ve hassas mekanik yapı, titreşimsiz çalışma sağlayarak iş güvenliğini artırır ve işlenen parçaların boyutsal doğruluğunu korur.
Kalıp entegrasyonu ve tasarımı, ayarlanabilir vuruşlu preslerin üretimdeki başarısını belirleyen bir diğer önemli faktördür. Derin çekme, bükme veya şekillendirme işlemlerinde kullanılan kalıplar, malzemenin kalıp içinde doğru şekilde yönlendirilmesini ve vuruş esnasında deformasyonun kontrollü olmasını sağlar. Ayarlanabilir vuruş sistemi, farklı kalıp tipleri ve işlem derinlikleriyle uyumlu çalışarak tek bir presin birden fazla üretim senaryosunda kullanılmasına imkan tanır. Kalıp sıkma mekanizmaları, hidrolik veya pnömatik sistemlerle desteklenir ve kalıbın pres tablasına güvenli bir şekilde sabitlenmesini sağlar. Bu sayede malzeme kayması veya deformasyon riski minimuma indirilir.
Otomatik besleme ve robotik sistem entegrasyonu, üretim verimliliğini artıran kritik unsurlardandır. Servo motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar, işlenen parçaların transferini ve istiflenmesini otomatikleştirir. Besleme sistemi, koç hareketi ve vuruş ayarlarıyla senkronize çalışarak her vuruşta malzemenin doğru pozisyonda olmasını sağlar. Bu entegrasyon, üretim hattında süreklilik ve tekrarlanabilirlik sağlar, hatalı parça oluşumunu minimuma indirir ve operatör iş yükünü azaltır.
Dijital kontrol ve veri analitiği, ayarlanabilir vuruşlu eksantrik preslerde üretim kalitesini ve proses kontrolünü artırır. Koç hızı, basma kuvveti, vuruş uzunluğu ve kalıp pozisyonu dijital paneller üzerinden hassas bir şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu, enerji verimliliği ve gelecekteki üretim planlaması için değerli veri setleri oluşturulur. Bu, üretim hattında hem kalite kontrol hem de izlenebilirliği sağlar.
Enerji verimliliği ve bakım yönetimi, ayarlanabilir vuruşlu preslerin uzun vadeli performansı ve güvenilirliği için kritik öneme sahiptir. Servo tahrikli besleme sistemleri ve doğrudan tahrik mekanizmaları, enerji tüketimini optimize eder. Rejeneratif frenleme sistemleri, koç yukarı hareket ederken ortaya çıkan kinetik enerjiyi geri kazanarak sistemin enerji verimliliğini artırır. Otomatik yağlama sistemleri, biyel kollar, yataklar ve krank millerini sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Bu sayede pres, uzun süre yüksek performansla çalışabilir ve plansız duruşlar minimize edilir.
Önleyici bakım ve iş güvenliği sistemleri, üretim sürekliliğini ve operatör güvenliğini garanti eder. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri, presin mekanik bileşenlerini sürekli izler. Potansiyel arızalar önceden tespit edilerek plansız duruşlar engellenir. Besleme ve kalıp mekanizmalarına entegre sensörler, malzeme sıkışmaları veya hatalı pozisyonlamaları anında algılar ve sistemi durdurarak güvenliği sağlar.
Sonuç olarak, ayarlanabilir vuruşlu eksantrik presler; farklı vuruş mesafesi seçenekleri, rijit mekanik yapı, progresif ve kademeli kalıp entegrasyonu, otomatik besleme ve robotik sistemler, dijital kontrol ve veri analitiği, enerji verimliliği ve önleyici bakım özellikleriyle modern üretim hatlarında yüksek esneklik, verimlilik ve kalite sağlar. Otomotiv yan sanayi, beyaz eşya üretimi, metal mutfak eşyaları, aydınlatma ve dekoratif metal ürünleri üretiminde uzun ömürlü ve güvenilir bir çözüm sunar.
İstersen bir sonraki adımda sana ayarlanabilir vuruşlu preslerde ileri seviye kalıp optimizasyonu, vuruş simülasyonu ve üretim hattı entegrasyonu teknikleri konularını detaylı şekilde aktarabilirim.
Ayarlanabilir vuruşlu eksantrik presler, günümüzün modern üretim tesislerinde esneklik ve verimliliği artıran temel ekipmanlar arasında yer alır. Bu preslerin en temel avantajı, koçun vuruş mesafesinin ihtiyaca göre ayarlanabilmesi sayesinde tek bir presin farklı parça boyutları ve çeşitleri için kullanılabilmesidir. Özellikle derin çekme, metal bükme, kesme, şekillendirme ve progresif kalıp uygulamalarında ayarlanabilir vuruş özelliği, malzemenin optimum şekilde deformasyonunu sağlayarak hem üretim kalitesini artırır hem de malzeme fire oranını minimize eder. Bu yönüyle üretim hattında esnekliği ve yatırım verimliliğini artırır.
Mekanik tasarım ve tahrik sistemi, ayarlanabilir vuruşlu preslerde performans ve dayanıklılığı belirleyen kritik unsurlardandır. Koç hareketi genellikle krank mili, dişli veya kayış kasnak mekanizmalarıyla sağlanır ve vuruş mesafesi mekanik olarak veya servo motor kontrollü sistemler aracılığıyla hassas şekilde ayarlanabilir. Bu sistem sayesinde koç, farklı vuruş uzunluklarında bile sabit, tekrarlanabilir ve hassas bir şekilde çalışır. Presin gövdesi yüksek tonajlı kuvvetleri güvenle taşıyacak şekilde rijit ve dayanıklı malzemelerden üretilir. Biyel kollar ve yataklar, koç hareketi sırasında ortaya çıkan dinamik yükleri absorbe ederek presin uzun ömürlü, güvenli ve titreşimsiz çalışmasını sağlar.
Kalıp entegrasyonu ve tasarımı, ayarlanabilir vuruşlu preslerin üretimdeki başarısını doğrudan etkiler. Kalıplar, malzemeyi pres esnasında istenilen forma yönlendirir ve vuruş ayarlarıyla uyumlu çalışır. Bu, özellikle progresif veya çok istasyonlu kalıplarda farklı işlemlerin ardışık olarak gerçekleştirilmesine olanak tanır. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıbın pres tablasına güvenli bir şekilde sabitlenmesini sağlar. Böylece malzeme kayması veya deformasyonu önlenir, işlem güvenliği ve parça kalitesi yükselir. Kalıp tasarımında malzeme türü, kalınlığı, çekme derinliği ve parça geometrisi dikkate alınarak optimizasyon yapılır.
Otomatik besleme ve robotik entegrasyon, ayarlanabilir vuruşlu eksantrik preslerde verimliliği ve üretim hattı sürekliliğini artırır. Servo motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar, işlenen parçaların transferi, istiflenmesi ve sonraki üretim istasyonlarına yönlendirilmesini otomatikleştirir. Besleme sistemi, koç hareketi ve vuruş ayarlarıyla senkronize çalışarak her vuruşta malzemenin doğru pozisyonda olmasını sağlar. Bu sistem, hatalı parça oluşumunu minimuma indirir ve üretim hattında yüksek tekrarlanabilirlik sağlar.
Dijital kontrol ve veri analitiği, ayarlanabilir vuruşlu preslerde üretim kalite kontrolünü ve proses optimizasyonunu sağlar. Koç hızı, basma kuvveti, vuruş uzunluğu ve kalıp pozisyonu dijital kontrol panelleri üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses iyileştirmeleri, enerji tasarrufu ve üretim planlaması için değerli bilgiler sağlar.
Enerji verimliliği ve bakım stratejileri, ayarlanabilir vuruşlu preslerin uzun vadeli performansını artırır. Servo tahrikli besleme sistemleri ve doğrudan tahrik mekanizmaları enerji kullanımını optimize eder. Rejeneratif sistemler, koç yukarı hareket ederken oluşan kinetik enerjiyi geri kazanarak sisteme besler. Otomatik yağlama sistemleri, biyel kollar, yataklar ve krank millerini sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Böylece pres uzun süre yüksek performansla çalışabilir ve plansız duruşlar minimize edilir.
Önleyici bakım ve iş güvenliği sistemleri, üretim sürekliliğini ve operatör güvenliğini garanti eder. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri, presin mekanik bileşenlerini sürekli izler. Potansiyel arızalar önceden tespit edilerek plansız duruşlar engellenir. Besleme ve kalıp mekanizmalarına entegre sensörler, malzeme sıkışmaları veya hatalı pozisyonlamaları algılar ve sistemi durdurarak güvenliği sağlar.
Sonuç olarak, ayarlanabilir vuruşlu eksantrik presler; farklı vuruş mesafesi seçenekleri, rijit mekanik yapı, progresif ve kademeli kalıp entegrasyonu, otomatik besleme ve robotik sistemler, dijital kontrol ve veri analitiği, enerji verimliliği ve önleyici bakım özellikleriyle modern üretim hatlarında yüksek esneklik, üretim kapasitesi ve kalite sağlar. Bu presler, otomotiv yan sanayi, beyaz eşya, metal mutfak eşyaları, aydınlatma ve dekoratif metal ürünleri üretiminde uzun ömürlü ve güvenilir bir çözüm sunar.
İstersen bir sonraki aşamada sana ayarlanabilir vuruşlu eksantrik preslerde ileri seviye malzeme akış simülasyonu, kalıp optimizasyonu ve üretim hattı entegrasyonu tekniklerini detaylı şekilde aktarabilirim.
Servo Motor Tahrikli Eksantrik Pres
Servo motor tahrikli eksantrik presler, modern metal şekillendirme ve üretim proseslerinde yüksek hassasiyet, enerji verimliliği ve esnek üretim kapasitesi sunan ileri teknoloji makineler arasında yer alır. Bu presler, klasik mekanik veya hidrolik tahrik sistemlerinin aksine, koç hareketini doğrudan servo motorlar aracılığıyla kontrol eder. Bu sayede koç hızı, vuruş mesafesi ve basma kuvveti çok hassas bir şekilde ayarlanabilir; üretimde yüksek tekrarlanabilirlik ve tutarlı parça kalitesi sağlanır.
Tahrik ve mekanik yapı, servo motor tahrikli preslerin performansını belirleyen temel unsurlardır. Servo motorlar, doğrudan veya dişli mekanizmalarla koça bağlanarak koç hareketini kontrol eder. Bu sistem, yüksek dinamik yanıt süresi ve hassas konum kontrolü sayesinde, farklı malzeme türleri, kalınlıkları ve şekiller için tek bir presin kullanılabilmesini sağlar. Pres gövdesi, yüksek tonajlı basma kuvvetlerini güvenle taşıyacak şekilde rijit ve dayanıklı malzemelerden üretilir. Biyel kollar ve yataklar, koç hareketi sırasında ortaya çıkan dinamik yükleri absorbe ederek presin uzun ömürlü ve stabil çalışmasını garanti eder.
Kalıp tasarımı ve entegrasyonu, servo motor tahrikli eksantrik preslerde kritik bir rol oynar. Kalıplar, malzemenin pres sırasında doğru şekilde yönlendirilmesini ve deformasyonun kontrollü olmasını sağlar. Servo motor kontrollü vuruş ayarı, kalıp içindeki işlemlere göre optimize edilebilir; böylece derin çekme, bükme, kesme veya progresif işlemler sırasında malzeme kayması ve deformasyonu minimize edilir. Kalıp sıkma sistemleri, hidrolik veya pnömatik destek ile pres tablasına güvenli bir şekilde sabitlenir. Bu sayede hem üretim güvenliği hem de parça kalitesi yükselir.
Otomatik besleme ve robotik sistem entegrasyonu, servo motor tahrikli preslerde üretim verimliliğini artırır. Servo motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar, işlenen parçaların transferi, istiflenmesi ve sonraki üretim istasyonlarına yönlendirilmesini otomatikleştirir. Servo motorların hassas kontrol yeteneği, koç hareketi ve besleme sistemiyle senkronize edilerek her vuruşta malzemenin doğru pozisyonda olmasını sağlar. Bu sistem, hatalı parça oluşumunu minimuma indirir ve üretim hattında yüksek tekrarlanabilirlik sağlar.
Dijital kontrol ve veri analitiği, servo motor tahrikli preslerin üretim kalitesini ve süreç optimizasyonunu artırır. Koç hızı, vuruş mesafesi, basma kuvveti ve kalıp pozisyonu dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu, enerji verimliliği ve üretim planlaması için değerli veri setleri oluşturulur.
Enerji verimliliği ve bakım yönetimi, servo motor tahrikli eksantrik preslerin uzun vadeli performansını garanti eder. Servo motorlar, ihtiyaca göre güç harcadıkları için enerji tasarrufu sağlar ve rejeneratif frenleme sistemleri ile koç yukarı hareket ederken ortaya çıkan kinetik enerji geri kazanılabilir. Otomatik yağlama sistemleri, biyel kollar, yataklar ve krank millerini sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Bu sayede pres, uzun süre yüksek performansla çalışabilir ve plansız duruşlar minimize edilir.
Önleyici bakım ve iş güvenliği sistemleri, üretim sürekliliğini ve operatör güvenliğini garanti eder. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri, presin mekanik bileşenlerini sürekli izler. Potansiyel arızalar önceden tespit edilerek plansız duruşlar engellenir. Besleme ve kalıp mekanizmalarına entegre sensörler, malzeme sıkışmaları veya hatalı pozisyonlamaları algılar ve sistemi durdurarak güvenliği sağlar.
Sonuç olarak, servo motor tahrikli eksantrik presler; yüksek hassasiyet, ayarlanabilir vuruş ve basma kuvveti, rijit mekanik yapı, progresif ve kademeli kalıp entegrasyonu, otomatik besleme ve robotik sistemler, dijital kontrol ve veri analitiği, enerji verimliliği ve önleyici bakım özellikleriyle modern üretim hatlarında yüksek kalite, verimlilik ve esneklik sağlar. Otomotiv yan sanayi, beyaz eşya, metal mutfak eşyaları, dekoratif metal ürünleri ve hassas elektronik komponent üretiminde uzun ömürlü ve güvenilir bir çözüm sunar.
İstersen bir sonraki aşamada sana servo motor tahrikli eksantrik preslerde ileri seviye üretim optimizasyonu, vuruş simülasyonu ve kalıp entegrasyonu tekniklerini detaylı şekilde aktarabilirim.
Servo motor tahrikli eksantrik presler, modern üretim süreçlerinde hem yüksek hassasiyet hem de yüksek üretim kapasitesi sağlayan, ileri teknoloji makineler arasında özel bir yere sahiptir. Bu presler, klasik mekanik veya hidrolik sistemlerden farklı olarak, koç hareketini doğrudan servo motorlar aracılığıyla kontrol eder. Servo motorlar, koçun konumunu, hızını ve basma kuvvetini çok hassas ve tekrarlanabilir şekilde ayarlayabilme kabiliyetine sahiptir. Bu sayede tek bir pres, farklı parça geometrileri ve malzeme kalınlıkları için kolayca adapte edilebilir; üretimde hem esneklik hem de yüksek kalite sağlanır.
Mekanik yapı ve tahrik sistemi, servo motor tahrikli preslerin dayanıklılığı ve performansı açısından kritik öneme sahiptir. Koç, servo motor ve genellikle dişli veya kayış kasnak mekanizmaları ile doğrudan tahrik edilir. Bu mekanik sistem, yüksek dinamik yanıt süresi ve hassas konum kontrolü sunar. Pres gövdesi, yüksek tonajlı basma kuvvetlerini güvenle taşıyacak şekilde rijit malzemelerden üretilir. Koç hareketi sırasında biyel kollar, yataklar ve bağlantı elemanları, dinamik yükleri absorbe ederek presin stabil ve uzun ömürlü çalışmasını sağlar. Böylece hem titreşimsiz çalışma hem de parçaların boyutsal doğruluğu korunur.
Kalıp entegrasyonu, servo motor tahrikli preslerde üretim kalitesini doğrudan etkileyen bir diğer önemli unsurdur. Kalıplar, malzemenin pres sırasında doğru şekilde yönlendirilmesini ve kontrollü deformasyonu sağlar. Servo motor kontrollü vuruş ayarı, kalıp işlemlerine göre optimize edilebilir; böylece derin çekme, bükme, kesme ve progresif kalıp işlemlerinde malzeme kayması ve deformasyonu minimize edilir. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıbın pres tablasına güvenli bir şekilde sabitlenmesini sağlar ve işlem güvenliğini artırır. Kalıp tasarımı, malzeme türü, kalınlığı, parça geometrisi ve işlem derinliği dikkate alınarak optimize edilir.
Otomatik besleme ve robotik sistem entegrasyonu, üretim verimliliğini yükselten kritik bir faktördür. Servo motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar, işlenen parçaların transferini, istiflenmesini ve bir sonraki işlem istasyonuna yönlendirilmesini otomatikleştirir. Servo motorların hassas kontrol yeteneği, koç hareketi ile besleme sistemini senkronize ederek her vuruşta malzemenin doğru pozisyonda olmasını sağlar. Bu sistem, hatalı parça oluşumunu minimuma indirir, üretim hattında yüksek tekrarlanabilirlik sağlar ve operatör iş yükünü azaltır.
Dijital kontrol ve veri analitiği, servo motor tahrikli preslerde üretim kalitesini artırır ve proses optimizasyonunu mümkün kılar. Koç hızı, vuruş mesafesi, basma kuvveti ve kalıp pozisyonu dijital kontrol panelleri üzerinden hassas bir şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses iyileştirmeleri, enerji tasarrufu ve üretim planlaması için değerli bilgiler sağlar. Bu, üretim hattında hem kalite kontrol hem de izlenebilirlik sağlar.
Enerji verimliliği ve bakım yönetimi, servo motor tahrikli preslerin uzun vadeli performansını garanti eder. Servo motorlar, sadece ihtiyaç duydukları güç kadar enerji tüketir ve rejeneratif frenleme sistemleri sayesinde koç yukarı hareket ederken ortaya çıkan kinetik enerji geri kazanılır. Otomatik yağlama sistemleri, biyel kollar, yataklar ve krank millerini sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Bu sayede pres uzun süre yüksek performansla çalışabilir, plansız duruşlar minimize edilir ve bakım maliyetleri düşürülür.
Önleyici bakım ve iş güvenliği sistemleri, üretim sürekliliği ve operatör güvenliği açısından hayati öneme sahiptir. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri, presin mekanik bileşenlerini sürekli takip eder. Potansiyel arızalar önceden tespit edilerek plansız duruşlar engellenir. Besleme ve kalıp mekanizmalarına entegre sensörler, malzeme sıkışmaları veya hatalı pozisyonlamaları algılar ve sistemi durdurarak operatör güvenliğini sağlar. Bu sistemler, üretim hattında güvenliği ve proses tekrarlanabilirliğini garanti eder.
Sonuç olarak, servo motor tahrikli eksantrik presler, yüksek hassasiyet, enerji verimliliği, ayarlanabilir vuruş ve basma kuvveti, rijit mekanik yapı, progresif ve kademeli kalıp entegrasyonu, otomatik besleme ve robotik sistemler, dijital kontrol ve veri analitiği, önleyici bakım ve güvenlik sistemleri gibi özellikleriyle modern üretim hatlarında yüksek kalite, esneklik ve verimlilik sağlar. Bu presler, otomotiv yan sanayi, beyaz eşya üretimi, metal mutfak eşyaları, dekoratif metal ürünler ve hassas elektronik komponent üretiminde uzun ömürlü ve güvenilir çözümler sunar.
İstersen bir sonraki adımda sana servo motor tahrikli preslerde ileri seviye kalıp simülasyonu, vuruş optimizasyonu ve üretim hattı entegrasyonu konularını detaylı şekilde aktarabilirim.
Servo motor tahrikli eksantrik presler, endüstriyel üretimde hem yüksek hassasiyet hem de esneklik sağlayan ileri teknoloji makineler arasında ön plana çıkar. Bu presler, mekanik tahrik sistemlerine kıyasla koç hareketini doğrudan servo motorlar aracılığıyla kontrol eder. Servo motorlar, koçun konumunu, hızı ve basma kuvvetini milimetrik hassasiyetle ayarlama yeteneğine sahiptir; bu da üretimde hem yüksek tekrarlanabilirlik hem de tutarlı kalite sağlar. Tek bir presin farklı malzeme kalınlıkları ve parça geometrileri için hızlıca adapte edilebilmesi, üretim hattında esnekliği ve maliyet etkinliğini artırır.
Mekanik yapı ve tahrik sistemi, bu preslerin performansını ve dayanıklılığını belirleyen en kritik unsurlardır. Servo motorlar, genellikle doğrudan veya dişli/kayış kasnak mekanizmalarıyla koça bağlanır ve koç hareketini hassas şekilde kontrol eder. Pres gövdesi, yüksek tonajlı basma kuvvetlerini güvenle taşıyacak rijit malzemelerden üretilir. Koç hareketi sırasında biyel kollar, yataklar ve bağlantı elemanları, dinamik yükleri absorbe ederek titreşimsiz ve uzun ömürlü çalışma sağlar. Bu sayede hem presin ömrü uzar hem de işlenen parçaların boyutsal doğruluğu korunur.
Kalıp tasarımı ve entegrasyonu, servo motor tahrikli preslerde verimlilik ve kaliteyi doğrudan etkiler. Kalıplar, malzemenin pres sırasında doğru şekilde yönlendirilmesini ve kontrollü deformasyonu sağlar. Servo motor kontrollü vuruş ayarı, farklı kalıp işlemleri ve malzeme türleri için optimize edilebilir. Bu, derin çekme, bükme, kesme ve progresif kalıp uygulamalarında malzeme kaymasını ve deformasyonu minimize eder. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıbın pres tablasına güvenli bir şekilde sabitlenmesini sağlayarak hem iş güvenliğini hem de parça kalitesini artırır. Kalıp tasarımında malzeme türü, kalınlığı, parça geometrisi ve işlem derinliği dikkate alınarak optimizasyon yapılır.
Otomatik besleme ve robotik entegrasyon, servo motor tahrikli preslerde üretim verimliliğini artıran kritik bir unsurdur. Servo kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar, işlenen parçaların transferini, istiflenmesini ve bir sonraki işlem istasyonuna yönlendirilmesini otomatikleştirir. Servo motorların hassas kontrol yeteneği, koç hareketi ile besleme sistemini senkronize ederek her vuruşta malzemenin doğru pozisyonda olmasını sağlar. Bu sistem, hatalı parça oluşumunu minimuma indirir, üretim hattında yüksek tekrarlanabilirlik sağlar ve operatör iş yükünü azaltır.
Dijital kontrol ve veri analitiği, üretim sürecinin hassasiyetini ve güvenilirliğini artırır. Koç hızı, vuruş mesafesi, basma kuvveti ve kalıp pozisyonu dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu, enerji tasarrufu ve üretim planlaması için değerli veri setleri oluşturulur. Bu, üretimde hem kalite kontrol hem de izlenebilirlik sağlar.
Enerji verimliliği ve bakım stratejileri, servo motor tahrikli preslerin uzun vadeli performansını garanti eder. Servo motorlar, yalnızca ihtiyaç duydukları kadar enerji harcar ve rejeneratif frenleme sistemleri sayesinde koç yukarı hareket ederken ortaya çıkan kinetik enerji geri kazanılır. Otomatik yağlama sistemleri, biyel kollar, yataklar ve krank millerini sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Bu sayede pres uzun süre yüksek performansla çalışabilir, plansız duruşlar minimize edilir ve bakım maliyetleri düşer.
Önleyici bakım ve iş güvenliği sistemleri, üretim sürekliliği ve operatör güvenliği açısından hayati öneme sahiptir. Titreşim ölçümleri, termal sensörler ve yağ basıncı izleme sistemleri, presin mekanik bileşenlerini sürekli izler. Potansiyel arızalar önceden tespit edilerek plansız duruşlar engellenir. Besleme ve kalıp mekanizmalarına entegre sensörler, malzeme sıkışmaları veya hatalı pozisyonlamaları algılar ve sistemi durdurarak operatör güvenliğini sağlar. Bu sistemler, üretim hattında güvenliği ve proses tekrarlanabilirliğini garanti eder.
Sonuç olarak, servo motor tahrikli eksantrik presler, yüksek hassasiyet, ayarlanabilir vuruş ve basma kuvveti, rijit mekanik yapı, progresif ve kademeli kalıp entegrasyonu, otomatik besleme ve robotik sistemler, dijital kontrol ve veri analitiği, enerji verimliliği ve önleyici bakım özellikleriyle modern üretim hatlarında yüksek kalite, verimlilik ve esneklik sağlar. Otomotiv yan sanayi, beyaz eşya üretimi, metal mutfak eşyaları, dekoratif metal ürünler, hassas elektronik komponent ve medikal ekipman üretiminde uzun ömürlü ve güvenilir çözümler sunar.
İstersen bir sonraki adımda sana servo motor tahrikli preslerde ileri seviye proses simülasyonu, vuruş optimizasyonu ve üretim hattı entegrasyonu tekniklerini detaylı şekilde aktarabilirim.
Çift Kolonlu Eksantrik Pres
Çift kolonlu eksantrik presler, özellikle yüksek tonajlı metal şekillendirme ve derin çekme uygulamalarında tercih edilen endüstriyel makineler arasında öne çıkar. Bu pres tipinin en belirgin özelliği, koçun hareketini destekleyen iki adet rijit kolon bulunmasıdır. Bu kolonlar, pres tablası ile koç arasındaki yapıyı stabilize ederek, yüksek basma kuvvetlerinde bile presin titreşimsiz ve hassas çalışmasını sağlar. Özellikle büyük ve geniş kalıpların kullanımını gerektiren üretim proseslerinde, çift kolonlu tasarım, parça geometrisinin korunmasını ve üretim hatasızlığını garanti eder.
Mekanik yapı ve tahrik sistemi, çift kolonlu preslerde performansın temel belirleyicisidir. Koç hareketi genellikle krank mili veya dişli tahrikli mekanizmalar ile sağlanır. Koç yukarı ve aşağı hareket ederken kolonlar, pres gövdesini destekleyerek rijitliği artırır ve yüksek basma kuvvetleri sırasında oluşabilecek deformasyonları minimize eder. Biyel kollar, yataklar ve diğer bağlantı elemanları, koç hareketinin sorunsuz ve titreşimsiz olmasını sağlayacak şekilde tasarlanır. Bu mekanik stabilite, özellikle büyük ve kalın metal levhaların işlenmesinde parça doğruluğunu artırır.
Kalıp tasarımı ve entegrasyonu, çift kolonlu eksantrik preslerin üretim kapasitesini ve kaliteyi doğrudan etkiler. Büyük ve ağır kalıplar, çift kolon sistemi sayesinde güvenle pres tablasına monte edilebilir. Kalıplar, derin çekme, bükme, kesme veya progresif işlemler için optimize edilir. Kolonların sağladığı stabilite, malzemenin pres sırasında kaymasını veya istenmeyen deformasyonlar oluşmasını önler. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıbın pres tablasına güvenli bir şekilde sabitlenmesini sağlar, bu da hem işlem güvenliğini hem de parçaların boyutsal doğruluğunu artırır.
Otomatik besleme ve üretim hattı entegrasyonu, yüksek üretim hacimli operasyonlarda çift kolonlu preslerin verimliliğini artırır. Servo motor veya elektrik motor kontrollü besleme sistemleri, malzemeyi pres tablasına hassas ve hızlı bir şekilde taşır. Robotik kollar ve otomatik transfer mekanizmaları, işlenen parçaların presten çıktıktan sonra doğru pozisyonda sonraki işlem istasyonuna aktarılmasını sağlar. Bu entegrasyon, üretim sürecinde hatalı parça oranını düşürür ve üretim sürekliliğini güvence altına alır.
Dijital kontrol ve izleme sistemleri, çift kolonlu eksantrik preslerde kalite ve proses kontrolünü artırır. Basma kuvveti, koç hızı ve vuruş uzunluğu dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu, enerji tasarrufu ve bakım planlaması için değerli bilgiler sağlar.
Enerji verimliliği ve bakım yönetimi, bu preslerde uzun vadeli performansın korunmasını sağlar. Pres, yüksek tonajlı uygulamalarda bile enerji tasarruflu çalışacak şekilde tasarlanmıştır. Otomatik yağlama sistemleri, biyel kollar, yataklar ve kolon bağlantı noktalarını sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Rejeneratif sistemler ve servo kontrollü tahrikler, enerji tüketimini optimize eder ve üretim maliyetlerini düşürür.
İş güvenliği ve önleyici bakım sistemleri, çift kolonlu preslerin kritik bir diğer özelliğidir. Kolonlar, pres gövdesinin rijitliğini artırırken, entegre sensörler koç, kalıp ve malzeme konumlarını sürekli izler. Potansiyel sıkışmalar veya arızalar tespit edilirse sistem otomatik olarak durdurulur, böylece operatör güvenliği ve üretim hattı sürekliliği sağlanır.
Sonuç olarak, çift kolonlu eksantrik presler, yüksek tonajlı metal şekillendirme, derin çekme, bükme ve progresif kalıp uygulamalarında yüksek hassasiyet, dayanıklılık ve üretim verimliliği sağlayan makineler olarak öne çıkar. Büyük ve ağır kalıpların güvenle kullanılabilmesi, dijital kontrol sistemleri ile hassas üretim, otomatik besleme ve robotik entegrasyon ile sürekli üretim kapasitesi, enerji verimliliği ve önleyici bakım ile uzun ömürlü çalışma imkanı sunar. Bu presler, otomotiv, beyaz eşya, metal mutfak eşyaları, dekoratif metal ürünler ve ağır sanayi üretim hatlarında güvenilir ve verimli çözümler sağlar.
İstersen bir sonraki aşamada sana çift kolonlu eksantrik preslerde ileri seviye kalıp simülasyonu, vuruş optimizasyonu ve üretim hattı entegrasyonu tekniklerini de detaylı şekilde aktarabilirim.
Çift kolonlu eksantrik presler, modern metal şekillendirme endüstrisinde yüksek tonaj ve hassasiyet gerektiren uygulamalarda vazgeçilmez bir rol oynar. Bu preslerin temel tasarım özelliği, koçun yukarı-aşağı hareketini destekleyen iki adet rijit kolonun bulunmasıdır. Bu kolonlar, pres tablası ile koç arasındaki yapıyı stabilize ederek yüksek basma kuvvetleri altında bile presin titreşimsiz çalışmasını sağlar. Özellikle büyük ve geniş kalıpların kullanıldığı üretim hatlarında, çift kolonlu tasarım, parça geometrisinin korunmasını ve üretimde hatasızlığı garanti eder.
Mekanik yapı ve tahrik sistemi, çift kolonlu eksantrik preslerin performansını ve uzun ömürlü kullanımını belirleyen en kritik unsurlardır. Koç hareketi genellikle krank mili, dişli tahrik veya servo motor sistemi ile sağlanır. Servo motor veya elektrik motor kontrollü tahrikler, koçun yukarı ve aşağı hareketini hassas bir şekilde kontrol ederken, kolonlar pres gövdesinin rijitliğini artırır ve yüksek tonajlı basma kuvvetlerinde oluşabilecek deformasyonları minimize eder. Biyel kollar, yataklar ve bağlantı elemanları, koç hareketi sırasında dinamik yükleri absorbe ederek titreşimsiz ve dengeli bir çalışma sağlar. Bu sayede hem presin mekanik ömrü uzar hem de işlenen parçaların boyutsal doğruluğu korunur.
Kalıp tasarımı ve entegrasyonu, çift kolonlu eksantrik preslerde üretim kalitesini doğrudan etkileyen bir diğer önemli faktördür. Büyük ve ağır kalıplar, çift kolon sistemi sayesinde güvenle pres tablasına monte edilebilir. Kalıplar, derin çekme, bükme, kesme veya progresif işlemler için optimize edilir. Kolonların sağladığı mekanik stabilite, malzemenin pres sırasında kaymasını veya istenmeyen deformasyonları önler. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıbın pres tablasına güvenli bir şekilde sabitlenmesini sağlayarak hem işlem güvenliğini hem de parçaların boyutsal doğruluğunu artırır. Kalıp tasarımında malzeme türü, kalınlığı, parça geometrisi ve işlem derinliği dikkate alınarak optimizasyon yapılır.
Otomatik besleme ve üretim hattı entegrasyonu, yüksek hacimli üretimlerde çift kolonlu preslerin verimliliğini önemli ölçüde artırır. Servo motor veya elektrik motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar ve otomatik transfer mekanizmaları, işlenen parçaların presten çıktıktan sonra doğru pozisyonda bir sonraki işlem istasyonuna aktarılmasını sağlar. Bu entegrasyon, üretim sürecinde hatalı parça oranını düşürür ve üretim sürekliliğini güvence altına alır. Aynı zamanda operatör iş yükünü azaltır ve üretim hattının daha verimli çalışmasını sağlar.
Dijital kontrol ve izleme sistemleri, çift kolonlu eksantrik preslerde üretim kalitesini ve proses güvenilirliğini artırır. Basma kuvveti, koç hızı ve vuruş uzunluğu dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu, enerji tasarrufu ve bakım planlaması için değerli bilgiler oluşturulur. Bu sistemler sayesinde üretimde hem kalite kontrol hem de izlenebilirlik sağlanır.
Enerji verimliliği ve bakım yönetimi, çift kolonlu preslerin uzun vadeli performansını garanti eder. Pres, yüksek tonajlı uygulamalarda bile enerji tasarruflu çalışacak şekilde tasarlanmıştır. Otomatik yağlama sistemleri, biyel kollar, yataklar ve kolon bağlantı noktalarını sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Rejeneratif sistemler ve servo kontrollü tahrikler, enerji tüketimini optimize eder ve üretim maliyetlerini düşürür. Böylece pres uzun süre yüksek performansla çalışabilir ve plansız duruşlar minimize edilir.
İş güvenliği ve önleyici bakım sistemleri, çift kolonlu eksantrik preslerin kritik özelliklerinden biridir. Kolonlar, pres gövdesinin rijitliğini artırırken entegre sensörler koç, kalıp ve malzeme konumlarını sürekli izler. Potansiyel sıkışmalar, aşırı yüklenmeler veya arızalar tespit edilirse sistem otomatik olarak durdurulur. Bu, hem operatör güvenliğini sağlar hem de üretim hattında kesintisiz ve hatasız üretim olanağı yaratır.
Sonuç olarak, çift kolonlu eksantrik presler, yüksek tonajlı metal şekillendirme, derin çekme, bükme, kesme ve progresif kalıp uygulamalarında üstün performans ve uzun ömür sunar. Büyük ve ağır kalıpların güvenle kullanılabilmesi, dijital kontrol sistemleri ile hassas üretim, otomatik besleme ve robotik entegrasyon ile sürekli üretim kapasitesi, enerji verimliliği ve önleyici bakım ile uzun süreli dayanıklılık, bu presleri otomotiv, beyaz eşya, metal mutfak eşyaları, dekoratif metal ürünler ve ağır sanayi üretim hatlarında vazgeçilmez kılar.
İster isen bir sonraki adımda sana çift kolonlu eksantrik preslerde ileri seviye kalıp simülasyonu, titreşim analizi ve üretim hattı entegrasyonu tekniklerini detaylı şekilde aktarabilirim.
Çift kolonlu eksantrik presler, endüstriyel metal şekillendirme süreçlerinde yüksek tonaj ve hassasiyet gerektiren üretimlerde kritik bir rol oynar. Bu presler, koçun yukarı-aşağı hareketini destekleyen iki adet rijit kolon sayesinde, pres tablası ve koç arasındaki yapısal dengeyi sağlayarak yüksek basma kuvvetlerinde dahi titreşimsiz ve hassas çalışmayı garanti eder. Özellikle büyük, geniş veya derin çekme gerektiren parçaların üretiminde, çift kolonlu tasarım, parça geometrisinin korunmasına ve hatasız üretim süreçlerine olanak tanır. Bu yapı, aynı zamanda presin mekanik dayanıklılığını ve uzun ömürlülüğünü artırır.
Mekanik yapı ve tahrik sistemi, çift kolonlu eksantrik preslerin performans ve güvenilirliğini belirleyen en temel unsurlardan biridir. Koç hareketi, genellikle krank mili, dişli tahrik veya servo motor sistemleri aracılığıyla sağlanır. Servo motorlu preslerde, koç hareketi milimetrik hassasiyetle kontrol edilebilirken, kolonlar pres gövdesinin rijitliğini artırarak yüksek tonajlı basma kuvvetlerinde deformasyonları minimize eder. Koç ve kolon arasındaki biyel kollar, yataklar ve bağlantı elemanları, koç hareketi sırasında ortaya çıkan dinamik yükleri absorbe ederek titreşimsiz ve dengeli bir çalışma sağlar. Bu sayede hem presin mekanik ömrü uzar hem de işlenen parçaların boyutsal doğruluğu korunur.
Kalıp tasarımı ve entegrasyonu, çift kolonlu preslerin üretim kapasitesi ve kalite açısından en kritik bileşenlerinden biridir. Büyük ve ağır kalıplar, çift kolon sistemi sayesinde güvenle pres tablasına monte edilebilir. Kalıplar, derin çekme, bükme, kesme veya progresif işlemler için optimize edilmiştir. Kolonların sağladığı stabilite, malzemenin pres sırasında kaymasını veya istenmeyen deformasyonların oluşmasını engeller. Hidrolik veya pnömatik kalıp sıkma sistemleri, kalıbın pres tablasına güvenli bir şekilde sabitlenmesini sağlayarak hem işlem güvenliğini hem de parçaların boyutsal doğruluğunu artırır. Kalıp tasarımı, malzeme türü, kalınlığı, parça geometrisi ve işlem derinliği dikkate alınarak optimize edilir.
Otomatik besleme ve üretim hattı entegrasyonu, çift kolonlu preslerin yüksek üretim verimliliği sağlamasında kilit rol oynar. Servo motor veya elektrik motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar ve otomatik transfer mekanizmaları, işlenen parçaların presten çıktıktan sonra doğru pozisyonda bir sonraki işlem istasyonuna aktarılmasını sağlar. Bu entegrasyon, hatalı parça oluşumunu minimuma indirir, üretim sürekliliğini güvence altına alır ve operatör iş yükünü azaltır. Böylece üretim hattında yüksek verimlilik ve üretim standardizasyonu sağlanır.
Dijital kontrol ve veri analitiği, çift kolonlu preslerin modern üretimdeki başarısını artıran bir diğer önemli unsurdur. Koç hızı, vuruş uzunluğu, basma kuvveti ve kalıp pozisyonu dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu, enerji tasarrufu ve bakım planlaması için değerli bilgiler sunar. Böylece hem kalite kontrol hem de izlenebilirlik sağlanır.
Enerji verimliliği ve bakım yönetimi, çift kolonlu eksantrik preslerin uzun vadeli performansının korunmasını sağlar. Presler, yüksek tonajlı uygulamalarda bile enerji tasarruflu çalışacak şekilde tasarlanmıştır. Otomatik yağlama sistemleri, biyel kollar, yataklar ve kolon bağlantı noktalarını sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Rejeneratif sistemler ve servo kontrollü tahrikler, enerji tüketimini optimize eder ve üretim maliyetlerini düşürür. Bu sayede pres uzun süre yüksek performansla çalışabilir ve plansız duruşlar minimize edilir.
İş güvenliği ve önleyici bakım sistemleri, çift kolonlu preslerin kritik bir diğer özelliğidir. Kolonlar pres gövdesinin rijitliğini artırırken, entegre sensörler koç, kalıp ve malzeme konumlarını sürekli izler. Potansiyel sıkışmalar, aşırı yüklenmeler veya mekanik arızalar tespit edilirse sistem otomatik olarak durdurulur. Bu, hem operatör güvenliğini sağlar hem de üretim hattında kesintisiz ve hatasız üretim olanağı yaratır. Ayrıca presin dijital kontrol sistemi, üretim sürecindeki tüm verileri kaydederek bakım ve kalite raporlaması için kullanılabilir.
Sonuç olarak, çift kolonlu eksantrik presler, yüksek tonajlı metal şekillendirme, derin çekme, bükme, kesme ve progresif kalıp işlemlerinde üstün hassasiyet, dayanıklılık ve üretim verimliliği sağlar. Büyük ve ağır kalıpların güvenle kullanılabilmesi, dijital kontrol ve veri izleme sistemleri ile hassas üretim, otomatik besleme ve robotik entegrasyon ile sürekli üretim kapasitesi, enerji verimliliği ve önleyici bakım ile uzun süreli dayanıklılık, bu presleri otomotiv, beyaz eşya, metal mutfak eşyaları, dekoratif metal ürünler ve ağır sanayi üretim hatlarında vazgeçilmez kılar.
İstersen bir sonraki adımda sana çift kolonlu eksantrik preslerde ileri seviye titreşim analizi, koç optimizasyonu ve üretim hattı entegrasyonu tekniklerini de detaylı şekilde aktarabilirim.
Tek Kolonlu Eksantrik Pres
Tek kolonlu eksantrik presler, özellikle orta tonajlı metal şekillendirme ve bükme uygulamaları için tasarlanmış kompakt ve verimli endüstriyel makineler arasında yer alır. Bu pres tipi, adından da anlaşılacağı üzere koç hareketini destekleyen tek adet kolon ile donatılmıştır. Tek kolonlu tasarım, makinenin boyutunu ve ağırlığını azaltırken, presin genel maliyetini düşürür ve atölye tipinde kullanım için idealdir. Genellikle küçük ve orta boyutlu kalıpların kullanımına uygun olup, geniş üretim hattı gerektirmeyen esnek üretim uygulamalarında yaygın olarak tercih edilir.
Mekanik yapı ve tahrik sistemi, tek kolonlu eksantrik preslerin performansını belirleyen temel unsurlardır. Koç hareketi genellikle krank mili veya dişli/kayış kasnak sistemi ile sağlanır. Tek kolonlu tasarımda, koç yukarı ve aşağı hareket ederken kolon, pres tablasını ve koçu destekler. Bu yapı, yüksek tonajlı uygulamalarda rijitlik sağlayarak koçun yatay kaymasını minimize eder ve titreşimsiz bir çalışma ortamı sunar. Biyel kollar, yataklar ve diğer bağlantı elemanları, koç hareketini sorunsuz ve stabil şekilde yürütür.
Kalıp tasarımı ve entegrasyonu, tek kolonlu preslerde üretim kalitesini doğrudan etkiler. Bu presler, genellikle küçük ve orta boyutlu kalıpların kullanımına uygun olup, derin çekme, bükme veya kesme işlemleri için optimize edilmiş kalıplarla birlikte çalışır. Tek kolonlu yapı, büyük kalıplar için çift kolonlu preslerde olduğu kadar stabilite sağlamasa da, uygun tasarlanmış kalıplarla yüksek doğrulukta sonuçlar elde edilebilir. Kalıp tablası genellikle mekanik veya hidrolik sıkma sistemleriyle desteklenir, bu sayede kalıp pres tablasına güvenle sabitlenir ve işlem sırasında malzemenin doğru konumda kalması sağlanır.
Otomatik besleme ve üretim hattı entegrasyonu, tek kolonlu preslerde verimliliği artırmak için kullanılabilir. Servo motor veya elektrik motor kontrollü besleyiciler, malzemeyi pres tablasına hassas ve hızlı bir şekilde taşır. Otomatik transfer mekanizmaları, işlenen parçaların presten çıktıktan sonra sonraki işlem istasyonuna aktarılmasını sağlar. Bu sayede üretim sürecinde hatalı parça oranı azalır ve operatör iş yükü minimuma iner. Tek kolonlu presler, özellikle esnek üretim hatlarında küçük ve orta serili üretimlerde avantaj sağlar.
Dijital kontrol ve izleme sistemleri, tek kolonlu eksantrik preslerde kalite ve hassasiyeti artırır. Basma kuvveti, koç hızı ve vuruş uzunluğu dijital paneller üzerinden ayarlanabilir. Entegre sensörler, işlenen parçaların boyutsal doğruluğunu ve besleme sisteminin performansını sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek süreç optimizasyonu yapılabilir. Böylece üretimde hem kalite kontrol hem de izlenebilirlik sağlanır.
Enerji verimliliği ve bakım stratejileri, tek kolonlu preslerin uzun vadeli kullanımında önemlidir. Pres, enerji tasarruflu çalışacak şekilde tasarlanmıştır. Otomatik yağlama sistemleri, biyel kollar ve yatakları sürekli yağlayarak mekanik aşınmayı azaltır. Servo motor veya elektrik motor kontrollü sistemler, enerji tüketimini optimize eder ve bakım aralıklarını uzatır. Bu sayede pres uzun süre yüksek performansla çalışabilir ve plansız duruşlar minimize edilir.
İş güvenliği ve önleyici bakım sistemleri, tek kolonlu eksantrik preslerde operatör güvenliğini ve üretim sürekliliğini artırır. Koç, kalıp ve malzeme konumları sensörlerle sürekli izlenir. Potansiyel sıkışmalar veya aşırı yüklenmeler tespit edildiğinde sistem otomatik olarak durdurulur. Bu, operatör güvenliğini sağlarken üretim hattında kesintisiz ve hatasız üretim olanağı yaratır.
Sonuç olarak, tek kolonlu eksantrik presler, küçük ve orta tonajlı metal şekillendirme işlemlerinde kompakt, verimli ve ekonomik çözümler sunar. Orta boyutlu kalıpların güvenle kullanılabilmesi, dijital kontrol ve veri izleme sistemleri ile hassas üretim, otomatik besleme ile verimlilik, enerji tasarrufu ve önleyici bakım özellikleri ile uzun süreli güvenilirlik sağlar. Bu presler, atölye tipi üretimler, küçük seri üretimler, metal bükme, kesme ve derin çekme işlemleri için ideal bir çözüm olarak endüstride yaygın şekilde tercih edilir.
İstersen bir sonraki aşamada sana tek kolonlu eksantrik preslerde ileri seviye koç optimizasyonu, titreşim analizi ve küçük seri üretim entegrasyonu tekniklerini de detaylı şekilde aktarabilirim.
Tek kolonlu eksantrik presler, endüstride özellikle orta ve küçük tonajlı metal şekillendirme uygulamalarında sıkça tercih edilen kompakt ve esnek makineler arasında yer alır. Tek kolonlu tasarım, makinenin boyutunu ve ağırlığını azaltarak daha düşük maliyetle üretim yapabilme imkânı sunar. Bu presler, özellikle atölye tipi üretimlerde, küçük seri üretim hatlarında ve esnek üretim süreçlerinde avantaj sağlar. Tek kolon, koç hareketini destekleyerek pres tablası ile koç arasındaki mekanik dengeyi sağlar ve yüksek basma kuvvetlerinde koçun yatay kaymasını minimize ederek titreşimsiz çalışma olanağı sunar.
Mekanik yapı ve tahrik sistemi, tek kolonlu eksantrik preslerin performansını ve uzun ömürlü kullanımını doğrudan etkiler. Koç hareketi genellikle krank mili, dişli tahrik veya kayış kasnak sistemi ile sağlanır. Bazı modern modellerde ise servo motor tahrikli sistemler kullanılarak koç hareketi daha hassas ve programlanabilir hâle getirilir. Tek kolon yapısı, presin rijitliğini sağlarken, koç hareketinde yatay kaymaları önleyerek özellikle orta tonajlı basma, bükme ve kesme işlemlerinde yüksek doğruluk sağlar. Biyel kollar, yataklar ve bağlantı elemanları, koç hareketini stabil ve dengeli bir şekilde yönlendirir, böylece hem makine ömrü uzar hem de işlenen parçaların boyutsal hassasiyeti korunur.
Kalıp tasarımı ve entegrasyonu, tek kolonlu preslerde üretim kalitesini doğrudan belirler. Bu presler, genellikle küçük ve orta boy kalıpların kullanımına uygundur. Derin çekme, bükme veya kesme gibi işlemler için optimize edilmiş kalıplar, pres tablasına mekanik veya hidrolik sıkma sistemleri ile sabitlenir. Tek kolonlu yapı, büyük kalıplar için çift kolonlu preslerde sağlanan stabiliteyi tam anlamıyla veremese de, doğru kalıp tasarımı ve uygun malzeme seçimi ile yüksek doğruluk ve kalite sağlanabilir. Kalıp tasarımında malzeme türü, kalınlık, parça geometrisi ve işlem derinliği dikkate alınarak optimize edilir.
Otomatik besleme sistemleri, tek kolonlu preslerde üretim verimliliğini artıran önemli bir bileşendir. Servo motor veya elektrik motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik veya mekanik transfer sistemleri ile işlenen parçalar, presten çıktıktan sonra doğru pozisyonda bir sonraki işlem istasyonuna aktarılır. Bu sistem, hatalı parça oranını düşürür ve üretim sürekliliğini güvence altına alır. Tek kolonlu presler, özellikle esnek üretim hatları ve küçük seri üretim uygulamaları için uygundur.
Dijital kontrol ve izleme sistemleri, tek kolonlu eksantrik preslerde kalite ve hassasiyeti artırır. Koç hızı, vuruş uzunluğu ve basma kuvveti dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek süreç optimizasyonu yapılabilir. Böylece üretimde hem kalite kontrol hem de izlenebilirlik sağlanır.
Enerji verimliliği ve bakım yönetimi, tek kolonlu eksantrik preslerde uzun süreli ve güvenilir üretimi destekler. Presler, enerji tasarruflu çalışacak şekilde tasarlanmıştır. Otomatik yağlama sistemleri, biyel kollar, yataklar ve kolon bağlantı noktalarını sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Servo motor veya elektrik motor kontrollü sistemler, enerji tüketimini optimize eder ve üretim maliyetlerini düşürür. Böylece pres uzun süre yüksek performansla çalışabilir ve plansız duruşlar minimize edilir.
İş güvenliği ve önleyici bakım sistemleri, tek kolonlu eksantrik preslerde operatör güvenliğini ve üretim sürekliliğini artırır. Koç, kalıp ve malzeme konumları sensörlerle sürekli izlenir. Potansiyel sıkışmalar veya aşırı yüklenmeler tespit edildiğinde sistem otomatik olarak durdurulur. Bu özellik, hem operatör güvenliğini sağlar hem de üretim hattında kesintisiz ve hatasız üretim olanağı yaratır. Dijital kontrol sistemleri, üretim sürecindeki tüm verileri kaydederek bakım ve kalite raporlaması için kullanılabilir.
Sonuç olarak, tek kolonlu eksantrik presler, küçük ve orta tonajlı metal şekillendirme işlemlerinde kompakt, ekonomik ve verimli çözümler sunar. Orta boyutlu kalıpların güvenle kullanılabilmesi, dijital kontrol ve veri izleme sistemleri ile hassas üretim, otomatik besleme ile verimlilik, enerji tasarrufu ve önleyici bakım özellikleri ile uzun süreli güvenilirlik sağlar. Bu presler, atölye tipi üretimler, küçük seri üretimler, metal bükme, kesme ve derin çekme işlemleri için ideal bir çözüm olarak endüstride yaygın şekilde tercih edilir.
İstersen bir sonraki adımda sana tek kolonlu eksantrik preslerde ileri seviye kalıp simülasyonu, titreşim analizi ve koç hareket optimizasyonu tekniklerini de detaylı şekilde aktarabilirim.
Tek kolonlu eksantrik presler, endüstride esnek ve kompakt üretim çözümleri sunan makineler olarak öne çıkar. Tek kolon yapısı sayesinde makine boyutu ve ağırlığı azaltılmış olup, yatırım maliyeti düşürülmüştür. Bu presler özellikle atölye tipi üretimler, küçük ve orta seri üretimler, prototip üretimi ve hassas metal şekillendirme uygulamalarında tercih edilir. Tek kolon, koç hareketini yukarı-aşağı desteklerken pres tablası ile koç arasındaki dengeyi sağlar; böylece titreşimsiz ve stabil bir çalışma ortamı elde edilir. Orta tonajlı basma kuvvetleri ve bükme işlemleri için idealdir, fakat çok büyük ve ağır kalıplarda çift kolonlu preslerdeki kadar rijitlik sağlayamaz.
Mekanik yapı ve tahrik sistemleri, tek kolonlu eksantrik preslerin en kritik unsurlarından biridir. Koç hareketi genellikle krank mili, dişli-kayış kasnak sistemi veya servo motor tahriki ile sağlanır. Servo motor kontrollü sistemlerde koç hızı ve vuruş uzunluğu programlanabilir, üretim sırasında hassas ayarlamalar yapılabilir. Tek kolonlu yapı, koçun yatay kaymasını minimize ederek malzemenin pres sırasında doğru pozisyonda kalmasını sağlar. Koçun hareketini yönlendiren biyel kollar, yataklar ve bağlantı elemanları, dinamik yükleri absorbe ederek titreşimsiz ve dengeli bir operasyon sunar. Bu sayede hem presin mekanik ömrü artar hem de işlenen parçaların boyutsal doğruluğu korunur.
Kalıp tasarımı ve entegrasyonu, tek kolonlu preslerde üretim kalitesini doğrudan etkiler. Bu presler, genellikle küçük ve orta boy kalıplarla kullanım için uygundur. Kalıplar, derin çekme, bükme, kesme veya progresif işlemler için optimize edilir ve mekanik veya hidrolik sıkma sistemleriyle pres tablasına güvenle sabitlenir. Tek kolonlu yapıda büyük kalıpların stabilitesi sınırlı olsa da, doğru kalıp tasarımı ve uygun malzeme seçimi ile yüksek hassasiyet sağlanabilir. Kalıp tasarımında, işlenecek parçanın malzeme türü, kalınlığı, geometrisi ve işlem derinliği dikkate alınarak optimize edilir.
Otomatik besleme ve üretim hattı entegrasyonu, tek kolonlu preslerin verimliliğini artırır. Servo motor veya elektrik motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik veya mekanik transfer sistemleri, işlenen parçaların presten çıktıktan sonra bir sonraki işlem istasyonuna doğru pozisyonda aktarılmasını sağlar. Bu entegrasyon sayesinde hatalı parça oranı azalır ve operatör iş yükü minimuma iner. Tek kolonlu presler, özellikle esnek üretim hatları ve küçük seri üretim uygulamaları için uygundur ve hızlı üretim değişiklikleri ile kolayca adaptasyon sağlar.
Dijital kontrol ve izleme sistemleri, tek kolonlu eksantrik preslerde üretim hassasiyetini ve kaliteyi artırır. Koç hızı, vuruş uzunluğu ve basma kuvveti dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu yapılabilir. Bu sistemler sayesinde hem kalite kontrol hem de izlenebilirlik sağlanır.
Enerji verimliliği ve bakım yönetimi, tek kolonlu preslerin uzun vadeli performansını güvence altına alır. Pres, enerji tasarruflu çalışacak şekilde tasarlanmıştır. Otomatik yağlama sistemleri, biyel kollar, yataklar ve kolon bağlantı noktalarını sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Servo motor veya elektrik motor kontrollü tahrikler, enerji tüketimini optimize eder ve üretim maliyetlerini düşürür. Bu sayede pres uzun süre yüksek performansla çalışabilir ve plansız duruşlar minimize edilir.
İş güvenliği ve önleyici bakım sistemleri, tek kolonlu eksantrik preslerde operatör güvenliğini ve üretim sürekliliğini artırır. Koç, kalıp ve malzeme konumları sensörlerle sürekli izlenir. Potansiyel sıkışmalar veya aşırı yüklenmeler tespit edildiğinde sistem otomatik olarak durdurulur. Bu özellik, hem operatör güvenliğini sağlar hem de üretim hattında kesintisiz ve hatasız üretim olanağı yaratır. Dijital kontrol sistemi, üretim sürecindeki tüm verileri kaydederek bakım ve kalite raporlaması için kullanılabilir.
Sonuç olarak, tek kolonlu eksantrik presler, kompakt yapısı, esnek üretim kapasitesi ve ekonomik işletme maliyeti ile küçük ve orta tonajlı metal şekillendirme işlemlerinde ideal çözümler sunar. Orta boyutlu kalıpların güvenle kullanılabilmesi, dijital kontrol ve izleme sistemleri ile hassas üretim, otomatik besleme ile verimlilik, enerji tasarrufu ve önleyici bakım ile uzun süreli güvenilirlik sağlar. Bu presler, atölye tipi üretimler, küçük seri üretimler, metal bükme, kesme ve derin çekme işlemleri için endüstride yaygın şekilde tercih edilir ve esnek üretim gereksinimlerini karşılar.
İstersen bir sonraki adımda sana tek kolonlu eksantrik preslerde ileri seviye titreşim analizi, koç optimizasyonu ve kalıp entegrasyonu tekniklerini detaylı şekilde aktarabilirim.
H Tipi Eksantrik Pres
H tipi eksantrik presler, endüstride özellikle yüksek tonajlı metal şekillendirme işlemleri için tasarlanmış güçlü ve rijit makineler arasında yer alır. Adını, pres gövdesinin yan görünümünde “H” harfini andıran kolon ve çerçeve yapısından alır. Bu yapı, pres tablası ve koç arasındaki yük dağılımını optimize ederek yüksek basma kuvvetlerinde bile deformasyonsuz ve stabil bir çalışma olanağı sağlar. H tipi presler, büyük boyutlu kalıpların kullanımına uygundur ve genellikle derin çekme, bükme, kesme, progresif kalıp ve ağır sanayi üretim hatları gibi uygulamalarda tercih edilir.
Mekanik yapı ve tahrik sistemi, H tipi eksantrik preslerin dayanıklılığını ve performansını belirleyen en kritik unsurlardır. Koç hareketi, genellikle çift krank mili, dişli tahrik, kayış-kasnak sistemi veya servo motor tahriki ile sağlanır. H tipi tasarım, pres tablası ve koç arasındaki rijitliği maksimum düzeye çıkararak, yüksek tonajlı uygulamalarda titreşimleri minimize eder. Koçun yukarı-aşağı hareketini yönlendiren biyel kollar, yataklar ve bağlantı elemanları, dinamik yükleri absorbe ederek presin dengeli ve uzun ömürlü çalışmasını sağlar. Bu yapı, özellikle ağır kalıpların ve büyük parçaların üretiminde mekanik güvenliği artırır.
Kalıp tasarımı ve entegrasyonu, H tipi preslerin üretim kapasitesini doğrudan etkiler. Büyük ve ağır kalıplar, H tipi presin rijit gövdesine güvenle monte edilir. Kalıplar, derin çekme, progresif kalıp veya bükme işlemleri için optimize edilmiştir. H tipi gövde, malzemenin pres sırasında kaymasını veya istenmeyen deformasyon oluşumunu engeller. Kalıp tablası genellikle hidrolik veya mekanik sıkma sistemleri ile donatılır; bu sayede kalıp güvenle pres tablasına sabitlenir ve işlem sırasında parçaların doğru konumda kalması sağlanır. Kalıp tasarımında, işlenecek malzemenin türü, kalınlığı ve parça geometrisi dikkate alınarak optimize edilir.
Otomatik besleme ve üretim hattı entegrasyonu, H tipi eksantrik preslerin üretim verimliliğini artıran bir diğer önemli faktördür. Servo motor veya elektrik motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar ve otomatik transfer mekanizmaları, işlenen parçaların presten çıktıktan sonra bir sonraki işlem istasyonuna doğru pozisyonda aktarılmasını sağlar. Bu sistem, hatalı parça oluşumunu minimuma indirir, üretim sürekliliğini güvence altına alır ve operatör iş yükünü azaltır.
Dijital kontrol ve izleme sistemleri, H tipi eksantrik preslerde üretim hassasiyetini artırır. Koç hızı, vuruş uzunluğu ve basma kuvveti dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu yapılabilir. Bu sayede hem kalite kontrol hem de izlenebilirlik sağlanır.
Enerji verimliliği ve bakım yönetimi, H tipi preslerin uzun süreli performansını güvence altına alır. Otomatik yağlama sistemleri, biyel kollar ve yatakları sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Servo motor veya elektrik motor kontrollü sistemler, enerji tüketimini optimize eder ve üretim maliyetlerini düşürür. Bu sayede pres, yüksek tonajlı işlemlerde uzun süre güvenilir şekilde çalışabilir ve plansız duruşlar minimize edilir.
İş güvenliği ve önleyici bakım sistemleri, H tipi eksantrik preslerde operatör güvenliği ve üretim sürekliliğini artırır. Koç, kalıp ve malzeme konumları sensörlerle sürekli izlenir. Potansiyel sıkışmalar veya aşırı yüklenmeler tespit edildiğinde sistem otomatik olarak durdurulur. Dijital kontrol sistemi, üretim sürecindeki tüm verileri kaydederek bakım ve kalite raporlaması için kullanılabilir.
Sonuç olarak, H tipi eksantrik presler, yüksek tonajlı metal şekillendirme, derin çekme, bükme, kesme ve progresif kalıp işlemlerinde üstün hassasiyet, dayanıklılık ve üretim verimliliği sağlar. Büyük ve ağır kalıpların güvenle kullanılabilmesi, dijital kontrol ve veri izleme sistemleri ile hassas üretim, otomatik besleme ve robotik entegrasyon ile sürekli üretim kapasitesi, enerji verimliliği ve önleyici bakım ile uzun süreli dayanıklılık bu presleri otomotiv, beyaz eşya, dekoratif metal ürünler ve ağır sanayi üretim hatlarında vazgeçilmez kılar.
İstersen bir sonraki adımda sana H tipi eksantrik preslerde ileri seviye titreşim analizi, koç optimizasyonu ve büyük seri üretim entegrasyonu tekniklerini de detaylı şekilde aktarabilirim.
H tipi eksantrik presler, özellikle yüksek tonajlı ve ağır sanayi uygulamaları için tasarlanmış makineler arasında endüstride kritik bir yere sahiptir. Bu preslerin gövde yapısı, yan görünümde “H” harfini andıracak şekilde tasarlanmıştır; üst ve alt kirişler, koç ve tabla arasındaki yükü dengeli bir biçimde dağıtarak presin yüksek basma kuvvetlerinde bile deformasyonsuz çalışmasını sağlar. H tipi gövde, özellikle derin çekme, bükme, kesme ve progresif kalıp işlemleri gibi yüksek hassasiyet ve tonaj gerektiren üretim uygulamalarında kullanılır. Bu yapı sayesinde büyük kalıplar ve ağır iş parçaları güvenle işlenebilir, operatör güvenliği ve üretim kalitesi artırılır.
Mekanik yapı ve tahrik sistemleri, H tipi preslerin performansını belirleyen temel unsurlardandır. Koç hareketi, genellikle çift krank mili, dişli tahrik, kayış-kasnak sistemi veya servo motor tahriki ile sağlanır. H tipi presin rijit gövdesi, yüksek tonajlı işlemler sırasında titreşimleri ve yatay kaymaları minimize ederek koçun stabil hareket etmesini sağlar. Koçun hareketini yönlendiren biyel kollar, yataklar ve bağlantı elemanları, dinamik yükleri absorbe ederek presin dengeli ve uzun ömürlü çalışmasını garanti eder. Bu mekanik tasarım, özellikle büyük kalıplar ve ağır malzemeler ile yapılan işlemlerde hem üretim doğruluğunu artırır hem de makine ömrünü uzatır.
Kalıp tasarımı ve entegrasyonu, H tipi preslerin üretim kapasitesini doğrudan etkiler. Büyük ve ağır kalıplar, H tipi presin rijit gövdesine güvenle monte edilir. Kalıplar, derin çekme, bükme, kesme veya progresif kalıp işlemleri için özel olarak optimize edilir. H tipi gövde, malzemenin pres sırasında kaymasını ve deformasyon oluşumunu önler. Kalıp tablası genellikle hidrolik veya mekanik sıkma sistemleri ile donatılır; bu sayede kalıp güvenle pres tablasına sabitlenir ve işlem sırasında parçaların doğru konumda kalması sağlanır. Kalıp tasarımında, işlenecek malzemenin türü, kalınlığı ve parça geometrisi dikkate alınarak optimize edilir.
Otomatik besleme ve üretim hattı entegrasyonu, H tipi eksantrik preslerde verimliliği artıran kritik bir unsurdur. Servo motor veya elektrik motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar ve otomatik transfer mekanizmaları, işlenen parçaların presten çıktıktan sonra bir sonraki işlem istasyonuna doğru pozisyonda aktarılmasını sağlar. Bu sistemler, hatalı parça oluşumunu minimuma indirir, üretim sürekliliğini garanti altına alır ve operatör iş yükünü azaltır. H tipi presler, özellikle yüksek tonajlı üretim hatları ve seri üretim uygulamaları için uygundur ve hızlı üretim değişikliklerine kolayca adapte edilebilir.
Dijital kontrol ve izleme sistemleri, H tipi eksantrik preslerde üretim hassasiyetini ve kaliteyi artırır. Koç hızı, vuruş uzunluğu ve basma kuvveti dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek proses optimizasyonu yapılabilir. Bu sistemler sayesinde hem kalite kontrol hem de üretim izlenebilirliği sağlanır.
Enerji verimliliği ve bakım yönetimi, H tipi preslerin uzun vadeli performansını güvence altına alır. Otomatik yağlama sistemleri, biyel kollar, yataklar ve kolon bağlantı noktalarını sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Servo motor veya elektrik motor kontrollü tahrikler, enerji tüketimini optimize eder ve üretim maliyetlerini düşürür. Bu sayede pres, yüksek tonajlı işlemlerde uzun süre güvenilir şekilde çalışabilir ve plansız duruşlar minimize edilir.
İş güvenliği ve önleyici bakım sistemleri, H tipi eksantrik preslerde operatör güvenliğini ve üretim sürekliliğini artırır. Koç, kalıp ve malzeme konumları sensörlerle sürekli izlenir. Potansiyel sıkışmalar veya aşırı yüklenmeler tespit edildiğinde sistem otomatik olarak durdurulur. Dijital kontrol sistemi, üretim sürecindeki tüm verileri kaydederek bakım ve kalite raporlaması için kullanılabilir.
Sonuç olarak, H tipi eksantrik presler, yüksek tonajlı metal şekillendirme işlemlerinde üstün dayanıklılık, hassasiyet ve verimlilik sunar. Büyük ve ağır kalıpların güvenle kullanılabilmesi, dijital kontrol ve veri izleme sistemleri ile hassas üretim, otomatik besleme ve robotik entegrasyon ile sürekli üretim kapasitesi, enerji verimliliği ve önleyici bakım ile uzun süreli dayanıklılık sağlar. H tipi presler, otomotiv, beyaz eşya, ağır sanayi ve dekoratif metal ürün üretim hatlarında vazgeçilmez bir ekipmandır.
H tipi eksantrik presler, endüstride yüksek tonajlı metal şekillendirme, bükme, kesme ve derin çekme uygulamalarında kullanılan en dayanıklı ve verimli makinelerden biridir. Gövde tasarımı, yan görünümde “H” harfini andıracak şekilde olup, üst ve alt kirişler ile koç ve pres tablası arasındaki yük dağılımını optimize eder. Bu tasarım sayesinde pres, yüksek basma kuvvetlerinde dahi deformasyonsuz çalışabilir ve büyük kalıpların güvenle kullanılmasına olanak tanır. H tipi presler, otomotiv, beyaz eşya, ağır sanayi ve dekoratif metal üretim hatları gibi yüksek tonaj ve sürekli üretim gerektiren endüstrilerde öncelikli tercih edilen makineler arasında yer alır.
Mekanik yapı ve tahrik sistemleri, H tipi preslerin performansını belirleyen en kritik unsurlardır. Koç hareketi genellikle çift krank mili, dişli tahrik, kayış-kasnak sistemi veya servo motor tahriki ile sağlanır. H tipi gövde, koç hareketini stabilize ederek yatay kaymaları ve titreşimleri minimize eder. Bu özellik, özellikle büyük kalıplar ve ağır parçalar ile yapılan işlemlerde hem mekanik güvenliği artırır hem de üretim doğruluğunu korur. Koçun hareketini yönlendiren biyel kollar, yataklar ve bağlantı elemanları, dinamik yükleri absorbe ederek presin dengeli ve uzun ömürlü çalışmasını sağlar. H tipi presler, yüksek tonajlı üretim uygulamalarında rijitliği ve mekanik dayanıklılığı ile öne çıkar.
Kalıp tasarımı ve entegrasyonu, H tipi preslerin üretim kapasitesini doğrudan etkiler. Büyük ve ağır kalıplar, H tipi presin rijit gövdesine güvenle monte edilir. Kalıplar, derin çekme, progresif kalıp, bükme veya kesme işlemleri için optimize edilir. H tipi gövde, malzemenin pres sırasında kaymasını ve istenmeyen deformasyonu önler. Kalıp tablası genellikle hidrolik veya mekanik sıkma sistemleri ile donatılır; bu sayede kalıp güvenle pres tablasına sabitlenir ve işlem sırasında parçaların doğru pozisyonda kalması sağlanır. Kalıp tasarımında işlenecek malzemenin türü, kalınlığı, geometrisi ve işlem derinliği dikkate alınarak optimize edilir. Bu yaklaşım, üretim kalitesini artırırken aynı zamanda kalıp ve pres ömrünü uzatır.
Otomatik besleme ve üretim hattı entegrasyonu, H tipi eksantrik preslerde verimliliği artıran kritik bir unsurdur. Servo motor veya elektrik motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar ve otomatik transfer mekanizmaları, işlenen parçaların presten çıktıktan sonra bir sonraki işlem istasyonuna doğru pozisyonda aktarılmasını sağlar. Bu sistemler, hatalı parça oluşumunu minimuma indirir ve üretim sürekliliğini garanti altına alır. H tipi presler, özellikle seri üretim hatları ve yüksek tonajlı üretim uygulamaları için uygundur. Bu sayede üretim hattı, hızlı değişikliklere ve farklı parça tiplerine kolayca adapte edilebilir.
Dijital kontrol ve izleme sistemleri, H tipi preslerde üretim hassasiyetini ve kaliteyi artırır. Koç hızı, vuruş uzunluğu ve basma kuvveti dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek süreç optimizasyonu yapılabilir. Bu sistemler sayesinde hem kalite kontrol hem de üretim izlenebilirliği sağlanır, süreç verimliliği artırılır.
Enerji verimliliği ve bakım yönetimi, H tipi preslerin uzun süreli performansını güvence altına alır. Otomatik yağlama sistemleri, biyel kollar ve yatakları sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Servo motor veya elektrik motor kontrollü tahrikler, enerji tüketimini optimize eder ve üretim maliyetlerini düşürür. H tipi presler, yüksek tonajlı işlemlerde uzun süre güvenilir şekilde çalışabilir, plansız duruşlar minimize edilir ve üretim sürekliliği sağlanır.
İş güvenliği ve önleyici bakım sistemleri, H tipi eksantrik preslerde operatör güvenliği ve üretim sürekliliğini artırır. Koç, kalıp ve malzeme konumları sensörlerle sürekli izlenir. Potansiyel sıkışmalar veya aşırı yüklenmeler tespit edildiğinde sistem otomatik olarak durdurulur. Dijital kontrol sistemi, üretim sürecindeki tüm verileri kaydederek bakım ve kalite raporlaması için kullanılabilir. Ayrıca, H tipi preslerde operatör güvenliğini artırmak amacıyla mekanik ve elektronik emniyet kapıları, ışık perdeleri ve acil durdurma sistemleri standart olarak bulunur.
Sonuç olarak, H tipi eksantrik presler, yüksek tonajlı metal şekillendirme, derin çekme, bükme, kesme ve progresif kalıp işlemlerinde üstün dayanıklılık, hassasiyet ve üretim verimliliği sunar. Büyük ve ağır kalıpların güvenle kullanılabilmesi, dijital kontrol ve veri izleme sistemleri ile hassas üretim, otomatik besleme ve robotik entegrasyon ile sürekli üretim kapasitesi, enerji verimliliği ve önleyici bakım ile uzun süreli dayanıklılık bu presleri otomotiv, beyaz eşya, ağır sanayi ve dekoratif metal üretim hatlarında vazgeçilmez kılar.
İstersen, bir sonraki adımda sana H tipi eksantrik preslerde ileri seviye kalıp simülasyonu, titreşim analizi, koç hareket optimizasyonu ve yüksek tonajlı seri üretim tekniklerini detaylı şekilde aktarabilirim.
C Tipi Eksantrik Pres
C tipi eksantrik presler, endüstride kompakt, esnek ve hızlı üretim uygulamaları için tasarlanmış makineler arasında yer alır. Adını, pres gövdesinin yan görünümde “C” harfini andıran açık kolon yapısından alır. Bu açık tasarım, operatörün kalıplara ve iş parçasına kolay erişmesini sağlar; özellikle küçük ve orta boyutlu parçaların şekillendirilmesi, bükme, kesme ve derin çekme işlemleri için idealdir. C tipi presler, atölye tipi üretimden küçük ve orta seri üretim hatlarına kadar geniş bir uygulama alanına sahiptir.
Mekanik yapı ve tahrik sistemleri, C tipi eksantrik preslerin dayanıklılığı ve performansını belirler. Koç hareketi genellikle tek krank mili, dişli tahrik, kayış-kasnak sistemi veya servo motor tahriki ile sağlanır. Açık kolon yapısı sayesinde operatör kalıplara kolay erişebilirken, presin rijitliği orta tonajlı işlemler için yeterli düzeydedir. Koçun hareketini yönlendiren biyel kollar ve yatak sistemleri, yükleri dengeli şekilde absorbe ederek titreşimsiz ve stabil bir çalışma ortamı sağlar. Bu yapı, özellikle hassas parçaların üretiminde boyutsal doğruluğu korur ve mekanik ömrü uzatır.
Kalıp tasarımı ve entegrasyonu, C tipi preslerde üretim verimliliği açısından önemlidir. Açık kolon tasarımı, kalıpların ve iş parçalarının hızlı şekilde monte edilmesine olanak tanır. Kalıp tablası genellikle hidrolik veya mekanik sıkma sistemleri ile donatılır, böylece kalıp güvenle pres tablasına sabitlenir. Kalıplar, bükme, kesme veya progresif işlemler için optimize edilir. İşlenecek parçanın malzeme türü, kalınlığı ve geometrisi dikkate alınarak kalıp tasarımı yapılır, bu sayede hem parçanın kalitesi hem de presin performansı artırılır.
Otomatik besleme ve üretim hattı entegrasyonu, C tipi eksantrik preslerin üretim verimliliğini artıran bir diğer önemli özelliktir. Servo motor veya elektrik motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar veya mekanik transfer sistemleri, işlenen parçaları bir sonraki işlem istasyonuna doğru pozisyonda aktarır. Bu sayede üretimde hatalı parça oranı azalır, operatör iş yükü minimuma iner ve üretim sürekliliği sağlanır. C tipi presler, özellikle esnek üretim hatları ve küçük-orta seri üretim uygulamaları için uygundur.
Dijital kontrol ve izleme sistemleri, C tipi eksantrik preslerde üretim hassasiyetini ve kaliteyi artırır. Koç hızı, vuruş uzunluğu ve basma kuvveti dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek süreç optimizasyonu yapılabilir. Bu sistemler, hem kalite kontrol hem de izlenebilirlik açısından önemli avantajlar sağlar.
Enerji verimliliği ve bakım yönetimi, C tipi preslerin uzun ömürlü ve güvenilir çalışmasını sağlar. Otomatik yağlama sistemleri, biyel kollar, yataklar ve bağlantı noktalarını sürekli yağlayarak aşınmayı azaltır ve bakım aralıklarını uzatır. Servo motor veya elektrik motor kontrollü sistemler, enerji tüketimini optimize eder ve üretim maliyetlerini düşürür. C tipi presler, orta tonajlı işlemlerde uzun süre güvenilir şekilde çalışabilir ve plansız duruşlar minimize edilir.
İş güvenliği ve önleyici bakım sistemleri, C tipi eksantrik preslerde operatör güvenliği ve üretim sürekliliğini artırır. Koç, kalıp ve malzeme konumları sensörlerle izlenir. Potansiyel sıkışmalar veya aşırı yüklenmeler tespit edildiğinde sistem otomatik olarak durdurulur. Mekanik ve elektronik emniyet kapıları, ışık perdeleri ve acil durdurma sistemleri standart olarak bulunur.
Sonuç olarak, C tipi eksantrik presler, kompakt yapısı, operatör erişimi, esnek kullanım alanı ve orta tonajlı üretim kapasitesi ile küçük ve orta ölçekli üretim hatları için ideal çözümler sunar. Açık kolon yapısı sayesinde kalıpların ve iş parçalarının hızlı değişimi, dijital kontrol ve izleme sistemleri ile hassas üretim, otomatik besleme ile yüksek verimlilik ve enerji tasarrufu ile uzun ömür, bu presleri atölye ve küçük seri üretim uygulamalarında vazgeçilmez kılar.
İstersen bir sonraki adımda sana C tipi eksantrik preslerde ileri seviye kalıp tasarımı, koç hareket optimizasyonu ve titreşim analizi tekniklerini de detaylı şekilde aktarabilirim.
C tipi eksantrik presler, kompakt ve esnek üretim çözümleri sunarken, aynı zamanda orta tonajlı işlemler için yeterli rijitlik ve dayanıklılık sağlar. Açık kolon yapısı, operatörün pres tablasına, kalıplara ve iş parçasına kolay erişmesini mümkün kılar; bu da kalıp değişim sürelerini minimuma indirir ve üretim hattının esnekliğini artırır. C tipi presler, özellikle atölye tipi üretim, prototip üretimi, küçük ve orta seri üretim hatları için idealdir. Bunun yanı sıra, küçük ve orta boyutlu metal parçaların şekillendirilmesi, bükme, kesme, derin çekme ve progresif kalıp işlemlerinde verimli bir şekilde kullanılabilir.
Mekanik yapı ve tahrik sistemleri, C tipi preslerde verimlilik ve dayanıklılığın temelini oluşturur. Koç hareketi, genellikle tek krank mili, kayış-kasnak sistemi, dişli tahrik veya servo motor tahriki ile sağlanır. Açık kolon tasarımı, operatör erişimini kolaylaştırırken presin rijitliğini orta tonajlı işlemler için optimize eder. Koçun hareketini yönlendiren biyel kollar ve yatak sistemleri, dinamik yükleri dengeli şekilde absorbe ederek titreşimsiz ve stabil bir çalışma ortamı sağlar. Bu mekanik düzenleme, özellikle hassas parçaların üretiminde boyutsal doğruluğun korunmasını ve mekanik parçaların uzun ömürlü olmasını sağlar.
Kalıp entegrasyonu ve montajı, C tipi preslerin üretim performansını doğrudan etkiler. Açık kolon yapısı, kalıpların ve iş parçalarının hızlı ve güvenli şekilde monte edilmesine olanak tanır. Kalıp tablası genellikle hidrolik veya mekanik sıkma sistemleri ile donatılır, böylece kalıplar pres tablasına güvenle sabitlenir. Kalıp tasarımı, işlenecek malzemenin türü, kalınlığı ve geometrisi dikkate alınarak optimize edilir. Bu sayede hem parçaların kalitesi artırılır hem de presin mekanik ömrü korunur. Ayrıca, progresif kalıp ve derin çekme kalıpları gibi kompleks kalıplar için de C tipi presler uygun destek ve erişim imkânı sunar.
Otomatik besleme ve üretim hattı entegrasyonu, C tipi preslerin verimliliğini artıran diğer kritik unsurlardan biridir. Servo motor veya elektrik motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar veya mekanik transfer sistemleri, işlenen parçaları bir sonraki işlem istasyonuna doğru pozisyonda aktarır. Bu sayede üretim hattındaki hatalı parça oranı azalır, operatör iş yükü minimuma iner ve üretim sürekliliği sağlanır. C tipi presler, özellikle esnek üretim hatları ve farklı parça tiplerinin üretildiği küçük ve orta ölçekli üretim uygulamaları için idealdir.
Dijital kontrol ve izleme sistemleri, C tipi preslerde üretim hassasiyetini ve kaliteyi artırır. Koç hızı, vuruş uzunluğu ve basma kuvveti dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek süreç optimizasyonu yapılabilir. Bu sistemler, hem kalite kontrol hem de üretim izlenebilirliği açısından önemli avantajlar sağlar ve üretim süreçlerinin sürekli iyileştirilmesine olanak tanır.
Enerji verimliliği ve bakım yönetimi, C tipi eksantrik preslerin uzun süre güvenilir çalışmasını sağlar. Otomatik yağlama sistemleri, biyel kollar, yataklar ve bağlantı noktalarını sürekli yağlayarak aşınmayı azaltır ve bakım aralıklarını uzatır. Servo motor veya elektrik motor kontrollü sistemler, enerji tüketimini optimize eder ve üretim maliyetlerini düşürür. C tipi presler, orta tonajlı işlemlerde uzun süre güvenilir şekilde çalışabilir ve plansız duruşları minimuma indirir.
İş güvenliği ve önleyici bakım sistemleri, C tipi preslerde operatör güvenliği ve üretim sürekliliğini artırır. Koç, kalıp ve malzeme konumları sensörlerle izlenir. Potansiyel sıkışmalar veya aşırı yüklenmeler tespit edildiğinde sistem otomatik olarak durdurulur. Mekanik ve elektronik emniyet kapıları, ışık perdeleri ve acil durdurma sistemleri standart olarak bulunur. Böylece operatör güvenliği maksimum düzeyde sağlanır ve üretim sırasında riskler minimize edilir.
Sonuç olarak, C tipi eksantrik presler, kompakt yapısı, operatör erişimi, esnek kullanım alanı ve orta tonajlı üretim kapasitesi ile küçük ve orta ölçekli üretim hatları için ideal çözümler sunar. Açık kolon yapısı sayesinde kalıpların ve iş parçalarının hızlı değişimi, dijital kontrol ve izleme sistemleri ile hassas üretim, otomatik besleme ile yüksek verimlilik ve enerji tasarrufu ile uzun ömür, bu presleri atölye ve küçük seri üretim uygulamalarında vazgeçilmez kılar.
İstersen, bir sonraki adımda sana C tipi eksantrik preslerde ileri seviye titreşim analizi, koç ve kalıp optimizasyonu, otomatik besleme entegrasyonu ve yüksek hassasiyetli üretim teknikleri hakkında detaylı bilgi aktarabilirim.
C tipi eksantrik presler, endüstride esnek, kompakt ve verimli üretim çözümleri sunan makineler arasında öne çıkar. Açık kolon yapısı, pres gövdesinin yan görünümünde “C” harfini andıracak şekilde tasarlanmıştır ve bu yapı, operatörün kalıplara, pres tablasına ve iş parçasına kolay erişimini sağlar. Bu erişim avantajı, özellikle küçük ve orta boyutlu parçaların bükme, kesme, şekillendirme ve derin çekme işlemlerinde büyük bir verimlilik sağlar. C tipi presler, küçük ve orta seri üretim hatlarından atölye tipi üretimlere kadar geniş bir kullanım alanına sahiptir.
Mekanik tasarım ve tahrik sistemi, C tipi preslerin performansının temelini oluşturur. Koç hareketi, genellikle tek krank mili, kayış-kasnak tahriki, dişli tahrik veya servo motor kontrollü sistemler ile sağlanır. Açık kolon tasarımı, operatör erişimini kolaylaştırırken, presin rijitliğini orta tonajlı işlemler için optimize eder. Koç hareketi, biyel kollar ve yatak sistemi ile yönlendirilir; bu sayede titreşimsiz, dengeli ve hassas bir çalışma ortamı elde edilir. Bu mekanik düzenleme, hem hassas parçaların üretiminde boyutsal doğruluğun korunmasını sağlar hem de presin mekanik ömrünü uzatır.
Kalıp entegrasyonu ve montajı, C tipi preslerde üretim verimliliğinin kritik bir parçasıdır. Açık kolon yapısı sayesinde kalıplar ve iş parçaları hızlı ve güvenli bir şekilde monte edilir. Kalıp tablası genellikle hidrolik veya mekanik sıkma sistemleri ile donatılır ve kalıplar güvenle pres tablasına sabitlenir. Kalıp tasarımı, işlenecek malzemenin türü, kalınlığı ve geometrisi dikkate alınarak optimize edilir. Progresif kalıp ve derin çekme kalıpları gibi kompleks uygulamalarda da C tipi presler, kalıp ve iş parçasına sağladığı kolay erişim sayesinde üstün bir performans sunar.
Otomatik besleme ve üretim hattı entegrasyonu, C tipi eksantrik preslerde verimliliği artıran bir diğer önemli unsurdur. Servo motor veya elektrik motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar veya mekanik transfer sistemleri, işlenen parçaları bir sonraki işlem istasyonuna doğru pozisyonda aktarır. Bu otomasyon sayesinde hatalı parça oranı azalır, operatör iş yükü düşer ve üretim sürekliliği sağlanır. C tipi presler, özellikle esnek üretim hatları ve küçük-orta seri üretim uygulamaları için ideal bir çözümdür.
Dijital kontrol ve izleme sistemleri, C tipi preslerde üretim hassasiyetini artırır. Koç hızı, vuruş uzunluğu ve basma kuvveti dijital paneller üzerinden hassas bir şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek süreç optimizasyonu yapılabilir. Bu sistemler, kalite kontrol ve izlenebilirlik açısından önemli avantajlar sağlar ve üretim süreçlerinin sürekli iyileştirilmesine olanak tanır.
Enerji verimliliği ve bakım yönetimi, C tipi preslerin uzun süreli ve güvenilir çalışmasını sağlar. Otomatik yağlama sistemleri, biyel kollar, yataklar ve bağlantı noktalarını sürekli yağlayarak mekanik aşınmayı azaltır ve bakım aralıklarını uzatır. Servo motor veya elektrik motor kontrollü tahrik sistemleri, enerji tüketimini optimize eder ve üretim maliyetlerini düşürür. Bu sayede C tipi presler, orta tonajlı işlemlerde uzun süre güvenilir şekilde çalışabilir ve plansız duruşlar minimize edilir.
İş güvenliği ve önleyici bakım sistemleri, operatör güvenliği ve üretim sürekliliğini artırır. Koç, kalıp ve malzeme konumları sensörlerle sürekli izlenir. Potansiyel sıkışmalar veya aşırı yüklenmeler tespit edildiğinde sistem otomatik olarak durdurulur. Mekanik ve elektronik emniyet kapıları, ışık perdeleri ve acil durdurma sistemleri standart olarak bulunur. Böylece operatör güvenliği maksimum düzeye çıkarılır ve üretim sırasında riskler minimuma indirilir.
Sonuç olarak, C tipi eksantrik presler, kompakt yapısı, operatör erişimi, esnek kullanım alanı ve orta tonajlı üretim kapasitesi ile küçük ve orta ölçekli üretim hatları için ideal çözümler sunar. Açık kolon yapısı sayesinde kalıpların ve iş parçalarının hızlı değişimi, dijital kontrol ve izleme sistemleri ile hassas üretim, otomatik besleme ve robotik entegrasyon ile yüksek verimlilik, enerji tasarrufu ve uzun ömür sağlanır. Bu özellikler, C tipi presleri atölye, prototip ve küçük-orta seri üretim uygulamalarında vazgeçilmez kılar.
İstersen bir sonraki adımda sana C tipi eksantrik preslerde ileri seviye koç ve kalıp optimizasyonu, titreşim analizi, otomatik besleme entegrasyonu ve hassas üretim teknikleri hakkında ayrıntılı bir rehber sunabilirim.
C tipi eksantrik presler, küçük ve orta ölçekli üretim uygulamalarında esnekliği ve verimliliği maksimum düzeye çıkaran endüstriyel makineler olarak dikkat çeker. Açık kolon yapısı, operatörün kalıplara ve iş parçalarına kolay erişimini sağlar; bu da kalıp değişim sürelerini kısaltır ve üretim hattının esnekliğini artırır. Bu tasarım, özellikle bükme, kesme, şekillendirme ve derin çekme işlemlerinde kullanılan küçük ve orta boyutlu parçalar için idealdir. Atölye tipi üretimlerden küçük ve orta seri üretim hatlarına kadar geniş bir uygulama yelpazesi sunar.
Mekanik yapı ve tahrik sistemi, C tipi preslerin dayanıklılığı ve performansını belirleyen en kritik unsurlardır. Koç hareketi, genellikle tek krank mili, kayış-kasnak tahriki, dişli tahrik veya servo motor kontrollü sistemler ile sağlanır. Açık kolon tasarımı, presin rijitliğini orta tonajlı işlemler için optimize ederken operatör erişimini kolaylaştırır. Koç hareketi, biyel kollar ve yatak sistemi ile yönlendirilir; bu sayede titreşimsiz, dengeli ve hassas bir çalışma ortamı elde edilir. Bu mekanik düzenleme, hassas parçaların üretiminde boyutsal doğruluğun korunmasını sağlar ve presin mekanik ömrünü uzatır.
Kalıp entegrasyonu ve montajı, C tipi preslerde üretim verimliliğini doğrudan etkiler. Açık kolon yapısı sayesinde kalıplar ve iş parçaları hızlı ve güvenli bir şekilde monte edilir. Kalıp tablası, genellikle hidrolik veya mekanik sıkma sistemleri ile donatılır; kalıplar pres tablasına güvenle sabitlenir. Kalıp tasarımı, işlenecek malzemenin türü, kalınlığı ve geometrisine göre optimize edilir. Bu sayede hem parçaların kalitesi artırılır hem de presin performansı ve mekanik ömrü korunur. Progresif kalıp ve derin çekme kalıpları gibi kompleks uygulamalarda da C tipi presler üstün bir performans sağlar.
Otomatik besleme ve üretim hattı entegrasyonu, C tipi eksantrik preslerde üretim verimliliğini artıran önemli unsurlardan biridir. Servo motor veya elektrik motor kontrollü besleyiciler, malzemeyi pres tablasına hızlı ve hassas şekilde taşır. Robotik kollar veya mekanik transfer sistemleri, işlenen parçaları bir sonraki işlem istasyonuna doğru pozisyonda aktarır. Bu otomasyon sayesinde hatalı parça oranı düşer, operatör iş yükü azalır ve üretim sürekliliği sağlanır. C tipi presler, esnek üretim hatları ve küçük-orta seri üretim uygulamaları için idealdir.
Dijital kontrol ve izleme sistemleri, üretim hassasiyetini ve kaliteyi artırır. Koç hızı, vuruş uzunluğu ve basma kuvveti dijital paneller üzerinden hassas şekilde ayarlanabilir. Entegre sensörler, malzeme besleme doğruluğunu ve işlenen parçaların boyutsal hassasiyetini sürekli izler. Hatalı parçalar otomatik olarak ayrılır ve üretim verileri analiz edilerek süreç optimizasyonu yapılabilir. Bu sistemler, kalite kontrol ve üretim izlenebilirliği açısından büyük avantaj sağlar ve süreç iyileştirmelerine olanak tanır.
Enerji verimliliği ve bakım yönetimi, C tipi preslerin uzun süre güvenilir çalışmasını sağlar. Otomatik yağlama sistemleri, biyel kollar, yataklar ve bağlantı noktalarını sürekli yağlayarak aşınmayı azaltır ve bakım aralıklarını uzatır. Servo motor veya elektrik motor kontrollü tahrik sistemleri, enerji tüketimini optimize eder ve üretim maliyetlerini düşürür. C tipi presler, orta tonajlı işlemlerde uzun süre güvenilir çalışabilir ve plansız duruşları minimuma indirir.
İş güvenliği ve önleyici bakım, operatör güvenliği ve üretim sürekliliğini artırır. Koç, kalıp ve malzeme konumları sensörlerle sürekli izlenir. Potansiyel sıkışmalar veya aşırı yüklenmeler tespit edildiğinde sistem otomatik olarak durdurulur. Mekanik ve elektronik emniyet kapıları, ışık perdeleri ve acil durdurma sistemleri standart olarak bulunur. Böylece operatör güvenliği maksimum seviyeye çıkarılır ve üretim sırasında riskler minimize edilir.
Sonuç olarak, C tipi eksantrik presler, kompakt yapısı, operatör erişimi, esnek kullanım alanı ve orta tonajlı üretim kapasitesi ile küçük ve orta ölçekli üretim hatları için ideal çözümler sunar. Açık kolon yapısı sayesinde kalıpların ve iş parçalarının hızlı değişimi, dijital kontrol ve izleme sistemleri ile hassas üretim, otomatik besleme ve robotik entegrasyon ile yüksek verimlilik, enerji tasarrufu ve uzun ömür sağlar. Bu özellikler, C tipi presleri atölye, prototip ve küçük-orta seri üretim uygulamalarında vazgeçilmez kılar.
İstersen bir sonraki adımda sana C tipi eksantrik preslerde ileri seviye titreşim analizi, koç ve kalıp optimizasyonu, farklı malzeme tipleri için işlem parametreleri ve yüksek hassasiyetli üretim teknikleri hakkında kapsamlı bir rehber hazırlayabilirim.
EMS Metal İşleme Makineleri

EMS Metal İşleme Makineleri olarak, endüstriyel üretim süreçlerinizi daha verimli, hassas ve kaliteli hale getirecek geniş bir makine yelpazesi sunmaktan gurur duyuyoruz. Üstün mühendislik ve ileri teknoloji ürünlerimizle, metal işleme endüstrisinin tüm ihtiyaçlarını karşılayacak çözümler sağlıyoruz. İşte sunduğumuz başlıca ürünler:
Hidrolik Transfer Presleri
Yüksek verimlilik ve otomasyon gerektiren büyük ölçekli üretim hatları için ideal olan hidrolik transfer preslerimiz, çok aşamalı işlemleri hızlı ve etkin bir şekilde gerçekleştirir. Yüksek hassasiyetli kontrol sistemleri sayesinde, ürün kalitesini artırır ve işçilik maliyetlerini düşürür.
Hidrolik Derin Sıvama Presleri
Metal levhaların karmaşık ve derin şekillendirme işlemlerini mükemmel bir hassasiyetle gerçekleştiren hidrolik derin sıvama preslerimiz, otomotiv, havacılık ve beyaz eşya gibi çeşitli endüstrilerde yüksek performans sunar. Yüksek basınç kapasitesi ile kalın ve sert metallerin işlenmesi için uygundur.
CNC Metal Sıvama (Spinning) Makineleri
Yüksek hassasiyetli CNC kontrollü metal sıvama makinelerimiz, ince metal levhaları döndürerek şekillendirmek için idealdir. Karmaşık geometriler ve hassas ölçüler için mükemmel çözümler sunar.
Etek Kesme Kordon Boğma Makineleri
Metal kapların alt eteklerinin kesilmesi ve kordon boğma işlemlerini yüksek hassasiyetle gerçekleştiren makinelerimiz, özellikle kapak ve kap üretiminde kalite ve verimlilik sağlar.
Kenar Kıvırma ve Kenar Kapama Makineleri
Metal parçaların kenarlarını kıvırma ve kapama işlemlerini gerçekleştiren makinelerimiz, düzgün ve dayanıklı kenar işlemleri sunar. Bu makineler, ambalaj, otomotiv ve beyaz eşya endüstrilerinde yaygın olarak kullanılır.
Boru ve Profil Bükme Makineleri
Farklı çap ve şekillerdeki boru ve profillerin hassas bir şekilde bükülmesini sağlayan makinelerimiz, inşaat, otomotiv ve mobilya sektörlerinde kullanılır. Güçlü yapıları ve hassas kontrol sistemleri ile yüksek kalite sağlar.
Silindirik Kaynak Makineleri
Silindirik parçaların mükemmel doğrulukla kaynaklanmasını sağlayan makinelerimiz, boru, tank ve diğer silindirik yapıların üretiminde yüksek kalite sunar.
Otomatik Mop Polisaj ve Zımpara Makineleri
Metal yüzeylerin pürüzsüz ve parlak hale getirilmesi için kullanılan otomatik mop polisaj ve zımpara makinelerimiz, çeşitli metal işleme sektörlerinde üstün yüzey kalitesi sağlar.
Daire Kesme Makineleri
Metal levhaların dairesel kesim işlemlerini hassas ve hızlı bir şekilde gerçekleştiren daire kesme makinelerimiz, yüksek üretim kapasitesi ve düşük hurda oranları ile öne çıkar.
EMS olarak, siz değerli müşterilerimize en ileri teknolojilerle donatılmış, dayanıklı ve verimli makineler sunmaktan memnuniyet duyarız. Ürünlerimiz ve hizmetlerimiz hakkında daha fazla bilgi almak için bizimle iletişime geçin. Sizlere en iyi çözümleri sunmak için buradayız.
Cıvata ve Akıllı Vida Kafası Boyama Makinesi
Modern endüstriyel üretim süreçlerinde, kalite kontrol ve verimlilik büyük önem taşır. Bu bağlamda, cıvata ve vida üretiminde, özellikle kafa boyama işlemi kritik bir adımdır. Cıvata ve akıllı vida kafası boyama makineleri, üretim hattında otomasyonu ve hassasiyeti sağlayarak bu işlemi optimize eder. Bu makineler, geleneksel yöntemlere göre birçok avantaj sunar ve endüstride devrim niteliğinde yenilikler getirir.